Оцинкованная сталь плюсы и минусы
Обновлено: 04.05.2024
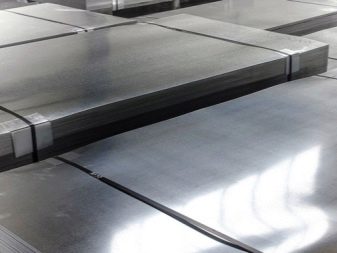
Стальной лист - удобный и востребованный во многих сферах материал, но к сожалению, подверженный коррозии. Оцинковка повышает устойчивость металла к воздействию агрессивных сред, в том числе и к процессам ржавления. Таким образом, оцинкованный лист с успехом применяется в строительстве, автомобильной промышленности, при производстве всевозможных изделий и в других областях.
Производство
Оцинковка – технологический процесс, в ходе которого на поверхность стального листа наносится слой цинка. Толщина покрытия может различаться в зависимости от предназначения листа, но не может быть менее 0,02 мм.
Цинкование может осуществляться гальваническим методом, холодным цинкованием, но наиболее часто применяется горячая оцинковка.
Горячее цинкование проходит поэтапно. Вначале происходит обезжиривание поверхности, далее - травление и промывка. В заключении стальной лист погружается в ванну с расплавом цинком. При этом скорость процесса, качество и температура цинка контролируется специальными приборами. В результате получается гладкая металлическая поверхность, с высокими характеристиками, которая хорошо переносит механическую обработку не теряя своих свойств.
Свойства
Оцинкованная сталь имеет много достоинств:
- Коррозионная стойкость.
Основным свойством смело можно считать наличие устойчивого защитного покрытия, и как следствие высокое сопротивление коррозии - Возможность обработки.
Лист, покрытый цинком можно обрабатывать методом вальцовки, штамповки, вытяжки и гибки, не боясь повредить цинковый слой. - Срок службы.
Долговечность изделий выше, по сравнению с черным металлом. Такой лист устойчив к повышенной влажности и агрессивным средам, не требует обработки лакокрасочными материалами. - Высокая механическая прочность.
Цинковый слой крепко связывается со стальным основанием и как следствие не повреждается при изгибах, не откалывается при ударах. Цинк улучшает стойкость листа к механическим нагрузкам и абразивному износу. - Значительный сортамент. Лист с оцинкованным покрытием имеет большой диапазон размеров полотна и толщины цинкового слоя.
Цинковое покрытие является безопасным с экологической точки зрения, по сравнению с другими защитными покрытиями, применяемыми к стальным листам.

Помимо этих основных моментов стоит отметить способность к самовосстановлению покрытия, при возникновении царапин и раковин. А матовость цинкового листа привлекает многих дизайнеров.
У оцинкованной стали есть незначительные минусы, которые всё же стоит учесть при выборе листа. Так открытая деталь со временем будет терять небольшую толщину слоя цинка. Такой металл трудно варить, а при покраске придется дополнительно подготовить поверхность листа.
Классификация
Оцинкованный стальной лист имеет несколько классификаций, от которых зависит дальнейшая область применения.
- В зависимости от назначения выделяют оцинкованную сталь: ХП — холодного профилирования; ПК — под покраску; ХШ — холодной штамповки; ОН — общего назначения.
- Листы, применяемые для холодной штамповки подразделяется на группы по способности к вытяжке: Н — нормальной; Г — глубокой; ВГ — весьма глубокой.
- В зависимости от разнотолщинности цинкового покрытия листы разделяют на: НР — нормальную; УР — уменьшенную.
- В зависимости от толщины покрытия листы подразделяются на: П — повышенный класс (60 — 40 мкм); В — высокий класс (40 — 18 мкм); О — обычный класс (18 — 10 мкм).
Оцинкованный лист может быть с рисунком кристаллизации (КР) и без рисунка (МТ) на поверхности листа. Лист классифицируют и по точности проката: повышенная (А), нормальная (Б) и высокая (В).
Выбирая оцинкованный лист стоит принять во внимание сферу его применения и условия среды в которых он будет использоваться.
Применение
В практической жизни оцинкованный лист применяется повсеместно. Элементы из него можно найти в различных сооружениях вокруг нас, на кораблях, вокзалах, рекламных щитах, в автомобилях, заборах и других металлоконструкциях. Поскольку лист устойчив к коррозии, он нашел широкое применение в современной промышленности. Такой прокат используется в различных областях производства: в тяжелой, химической промышленности, в приборостроении. Благодаря тому, что лист поддается механической обработке из него производят штампованные детали и изделия глубокой вытяжки и профиля.
Оцинкованный лист пользуется спросом в машино- и автомобилестроении. Например для производства кузова или отделки фургона. Но всё же основной сферой применения листа с цинковым покрытием является строительство, ведь это прочный и качественный материалом. Он применим при строительно-монтажных работах, при возведении металлоконструкций. Конструкции получаются достаточно легкими, с небольшой нагрузкой на стены и перекрытия. Из него можно конструировать ангар, гараж, складское помещение и т. д. Оцинкованным листом выстилают крыши, устанавливают перекрытия или используют в качестве материала для стен, настила.
Лист применяется при наружной отделке стен, крыш, заборов, балконов. Он отлично подходит для облицовки зданий. Лист с цинковым покрытием является основой для изготовления большого ассортимента строительных изделий:
- профнастила (оцинкованного или с добавлением полимеров, для придания защитно-декоративных свойств);
- металлочерепицы (которая востребована в кровельных работах);
- штакетника;
- строительного профиля;
- штрипса.
Из оцинкованного листа производят водопроводные трубы, воздуховоды и водостоки, кронштейны и всевозможный крепеж, а также предметы быта. Вентиляционные системы и вытяжка для кухни делается именно из него.
Оценка качества
Чтобы оценить качественные характеристики листа с цинковым покрытием достаточно взглянуть на него. Поверхность должна быть ровной, гладкой, без трещин.
В листах холодного штампования и общего назначения допускаются шероховатость, пятна, наплывы. В остальных типах оцинкованного металлопроката дефекты должны отсутствовать.
Таким образом, мы выяснили, что оцинкованная листовая сталь обладает практически такими же характеристиками, что и нержавейка, но при этом её цена на рынке значительно ниже.
Основная стоимость складывается из цены металлопроката, стоимости цинка и затрат на конкретный метод покрытия. К примеру, лист с покрытием, нанесенным гальваническим методом, будет стоит дороже, чем методом горячего цинкования. Также цена зависит от толщины листа, цинкового покрытия и его качества. В любом случае, если лист подозрительно дешевый, значит производитель сэкономил на качестве или толщине цинкового слоя.
Все об оцинкованной стали
Оцинкованная сталь – альтернатива лужёной, покрытой оловом или оловянно-свинцовым припоем. Цинк – более дешёвый материал, он легко накладывается тончайшим слоем в 30 микрометров и менее, на любую марку стали, включая сплавы типа Ст3.


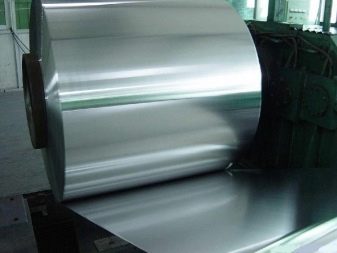
Виды и разновидности оцинкованной стали главным образом подразделяются на листовую (один из вариантов – рулонная), профильную (от уголка до швеллера), сплошную (круг, квадрат, прямоугольник). Все заготовки, изготовленные из стальных сплавов (кроме нержавейки), легко подвергаются цинкованию. Суть технологии – зачищенные до блеска и обезжиренные (при необходимости) заготовки и детали погружаются в ванну с расплавленным цинком, однако существует и холодное (нетермическое) нанесение оцинковки. Толщина покрытия и профиль чермета определяет, как именно будет нанесён оцинковывающий слой. Дополнительную защиту от атмосферных осадков и воздействия кислорода, содержащегося в воздухе, обеспечивает слой лака или краски. Фирменные кровельные профлисты с окраской – не только оцинкованные и прогрунтованные, но и в довершение процесса нанесения покрытий окрашенные. Для окрашивания используются синтетические краски – вроде тех, которыми покрывают, к примеру, вышки и телебашни.
По способу обработки сталь подразделяется на горячепрокатную и холоднокатаную. Цинковое покрытие наносится и на горяче-, и на холоднокатаную сталь, однако последняя обладает большей гладкостью – меньшей шероховатостью, вернее, полным отсутствием последней. Горячекатаные листы более грубые – остывающая сталь ещё не успевает обрести идеальную форму, и на смену высокой температуре приходит повышенное давление, отличающееся от нормальных условий до 100 раз. По сути, оказывая давление в 100 атмосфер с одновременной прокаткой при помощи гладкого вала, холоднопрокатный конвейер позволяет получить почти идеально ровные листы, к тому же и с выравниванием краёв. После холодной прокатки заготовки эти поступают в рабочую зону лазерно-плазменного стана, где с высочайшей точностью обрезаются неровные края. Затем заготовки подвергаются нанесению оцинковки – и при необходимости окрашиваются.

Тонколистовая сталь – заготовки с толщиной менее 600 мкм. Их собратья с толщиной более 0,6 мм относятся к обычному листу, который затем может быть подвергнут профильному сгибанию на листогибочном станке. Согнутые листы окрашиваются порошковым или аэрозольным методом. В отличие от горячеоцинкованной, которая обрабатывается в ванне с расплавом цинка, холоднооцинкованная подвергается порошковому нанесению цинка, либо анодированию. Горячеоцинкованная сталь, как правило, изготавливается в виде тонколистовых заготовок: на толстолистовые расходуется слишком много энергии. Дело в том, что заготовка должна быть разогрета по всему её объёму: нагреть лишь её поверхность из-за высокой теплопроводности стали не представляется возможным.
Листовая оцинковка в своей основе содержит низко- и среднеуглеродистую сталь. Свариваемость, сгибаемость и штампуемость изделий – весьма удовлетворительные.

Методы цинкования
Чтобы оцинковать изделие из стали, используют гальваноцинкование, газотермическое, холодное и термодиффузионное нанесение покрытия. Особенность готовых покрытий – недопустимость усиленного механического воздействия: оцинковку легко счистить во время интенсивного трения. Характерный пример – ручные тачки, в которых осуществляется замешивание цементных и бетонных растворов: абразивность песка, камней и цемента, а также движения совковой лопатой и мастерком сдирают даже покрытие в 50 мкм менее чем за год при ежедневных замесах данных стройсмесей. В результате обнажившаяся сталь быстро ржавеет, и тачка приходит в негодность. Горячая оцинковка – метод, создающий наиболее долговечное покрытие. Но экологичность данного метода не самая высокая. Перед нанесением цинка выполняется травление стальных заготовок в ванне с раствором серной кислоты, обезжиривание с помощью лёгких спиртов, ацетона и иных растворителей, сделанных из нефти.
Крупногабаритные конструкции, к примеру, комплектующие под опоры для кабельных линий, подвергаются именно погружению в ванну с цинком. Холодное цинкование заключается в нанесении цинксодержащего реагента (но не краски с порошком цинка, измельчённым до состояния тонкой пудры), например, цинконола. На предварительно очищенной стальной заготовке образуется плёнка, содержащая до 93% цинка. Метод этот хорош в случаях, когда необходимо восстановить покрытие из цинка, внезапно повреждённое, чтобы не допустить ржавления стали в данном месте. Гальванический метод позволяет нанести слой цинка толщиной до 30 мкм. Способ основан на растворении цинка в электролите, при этом атомы цинка в составе видоизменённой электролитической консистенции прочно оседают на поверхности обрабатываемой детали. Недостаток данного способа – высокотоксичность электролита, который тщательно очищается перед утилизацией.
Термодиффузионное цинкование основано на нагреве обрабатываемых деталей и цинка до 2600 градусов. При такой температуре из твёрдого изначально цинка формируется газ, проникающий в обрабатываемую заготовку. Метод этот экологически безопасен – оцинковка производится в наглухо закрытом контейнере. Недостаток – неравномерность покрытия и неэстетичный внешний вид обработанной детали или заготовки. Газотермическое покрытие цинком – метод, при котором цинковый порошок или проволока под воздействием раскалённого газа наносится на поверхность изделия.
Пористость такого покрытия повышена, что заставляет производителей оцинкованного листа нанести лакокрасочный слой.



Характеристики
Ширина листа согласно ГОСТу – 71-180 см, толщина – 0,5-1,25 мм. Температура плавления цинка – 420 градусов по Цельсию, поэтому нагрев листов свыше 400 градусов должен быть исключён. Сталь, хотя и плавится в основном лишь при температурах 1300-1500 градусов по Цельсию, при наличии оцинковки не используется в приборах и конструкциях, которые нагреваются хотя бы до 400 градусов. Цинк не боится воды, а значит, может использоваться в конструкциях, которые не контактируют со щелочами, кислотами, некоторыми солями. Оцинкованное железо легко обрабатывается методом штампования, вальцевания, вытягивания и сгибания, при этом цинковое покрытие не повреждается.
Покрытие из цинка, повреждённое при неосторожных действиях, легко восстановить. Плотность стали Ст3Сп – 7,85 г/см3. У цинка этот показатель – 7,13 г/см3, поэтому он не вносит значительного облегчения в лист с определённой толщиной. По ГОСТу, к примеру, лист с толщиной 0,5 мм сохраняет это значение без покрытия, а с покрытием значение толщины увеличится, скажем, до 0,56 мм (по 0,03 мм с каждой из сторон). Свойства полосовой оцинкованной стали не отличаются от неоцинкованной такой же – и та и другая легко гнётся, режется, сверлится и штампуется. Теплопроводность оцинкованной стали почти полностью совпадает по значению с теплопроводностью неоцинковки. Это свойство связано с тем, что тепло (жар), равно как и холод, распространяются не по поверхности тела, а по всему его объёму.
Кроме сопротивления коррозии, остальные качества – электропроводность, упругость, ударная вязкость, склонность к механической (не термической) обработке – остаются почти без особых изменений. Цинковое покрытие, вообще, можно заменить на регулярное – раз в 2-3 года – прогрунтовывание, эффект сохранности стальных конструкций и настила останется примерно тем же. Вес листа 0,4х1000х2000 мм, изготовленного из стали 08пс3сп, составляет 6,95 кг. Соответственно, масса листа 1х1250х2500 мм, прокатанного из той же стали, не более 26,3 кг. В весе роль играют толщина и площадь листовой заготовки.

Плюсы и минусы
Сталь, не содержащая от 14% хрома по массе, ржавеет. Нержавейку покрывать цинком нет необходимости, а вот обычную сталь Ст3сп – обязательно. К достоинствам сплава относят дешевизну и простоту производства. От дождевой воды сталь не поржавеет в течение минимум 30 лет при условии что по крыше никто не будет ходить, волочить по ней тяжёлые предметы, раскладывать инструменты и так далее. Внешний вид стального профлиста при этом не пострадает. Профнастил можно не покрывать никакими лакокрасочными составами, а это значит, что можно сэкономить на краске. Дело в том, что оцинковка является весьма стойкой к нагреву на солнце и ультрафиолету.
Оцинковка не отделяется, подобно краске, от стали – поверхностное проникновение обусловлено диффузными свойствами металлов – железа и цинка. Оцинкованное железо несколько прочнее неоцинкованного. Это достигается в том числе и за счёт небольшого увеличения толщины заготовки. При обычных температурах цинк не разлагается и не отравляет человека и животных. Исключение составляет приготовление пищи в оцинкованных емкостях: образующиеся соли при реакциях цинка с кислотами ядовиты. Оцинковка подходит для дизайнерских решений, наряду с нержавейкой. Оцинкованная сталь заметно дешевле нержавеющей, так как цинка по массе в заготовке содержится меньше, чем хрома в нержавейке.
Недостатки оцинкованного листа следующие:
- его нельзя сварить;
- при окрашивании оцинковки используется грунт-эмаль по ржавчине или похожий состав;
- если слой, покрывающий сталь, тоньше 15 мкм, то он быстро износится.
Без листогибочного станка согнуть лист по кривой, которая является круглой по очертаниям (дугой окружности) крайне затруднительно.

Наиболее распространённые сферы применения изделий в виде листовой оцинковки – отливы для крыши (водосток для отвода атмосферных осадков в водосточные трубы). Штампование и сгибание не нарушают целостную структуру листовой стали, а противостояние появлению ржавчины даёт возможность применять оцинковку в качестве комплектующих для бытовых приборов. Строительство, прокат труб и автомобильная промышленность – отрасли, в которых оцинковка также нашла своё применение.
Использование кровельного профлиста с оцинкованным покрытием сопровождается покрытием его синтетическими красителями на основе эпоксидной смолы, которое может прослужить до 10 лет без обновления данного слоя. Альтернатива профнастилу – листы металлочерепицы, защищённые оцинковкой, грунтованием и декоративным окрашиванием.



Марки
Прежде чем классифицировать профсталь с оцинковкой по маркам, определитесь, какое из покрытий с цинком вам требуется. Если это не чисто оцинковка, то альтернативными решениями для вашего случая могут оказаться сплавы на основе цинка, магния и алюминия. В некоторых случаях цинковое покрытие дополняется включением чистого железа. Сортовой прокат включает в себя заготовки с улучшенным (У) и высоким (В) качеством покрытия, нормальнокристаллизованные и без особой кристаллизации (КР и МТ соответственно). По методу покрытия различают пассивированный (Пс), пропитанный маслом (Пр), сочетанный (ПП) и без дополнительного покрытия (БК) лист. Толщина различных марок заготовок достигает 2,5 мм. Для производства листов используются сталь под номерами 0, 1, 2, 3 и 4 спокойного отлива.
По ГОСТ 3640-1994 для цинкования используют цинковый материал марок Ц0 и Ц1. В качестве легирующих присадок выступают алюминий или свинец. Кроме вышеописанных марок, маркировка листовой продукции учитывает и следующие атрибуты: «Н» – нормальнотянутый, «Г» – глубокотянутый, «ВГ» – глубокотянутый лист высшей категории. Особо толстые листы, например, толщиной 8 мм, граничат уже со стальными плитами, но также подвергаются оцинковке.
Толщина покрытия такого листа, как правило, максимальная – более 50 мкм. Он не сворачивается в рулоны, а штабелируется стопками: изогнуть его по дуге окружности невозможно.
Разновидности оцинкованных листов и их использование
Знать разновидности оцинкованных листов и способы их использования требуется всем, кто решает отделывать крышу. Необходимо принять во внимание специфику окрашенной оцинковки и других стальных листов для крыши в рулонах. Также надо ознакомиться с нюансами покраски металлических оцинкованных листов и продукцией востребованных фирм.
Особенности производства
Технологиям защиты металла от коррозионной активности уделяли особое внимание уже многие десятилетия назад. С тех пор количество используемых металлических конструкций только выросло — и методы эти усовершенствованы. Часто встречается стальной оцинкованный лист, который стойко переносит воздействие агрессивной среды. За основу могут быть взяты довольно тонкие стальные экземпляры. Защитное покрытие наносится в разных случаях как с одной, так и с двух сторон.

Оцинковка может идти не только простым цинком, но и железоцинковым составом. Для последующего применения в строительстве и ремонте преимущественно используют метод холодного оцинковывания. Сам прокат предварительно получают в горячем состоянии.
На нем формируются весьма устойчивые к появлению трещин и сколов покрытия.
Прокат имеет всегда заданную толщину, которую определяют требованиями к конкретному объекту. Чтобы избежать возникновения окалины, поверхность следует протравливать кислотой. Горячее цинкование проводится преимущественно по гальванической методике. На оцинкованные листы обычно отпускают полуспокойные марки стали. Гальваническая методика позволяет добиваться максимально быстрого нанесения материала.
Однако слой окажется недостаточно прочен механически. Получить толстую защитную оболочку гальваническим способом не получится. Зато удастся добиться выдающихся декоративных свойств. Термодиффузионная методика позволяет достичь исключительной устойчивости изолирующего слоя. Правда, уровень издержек и энергозатратность подобного метода сильно ограничивают его применение.
Основные свойства и характеристики
Параметры оцинкованных металлических листов вполне хороши, и такие изделия могут гарантировать длительный срок службы. Прочность и гибкость металла с цинковой оболочкой довольно велики. Согнуть и выгнуть такие конструкции не составляет особенного труда. Сварка, сверление и другие приемы обработки выполняются без всяких проблем.
Масса оцинкованного листа сравнительно невелика. Это существенно облегчает его транспортировку и хранение, а также перемещение по рабочим площадкам. Металл под цинковым слоем не подвержен разрушающему воздействию влаги и ультрафиолета. Эстетические параметры изделий весьма высоки.
Чаще всего отмечается еще и высокая прочность моделей.
Толщина оцинкованных листов варьируется в зависимости от стандарта. Типичные толщины (вместе с покрытием):
Востребованностью пользуются оцинкованные листы в рулонах. Обычно это длинномерный прокат толщиной до 2 мм. Покрытие обычно наносится с 2 сторон. Преимуществами такого решения являются:
универсальность механической обработки;
сопротивляемость деформационной нагрузке;
длительный период использования.
Цвет листа с цинковым покрытием может довольно сильно отличаться. Популярностью пользуется белый материал (RAL 9003). Но в стандарте есть как минимум несколько сотен вариантов окраски, что позволяет подобрать оптимальный для себя вариант. Часто рулонный лист имеет:
Наряду с этим, цветной листовой горячеоцинкованный прокат из железа может быть покрыт также:
Само базовое покрытие наносится горячим либо холодным способом. Второй вариант подразумевает обработку заготовок строго при комнатной температуре. Наибольшая толщина оберегающего слоя составит 20 мкм. Холодное цинковое покрытие рассчитано лишь на эксплуатацию в неагрессивной среде. Ключевую роль в процессе обработки играет электролиз.
Горячее цинкование производится в специальных ваннах. Оно гарантирует куда лучшую защищенность от коррозии и ржавых пятен. Сам металл предварительно, до погружения, прогревается до 450 градусов. На результат можно влиять исключительно варьированием температуры. Потому «горячая» методика капризна, несмотря на то что весьма дорога.
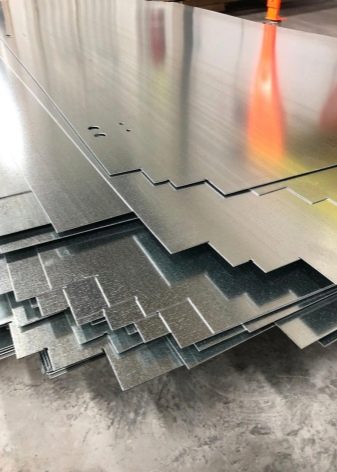
Лицевая поверхность не всегда полностью гладкая. Нередко она имеет волнистый вид, и такое решение активно используется в отделке кровель. Визуально этот материал отчасти схож с шифером.
Полезная ширина варьируется в довольно широких пределах. Толщина листов обычно колеблется от 0,35 до 0,8 мм.
Листы с волной могут прослужить весьма долго и не требуют сложного ухода. Перемещать их довольно просто. Сложенные в стопки гофрированные листы занимают не так уж много места. Расцветки варьируются в широких пределах. Смонтировать и демонтировать подобный материал несложно, при необходимости он отлично используется по повторному циклу, а благодаря жесткости листов их можно ставить на разреженную обрешетку.
Выделяют еще разные классы покрытия. Повышенный класс принято маркировать литерой П. В этом случае с двух сторон наносят от 0,57 до 0,855 кг цинка на 1 кв. м. Толщина будет колебаться от 40 до 60 мкм. В таком варианте сопротивляемость коррозионным процессам окажется наиболее высока.
Оцинковка по 1 классу подразумевает двусторонний слой цинка 0,258—0,57 кг на 1 м2. Покрытие тогда будет не тоньше 18 и не толще 40 мкм. Наихудшим вариантом считается 2 класс. Он подразумевает, что слой на 1 «квадрат» будет весить от 0,142 до 0,258 кг. В итоге толщина будет варьироваться от 10 до 18 мкм — что прямо влияет, конечно, на общую надежность покрытия.
Популярные производители
В России делается вполне достойный оцинкованный лист. Хорошим тому примером выступает продукция петербургской фирмы «Каюмарс». Она доступна по цене и соответствует запросам большинства клиентов. Поставки идут как в оптовом, так и в розничном режиме. Производитель «Каюмарс» представлен на отечественном рынке с 2000 года и уже накопил солидный опыт.
Крупным поставщиком оцинковки выступает также «Северсталь». Отгрузка товара идет и в традиционном листовом, и в рулонном форматах. В ассортименте есть изделия 2 класса цинкования. Масса единичного поддона может составлять до 3500 кг. По мере надобности выполняется дополнительная обвязка.


НЛМК (то есть Новолипецкий металлургический комбинат) является отличным соперником для двух уже названных фирм. В рулонах это предприятие отгружает свыше 100 видов оцинкованного металла. Типовая ширина составляет 125 см. Изготовитель обещает оперативно отгрузить любые объемы. Толщина варьируется от 0,025 до 0,3 см.
ПАО «ММК» также поставляет первоклассный защищенный прокат. Суммарная толщина его варьируется от 0,05 до 0,49 см. В Магнитогорске защитный слой наносят как горячим способом, так и по электролитической методике. Может быть дополнительно нанесено полимерное покрытие. Уральский производитель иногда применяет первоклассный по твердости металл.


На основе оцинкованных листов могут быть созданы различные изделия. Без них практически невозможно представить автомобилестроение и производство других транспортных механизмов. Материал с цинковой защитой востребован для крыши и других строительных конструкций, также его используют в изготовлении мебели. Дополнительно он находит применение:
в производстве станков;
в точном приборостроении;
в выпуске аппаратов для химической индустрии;
в создании деталей различного рода.
Нюансы покраски
Заводской окрашенный лист смотрится обычно не слишком плохо. Однако даже лучшие фирменные красители могут постепенно деградировать. Кроме того, периодически прежние тона перестают нравиться или выходят из моды. Покрасить оцинкованный металл бывает необходимо через некоторое время еще и потому, что даже лучшие защитные слои постепенно теряют качества. В домашних условиях покрыть краской своими руками защищенный металл можно без особых проблем, если соблюсти основные требования и нюансы.
Для работы используют:
виниловые окрашивающие смеси;
составы на базе алкидных компонентов;


Акриловые краски ценятся за длительный период использования и атмосферостойкость. Стоят они недорого и хорошо прилипают к материалу. Алкидные эмали находят применение главным образом в местностях с морским климатом. Они полезны благодаря дополнительному антикоррозийному эффекту. Еще один важный нюанс алкидных эмалей — глянцевый отлив.
Поверхность металла придется готовить очень тщательно. Важную роль играет наращивание адгезии к наносимым красителям. Довольно часто приходится проводить абразивную обработку, чтобы красящее вещество легче прилипало, проникало в микротрещины и микропоры (если их по умолчанию не хватает). Цинк в любом случае очищают и обрабатывают растворителем, даже если он довольно долго был в контакте с воздухом.
Слой краски должен быть довольно тонок; в идеале ее наносят два раза, дожидаясь полного высыхания изначально нанесенной массы.
Алкидными реактивами покрывают исключительно чистую и сухую поверхность. Полимерные краски использовать в домашних условиях нельзя, потому что качественная полимеризация проходит только в промышленном производстве. Оттенок подбирают с учетом цветового решения объекта. Пневматическое окрашивание высокопроизводительно, однако выполнить его правильно смогут только подготовленные профессионалы. Нельзя игнорировать и тот нюанс, что оно создает туман, требующий использования средств индивидуальной защиты.
Виды цинкования металла

Одним из самых значимых недостатков металлоконструкций, изделий из железа, стали и их производных — является склонность к коррозии. Взаимодействуя с кислородом, незащищённая поверхность чёрных металлов окисляется, образуя рыхлый слой, называемый ржавчиной. Последняя является ничем иным, как оксидом, сквозь который (из-за пористой структуры) кислород снова и снова проникает к железу, разрушает его, ослабляя тем самым изделие или конструкцию. Чтобы минимизировать этот недостаток, применяется цинкование.
Определение и общие принципы цинкования
Цинкование — это технологический процесс обработки деталей или конструкций из металла, нацеленный на защиту от воздействия коррозии. Существует несколько способов оцинковки, которые рассмотрены ниже. Однако вне зависимости от применяемого метода, принцип защиты металла от ржавления остаётся одним и тем же.
Суть цинкования при любой технологии его реализации сводится к следующему. Тем или иным методом на подготовленную поверхность изделия или конструкции наносится слой цинка. В зависимости от применённой методики защитный слой либо только укрывает поверхность основного материала, либо дополнительно соединяется с ним за счёт диффузного взаимодействия. Цель и результат, в принципе, всегда одни и те же — на поверхности уязвимого к коррозии металла образуется слой цинка определённой толщины.
Благодаря свойствам цинка при контакте с атмосферным кислородом на его поверхности моментально образуется оксидная плёнка. В отличие от оксида железа, она имеет высокую плотность и прочность, за счёт чего она: во-первых, не пропускает к металлу атмосферный кислород; во-вторых, не разрушается от малейшего механического воздействия.
Таким образом — оцинкованный металл оказывается в прочной воздухонепроницаемой оболочке, которая защищает его от разрушающей коррозии.
Более того, если в результате механического воздействия оксидная плёнка повреждается, оголённый цинк тут же взаимодействует с атмосферным кислородом, образуя новый защитный слой. Благодаря этому свойству оцинковку называют самовосстанавливающейся защитой металла от коррозии.
Даже если цинковое покрытие повредить до самого железа, его ржавление будет происходить не так интенсивно, как в случае с незащищённым металлом. Всё потому, что цинк с железом в повреждённом месте образует так называемую гальваническую пару, в которой именно цинк является более активным металлом. То есть, он вступает в реакцию коррозии первым, тогда как менее активное железо ржавеет и разрушается не так активно.
Методы цинкования металла
Перед описанием распространённых в современной промышленности технологий цинкования предлагаем рассмотреть общие различия между ними. Это важно, поскольку выбранный метод существенно влияет в той или иной степени на получаемый результат. На практике это означает, что в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки.
В целом, методы цинкования отличаются между собой следующими свойствами:
- Толщина защитного покрытия — если для габаритных металлоконструкций чем большим будет слой защиты, тем лучше, то для высокоточных мелких деталей необходимо применять цинкование, при котором можно выбирать и контролировать толщину антикоррозионного покрытия. Реализовать это позволяет далеко не всякая технология.
- Равномерность толщины оцинковки — опять же, чем мельче и точнее металлическая деталь, тем выше требования к наносимому на неё защитному покрытию. Например, опоре ЛЭП всё равно, насколько равномерно она будет укрыта цинком, тогда как для деталей, имеющих прецизионные отверстия, резьбу, фаски и прочее — равномерность слоя цинка крайне важна.
- Прочность удержания защитного покрытия на металле — сильно зависит от того, каким методом было выполнено цинкование. Например, при рассмотренном далее горячем и термодиффузионном цинковании цинк не только покрывает поверхность изделия, но также соединяется с ним на молекулярном уровне, что существенно повышает прочность удержания защиты на металле.
- Внешний вид оцинкованной детали — в зависимости от применяемой технологии поверхностный слой оксида цинка может быть матовым, глянцевым, а также отличаться оттенками от тёмно-серого до голубоватого.
- Стойкость к механическим повреждениям — чем она выше, тем дольше продержится защита на изделиях, подвергающихся тем или иным физическим нагрузкам.
- Способность к самовосстановлению — по большей части зависит от толщины нанесённого на металл цинка и характера эксплуатации конструкции или изделия.
- Коррозионная устойчивость — является общим свойством обработанного изделия, которое складывается из совокупности нескольких факторов. В том числе, устойчивость оцинкованной детали к коррозии зависит от толщины цинкового слоя, его равномерности, прочности удержания, а также от стойкости к механическим повреждениям и способности к самовосстановлению.
В зависимости от применяемой технологии цинкования меняются эти свойства, а также сложность технологического процесса, доступные объёмы и скорость обработки, себестоимость процесса и, в конце концов, его целесообразность. По сути, всё рассмотренное и перечисленное выше — является наглядными критериями сравнения методов цинкования.
В современной промышленности наибольшей распространённостью отличаются следующие пять технологий цинкования:
- Горячее — выполняется посредством погружения обрабатываемых изделий в расплавленный цинк.
- Холодное — осуществляется по абсолютной аналогии с обычным окрашиванием вручную или при помощи напыления.
- Гальваническое — реализуется путём погружения обрабатываемых деталей в цинкосодержащий электролит, через который пропускается электрический ток.
- Термодиффузионное — слой защитного покрытия формируется при помещении обрабатываемой детали в среду, насыщенную порошкообразным цинком.
- Газотермическое — на обрабатываемую деталь направляется газовая горелка и в пятно наибольшего нагрева подаётся цинковая проволока или цинковый порошок.
Теперь рассмотрим эти методы цинкования более детально. В частности, «заглянем» внутрь технологического процесса, сравним по вышеописанным свойствам, приведём преимущества, особенности и недостатки.
Горячее цинкование
Горячее цинкование — это технологический процесс нанесения защитного цинкового слоя на металл путём непосредственного погружения в расплавленный цинк. Поскольку именно данный метод является наиболее распространённым и востребованным в современной промышленности, эта технология рассмотрена наиболее детально. Своей популярностью способ обязан внушительному списку преимуществ, которыми обладают оцинкованные изделия.
Полноценный процесс горячего цинкования включает в себя следующие технологичные этапы:
- Отгрузка требующих обработки изделий в зону навески. Поскольку рассматриваемый метод один из немногих, который позволяет оцинковывать сравнительно крупногабаритные детали, то отгрузка, как правило, осуществляется при помощи специальных мостовых кранов.
- Навеска металлоконструкций. Для последующей обработки доставленные на производство детали навешиваются на подвижные траверсы. Металлоконструкции распределяются и фиксируются таким образом, чтобы вся секция могла поместиться в технологические ёмкости на дальнейших этапах. Также важно навесить изделия так, чтобы они могли контактировать с жидкостями, в которые они будут погружаться, всей поверхностью, не мешая друг другу.
- Предварительная обработка металлоконструкций. Перед цинкованием горячим методом изделия из стали подвергаются обязательной многоэтапной подготовке. Она заключается в попеременном погружение траверсы с вывешенными деталями в ванны с технологическими жидкостями. В том числе, в этих ваннах проводится обезжиривание, очистка, травление (за счёт чего обеспечивается проникновение цинка в кристаллическую решётку металла), удаление следов кислоты, покрытие защитным флюсом. Также на данном этапе выполняется предварительный подогрев металла перед погружением в расплавленный цинк, что позволяет избежать деформации изделий из-за резкого перепада температур.
- Сушка и предварительный разогрев. Осуществляется в специальной многоступенчатой печи, в которую подаётся разогретый и очищенный воздух. В результате перед оцинковкой с металлоконструкций испаряются следы предварительной подготовки в ваннах с жидкостями, а также происходит их дополнительный прогрев.
- Цинкование. Основной технологический этап процесса горячего цинкования металла. Выполняется путём транспортировки траверсы с подготовленными металлическими изделиями в закрытую со всех сторон печь, в которой расположена ванна с расплавленным цинком. Его температура поддерживается на постоянном уровне в районе +450°C при помощи высокоскоростных газовых горелок. Герметичность печи нужна по двум причинам.
Во-первых, это необходимо для обеспечения безопасности людей, которые работают на производстве. Во-вторых, в процессе цинкования выделяются разогретые до высокой температуры газы, которые нуждаются в очистке перед выбросом в атмосферу. Кроме того, тепловая энергия этих газов используется вторично для подогрева технологических жидкостей на этапе предварительной подготовки металлических изделий.
- Снятие, сортировка и отгрузка оцинкованных металлоконструкций. По завершению процесса цинкования в ванне с расплавленным цинком траверса с вывешенными изделиями автоматически направляется в зону для их снятия и сортировки, после чего выполняется погрузка металлоконструкций на транспорт для отправки заказчику.
Несмотря на кажущуюся сложность описанного процесса, метод горячего цинкования является одним из самых простых и экономически выгодных. Кроме того, благодаря внедрению тех или иных технологических этапов возможно получать в итоге антикоррозионную защиту с многочисленными преимуществами по сравнению с другими методами цинкования.
Преимущества горячего цинкования (с учётом мощностей нашего предприятия):
- сравнительно невысокая стоимость реализации технологического процесса;
- высокая производительность автоматизированных линий (до 30 000 тонн в год);
- возможность цинкования тяжёлых и крупногабаритных металлоконструкций (до 6 тонн и 13×2×3,1 м);
- толщина защитного покрытия 40-200 мкм. Для крупногабаритных изделий толщина может составлять более 200 мкм;
- высокая прочность удержания защитного покрытия на металле за счёт проникновения цинка в кристаллическую решётку железа;
- высокая стойкость к механическим повреждениям;
- отличная способность защитного покрытия к самовосстановлению;
- высокая коррозионная устойчивость.
Недостатки:
- невозможно наносить слой цинкового покрытия тоньше 45 мкм;
- неравномерность защитного покрытия;
- непрезентабельный внешний вид обработанных деталей — тёмно-серый, матовый.
Исходя из перечисленных преимуществ и недостатков можно сделать следующие выводы.
Горячее цинкование является идеальной технологией для антикоррозионной обработки крупных и средних по размеру металлоконструкций, которые нуждаются в максимальной защите от коррозии, но не имеют высокоточных поверхностей, отверстий, резьбы, фасок и других прецизионных технологических решений. После ознакомления с этапами технологии также должно быть понятно, что горячим цинкованием невозможно обработать неподвижные стационарные металлоконструкции. То есть, те, которые нельзя доставить на производство.
Холодное цинкование
Холодное цинкование — это самый простой, дешёвый и универсальный способ защитной обработки металлоконструкций. Заключается в том, что предварительно подготовленный металл окрашивается по аналогии с применением обычных полимерных красок. Единственная разница — в наносимом составе содержится определённая концентрация цинкового порошка, который после застывания основы образует защитный слой, действующий описанным выше образом. То есть, на поверхности конструкции образуется оксид цинка, который препятствует контактированию атмосферного кислорода с металлом.
Преимущества холодного цинкования:
- дешевизна;
- простота технологического процесса;
- возможность обработки металлических изделий и конструкций любой формы и размеров;
- обрабатываемые детали не нужно демонтировать и транспортировать на предприятие для цинкования;
- при необходимости может быть нанесён слой цинкосодержащего состава любой толщины;
- внешний вид металлоконструкции можно задать финишной обычной краской, тогда как подложкой для неё будет служить цинкосодержащий грунт.
- неконтролируемая равномерность толщины защитного покрытия;
- невысокая прочность удержания защитного покрытия на металле;
- слабая стойкость к повреждениям.
Исходя из перечисленных преимуществ и недостатков можно сделать несколько выводов о холодном цинковании. Во-первых, эта технология хороша тем, что её можно реализовать буквально в полевых условиях. Во-вторых, форма, вес и габариты обрабатываемых металлоконструкций не могут стать помехой для цинкования. С другой стороны, способ абсолютно не подходит для тех случаев, когда требуется долговечное и высокопрочное защитное антикоррозионное покрытие. Также он не годится для обработки мелких прецизионных деталей.
Гальваническое цинкование
Гальваническое цинкование (также называется электролитическим) — это электрохимический метод антикоррозионной обработки металлических деталей. По факту является самым распространённым, хотя и не наилучшим. Распространённость гальванического цинкования связана с тем, что обработанные детали имеют презентабельный внешний вид. Они получаются блестящими, яркими, и могут иметь оттенки от белого, до серебристого с голубым.
Технология заключается в следующем. Обрабатываемую деталь (необязательно металлическую, то есть, токопроводящую) погружают в электролит, в котором содержится цинк. Такая жидкость обладает способностью проводить электрический ток. Когда он протекает через электролит, цинк, являющийся анодом в данном случае, разрушается, и его ионы оседают на поверхности обрабатываемой детали.
Преимущества гальванического цинкования:
- презентабельный внешний вид защитного покрытия;
- тонкий слой цинка (10-20 мкм), что позволяет обрабатывать прецизионные детали;
- равномерность оцинковки;
- сравнительно низкая себестоимость процесса;
- возможность обработки неметаллических предметов, которые не могут выдержать, например, процесса горячего цинкования;
- способность к самовосстановлению;
- достойная прочность удержания цинка на поверхности.
- слишком малая толщина слоя цинка для интенсивной эксплуатации изделий в агрессивной среде (имеется в виду вне сухих помещений);
- абсолютная неустойчивость к механическим нагрузкам;
- низкая общая коррозионная устойчивость.
В силу перечисленных плюсов и минусов гальванический метод цинкования востребован только в тех сферах, где больше требуется презентабельный внешний вид, либо временная защита от коррозии (например, на период складского хранения или транспортировки). Поэтому он считается больше декоративным, нежели защитным.
Термодиффузионное цинкование
Термодиффузионное цинкование — это метод низкотемпературной антикоррозионной обработки, который заключается в обработке деталей в среде с порошковым цинком при температурах от 260°C до 450°C (чем выше температура, тем равномернее получается покрытие). В результате пребывания детали в такой среде атомы цинка на атомном уровне проникают в верхние слои обрабатываемого материала, образуя равномерный защитный слой толщиной 20-100 мкм. При этом, есть возможность регулировать толщину наносимого покрытия путём увеличения или уменьшения времени процесса цинкования.
Преимущества термодиффузионного цинкования:
- регулируемая толщина защитного покрытия;
- высокая прочность удержания цинкового покрытия за счёт диффузии металлов;
- равномерное распределение цинка по всей обрабатываемой поверхности (включая труднодоступные места);
- высокая стойкость к повреждениям;
- способность к самовосстановлению;
- высокая общая коррозионная устойчивость (сравнимая с горячим цинкованием).
- сложность технологического процесса;
- высокая себестоимость (примерно в два раза дороже, чем горячее цинкование);
- непрезентабельный внешний вид оцинкованных деталей.
В промышленности термодиффузионное цинкование востребовано в сферах, где от обработанных деталей требуется высочайшая стойкость к абразивному износу и пластичность поверхности. Обычно используется для антикоррозионной защиты металлических изделий в нефтегазовой, энергетической, сельскохозяйственной и реже в строительной сферах. Несмотря на преимущества особой популярностью технология не пользуется из-за высокой трудозатратности и, как следствие, дороговизны.
Газотермическое цинкование
Газотермическое цинкование — это метод металлизации металлических изделий путём высокоскоростного напыления на их поверхность цинкового порошка. Выполняется следующим образом. На обрабатываемую деталь направляется открытый огонь (применяются газовые горелки), и в зону наивысшего нагрева подаётся цинковый порошок, либо цинковая проволока. В результате мелкодисперсные капельки цинка с высокой скоростью налетают на обрабатываемую поверхность, где застывают, образуя защитный слой толщиной 30-50 мкм. Если необходимо получить более толстое покрытие, цинкование проводится в несколько этапов.
Преимущества газотермического цинкования:
- возможность осуществления цинкования вне производственных условий и без демонтажа металлоконструкций;
- сравнительная равномерность покрытия;
- регулируемая толщина цинка.
- нельзя обрабатывать мелкие детали;
- пористость покрытия;
- невозможно качественно оцинковать труднодоступные места;
- не подходит для цинкования прецизионных деталей;
- высокая трудоёмкость процесса;
- низкая производительность.
Несмотря на множественные недостатки газотермического метода цинкования, технология, всё же, применяется в определённых сферах деятельности. К примеру, она востребована там, где нужно выполнить антикоррозионную обработку без демонтажа конструкций, восстановить часть утерянного в процессе коррозии материала и так далее.
Заключение
На нашем производстве мы используем технологию горячего цинкования. Для реализации основного этапа применяется ванна горячего цинкования марки Pilling, позволяющая обрабатывать металлоконструкции весом до 6 тонн и размерами в пределах 13×2×3,1 м. Толщина цинкования — в диапазоне 80-200 мкм. Производительность линии — до 30 000 тонн в год.
Читайте также: