Основными легирующими элементами быстрорежущих сталей
Обновлено: 16.05.2024
В эту классификационную группу входят стали, содержащие легирующие элементы в количестве 1-3% и поэтому обладающие повышенной прокаливаемостью. Инструмент из этих сталей закаливается в масле (при ступенчатой закалке- в соли) и прокаливается, как правило, насквозь.
Меньшая скорость охлаждения при закалке уменьшаетопасность образования трещин, деформации и коробления, к чему склонны углеродистые инструментальные стали. Это важно для многих видов инструментов, имеющих сложную конфигурацию. В I группу входят обычные легированные инструментальные стали, в которых присадка 1, 0-1, 5%Сг обеспечивает повышение прокаливаемости. Добавка кремния дает некоторое дополнительное увеличение прокаливаемости, а также повышает устойчивость против отпуска, что обеспечивает лучшую работоспособность инструмента. Группа II легированных сталей характеризуется повышенным содержанием марганца (при нормальном содержании кремния). Это приводит при закалке к увеличению количества остаточного аустенита и уменьшению деформации; поэтому эти стали можно назвать малодеформирующимися инструментальными.
В группу III входят высокотвердые стали, легированные вольфрамом, из которых сталь ХВ5 называется алмазной. Из-за худшей прокаливаемости по сравнению со сталями групп I и П эти стали можно отнести и к категории сталей пониженной прокаливаемости.
Под быстрорежущими понимаются стали, предназначаемые для изготовления режущего инструмента, работающего при высоких скоростях резания. Быстрорежущая сталь должна в первую очередь обладать высокой горячей твердостью и красно стойкостью. Температура разогрева инструмента зависит от условий резания. Чем производительнее работает инструмент, тем больше стружки он снимает в единицу времени; чем выше сопротивление материала отделению стружки, тем сильнее разогревается его режущая часть. В наиболее нагретой части резца температура достигает 600-700°С. Если под действием этой температуры сталь инструмента не размягчается, инструмент долгое время сохраняет износостойкость и режущие свойства.
Следует отметить, что твердость в холодном состоянии не определяет режущей способности стали. Твердость углеродистой стали выше, чем быстрорежущей, но ее режущие свойства намного ниже. Высокая твердость инструментальной стали необходима во всех случаях, но для быстрорежущего инструмента требуется высокая твердость не только в холодном состоянии, но и при повышенных температурах. Иначе говоря, быстрорежущая сталь должна устойчиво сохранять твердость в нагретом состоянии, это называется красностойкостью.
Чтобы сталь устойчиво сохраняла твердость при нагреве, нужно ее легировать такими элементами, которые затрудняли бы этот процесс коагуляции карбидов. Если ввести в сталь какой-нибудь карбидообразующий элемент в таком количестве, что он образует специальный карбид, то том, что специальный карбид выделяется из мартенсита и коагулирует при более высоких температурах, чем карбид железа, так как для этого углерода, но и диффузия легирующих элементов.
Сталь Р18 - наиболее распространенная, универсальная марка быстрорежущей стали. Аналогична по назначению и близка по режущим свойствам сталь Р9. Сталь Р9 труднее, подвергается термической обработке, так как требует более точного соблюдения режима закалки, и плохо шлифуется, сталь Р18 дороже и обладает хорошими механическими свойствами.
Температура закалки должна быть возможно выше, однако не выше температуры начала интенсивного роста зерна или оплавления. Для стали Р18 оптимальная температура закалки 1260-1280°С, для стали Р9 -1220-1240°С.
Из-за малой теплопроводности стали нельзя помещать инструмент сразу в печь для окончательного нагрева во избежание появления трещин. Рекомендуется применять специальный подогрев. Наиболее распространен двойной подогрев: первый при 500-600°С, второй при 830-860°С.
Выдержка при температуре закалки, способствуя переводу карбидов в раствор, действует аналогично повышению температуры закалки.
Охлаждение при закалке быстрорежущей стали следует проводить в масле. В результате медленного охлаждения с высоких температур (например, на воздухе) могут выделиться карбиды, что ухудшит режущие свойства.
Весьма хорошие результаты (в смысле уменьшения закалочной деформации) дает ступенчатое охлаждение. Отпуск стали можно проводить по двум различным режимам.
Первый режим состоит в том, что инструмент подвергают трехкратному отпуску при 560°С с выдержкой при температуре отпуска каждый раз 1 час. После первого отпуска остается около 15% остаточного аустенита, после второго 3-5% и после третьего 1-2%. Твердость после такой обработки поднимается до НRС 64-65. Образование мартенсита при отпуске происходит, как указывалось выше, при охлаждении от 150 до 20°С.
Другой режим состоит в том, что после закалки инструмент обрабатывается холодом при -80°С. При охлаждении от комнатной температуры до -80°С образуется дополнительно около 15-20% мартенсита (от общего объема стали) и после обработки холодом сохраняется 10-15% остаточного аустенита. Этот аустенит превращается в мартенсит после однократного отпуска при 560°С.
Быстрорежущие стали
Отличительной особенностью быстрорежущих сталей является высокая теплостойкость (красностойкость) – способность длительное время сохранять высокую твердость до HRC63-70 и износостойкость при нагреве выше 600С. Применение быстрорежущих сталей для режущего инструмента позволяет повысить скорость резания в 2-4 раза, а стойкость инструмента в 10-30 раз по сравнению с нетеплостойкими сталями.
В соответствии с условиями эксплуатации инструмента, изготовленного из быстрорежущей стали, к ним предъявляются следующие требования: высокая прочность, высокая твердость, теплостойкость (красностойкость), вязкость, а также технологические свойства: хорошая технологическая пластичность, обрабатываемость резанием, прокаливаемость, закаливаемость, несклонность к росту зерна и обезуглероживанию при нагреве под закалку, хорошая шлифуемость.
Уникальные свойства быстрорежущих сталей достигаются специальным легированием и сложной термообработкой.
Основными легирующими элементами быстрорежущих сталей, обеспечивающих высокую красностойкость, являются вольфрам, молибден и ванадий. Кроме того, все стали легируют хромом, а некоторые – кобальтом. Содержание углерода в этих сталях, обеспечивающее образование специальных карбидов, составляет 0,7-1,1 %.
Вольфрам и молибден являются основными легирующими элементами, обеспечивающими красностойкость. В быстрорежущих сталях марок Р18, Р12, Р9 содержится 18; 12; 9 % вольфрама, соответственно. В связи с дефицитностью вольфрама его частично заменяют молибденом, исходя из соотношения Мо : W= 1 : 1,5. Однако общее содержание молибдена в стали не должно быть выше 5 % во избежание ухудшения свойств.
Считается, что наиболее оптимальные свойства и рациональная стоимость инструмента достигается при соблюдении условия (W+ 1,5Мо) = 12-13 %. По этому принципу построена наиболее широко применяемая в настоящее время сталь Р6М5.
Вольфрам (молибден) образует в стали карбид Ме6С, который при аустенизации частично переходит в твердый раствор, обеспечивая получение после закалки легированного вольфрамом (молибденом) мартенсита. Эти легирующие элементы затрудняют распад мартенсита при нагреве, обеспечивая необходимую красностойкость. Нерастворенная часть карбида Ме6С приводит к повышению износостойкости стали. Наличие в стали высокого содержания вольфрама приводит к ухудшению теплопроводности, что вызывает необходимость замедленного (ступенчатого) нагрева стали под закалку во избежание появления трещин. Кроме того, вольфрамовые стали склонны к сильной карбидной неоднородности. Частичная замена вольфрама молибденом уменьшает этот недостаток.
Ванадий образует в стали наиболее твердый карбид VC(МеС), имеющий твердость НV2700-2800. Максимальный эффект от легирования ванадием достигается при условии, что содержание углерода в стали будет достаточным для образования большого количества карбидов и для насыщения твердого раствора. При минимальном содержании ванадия в быстрорежущих сталях около 1 % содержание углерода устанавливается в пределах 0,7-0,8 %. С ростом количества ванадия в стали содержание углерода должно увеличиваться из расчета: на каждый 1 %V– прирост углерода около 0,2 %.
Карбид МеС, частично растворяясь в аустените, увеличивает красностойкость и повышает твердость после отпуска благодаря эффекту дисперсионного твердения. Нерастворенная часть карбида МеС увеличивает износостойкость стали. Чем выше содержание ванадия в быстрорежущих сталях (а оно доходит до 5 %), тем выше износостойкость вследствие увеличения количества самого твердого карбида. Однако при этом ухудшается шлифуемость стали.
Хром во всех быстрорежущих сталях содержится в количестве около 4 %. Он является основой карбида Ме23С6. При нагреве под закалку этот карбид полностью растворяется в аустените при температурах, значительно более низких, чем температуры растворения карбидов Ме6С и МеС. Вследствие этого основная роль хрома в быстрорежущих сталях состоит в придании стали высокой прокаливаемости. Он оказывает влияние и на процессы карбидообразования при отпуске.
Кобальт применяют для дополнительного легирования быстрорежущей стали с целью повышения ее красностойкости. Кобальт в основном находится в твердом растворе и частично входит в состав карбида Ме6С. Он может образовывать при отпуске интерметаллиды типа (СО,Fe)7(W, Мо)6. Кобальт увеличивает устойчивость против отпуска и твердость быстрорежущих сталей (доHRC67-70). Влияние кобальта на красностойкость (сохранение твердостиHRC60) характеризуется следующими данными (Ю.А. Геллер):
К недостаткам влияния кобальта следует отнести ухудшение прочности и вязкости стали, увеличение обезуглероживания. Содержание остаточного аустенита после закалки в сталях с кобальтом возрастает до 40 % по сравнению с 25 % для сталей без него. Однако главной причиной, сдерживающей широкое применение кобальтовых сталей, является дефицитность и высокая стоимость кобальта.
Быстрорежущие стали условно подразделяют на стали умеренной красностойкости (до 620 С) и стали повышенной красностойкости (до 630-640С). Стали первой группы содержат до 2 % ванадия, примерами их являются стали Р18, Р12, Р9, Р6М5. Стали второй группы содержат более 2,0 % ванадия и дополнительно легированы кобальтом. К этим сталям относятся Р6М5Ф3, Р6АМ5Ф3, Р12Ф3, Р18К5Ф2 и др. В последнее время расширилось использование быстрорежущих сталей с повышенным содержанием углерода на 0,2 % при низком содержании вольфрама и молибдена (11Р3АМ3Ф2), а также сталей, легированных 0,05-0,10 % N (Р6АМ5, Р6АМ5Ф3). Легирование азотом повышает эксплуатационные свойства инструмента. Разработаны безвольфрамовые быстрорежущие стали типа 11М5Ф3, имеющие свойства, близкие к стали Р6М5.
В настоящее время для изготовления инструмента из быстрорежущих сталей все шире применяют методы порошковой металлургии. В таких материалах нет карбидной неоднородности и анизотропии свойств, они хорошо шлифуются при повышенном содержании ванадия (до 3,5 %), имеют более высокую красностойкость и лучшие режущие свойства. Изготовление инструмента методами порошковой металлургии является безотходным способом производства.
В литом состоянии быстрорежущие стали обладают повышенной хрупкостью из-за присутствия в структуре ледебуритной эвтектики в виде сетки. Горячая пластическая деформация с большими степенями обжатия дробит ее на изолированные карбиды (первичные) и повышает пластичность. Далее сталь подвергается изотермическому отжигу. Цель отжига – понизить твердость до НВ 250-300, что улучшает обрабатываемость резанием при изготовлении инструмента, а также подготовить структуру стали к последующей закалке. Режим отжига: аустенитизация при 840-860 С (выше точки Ас1на 40-60С), охлаждение со скоростью 30-40С/ч до 720-750С, выдержка не менее 4 ч., охлаждение со скоростью 40-50 °С/ч до 600 °С и далее на воздухе. Структура стали после такой обработки представляет собой ферритокарбидную смесь (сорбит), вторичные карбиды глобулярной формы и более крупные первичные карбиды (осколки ледебурита). Суммарное количество карбидной фазы составляет около 25 %. Из отожженной стали изготавливают необходимый инструмент. Цель окончательной термообработки – получить необходимую красностойкость, износостойкость, твердость и прочность инструмента. Нагрев под закалку должен обеспечить достаточное насыщение аустенита углеродом и карбидообразующими элементами при сохранении мелкого зерна. Растворив часть карбидов при нагреве, получаем легированный аустенит, а после закалки – легированный мартенсит. Карбидообразующие легирующие элементы задерживают распад мартенсита при отпуске до высоких температур, при которых он распадается с выделением дисперсных специальных карбидов, обеспечивающих дисперсионное твердение, а, следовательно, сохранение высокой твердости (красностойкость).
Если температура нагрева под закалку недостаточная для растворения карбидов Ме6С и МеС, то при отпуске мы не получим дисперсионного твердения и красностойкости. Если же завысить температуру нагрева под закалку, то, растворив большое количество карбидов, мы будем наблюдать рост зерна (перегрев), большое количество остаточного аустенита, пережог. Карбиды хрома растворяются в аустените полностью при температуре 1100С, однако при этом растворение карбидов Ме6С и МеС невелико. Наиболее активно процессы растворения карбидов Ме6С и МеС протекают при температурах 1200-1240С (Р6М5) и 1270-1300С (Р18).
Температура нагрева под закалку зависит от содержания вольфрама в стали, чем его больше, тем выше температура нагрева: 1270-1290 С для стали Р18, 1240-1260С для Р12 и 1210-1220С для Р6М5. При этих температурах нагрева за счет нерастворенных карбидов обеспечивается мелкое зерно аустенита (№ 10-11).
После закалки количество карбидной фазы уменьшается с 25-30 % (после отжига) до 7-10 %.
Нагрев инструмента под закалку обычно осуществляют в соляных ваннах. Так как быстрорежущие стали обладают низкой теплопроводностью, то для выравнивания температуры по сечению изделия нагрев проводят с предварительным подогревом при температуре 800-850 С. Для сложного крупногабаритного инструмента (сечением более 30 мм) делают два подогрева при 500-600С и при 800-850С.
Превращения при охлаждении быстрорежущей стали после аустенитизации от оптимальных температур характеризует диаграмма изотермического распада переохлажденного аустенита стали Р6М5 (рисунок 4.1). Диаграммы распада других быстрорежущих сталей мало отличаются от приведенной.
Высоколегированный аустенит, образовавшийся при нагреве, обладает высокой устойчивостью к распаду, вследствие чего быстрорежущие стали могут закаливаться даже при охлаждении на воздухе. Однако при этом, как видно из диаграммы, возможно выделение из переохлажденного аустенита специальных карбидов (штриховая линия), что приводит к обеднению твердого раствора легирующими элементами и к уменьшению красностойкости. Поэтому инструмент охлаждают либо в масле, либо в расплавах солей при температурах 400-500 С. При этих температурах переохлажденный аустенит устойчив: не происходит выделение карбидов и распад аустенита. Такая закалка называется ступенчатой. Ступенчатую закалку можно осуществить и в низкотемпературной соляной (щелочной) ванне или в горячем масле (температура 200-300С).

Рисунок 4.1 – Диаграмма изотермического превращения аустенита стали Р6М5 (А.А. Попов, Л.Е. Попова)
Ступенчатая закалка позволяет выровнять температуру по сечению инструмента перед мартенситным превращением и тем самым значительно уменьшить возникающие при закалке напряжения, а следовательно, снизить коробление инструмента и возможность образования в нем закалочных трещин.
Фазовый состав быстрорежущих сталей после закалки следующий: 7-15 % нерастворенных карбидов, 20-30 % остаточного аустенита (в сталях, легированных кобальтом до 35-40%), остальное – мартенсит. С целью снижения количества остаточного аустенита можно проводить сразу же после закалки обработку холодом (охлаждать инструмент до –80 С). При этом дополнительно превращается в мартенсит 10-20 % остаточного аустенита. Однако значительные напряжения при обработке холодом увеличивают коробление и возможность образования трещин. Поэтому обработку холодом проводят редко и для инструмента простой формы.
После закалки проводят двух- трехкратный отпуск при температуре 550-560 С для стали Р6М5 и 550-570С для стали Р18. Цель отпуска – повысить твердость до максимального значения (пик твердости) за счет дисперсионного твердения (выделения из мартенсита высокодисперсных карбидов ванадия и вольфрама (молибдена)) и за счет превращения остаточного аустенита в мартенсит при охлаждении («вторичная закалка»). Как отмечалось ранее, при температуре отпуска из остаточного аустенита выделяются специальные карбиды, что приводит к повышению мартенситного интервала и частичному превращению остаточного аустенита в мартенсит при охлаждении. Практически полное превращение остаточного аустенита в мартенсит можно достичь после нескольких циклов нагрева и охлаждения. Количество отпусков определяется содержанием остаточного аустенита после закалки и его стабильностью, зависящей от состава стали. Обычно вольфрамовые и вольфраммолибденовые стали подвергают двух- трехкратному отпуску, а стали с кобальтом – трех- четырехкратному отпуску. После обработки холодом достаточно проведение одного отпуска. Фазовый состав быстрорежущих сталей после многократного отпуска: специальные карбиды (нерастворенные при аустенитизации и выделившиеся при отпуске) 20-25 %, остаточный аустенит 1-2 %, неотпущенный мартенсит 3-4 %, остальное – отпущенный мартенсит.
Схема термической обработки инструмента из быстрорежущей стали Р6М5 дана на рисунке 4.2. Для других сталей схема обработки аналогична, изменяются лишь температурные режимы.
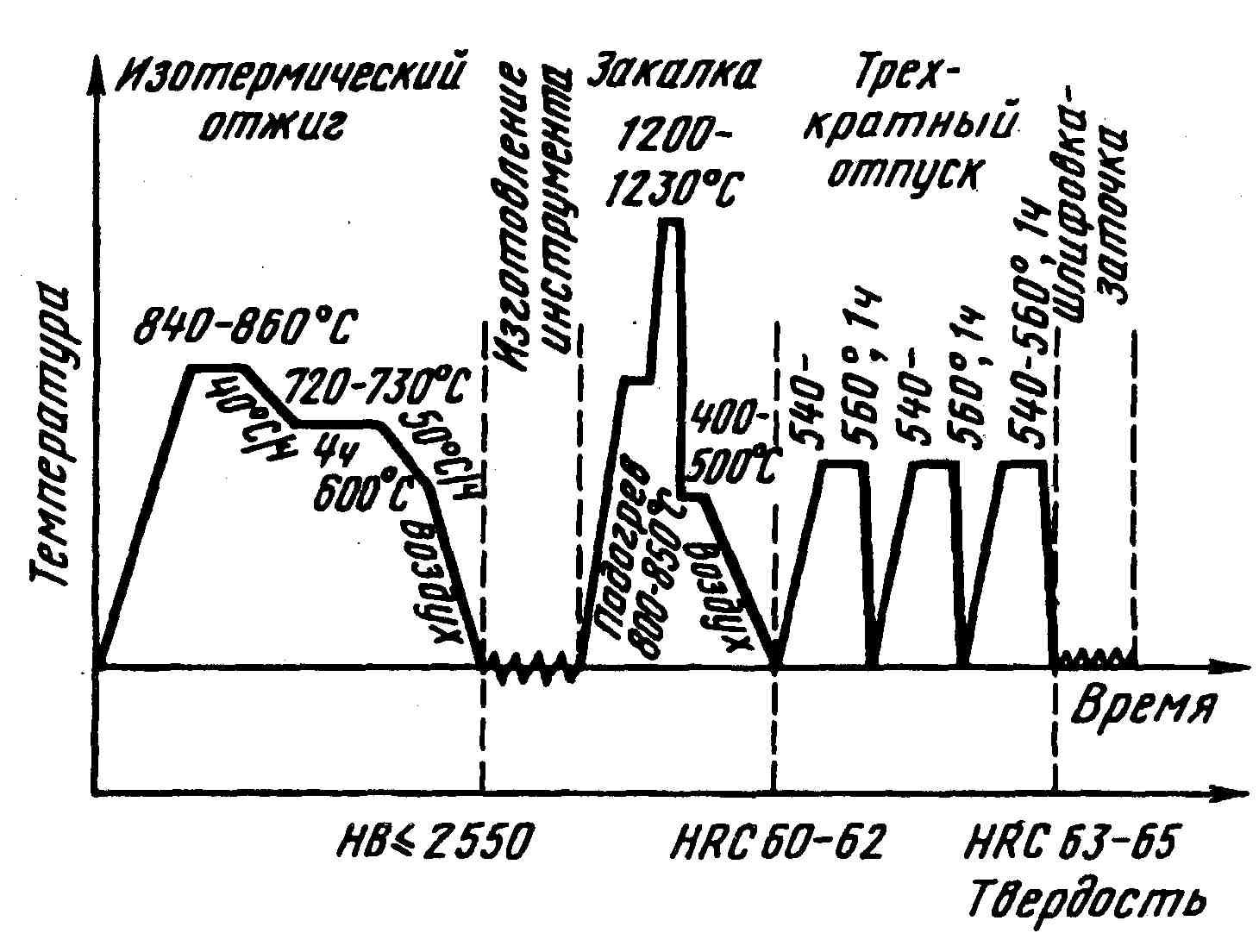
Рисунок 4.2 – Схема термической обработки инструмента из быстрорежущей стали Р6М5
Последний отпуск иногда совмещают с цианированием (насыщение поверхности азотом и углеродом), которые проводят в цианистых солях при температуре отпуска.
Термомеханическая обработка быстрорежущих сталей разработана для некоторых видов инструмента. Однако она не получила должного развития: НТМО мало пригодна из-за низкой пластичности сталей и необходимости использовать мощное оборудование для деформации, а ВТМО возможна только при скоростном нагреве и деформации и находит применение при изготовлении мелкого инструмента методом пластической деформации, например сверл, продольно-винтового проката.
Легированные инструментальные стали
Легированные инструментальные стали получают на базе углеродистых инструментальных сталей путем легирования их хромом, вольфрамом, ванадием, марганцем, кремнием и другими элементами. Легирование приводит к большей устойчивости переохлажденного аустенита и большей прокаливаемости, чем у углеродистых инструментальных сталей. Эти стали отличаются также повышенной вязкостью, меньшей склонностью к деформациям и трещинообразованию при закалке. Из легированных инструментальных сталей марок 9ХС, ХВГ, Bl, XB5 и других изготавливают различные режущие инструменты, имеющие сложную конфигурацию.
Для получения массивного инструмента и инструмента сложной формы предназначена сталь 9ХС (0,95-1,25% С; 1,2-1,6% Is).
Сталь ХВ5 (1,25-1,50% С) называется алмазной, обладает исключительно высокой твердостью в закаленном состоянии (HRC 67-69). Применяется для изготовления фильер холодного волочения, отделочного инструмента, снимающего стружку с твердых материалов (белый чугун, стекло, камень).
Быстрорежущие стали широко используют для изготовления режущего инструмента, обладающего большой твердостью и работающего при высоких скоростях резания. При обработке с большими скоростями резания твердых материалов и при снятии стружки большого сечения режущая кромка инструмента нагревается до высокой температуры. Поэтому режущий инструмент, работающий в тяжелых тепловых условиях, следует изготовлять из стали, обладающей красностойкостью, т.е. способностью сохранять высокую твердость при нагреве до высокой температуры (600. 650° С). Для обеспечения красностойкости сталь легируют большим количеством вольфрама в сочетании с молибденом и ванадием. Кроме этих элементов все быстрорежущие стали легированы хромом (примерно 4%), а некоторые - кобальтом. Среднее содержание углерода во всех быстрорежущих сталях несколько меньше 1%.
Быстрорежущие стали (high speed steel) маркируют буквой Р (rapid – быстрый), выпускают следующих марок: Р6, Р9, Р12, Р18 (цифра в марке стали означает процент вольфрама – основного легирующего элемента).
Вольфрам - дефицитный и дорогой элемент, поэтому его содержание в быстрорежущей стали стремятся уменьшить. Частично вольфрам заменяют молибденом из расчета, что 1% молибдена оказывает такое же влияние на свойства быстрорежущей стали, как 1,5-1,6% вольфрама. Содержание молибдена в быстрорежущих сталях обычно не превышает 5%. Такое сочетание вольфрама и молибдена имеется в широко применяемой стали Р6М5.
Быстрорежущие стали условно разделяют на стали умеренной красностойкости и стали повышенной красностойкости. В первую группу входят стали, легированные вольфрамом и молибденом и с небольшим содержанием ванадия (1-2%): Р18, Р12, Р9, Р6М5. Эти стали сохраняют высокую твердость (не ниже HRC 60) при нагреве до 620°С.
В настоящее время основной маркой быстрорежущих сталей (80% от общего объема производства) является Р6М5. Для повышения эксплуатационных свойств сталь дополнительно легируют азотом (Р6АМ5).
В группу сталей повышенной теплостойкости входят стали с высоким
(> 2%) содержанием ванадия, а также стали, дополнительно легированные кобальтом (Р9К5, Р12ФЗ, Р18К5Ф2 и др.). Стали этой группы сохраняют высокую твердость при нагреве до 630.. .650°С.
Быстрорежущие стали по структуре в отожженном состоянии относятся к карбидному (ледебуритному) классу сталей. В их структуре имеется эвтектика (ледебурит), в состав которой входят карбидообразующие элементы - хром, вольфрам, ванадий, кобальт, молибден.
Эвтектика, которая располагается в виде сетки по границам зерен, снижает вязкость стали, поэтому литая быстрорежущая сталь отличается повышенной хрупкостью. При горячей обработке давлением (ковке) сетка эвтектики дробится и первичные (эвтектические) карбиды распределяются в структуре более равномерно.
Горячедеформированную быстрорежущую сталь подвергают отжигу при 840. 860° С для снижения твердости, облегчения обрабатываемости резанием и подготовке структуры к закалке. Структура после отжига мелкозернистый сорбитообразный перлит, состоящий из феррита и мелких карбидов, и избыточные карбиды - вторичные и первичные. Твердость стали после отжига должна быть не более НВ 255-285.
В настоящее время все шире применяют быстрорежущие стали, полученные методом порошковой металлургии. В этих сталях карбидная фаза очень мелкая, что способствует более полному растворению карбидов в аустените и повышению теплостойкости. Основные порошковые стали, предложенные для замены сталей Р18 и Р6М5 – Р0М2ФЗ-МП, М6Ф1-МП, М6ФЗ-МП мало содержат дефицитного вольфрама. Несмотря на высокое содержание ванадия, стали хорошо шлифуются. Применяются и другие порошковые стали, например, Р6М5К5-МП и Р12МЗК8. Стойкость режущего инструмента из порошковых сталей по сравнению со стойкостью инструмента из аналогичных сталей обычного производства в 1,2-2 раза выше.
Инструмент, изготовленный из быстрорежущей стали, подвергают закалке и трехкратному отпуску (рис. 44, а).
Быстрорежущие стали обладают пониженной теплопроводностью, медленный или ступенчатый нагрев позволяет выровнять температуру по сечению инструмента и предупредить образование больших внутренних напряжений. При ступенчатом нагреве инструмент подогревают при 800. 850°С. Для сложной формы инструмента применяют два подогрева: при 500°С и 800. 850° С. Быстрый окончательный нагрев позволяет предупредить окисление и обезуглероживание стали. Выдержку при высокой температуре в интервале температур 1210. 1290°С дают очень непродолжительную (10-12 с на каждый миллиметр диаметра или наименьшей толщины инструмента при нагреве в расплавленной соли).
Закаливают инструмент из быстрорежущей стали в масле. Для инструмента сложной формы применяют ступенчатую закалку с выдержкой при 450. 500°С в течение 2-5 мин в соляной ванне для выравнивания температуры по сечению инструмента и дальнейшим охлаждением на воздухе.
Структура быстрорежущей стали после закалки состоит из высоколегированного мартенсита, содержащего 0,3-0,4% С, нерастворенных избыточных карбидов и остаточного аустенита.
Сохранение в структуре закаленной стали большого количества остаточного аустенита объясняется тем, что аустенит высоколегированный и для него температура начала мартенситного превращения Мн выше комнатной температуры, а температура конца мартенситного превращения Мн - ниже 0°С.
Отпуск при 500. 560°С приводит снова к повышению твердости до HRC 63-65. Такое повышение твердости обменяется выделением из мартенсита дисперсных специальных карбидов. К этому превращению добавляется также превращение остаточного аустенита. Высоколегированный остаточный аустенит достаточно устойчив при температурах отпуска до 500°С. В процессе выдержки при отпуске с температурой 550. 570° С из аустенита выделяются в дисперсном виде специальные карбиды. Аустенит обедняется углеродом и легирующими элементами и становится менее устойчивым. В процессе охлаждения от температуры отпуска остаточный аустенит превращается в мартенсит (вторичная закалка). Превращение не заканчивается полностью при однократном отпуске. Для того, чтобы достигнуть почти полного превращения остаточного аустенита в мартенсит, необходимо двух-трехкратное повторение отпуска при 550. 570° С с выдержкой при каждом отпуске 45-60 мин (рис. 44, а). Следует отметить, что аустенит превращается в мартенсит не при нагревании и не в процессе выдержки, а во время охлаждения.
Цикл термической обработки быстрорежущей стали может быть сокращен, если сразу после закалки сталь обработать холодом при -75° С. -80° С. В этом случае вместо трехкратного отпуска назначают однократный отпуск (рис. 44, б).
Микроструктура стали после закалки и отпуска состоит из мартенсита и карбидов. Если температура отпуска или во время выдержки недостаточны (сталь недоотпущена), то в структуре сохраняется некоторое количество остаточного аустенита. При отпуске выше 600°С твердость быстрорежущей стали снижается в связи с распадом мартенсита и коагуляцией выделившихся карбидов.


Рис. 44. Режимы термической обработки инструмента из быстрорежущей стали:
Следует отметить, что твердость в холодном состоянии не определяет режущей способности стали. Твердость углеродистой стали выше, чем быстрорежущей, но ее режущие свойства намного ниже. Высокая твердость инструментальной стали необходима во всех случаях, но для быстрорежущего инструмента требуется высокая твердость не только в холодном состоянии, но и при повышенных температурах. Иначе говоря, быстрорежущая сталь должна устойчиво сохранять твердость в нагретом состоянии, это называется красностойкостью.
Характеристика состава и свойств быстрорежущих сталей. Особенности легирования.

Характеристика состава и свойств быстрорежущих сталей. Особенности легирования.
Быстрорежущие стали занимают особое место среди большой группы инструментальных сталей, применяемых для изготовления инструмента для обработки металлов резанием и давлением. Стали успешно работают в условиях нагрева рабочей поверхности и при высоких давлениях. Они сочетают теплостойкость (600. 700°С) с высокой твердостью и имеют повышенное сопротивление пластической деформации.
Основными легирующими элементами являются вольфрам, молибден, ванадий. Кроме того, все быстрорежущие стали легируют хромом, некоторые - кобальтом. Важным компонентом является углерод.
Углерод в стали.
Содержание углерода (С) 0,7. 0,95%. Больше углерода в этих пределах устанавливают в сталях с повышенным содержанием ванадия. Повышение содержания углерода на 0,2% по сравнению с принятым (при условии, что содержание ванадия сохраняется до 2%) не изменяет температуры начала, а-у - превращения. Оно сопровождается ростом количества карбида М6С и более легкорастворимого карбида М2зС6 и увеличением в них концентрации углерода. Сталь при нагреве под закалку получает аустенит более богатый углеродом, что усиливает дисперсионное твердение при отпуске, повышая вторичную твердость до НЯС 65-66 и несколько меньше теплостойкость. Износостойкость при этом возрастает преимущественно в результате повышения твердости отпущенного мартенсита.
Вертикальный (поли термический) разрез диаграммы состояния Ре-Сг-
характерный для быстрорежущих сталей.
При нагреве выше 800. 900°С образуется аустенит в быстрорежущих сталях, важно заметить, что при этих температурах аустенит не обогащен основными легирующими элементами и углеродом. Поэтому закалка стали от температур выше 30-50°С не обеспечивает основного свойства быстрорежущей стали: теплостойкости.
Теплостойкость стали.
Теплостойкость достигается после высокотемпературного нагрева под закалку до температур несколько ниже линии солидуса (АД когда большая часть карбидов растворяется в аустените, обогащая его вольфрамом, молибденом, ванадием, хромом и углеродом. Полного растворения карбидов М6С и МС не происходит. Повышение содержания углерода в стали приводит к понижению температуры закалки, т.к. линия солидус 1-2 понижается с 1330°С (0,6%С) до 1100°С (1,5%С). Повышение концентрации углерода в вольфрамомолибденовых сталях сверх 1,0 -1,10% приводит к излишнему росту количества карбидной фазы, ухудшению прочности и вязкости и снижению теплостойкости в результате образования карбида М3С[24,288].
Содержания Хрома в стали
Хром (Cr) является обязательным легирующим элементом быстрорежущих сталей и содержится в количестве около 4%. Cr составляет основу карбида МгзС6 При нагреве под закалку карбид полностью растворяется в аустените при температурах более низких, чем температуры растворения карбидов М6С и МС. Вследствие этого основная роль хрома в быстрорежущих сталях заключается в обеспечении высокой прокаливаемости.
Хром оказывает влияние на процессы карбидообразования при отпуске. При 440-525°С хром частично выделяется из мартенсита, усиливая дисперсионное твердение, и частично остается в а- растворе, задерживая разупрочнение при более высоком нагреве. Повышение вторичной твердости достигается при содержании Cr 3-4%.
Ванадий в стали.
Ванадий ( V) образует в стали наиболее твердый карбид МС (НУ 270-2800). Максимальный эффект от введения в сталь V достигается при условии, что содержание углерода будет достаточным для образования большого количества карбидов и для насыщения твердого раствора. При минимальном содержании ванадия в быстрорежущих сталях около 1% содержание углерода устанавливается в пределах 0,7-0,8%. С ростом количества ванадия содержание углерода должно увеличиваться из расчета: на каждый % ванадия - 2%углерода.
Большая часть ванадия находится в карбидах М2зСб и М6С. Во время растворения этих карбидов при нагреве для закалки ванадий переходит в у- фазу, что повышает вторичную твердость и теплостойкость при отпуске. При большем содержании ванадия сильно возрастает количество мало растворимого карбида МС. Нерастворенная часть карбида увеличивает износостойкость стали. Чем выше содержание ванадия в стали, тем выше износостойкость вследствие увеличения содержания твердого карбида. Однако при этом ухудшается шлифуемость стали.
Мобилен в стали
Влияние молибдена (Мо) и вольфрама, являющихся химическими аналогами, на превращения и на многие свойства быстрорежущих сталей почти одинаково. В сталях с молибденом они протекают лишь при более низких температурах.
Молибден образует карбид с такой же решеткой и близким периодом, но меньшей плотностью, чем карбид МбС в стали с вольфрамом. Карбид при аустенитизации частично переходит в твердый раствор, обеспечивая после закалки повышение легированности мартенсита вольфрамом (молибденом). Эти легирующие элементы затрудняют распад мартенсита при нагреве, обеспечивая теплостойкость. Нерастворенная часть карбида способствует повышению износостойкости стали.
Наличие в стали высокого содержания вольфрама приводит к ухудшению теплопроводности, вызывая технологические трудности при обработке давлением и необходимость замедленного (ступенчатого) нагрева стали под закалку для предупреждения образования трещин.
Температурная область перетектической реакции превращения у молибденовых сталей шире, и оно протекает полнее. Вследствие этого к окончанию превращения сохраняется меньше жидкой фазы. Оставшаяся жидкость кристаллизуется при более низких температурах в более тонкую эвтектику с менее крупными карбидами. Молибден в сталях с вольфрамом почти не увеличивает размеров карбидных частиц. По влиянию на теплостойкость молибден заменяет вольфрам по соотношению Мо : АЛ^ = 1: (1,4-1,5).
Эвтектика.
Эвтектика образуется при 1240-1250°С в стали с 8% молибдена (без вольфрама) и при 1275°С в стали с 5% Мо (и 6% \¥). Поэтому температура закалки молибденозых сталей выбирается более низкой, чем вольфрамовых. Температура, вызывающая рост зерна и образование эвтектики при нагреве, сильно снижается с увеличением содержания молибдена.
В процессе охлаждения молибденовых сталей наблюдается выделение карбидов при 950-550°С. Прочность сталей с молибденом при температурах до 400-500°С выше, чем вольфрамовых. При более высоком нагреве это преимущество уменьшается из-за большей склонности молибденовых сталей к разупрочнению. Остаточный аустенит сталей с молибденом также менее устойчив при отпуске, чем вольфрамовых сталей, и превращается главным образом при однократном отпуске.
Влияние вольфрама на структуру и большинство свойств не пропорционально его содержанию в теплостойких сталях. Удовлетворительные вторичная твердость и теплостойкость создаются уже при 7-8%
Кобальт используется для дополнительного легирования быстрорежущей стали с целью повышения теплостойкости. Кобальт в основном находится в твердом растворе и частично входит в состав карбида МбС. По мнению некоторых исследователей кобальт может образовывать интерметаллиды типа (Со, Ре)7(\У,Мо)б. Кобальт увеличивает устойчивость против отпуска и твердость быстрорежущих сталей (до НЯС 67. 70).
Кобальт снижает характеристики прочности, вязкости стали, увеличивает обезуглероживание. Содержание остаточного аустенита после закалки в сталях с кобальтом возрастает до 40% по сравнению с 25% для сталей при его отсутствии. Главной причиной, сдерживающей широкое применение кобальтовых сталей, является дефицитность и высокая стоимость кобальта.
Читайте также: