Особенности резки заготовок стального уголка круглого сечения и прямоугольной формы
Обновлено: 16.05.2024
Резка круглого материала. Ручной ножовкой можно резать круглый материал диаметром до 100—115 мм. В слесарной практике допускается ручная резка металлов диаметром только до -70 мм; металл более крупных диаметров передают для резки на отрезные станки; лишь в исключительных случаях режут ручной ножовкой круглый материал диаметром больше 70 мм.
Рассмотрим приемы резки круглого металла.
Предположим, задано отрезать от стального прутка диаметром 40 мм заготовку длиной 100 мм.
Эту работу выполняют так:
1) отмечают на прутке требуемую длину и наносят чертилкой риску;
2) зажимают горизонтально пруток в тисках, выпустив отрезаемый конец в сторону от губок тисков настолько, чтобы при работе ножовка головками не задевала боковой части тисков;
3) трехгранным напильником по риске делают небольшой пропил, чтобы ножовочное полотно при врезании не скользило по поверхности прутка;
4) берут в руки ножовку, встают в правильную рабочую позицию перед тисками, вводят ножовочное полотно зубьями в пропил и начинают резку;
5) когда резка подходит к концу, поддерживают рукой отрезаемый кусок, чтобы он не обломился.
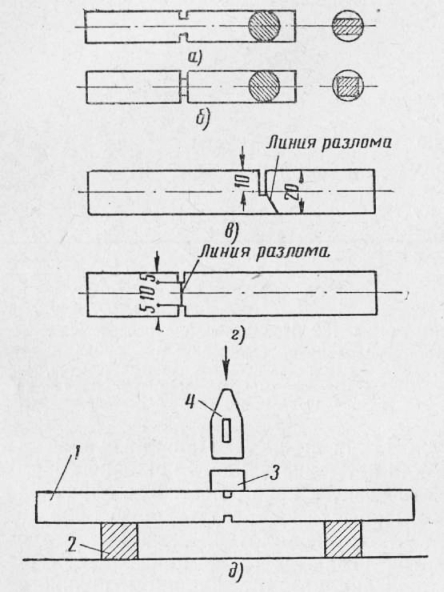
Рис. 1. Надрез в линии разлома: а — вид надреза, сделанного с двух сторон, б — вид четырехстороннего надреза, в —линия разлома при надрезании заготовки с одной стороны, г —линия разлома при надрезании заготовки с двух сторон; д—разламывание толстого прутка ударами кувалды: 1 — пруток, 2 — подкладки, 3 — металлический брусок-прокладка, 4 — кувалда
Если при разрезании заготовок не требуется получить чистые торцы, допускается ради экономии времени надрезать металл с нескольких сторон, не доходя до середины, и затем отломить заготовку (рис. 1, а, б). Нельзя ломать заготовку с односторонним надрезом: линия разлома в этом случае обязательно отклонится в сторону от линии реза (рис. 1,в). Надрезанные кругом тонкие стальные прутки ломают руками, зажимая прутки в тисках.
Толстые прутки стали после надрезания ножовкой с двух противоположных сторон разламывают ударами кувалды через металлическую прокладку-брусок, как показано на рис. 1, д.
Резка труб. Прежде всего подбирают ножовочное полотно с мелкими зубьями, затем изготовляют шаблон из тонкой жести в виде прямоугольной пластинки, изогнутой по трубе. После этого от конца трубы отмеривают требуемую длину заготовки и делают метку, затем подводят шаблон к метке и по кромке шаблона чертилкой прочерчивают на окружности трубы риску.
Для разрезания трубу зажимают в тисках в горизонтальном положении. При этом надо следить за тем, чтобы не смять ее. Тонкостенные и с чисто обработанной поверхностью трубы следует зажимать в тисках между специальными деревянными на-губниками (рис. 1).
При разрезании трубы надо держать ножовку горизонтально, но по мере углубления ножовочного полотна в трубу слегка наклонять ее к себе. Каждый раз, когда ножовка начинает как бы застревать в пропиле и резание затрудняется, ножовку вы нимают из пропила, поворачивают трубу на 45—90° от себя и продолжают работу. Движение ножовкой при резке труб производится со скоростью 35—45 ходов в минуту при очень легком нажиме на полотно. Все время надо следить за тем, чтобы ножовочное полотно не отклонялось в сторону от риски.
Для разрезания труб применяют еще труборезы, у которых режущим инструментом служат стальные диски. Трубы средних диаметров разрезают труборезами с одним и тремя режущими дисками.
На рис. 1 показан труборез с тремя режущими дисками, более удобный в работе, чем однодисковый. Работая однодисковым труборезом, слесарь вынужден производить рукой (вперед-назад) качающие движения и наряду с этим периодически описывать рукояткой полный круг около трубы. Когда же применяется трехдисковый труборез, разрезающий трубу одновременно в трех местах, слесарю приходится делать только качающие движения.

Трубы большого диаметра разрезают цепным труборезом или
труборезом с хомутом. Эти труборезы многодисковые, и работа ими производится качанием рукоятки с небольшим размахом.
При резке труб труборезом применяется специальный трубный прижим — приспособление, состоящее из рамы с откидывающейся верхней частью, в которой помещается сухарь с уступами, позволяющими зажимать трубы различных диаметров.
§ 3. Основные приемы резки ножовкой
Разрезаемый металл прочно закрепляется в слесарных тисках. Расстояние между тисками и корпусом работающего должно быть таким, чтобы при исходном положении ножовки перед резкой плечевая часть правой руки располагалась вертикально, корпус рабочего должен быть прямым. Правое плечо должно находиться против винта тисков, корпус развернут вправо под углом 45° (рис. 113, а). Упор надо делать на левую ногу, правая нога принимает на себя всю тяжесть тела. Ступни располагают под углом 60—70° одна к другой (рис. 113,б).

Рис. 113. Работа ручной ножовки:
а — положение корпуса, б — положение ног, в — захват ручки правой рукой. г — захват ручки левой рукой
Рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают на нее сверху вдоль ручки, остальными пальцами поддерживают ее снизу), конец ручки упирают в ладонь (рис. 113, в). Не следует вытягивать указательный палец вдоль ручки и слишком развертывать кисть вправо или влево. Не следует делать глубокий захват ручки, при котором конец ее торчит из кисти, а не упирается в центр ладони. Левой рукой следует держать рамку ножовки, так как показано на рис. 113, г.
Нажимать на станок нужно обеими руками, но наибольшее усилие давления должно производиться левой рукой, а правой рукой осуществляется главным образом возвратно-поступательное движение ножовки.
Процесс резки состоит из двух ходов: рабочего, когда ножовка перемещается вперед от работающего, и холостого хода, когда ножовка перемещается назад по направлению к работающему.
- выбирать ножовочное полотно, сообразуясь с разрезаемым материалом (твердостью, размерами, формой материала);
- вставлять полотно в прорези рамки так, чтобы острие зубьев было направлено от рукоятки. Полотно не следует натягивать слишком сильно или слабо;
- при длинных пропилах надо выбирать ножовочное полотно с крупным шагом зубьев, а при коротких пропилах — с мелким шагом;
- короткие заготовки следует резать по наиболее широкой их стороне. При резании проката углового, таврового и швеллерного профилей лучше изменить положение заготовки, чем резать по узкой стороне;
- в работе должно участвовать все ножовочное полотно;
- работать ножовкой следует не спеша, плавно, без рывков, делая не более 30—60 двойных ходов в минуту. При более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и быстрее тупится;
- не доходя до конца распила, следует ослабить нажим на ножовку, так как при сильном нажиме ножовочное полотно не отрезает, а ломает металл и может сломаться;
- при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки пропила детали рекомендуется периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
- латунь и бронзу следует разрезать только новыми полотнами, так как даже мало изношенные полотна не режут, а скользят;
- в случае поломки или выкрашивания хотя бы одного зуба работу следует немедленно прекратить, удалить из пропила остатки сломанных зубьев и заменить полотно новым, либо сточить на точиле еще 2—3 соседних зуба и только после этого продолжать работу.
Резка круглого металла. На разрезаемой заготовке предварительно делают разметочную риску. Зажимают в тисках в горизонтальном положении и для направления ножовки трехгранным напильником по риске делают неглубокий пропил.
Установив в пропил ножовку, производят отрезку без отламывания отрезаемой части. Отламывание допускается в том случае, если торцы заготовки будут подвергаться обработке (опиливанию). В этом случае в прутке делают надрезы с двух-четырех сторон, а затем его отламывают либо зажав в тисках, либо с помощью молотка, которым наносят удары по прутку, заготовка при этом устанавливается на подкладки.
Резка полосового и квадратного металла. Заготовку закрепляют в тиски и в месте будущего реза трехгранным напильником делают неглубокий пропил для лучшего направления ножовки. В начале операции ножовку немного наклоняют в сторону от себя (вперед). По мере врезания наклон постепенно уменьшают до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем заготовку разрезают при горизонтальном положении ножовки (рис. 114).

Рис. 114. Приемы резки заготовок с широкими сторонами
Более рациональным считается резка полосового материала не по широкой, а по узкой стороне. Это, однако, можно сделать только в том случае, когда ширина стороны больше, чем 2,5 шага зубьев полотна.
При резке полосы вдоль и при глубоких резах ножовочному полотну в рамке придают боковое положение (рис. 115, а). Для этого полотно переставляют в боковые прорези головок рамки. При таком положении ножовки работать нужно очень осторожно, так как при перекосе рамки ножовочное полотно может сломаться.

Рис. 115. Резание металла:
а — ножовкой глубоких прорезей, б — ножовкой тонких листов, в — лобзиком криволинейных и угловых прорезей
Резка тонкого листового и профильного металла. Заготовки детали из тонкого листового материала зажимают между деревянными брусками по одной или по нескольку штук и разрезают вместе с брусками (рис. 115, б).
Резка по криволинейным контурам. При резке по криволинейным контурам ножовочное полотно стачивают до ширины 8—10 мм и закрепляют в рамке, придав ему предварительно такое же боковое положение, как и при выполнении глубоких резов (рис. 115,в). Пользуются также пилками для лобзика.
Чтобы вырезать в металле (листе) фасонное окно (отверстие) просверливают или вырубают отверстия диаметром, равным ширине полотна ножовки или пилы лобзика. Пропустив через такое отверстие полотно, закрепляют его в рамке и производят резку по заданному направлению.
Шлицы более крупных размеров прорезают обыкновенными ножовками с одним или двумя сцепленными вместе полотнами (в зависимости от ширины шлицев).
Резка металла ручной слесарной ножовкой без поворота полотна
Выполняя это упражнение, обучающиеся овладевают приемами резания металлических заготовок различных профилей слесарной ножовкой. Для резания металлических прутков круглого сечения места резания размечают чертилкой. Пруток зажимают в тисках горизонтально, выдвинув отрезаемый конец в левую сторону от губок тисков настолько, чтобы при работе ножовкой ее головка не задевала боковую поверхность тисков. Если плоскость резания слишком удалена от губок тисков, пруток при резке будет дрожать, затрудняя резание. Пруток необходимо закреплять в тисках надежно.
На заготовке (по риске) делают небольшой пропил трехгранным напильником, чтобы ножовочное полотно в начале резания не скользило по поверхности прутка. Затем берут ножовку, принимают рабочее положение, смазывают кисточкой полотно вареным маслом, вводят режущую кромку ножовочного полотна в пропил и приступают к резанию (рис. 77, а).

Рис. 77. Положение ножовочного полотна при начальном резании заготовок различных профилей:
а — круглого; б — квадратного; в — прямоугольного; г — трубы; д — углового
В начале резки нажим на ножовочное полотно должен быть меньше, а по мере приближения полотна к центру прутка нажим усиливают.
Во время резки ножовочное полотно иногда «уводит» в сторону, это создает косую прорезь (из-за слабого натяжения полотна или неправильного положения ножовки и ее направления). Если полотно «увело» в сторону, необходимо повернуть пруток и начать резание с противоположной стороны напротив прореза. В конце резки надо ослабить нажим на ножовку и уменьшить темп движения.
При резании металлического прутка квадратного сечения сначала размечают место резания, для чего отмеряют измерительной линейкой длину заготовки, нанося риски чертилкой. После этого, используя угольник с широким основанием, проводят риски на верхней и двух боковых сторонах квадрата. Далее пруток зажимают в тисках так, чтобы риска была расположена сверху.
Для сохранности зубьев полотна резание начинают с заднего ребра детали, наклонив ножовку от себя до образования начала пропила при слабом нажиме (рис. 77, б). Наклон постепенно уменьшают до тех пор, пока пропил не дойдет до передней кромки и ножовочное полотно не примет горизонтального положения. В таком положении усиливают нажим на ножовку, продолжая резание прутка до конца с использованием всей длины ножовочного полотна и все время контролируя положение полотна и его направление по отношению к риске. В конце резания нажим ослабляют.
Резание полосового металла (рис. 77, в), как правило, следует выполнять по узкой стороне полосы при условии, что резание производят не менее трех зубьев ножовочного полотна. Чем меньше зубьев одновременно участвуют в работе, тем меньший нажим на ножовочное полотно.
Резку заготовок толщиной менее шага зубьев полотна следует осуществлять ножовкой в вертикальном положении, со слабым нажимом на инструмент. Работать ножовкой в этом случае надо медленно с использованием всей длины ножовочного полотна.
При резании труб места резания размечают с помощью шаблона. Шаблон изготовляют из тонкой жести, изогнутой по окружности трубы.
Измерительной линейкой от конца трубы отмечают длину отрезка. Кромку шаблона подводят к метке, наносят чертилкой риску по всей окружности трубы.
Для резания трубу зажимают в тисках горизонтально. Чтобы избежать смятия трубы, ее зажимают в прокладках (рис. 77, е) Для резания выбирают полотно с мелкими зубьями (шаг зубьев 1 мм), трехгранным напильником по риске делают пропил и приступают к резанию. По мере углубления ножовочного полотна в стенку трубы ножовку немного наклоняют к себе. Прорезав трубу на толщину стенки, вынимают ножовку, поворачивают трубу от себя на 45—60° и продолжают резание, сочетая поворот трубы с резанием по всей длине окружности трубы. Темп движения при резании труб должен составлять 35—45 ходов в минуту при малом нажиме на ножовку. В конце резания нажим на ножовку необходимо ослабить.
Перед резанием уголка его размечают па плоскостях полок. Полку уголка надо устанавливать в тисках (рис. 77, д). Уголок необходимо резать по узкой грани полки, там, где требуется меньшая сила резания. Поэтому резание будет производиться значительно легче.
Прорезав первую полку до внутренней плоскости второй полки, уголок устанавливают в положение резания первой полки, продолжая резание до конца. В конце резания необходимо ослабить нажим на ножовку.
Резка ножовкой круглого, квадратного и листового металла
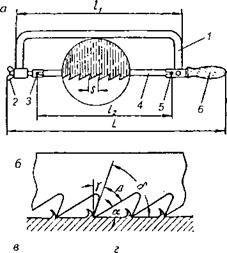
Ручная ножовка обычно применяется для разрезания толстых листов, полосового, круглого и профильного металла, а также для прорезания пазов, шлицев в головках винтов, обрезки заготовок по контуру и т. п. Она состоит из ножовочного станка / (рис. 59, а), натяжного винта с барашковой гайкой 2, рукоятки 6 и ножовочного полотна 4, которое вставляется в прорези головок 3 и крепится штифтами 5.
Ножовочные станки бывают двух типов — цельные
(рис. 59, а) и раздвижные, позволяющие устанавливать ножовочные полотна различной длины.
Рис. 59. Ручная ножовка: а — общий вид; б — геометрия зубьев ножовочного полотна; в, г — схемы разводки зубьев ножовочных полотен
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяются ножовочные полотна длиной 250 — 300 мм,
Высотой 13 и 16 мм, толщиной 0,65 и 0,8 мм.
Натяжение ножовочного
полотна в станке должно быть отрегулировано. Слабо натянутое полотно во время резки перекашивается, отчего могут выкрашиваться зубья, а затем и сломаться полотно. Слишком туго натянутое полотно во время работы также может сломаться от небольшого перекоса при движении ножовки.
Ножовочные полотна в зависимости от назначения разделяются на ручные и станочные. Ручные полотна изготовляются из стали марок У10, У10А, У12, У12А, а станочные — из сталей марок Р9 и ШХ15. На нижнем ребре полотна по всей длине нарезаны зубья. Каждый зуб ножовочного полотна имеет форму режущего клина. На зубе ножовочного полотна, как и на зубе зубила, различают следующие углы (рис. 59, б): задний угол а, угол заострения р, передний угол у и угол резания 5.
Условия работы ножовки отличаются от условий работы зубила и резца, поэтому здесь необходимо принимать другие значения углов.
При разрезании материалов большой ширины получаются прорези значительной длины, в которых каждый отдельный зуб полотна снимает стружку, имеющую вид запятой. Эти стружки должны размещаться между двумя соседними зубьями в стружечном пространстве до тех пор, пока острие зуба не выйдет из прорези.
Величина стружечного пространства зависит от величины заднего угла а, переднего угла у и шага зубьев £.
Угол заострения Р должен обеспечить достаточную прочность зуба, чтобы преодолеть сопротивление материала резанию и при этом не сломаться. Обычно этот угол принимается равным 60°; при более твердых материалах величина угла несколько больше. Передний угол у оказывает решающее влияние на процесс образования стружки. Для зубьев ножо-
Вочного полотна он обычно принимается от 0 (для твердых металлов) до 12° (для вязких металлов). Шаг зубьев для мягких и вязких металлов (медь, латунь) 1 мм, для материалов (сталь, чугун) 1,3 мм; для мягкой стали 1,6 мм. В практике ручной резки металлов пользуются преимущественно ножовочным полотном с шагом 1,3—1,6 мм, при котором на длине 25 мм насчитывается 17—20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и, наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее 2—3 зубьев.
Для уменьшения трения ножовочного полотна о стенки разрезаемого металла, зубья его разводят в разные стороны. В зависимости от величины шага £ (рис. 59, а) разводку зубьев делают по-разному. Зубья с большим шагом отгибают по одному поочередно вправо и влево (рис. 59, в); зубья со средним шагом отгибают по одному вправо и влево, а третий не отгибают. Зубья с малым шагом отгибают по два - три влево и два-три вправо, при этом образуется волнистая линия, или так называемая гофрированная разводка (рис. 59, г).
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
Ножовочные полотна с гофрированной разводкой менее производительны и быстрее изнашиваются. Величина развода на сторону должна превышать толщину полотна на 0,2—0,5 мм.
Полотна для ручных ножовок изготовляют различной длины 1, шириной 12—15 мм и толщиной от 0,6 до 0,8 мм. Наиболее ходовыми следует считать полотна длиной 250—300 мм.
Приемы разрезания металла ручной ножовкой
Прежде чем приступить к разрезанию металла, необходима выбрать ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого материала.
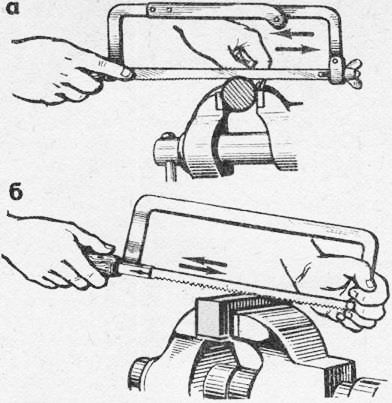
Закреплять полотно в ножовочном станке нужно так, чтобы острие зубьев было направлено вперед по ходу ножовки; натяжение полотна в ножовочном станке следует отрегулировать. Приступая к работе ножовкой, следует прочно закрепить разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем стать перед тисками вполоборота, т. е. под углом 45° к осевой линии тисков (расстояние между тисками и корпусом работающего должно быть 150—200 мм). Опираясь на левую ногу, выставленную несколько вперед, правую нужно поставить по отношению к левой под углом 60—70° При работе корпус тела должен быть прямым. Ножовку надо брать правой рукой так, как показано на рис. 60, а, а левой рукой — за передний конец ножовки, чтобы уравновесить ее и получить устойчивое движение во время резки (рис. 60, б). Во время резания ножовку следует держать в горизонтальном положении. Двигать ножовку нужно плавно, без рывков, слегка прижимая ее вниз обеими руками при движении вперед. Принято считать, что сила нажима должна соответствовать примерно 1 кГ на 0,1 мм толщины полотна. В конце резки нажим следует ослаблять.
Рис. 60. Удерживание ножовки при работе: а — правой рукой; б — левой рукой
Нормальная длина хода ножовки должна быть такой, чтобы работало примерно 2/з ее длины, а не только средняя часть полотна.
Скорость движения ножовки зависит от твердости разрезаемого материала и в среднем составляет от 30 до 60 двойных ходов в минуту. Для уменьшения трения о стенки разрезаемой заготовки следует периодически смазывать полотно густым салом или минеральным маслом.
В процессе работы ножовочное полотно иногда «уводит» в сторону от разметки; выправлять его не следует, так как возможна поломка или выкрашивание зубьев полотна. В этом случае лучше начать резку заготовки с противоположной стороны.
Для более экономичного расходования ножовочных полотен следует новыми полотнами сначала резать мягкие металлы — медь, алюминиевые сплавы, а затем использовать их для разрезания стали или чугуна. Латунь и бронзу следует разрезать только новыми полотнами, так как даже слегка изношенные полотна больше скользят чем режут.
Резку полосового металла легче производить по узкой стороне (по толщине). В данном случае усилие резания распределяется на меньшей площади и резание проходит быстрее. При этом во избежание по
ломки полотна необходимо, чтобы толщина полосы перекрывалась не менее чем тремя зубьями. Если же этого нельзя выполнить, то тонкую полосу разрезают по широкой ее стороне. Зажав полосу в тиски широкой стороной, напильником делают пропил на кромке и лишь после этого начинают резку, немного наклонив ножовку от себя. В процессе резки наклон ножовки уменьшают, захватывая резом всю ширину полосы и придерживая ножовку в горизонтальном положении.
В ряде случаев при разрезании длинных (высоких) заготовок не удается довести рез до конца из-за того, что ножовочный станок упирается в их торец. Для устранения этого препятствия можно перезажать заготовку и, врезавшись в нее ножовкой с другого конца, закончить работу. Более целесообразным, однако, является другой способ: производить разрезание ножовкой с полотном, повернутым на 90° (рис. 61, а). Таким способом можно разрезать полосы любой длины.
При разрезании тонких листов или полос их укладывают между деревянными брусками, зажимают в тисках, а затем разрезают вместе с брусками (рис. 61, б).
Вырезание в тонких местах криволинейных или угловых прорезей производится специальными ножов-
Рис. 61. Приемы разрезания ножовкой полосового и листового металла
Ками, называемыми лобзиками (рис. 62), у которых вместо ножовочного полотна закрепляется узкая тонкая пила с мелкими зубьями. Работают лобзиком «на себя». При вырезании лобзиком фигурных прорезей в местах изменения направления выпиливаемого контура просверливают отверстия диаметром, равным ширине пилы лобзика. Пропустив через такое отверстие пилу, закрепляют ее в рамке и продолжают резку по заданному направлению.
Резка круглого металла небольших сечений производится ручной ножовкой. Заготовки диаметром более 50 мм разрезают, как правило, на приводных ножовках, дисковых пилах, отрезных и других станках.
Процесс разрезания сводится к тому, что на куске стали круглого сечения предварительно наносят разметочную риску. Затем заготовку зажимают в тисках в горизонтальном положении и трехгранным напильником по риске делают небольшой пропил с тем, чтобы врезать ножовочное полотно в металл на заданном размере по длине. Иногда для направления ножовки в начале реза поступают следующим образом: у риски на заготовке ставят большой палец левой руки, упираясь ногтем в риску, а полотно но-
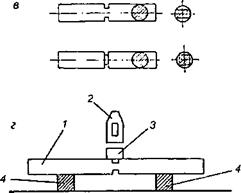
Рис. 63. Приемы резания круглого металла: а — врезание в заготовку; б — положение ножовочного полотна в процессе разрезания; в — виды надреза сделанного с двух и четырех сторон заготовки; г — разламывание толстого прутка ударами молотка: / — заготовка; 2 — молоток;
3 — металлическая прокладка; 4 — прокладка
Жовки придвигают вплотную к ногтю. Затем ножовке, поддерживаемой правой рукой с вытянутым указательным пальцем, создают устойчивое направление при врезании ее в металл (рис. 63, а). И только убедившись в правильности врезания ножовочного полотна, встают в рабочую позу и продолжают резание до конца, не допуская отламывания заготовки (рис. 63, б). Отламывание заготовки разрешается в том случае, когда торцы ее должны быть опилены. В этом
Случае в прутках (кусках) делают надрезы (рис. 63, в) с двух — четырех сторон, а затем в тисках или с помощью молотка через металлический брусок производят разламывание (рис. 63, г).
Резка металла квадратного сечения осуществляется так же, как и круглого металла, с той лишь разницей, что ножовку слегка наклоняют от себя в начале процесса резания (рис. 64). По мере врезания наклон постепенно уменьшают до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем уже ведут разрезание при горизонтальном положении ножовки.
Разрезание металла фасонного сечения. Перед резкой металла сложной формы, например, углового профиля, необходимо с помощью угольника и чертилки нанести разметочные риски мест реза на обеих полках (при разрезании швеллера риску следует нанести и на стенке). После этого разрезаемый металл зажать в тисках так, чтобы были видны риски обеих полок, и трехгранным напильником сделать небольшой пропил по риске со стороны угла основания профиля. Установив ножовочное полотно в пропил, начать резать профиль, держа ножовку в наклонном положении, а затем ее выровнять и про-
Должать разрезание как и в предыдущем случае (рис. 64). При разрезании профилей фасонного проката необходимо все время следить за направлением ножовки, не давая ей отклоняться от разметочной риски.
В ряде случаев приходится делать прорези (шлицы) в головках стопорных и других винтов. Для прорезания неглубоких и узких шлицев рекомендуется пользоваться специальной ножовкой с тонким полотном. Более широкие прорези (шлицы) в головках винтов можно получить обыкновенной ножовкой с одним или двумя ножовочными полотнами, вставленными вместе в ножовочный станок.
Резка труб вручную осуществляется ручной ножовкой или труборезом, а механическим способом — на специальных труборезных станках.
Необходимыми условиями правильного выполнения работы по разрезанию труб ручной ножовкой являются: разметка мест разреза, выбор ножовочного полотна и соблюдение основных правил работы ножовкой.
Разметку места реза выполняют с помощью упрощенного шаблона и чертилки. Шаблон вырезают из тонкой жести в виде пластинки прямоугольной формы, изгибаемой по трубе. Затем этот шаблон подводят к месту реза и по его кромке чертилкой наносят на окружности трубы разметочную риску.
Шаг зубьев ножовочного полотна следует выбирать тем меньше, чем тверже материал трубы и чем тоньше ее стенка.
Для разрезания трубу зажимают в тисках в горизонтальном положении. Тонкостенные трубы с чисто обработанной поверхностью следует зажимать в тисках между специальными деревянными нагубниками (рис. 65, а). Пользуются также трубными прижимами с деревянными подкладками, в которых вырезаны углубления по диаметру трубы. Удобным является креп-
ИіП і і 11 І і |Г ГГТ і ■ і її
Рис. 65. Приемы крепления труб при разрезании их ножовкой
Ление труб в цепных (рис. 65, б), винтовых (рис. 65, в), а при резании тонких труб — в специальных зажимах.
При разрезании трубы держать ножовку следует горизонтально и по мере углубления ножовочного полотна в трубу слегка наклонять ее к себе. Если полотно будет защемляться в прорези, ножовку следует вынуть, повернуть трубу от себя на 45—60° и продолжить резку, слегка нажимая на полотно.
Если при разрезании ножовку уводит в сторону от разметочной риски, то трубу нужно повернуть и начать рез снова.
Разрезание труб ручной ножовкой — трудоемкая и тяжелая операция, особенно при резании труб больших диаметров. Более производительным является разрезание при помощи специальных труборезов, приспособлений и др.
Труборез представляет собой специальное приспособление, у которого режущим инструментом служат
стальные дисковые резцы (ролики). Наиболее распространены роликовые, хомутиковые и цепные конструкции труборезов (рис. 66).
Рис. 66. Разрезание труб труборезами
Роликовый труборез состоит из скобы 2 (рис. 66, а), винтового рычага 7 и трех дисковых роликов 4, два из которых установлены на осях в скобе 2, а третий смонтирован на оси, закрепленной в подвижном кронштейне 3. Разрезаемая труба крепится в прижиме 6 винтом 7, после чего труборез устанавливается на трубу 5. При вращении винтового рычага 1 вправо кронштейн 3 переместит режущий ролик 4 до соприкосновения со стенкой трубы под некоторым нажимом. Труборез с тремя роликами режет одновременно в трех местах, поэтому при работе его раскачивают за рычаг (примерно на Уз оборота в обе стороны). Чтобы предотвратить нагрев режущих роликов в процессе работы, место реза смазывают машинным маслом, а резание производят без приложе-
Нии больших усилий. Трубы большого диаметра разрезают хомутиковым или цепным труборезом (рис. 66, б, в).
Недостатком роликовых труборезов является то, что они в процессе резки вдавливают торец трубы внутрь отверстия и образуют наружные и внутренние заусенцы, для снятия которых требуется выполнить дополнительную работу.
Круглый металл небольших сечений режут ручными ножовками, а заготовки больших диаметров — на отрезных станках, приводных ножовках, дисковых пилах и других станках. На заготовку предварительно наносят разметочную риску, затем заготовку зажимают в слесарных тисках в горизонтальном положении и трехгранным напильником по разметочной риске делают неглубокий пропил для лучшего направления ножовочного полотна. Предварительно полотно смазывают маслом кисточкой.
Установив в пропил ножовку, производят отрезку без отламывания отрезаемой части. Отламывание допускается в том случае, если торцы заготовки будут подвергаться обработке (опиливанию). В этом случае в прутке делают надрезы с двух — четырех сторон, а затем его отламывают, зажав в тисках, или с помощью молотка, которым наносят удары по прутку (заготовку при этом устанавливают на подкладки).
Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки примыкают вплотную к ногтю, ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль ручки сбоку. Этим обеспечивается устойчивое положение ножовки во время резки.
Резка квадратного металла. Заготовку закрепляют в тисках и в месте будущего реза трехгранным напильником делают неглубокий пропил для лучшего направления ножовки или запиливают металл. В начале операции ножовку наклоняют в сторону от себя (вперед). По мере врезания наклон постепенно уменьшают до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем заготовку разрезают при горизонтальном положении ножовки .
Полосовой материал рациональнее резать не по широкой, а по узкой стороне. Это, однако, можно сделать при толщине полосы больше расстояния между тремя зубьями полотна.
При очень глубоких резах левую руку переставляют, берясь за верх рамки.
Резание ножовкой с поворотом полотна осуществляют при длинных (высоких) или глубоких резах, когда не удается довести рез до конца из-за того, что рамка ножовки упирается в торец заготовки и мешает дальнейшему пропиливанию (рис. 123, а). При этом меняют положение заготовки и, врезавшись в нее с другого конца, заканчивают резку.
Однако есть другой способ: резать ножовкой, полотно которой повернуто на 90°. Для этого полотно переставляют в боковые прорези головок рамки. При таком положении ножовки работают осторожно, так как при перекосе рамки ножовочное полотно может сломаться. Этим способом также режут металл в деталях с замкнутыми контурами.
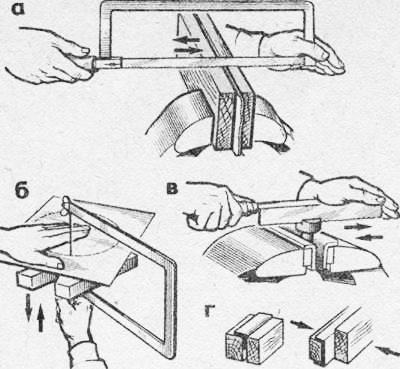
Рис. 2. Работа ножовкой: а — резка тонкого листа, б — вырезание- фасонного отверстия лобзиком, в — прорезание шлицев, г — тонкие профили, закрепленные для резки
Резка тонкого листового и профильного металла. Заготовки, детали из тонкого листового материала зажимают между деревянными брусками по одной или по нескольку штук и разрезают вместе с брусками (рис. 2, а).
Резка по криволинейным контурам. Чтобы вырезать в металле (листе) фасонное окно (отверстие), просверливают или вырубают отверстие диаметром, равным ширине полотна ножовки или пилы лобзика. Пропустив через это отверстие полотно, закрепляют его в рамке и режут по заданному направлению (рис. 2, б).
Шлицы крупных размеров прорезают обыкновенными ножовками с одним или двумя (з зависимости от ширины шлицев) соединенными вместе полотнами (рис. 2, в).
Читайте также: