При какой температуре куется дамасская сталь
Обновлено: 15.05.2024
Согласно материалам википедии - дама́ск (дама́сская сталь) - вид стали с видимыми неоднородностями на стальной поверхности, чаще всего в виде узоров, получаемых различными способами, например при многократной перековке стального пакета, состоящего из сталей с различным содержанием углерода (сварочный дамаск).
На фото (слева-направо): современный нож, изделие древних мастеров, булат.
Дамасская сталь связана со многими легендами и сильно романтизирована в классической литературе и исторических хрониках наряду с булатом. Не буду утверждать, что мы заново открыли рецепт придуманный, за тысячу лет до нашей эры, но пользуясь знаниями в современной металлургии и проведя большое количество опытов, мы получили свой собственный рецепт дамаска с твёрдостью клинка - 62 еденицы по шкале Роквелла (HRC).
Для тех, кого чтение статьи уже успело утомить и кто хочет ‘’один раз увидеть, а не сто раз услышать’’, небольшой видео ролик о рабочем процессе из нашей кузницы.
Рабочий процесс по изготовлению ножа разделяется на два этапа: изготовление дамаска в кузнице и последующая обработка клинка в ножевой мастерской. С производством стали в кузне вы можете ознакомиться в нашем видео, а так же в находящемся ниже фото-отчёте с комментариями.
Ковка дамаска в кузне
Изготовление дамаска может происходить несколькими различными способами, мы производим, так называемый ‘‘сварочный дамаск’’. Данная технология подразумевает набор и сварку заготовок (отсюда и название сварочный) из различных марок сталей, мягких и жёстких, что позволяет достигнуть необходимых характеристик для хороших режущих свойств клинка.
На фото (слева-направо): набор и сварка пакета сталей, скрутка раскованного пакета, ковка пакета сталей молотом.
Дамаск не является металлом, находящимся в природе в чистом виде, а состоит из пакета сталей, подобранных нами в результате большого количества тестов. Мы используем для его создания пакет из четырёх марок стали (ШХ-15, ХВГ, У8А, сталь-3), каждая из которых необходима для придания необходимых режущих свойств конечного изделия.
Перейдём более подробно к самому технологическому процессу. После того, как, как была подготовлена заготовка из пакета сталей, её необходимо раскалить до ярко-красного цвета, после этого можно приступить непосредственно к ковке. Процесс ковки повторяется трижды, толщина выкованной полосы при первых двух этапах не имеет чёткой регламентации, а при третьем финальном она делается максимально приближенной к толщине обуха конечного изделия, во избежание лишнего расхода металла и удлинения процесса обработки.
Далее заготовке придаётся прямоугольная форма для следующего технологического процесса – скрутки. Фрагмент непосредственно со скруткой не попал в видео, но здесь ничего особо сложного нет, раскалённая заготовка, закручивается по спирали, на такое количество оборотов, которого удаётся достичь, до того, как металл застынет – в результате чего форма заготовки меняется с прямоугольной на цилиндрическую (расковку скрутки вы можете увидеть на 10 минуте видео). От количества скруток зависит текстура рисунка на клинке.
Кроме того хочу обратить ваше внимание на такой момент технологического процесса, как посыпка бурой (порошок белого цвета), которая применяется вовремя ковки заготовки после скрутки для вытягивания шлака и окалины, что позволяет избежать появления свищей и непроваров. После этого получается полоса металла, из которой будут изготавливаться непосредственно клинки. Переходим теперь в мастерскую, где из полосы изготовят нож, ну и ещё немного фотографий из кузни напоследок.
Процесс изготовление ножа в мастерской
Мы уже побывали в кузнице и увидели, как изготавливаются полосы из дамаска, теперь давайте посмотрим, что происходит с ними дальше.
В первую очередь необходимо с помощью специального лекала обвести на заготовке контур будущего клинка, отрезать его от полосы металла выкованного в кузнице и обрезать по контуру.
На фото (слева-направо): разметка заготовки, заготовка и лекало, вырезание по контуру.
Ковка металла с применением механического молота допускает небольшого различия в толщине металла в выкованной пластине, по этому, необходимо произвести выравнивание клинка по плоскости. После этого клинку придаётся геометрия согласно лекалу и чертежу, так же именно на этом этапе, делается например взрезка по технологии двояковогнутой линзы.
На фото (слева-направо): вырезанная заготовка, выравнивание по плоскости, придание геометрии клинку.
После вышеописанных действий мы получаем клинок уже достаточно близкий по внешнему виду к тому, что мы привыкли видеть на прилавках магазинов, но достаточно грубовато выглядящий и без узора. Клинок необходимо отшлифовать, что называется до зеркального блеска. Далее наносится клеймо мастерской (область для нанесения клейма предварительно разогревается) и делаются отверстия для клёпок, если предусмотрен цельнометаллический монтаж.
На фото (слева-направо): шлифовка, нанесение клейма, сверление отверстий под клёпки.
Ни один клинок не будет обладать заявленными свойствами, если его не закалить. Переходим к следующему этапу термозакалке. Клинок закаливается в термопечи при определённой температуре и получает твёрдость клинка 62 HRC по шкале Роквелла. После этого поверхность зачищается на шлифовальной ленте от окалин и клинок стал бы уже готовой продукцией, если бы не одно маленькое но – нет рисунка. Узор который и делает дамаск - дамаском, проявляется при воздействии на клинок азотной кислоты, все манипуляции в кузне с различными сталями их свариванием и кручением был нужен именно для этого момента, для выявления рисунка.
На фото (слева-направо): термозакалка, очистка от окалины, травление рисунка.
Собственно клинок почти готов осталось придать только угол заточки, уделим немного вниманию рукояти. Монтаж рукояти мы делаем в двух вариантах с хвостовиком и цельнометаллический монтаж. С цельнометаллическим вариантом я думаю никаких вопросов возникнуть не должно, сверлятся отверстия под клепки и на них крепятся накладки. Цельнометаллическая конструкция является наиболее надёжным видом крепления, но большинство предпочитает более традиционное крепление посредством хвостовика. Для такого материала, как береста целмет монтаж практически невозможен.
На фото (слева-направо): обжиг хвостовика, рукоять в разборе, рукоять перед обточкой.
Для монтажа проводится отжиг хвостовика, происходит отпуск металла для сверления отверстий, на клёпку крепится шпилька – можно крепить гарду и рукоять. И последний этап придание формы рукояти – нож готов. Остаётся только придать ему необходимый угол заточки режущей кромке в зависимости от назначения.
Прилагаю некоторое количество фотографий не вошедшие в основное описание, к сожалению, у оригиналов был большой размер, поэтому все фотографии в статье пришлось ужимать для нормальной подгрузки на мобильных устройствах и планшетах, поэтому от увеличения по клику пришлось отказаться.
Наиболее часто задаваемые вопросы про дамаск
Чтобы удовлетворить ваше любопытство остановлюсь на нескольких наиболее важных моментах:
- Откуда берётся узор на клинке – узоры на поверхности этого вида дамаска достигается за счёт неравномерного распределения углерода в связи с неоднородностью материала, что специально усиливался посредством травлением поверхности кислотами для придания клинку красивой текстуры.
- Из чего вы делаете свой дамаск – клинки изготавливаются из пакета четырех сталей: ШХ-15 (конструкционная углеродистая сталь), ХВГ (сталь для измерительного и режущего инструмента), У8А (инструментальная углеродистая сталь) и сталь-3 (название условно, но до конца раскрывать секреты своей продукции не захочет ни один мастер).
- Сколько слоёв в ваших клинках – несколько тысяч, что достигается за счёт того, что сваренные полосы из металла проковываются трижды. В первый раз сваривается 21-22 полосы, во второй и третий меньше количество полос, так как ширина заготовки напрямую влияет на длительность процесса ковки.
P.S. Надеюсь данный материал был полезен и информативен, возможно мы что-то упустили, комментарии можете отправлять на нашу почту, [email protected], так же в ближайшее время мы планируем запуск групп в соц. сетях, как только найдем администратора. Покупайте ножи именно в нашем интернет - магазине и мы сделаем много интересного текстового, фото и видео материала по ножевой тематике.
Дамасская сталь
Известнейшая, пожалуй, статья в русскоязычном интернете о дамасской стали. Написанная четверть века назад, она не потеряла своей актуальности. Некоторые специалисты упрекали авторов в поверхностном и излишне упрощенном изложении технологий создания дамаска, но, возможно, именно это и стало причиной долгой популярности данного материала? И знаменитые ножи дамасские. Мы решили, что и на нашем сайте она придется к месту.
Oleg D. Sherby, Станфордский университет
Jeffrey Wadsworth, компания Локхид
-
В романе Вальтера Скотта «Талисман», посвященном походам крестоносцев в Палестину, есть эпизод встречи Ричарда Львиное Сердце с султаном Саладином. Соперники расхваливали друг перед другом достоинства своего оружия. Чтобы доказать прочность своего двуручного прямого меча, Ричард одним ударом разрубил рукоять стальной булавы. В ответ Саладин взял шелковую подушку, поставил ее на ребро и замахнулся кривой саблей. «Лезвие сабли скользнуло так молниеносно и легко, что подушка, казалось, сама разделилась на две половины, а не была разрезана». Пораженные европейцы сочли это за фокус, но Саладин, чтобы окончательно убедить их, подбросил мягкий вуалевый платок и рассек его в воздухе. Как пишет В. Скотт, необычайно острый клинок в искусной руке султана имел «изогнутое узкое лезвие», которое «не блестело, как франкские мечи, а отливало тускло-голубым светом и было испещрено бесчисленными извилистыми линиями»*.
Хотя в этом эпизоде и есть элемент писательской вольности (например, клинок Саладина не мог быть кривым, как ятаган, — такие клинки появились лишь спустя несколько веков после описываемой встречи Саладина с Ричардом в 1192 г.), автор довольно точно описал тот тип клинков, которые были в ходу в исламском мире во времена Саладина. Эти клинки обладали исключительной прочностью на сжатие, т.е. были достаточно твердыми, чтобы сохранять остроту лезвия, и в то же время металл был очень вязким, так что в схватках клинок не ломался. И своими механическими качествами, и красивым волнистым узором на поверхности эти клинки были обязаны материалу, из которото их ковали — дамасской стали. Ко времени крестовых походов о дамасских клинках и доспехах ходили легенды. В последующие века они оставались предметом восхищения европейских кузнецов, настойчиво, но тщетно пытавшихся выковать сталь с характерным поверхностным узором — «дамаском«.

Дамасский узор на персидской сабле (вверху и в центре) обусловлен неравномерным содержанием углерода в сверхвысокоуглеродистой стали: светлые участки «дамаска» состоят из карбида железа (цементита), а темный фон образован железом, содержащим значительно меньше углерода. Узор проявляется только после полировки готового клинка и его протравливания кислотой. На микрофотографии образца современной сверхвысокоуглеродистой стали (внизу, х200) хорошо видна сетка цементита; фоновая структура также состоит из чередующихся слоев цементита и железа. Дамасские стали становились более вязкими после ковки, которая разрушала цементитную сетку и придавала поверхностному узору окончательный вид. Влияние ковки можно видеть на персидской сабле: удары молота оставили вертикальные метки, образовавшие необычный дамасский узор — «лестницу Магомета». Сабля относится к XVII в. или, возможно, к более позднему времени; хранится в Метрополитен-музее в Нью-Йорке.
Разгадать секрет дамасской стали стремились некоторые видные европейские ученые, в их числе Майкл Фарадей, сам сын кузнеца. В 1819 г. (до изобретения им электродвигателя и электрогенератора) Фарадей исследовал образцы дамасской стали и пришел к выводу, что ее исключительные свойства объясняются присутствием небольших количеств кремния и алюминия. Хотя этот вывод оказался ошибочным, статья Фарадея вдохновила Жана Робера Бреана, пробирного инспектора Парижского монетного двора, провести серию экспериментов, в которых он вводил в сталь различные элементы. Именно Бреан впервые, в 1821 г., высказал догадку, существенную для понимания металлургической природы дамасской стали: ее необычная прочность, вязкость и вид должны быть обусловлены высоким содержанием углерода. Он установил, что структура дамасской стали имеет светлые участки «науглероженной стали» на темном фоне, который он называл просто «сталью».
Бреану удалось изготовить клинки с узором как у дамасской стали, но он до конца своих дней так и не дал подробного объяснения своему способу. Более того, он не смог понять важности всех последовательных операций в использованном им процессе. Только на исходе XIX в., когда ряд исследователей изучили фазовые превращения, происходящие в стали, и установили их зависимость от температуры и содержания углерода, были созданы предпосылки для полного научного объяснения структуры дамасской стали. Но даже и теперь, когда фазовая диаграмма железо-углерод хорошо изучена, процесс изготовления дамасской стали считается по американскому праву открытием и может быть запатентован.
Авторы статьи заинтересовались проблемой получения дамасской стали, изучая современные сверхвысокоуглеродистые стали. Такие стали, с содержанием углерода от 1 до 2,1%, редко находят промышленное применение, так как считаются слишком хрупкими. Однако в дамасских клинках содержание углерода составляет 1,5-2%. Тем не менее высокая вязкость дамасской стали является неоспоримым фактом. Можно предположить, что первоначальная хрупкость, вызванная высоким содержанием углерода в стали, устранялась соответствующей обработкой. В своих экспериментах в лаборатории Станфордского университета авторы получили сталь, которая, как и дамасские клинки, обладает высокой прочностью и вязкостью при комнатной температуре. Авторам удалось также воспроизвести легендарный «дамаск». Операции, использованные в этих лабораторных экспериментах, в сущности аналогичны тем, которые были изобретены в кузницах древнего Среднего Востока.
Самое раннее описание дамасских клинков относится к 540 г. н.э., но, возможно, они применялись значительно раньше, еще во времена Александра Македонского (около 323 г. до н.э.). Свое название дамасские клинки получили не по месту происхождения, а по тому району, где европейцы впервые увидели их во времена крестовых походов. Сталь для клинков изготовлялась в Индии и была там известна под названием «вуц». Индия вела широкую торговлю стальными слитками, которые имели размер хоккейной шайбы. Считалось, что лучшие клинки из индийского вуца куют в Персии; из него же делали щиты и доспехи. Географическое распространение дамасской стали в основном совпадало с распространением мусульманской религии, хотя и в Древней Руси эта сталь также была известна (под названием «булат»).
Как и в других сталеплавильных процессах, приготовление вуца предусматривало удаление кислорода из окиси железа (железной руды); при добавлении углерода железо упрочняется и превращается в сталь. Источником углерода был древесный уголь, древесина или листва. Обычно железная руда и древесный уголь смешивались и нагревались в каменном горне примерно до 1200°С. Кислород удалялся из руды вследствие реакций с углеродом древесного угля. В зависимости от количества угля в смеси полученный продукт мог быть либо сварочным железом (с очень низким содержанием углерода), либо чугуном (содержащим свыше 4% углерода). Индийские сталевары изготавливали вуц, добавляя углерод к сварочному железу или удаляя углерод из чугуна.
Процесс получения вуца из сварочного железа легче поддается научному истолкованию, чем тот, в котором вуц получали из чугуна. Небольшие куски металла смешивали с древесным углем и помещали в закрытый глиняный тигель диаметром около 8 см и высотой 15 см. Тигель нагревали примерно до 1200°С. При этой температуре сварочное железо еще остается твердым, но его кристаллы уже имеют гранецентрированную кубическую структуру, так что атомы углерода могут внедряться в решетку между атомами железа (см. рис.). Углерод медленно диффундирует в железо, образуя сплав, ныне известный как аустенит.

Добавка углерода снижала температуру плавления металла. Вследствие этого, как только содержание углерода на поверхности кусков сварочного железа достигало примерно 2%, они покрывались тонким слоем жидкого белого чугуна. Появление расплава определялось по хлюпающему звуку при встряхивании тигля; это означало, что значительное количество углерода уже растворилось в железе.
С этого момента тигель очень медленно охлаждали, иногда в течение нескольких дней. Медленное охлаждение обеспечивало равномерное распределение углерода в стали, с концентрацией 1,5-2%. Когда температура металла становится ниже 1000°С, часть углерода выпадает из раствора и образует сетку карбида железа (Fe3C), или цементита, вокруг зерен аустенита. Так как при медленном охлаждении аустенитные зерна вырастают до крупных размеров, цементитная сетка получается грубой.
Именно эта сетка образовывала видимые узоры на дамасских клинках. Однако цементит имеет определенные отрицательные свойства. У него высокая твердость, но он становится чрезвычайно хрупким при комнатной температуре. Хрупкости способствует сетчатая структура цементита, открывающая пути для распространения трещин. Однако металл в дамасских клинках был не хрупким, а, наоборот, очень вязким. Эту вязкость дамасская сталь приобретала только после ковки, т.е. после разрушения сетки цементита.
Ковка клинков из дамасской стали, вероятно, производилась при относительно низкой температуре. Средневековые кузнецы не могли точно измерять температуру в горне и поэтому руководствовались цветом каления металла. Сталь, нагретая в горне, может менять свой цвет от белого (1200°С) к оранжевому (900°С) и далее к другим тонам. Можно предположить, что дамасскую сталь ковали в диапазоне температур от 850°С (вишневый цвет) до 650°С (кроваво-красный цвет), так как при более высоких температурах происходило бы вторичное растворение цементита в аустените. Если же ковка слитка велась при температуре ниже 850°С, непрерывная цементитная сетка разбивалась на отдельные сферические частицы карбида. Эти частицы еще производили упрочняющий эффект в металле, но последний утрачивал свою хрупкость вследствие разрушения цементитной сетки.
Анализ поверхности дамасских клинков показывает, что они подвергались интенсивной ковке; толщина заготовки при ковке клинка, вероятно, уменьшалась в 3-8 раз. Проведенный авторами эксперимент показал, что сверхвысокоуглеродистые стали действительно обладают высокой вязкостью и легко куются при температуре 850°С. Слитки стали с содержанием углерода 1,3, 1,6 и l,9% подвергались высоким сжимающим деформациям с трехразовым обжатием. Ни на одном из них не было обнаружено трещин. Чугунный слиток при тех же условиях деформирования оказался более хрупким вследствие большего (2,3%) содержания углерода и растрескался по краям.
Одной из возможных причин того, что европейским кузнецам не удавалось изготовить дамасские клинки даже из индийского вуца, может быть то, что они привыкли иметь дело с низкоуглеродистыми сталями, имеющими более высокую температуру плавления. Вероятно, они пытались ковать индийскую сталь при белом калении, когда металл частично расплавлен. При этом могло происходить лишь то, о чем писал Бреан: «При белом калении [дамасская сталь] крошится под молотом».
Дамасские клинки после ковки обычно закаливали термообработкой. Термическая закалка стали осуществляется путем нагрева выше 727°С (температуры превращения объемноцентрированного феррита в гранецентрированный аустенит) и быстрого охлаждения (собственно закалки) в воде или другой среде. Если созданы условия для медленного охлаждения, как при изготовлении вуца, сверхвысокоуглеродистая сталь переходит из аустенитной фазы в перлит, структура которого состоит из чередующихся слоев мягкого бедного углеродом феррита и богатого углеродом цементита. Если же сталь подвергается закалке, то превращение аустенита в перлит подавляется. Получающиеся кристаллы железа являются объемноцентрированными, но имеют не кубическую, а вытянутую тетрагональную форму. Такая структура называется мартенситом. В ней имеются свободные места для атомов углерода, и поэтому она может быть твердой.
По историческим свидетельствам у средневековых кузнецов было много различных рецептов для закалки дамасских клинков, причем они часто придавали важное значение таким деталям, которые современному инженеру представляются фантастическими. Например, некоторые мастера утверждали, что клинки нужно закаливать в моче рыжеволосого мальчика или трехлетней козы, которую три дня кормили только папоротником. Одно из наиболее подробных описаний процедуры закалки дамасской стали (булата) было найдено в храме Балгала в Малой Азии: «Булат нужно нагревать до тех пор, пока он не потеряет блеск и станет как восходящее солнце в пустыне, после чего остудить его до цвета королевского пурпура и затем вонзить в тело могучего раба… Сила раба перейдет в клинок и придаст прочность металлу».
Эту «инструкцию» можно расшифровать следующим образом. Клинок нагревали до высокой температуры, предположительно выше 1000°С (температура «восходящего в пустыне солнца»), затем охлаждали на воздухе примерно до 800°С (до цвета королевского пурпура) и, наконец, погружали в теплую (37°С) полужидкую среду наподобие рассола.
Легко догадаться, что этот рецепт не обеспечивал наилучшие свойства дамасской стали. Нагрев клинка выше 1000°С должен был вызывать вторичное растворение цементита в гранецентрированном аустените; при охлаждении до 800°С должна была восстанавливаться грубая сетчатая структура, ранее разрушенная ковкой. Кроме того, высокая температура должна была давать сравнительно крупное зерно в стали. Оба этих эффекта уменьшали вязкость металла. Клинок, изготовленный по балгальскому рецепту, мог иметь высокую твердость, но оказался бы слишком хрупким и не выдержал бы удара о другой клинок, закаленный после нагрева до температуры лишь немного выше 727°С; последний имел бы и высокую твердость, и вязкость.
Согласно современным теоретическим представлениям в металловедении, наиболее прочными и вязкими сталями оказываются те, которые имеют наименьшие размеры зерен и частиц. Отсюда следует парадоксальный вывод: наилучшими дамасскими клинками должны быть те, которые вообще не имеют «дамасского» узора. Для средневековых мастеров «дамасский» узор, без сомнения, служил формой контроля качества: наличие узора было и признаком высокого содержания углерода в металле, т.е. высокой прочности, и признаком хорошо прокованной структуры, т.е. высокой вязкости. Однако заметный глазу узор получается только в том случае, если частицы цементита достаточно крупны и распределены неравномерно в структуре стали. Клинки с очень тонкой микроструктурой, не дающей видимого узора, вероятно, могут иметь более высокие показатели прочности и вязкости.
Для проверки своих идей относительно состава и производства дамасской стали, авторы попытались воспроизвести «дамаск» в лабораторных условиях. Сначала нагревали небольшую стальную отливку (с содержанием углерода l,7%) до температуры 1150°С (светло-желтый цвет каления) в течение 15 ч. В результате длительного нагрева углерод растворялся в железе, образуя очень грубую структуру аустенита. Затем слиток охлаждали со скоростью примерно 10°С в час. При таком медленном охлаждении образовывалась грубая непрерывная сетка цементита по границам аустенитных зерен.
Слиток вторично нагревали до 800°С и прокатывали с восьмикратным обжатием по толщине. В результате этой операции, которая имитировала ковку, зерна вытягивались в направлении прокатки и карбидная сетка разрушалась. Травление образца кислотой, разрушающей только железную матрицу и не действующей на карбиды, выявило дамасский узор, видимый невооруженным глазом. Микроструктура образца была удивительно схожа с микроструктурой настоящей дамасской стали (см. рисунок).
Выше описан только один способ получения дамасской стали; вероятно, существовали и многие другие. Можно даже предположить, что мастера на Среднем Востоке умели получать и высококачественные сверхвысокоуглеродистые стали, не имевшие вообще дамасского узора. Авторы добились этого в лабораторных условиях путем прокатки стального слитка, нагретого до 1100°С; во время прокатки слиток постепенно охлаждался с переходом через фазу аустенит + цементит. Обработка давлением (прокатка) вызывала измельчение аустенитных зерен и выделение цементита из раствора в виде мелких равномерно распределенных частиц, а не грубой сетки. Обработанный металл не имел поверхностного узора.
Такие сверхвысокоуглеродистые стали без узора имеют при комнатной температуре более высокие показатели прочности и вязкости, чем обычные стали, применяемые в автомобилестроении. Более того, при температурах 600-800°С они проявляют свойства сверхпластичности, т.е. ведут себя подобно аморфным материалам, например расплавленному стеклу. Это позволяет формовать из них сложные детали, такие, как шестерни, при минимальных затратах на обработку и используя методы, применимые в массовом производстве, что открывает широкие перспективы для промышленного применения сверхвысокоуглеродистых сталей.
Авторы не претендуют на приоритет в раскрытии утраченного секрета получения дамасской стали. Были предшественники, как упомянутые Бреан и Фарадей или же русский инженер П.П. Аносов, который в 1841 г. опубликовал сочинение «О булатах»**. Вдохновленный своими открытиями, Аносов восторженно писал:
«Оканчиваю сочинение надеждою, что скоро наши воины вооружатся булатными мечами, наши земледельцы будут обрабатывать землю булатными орудиями, наши ремесленники — выделывать свои изделия булатными инструментами; одним словом, я убежден, что с распространением способов приготовления и обработки булатов они вытеснят из употребления всякого рода сталь, употребляемую ныне на приготовление изделий, требующих особенной остроты и стойкости».
Его предсказания не сбылись. И в настоящее время огромные возможности сверхвысокоуглеродистых сталей остаются в основном неиспользованными. Авторы не так оптимистичны в своих прогнозах, как Аносов, но все же считают, что положение скоро изменится и секрет дамасской стали станет общим достоянием современной промышленности. Как гласит известная пословица: «Новое — это часто лишь хорошо забытое старое».
* Скотт В. Талисман, Собр. соч. в 20-ти томах. Т. 19.-М.: Художественная литература, 1965, с. 348. — Прим. перев.
** Аносов П.П. О булатах. Горный журнал, 1841, часть 1, книга II.
Насколько дамасская сталь хороша в современном мире
Если по химическому составу булат или дамаск практически не отличаются, то технология формирования этих вариантов стали разнится, что обеспечивает заметную разницу в структуре и их свойствах. Оба материала обладают знаменитым узором, который является визитной карточкой этих сталей, а потому узнать их сможет даже неспециалист.

Что такое настоящий дамаск и булат
Раньше технология изготовления такого оружия хранилась в секрете — только мастера знали, как сделать дамасскую сталь, а сами изделия очень ценились и стоили невероятно дорого. Впрочем, и сейчас ножи из этих материалов являются дорогим удовольствием, так что немалый процент моделей относится к категории коллекционного оружия.
Дамаск
Технология получения дамасской стали подразумевает проковку скрутки из прутков/пластин углеродистой стали. За счёт проковки слои сплющиваются и становятся очень тонкими — многослойная структура обеспечивает клинку необходимые прочностные характеристики.
Булат
В отличие от дамаска булатные клинки изготавливаются методом литья. По технологии для приготовления булата используется высоко- и низкоуглеродистые стали — в результате плавления в расплаве с низким содержанием углерода находятся частично расплавленные частицы высокоуглеродистой составляющей.
Такая двухкомпонентная текстура и обеспечивает формирование знаменитого рисунка — он произвольный и не повторяется вследствие хаотичного расположения компонентов в процессе плавки.
Отличие булата от дамаска
Преимущества булатной и дамасской стали разделили любителей такого оружия на два лагеря. Так что при выборе покупатели больше опираются на личные предпочтения. Как было сказано выше, даже по внешним признакам (по рисунку) чётко опознать эти материалы не представляет проблемы.

Какая сталь лучше булат или дамаск
Важным преимуществом булата перед дамаском является наличие легированной разновидности, что позволяет исключить коррозионное разрушение и упростить хранение и уход за ножом.
Создание коррозионностойкого дамаска технологически очень сложный процесс, на практике это просто нецелесообразно.
Характеристики дамасской стали
Основной характеристикой этого материала, которой интересуются пользователи, является твёрдость. В зависимости от выбранной производителем ТО и самого изделия она может колебаться от 61 до 64 единиц по Роквеллу.
На практике это означает, что лезвие хорошо держит заточку, за что такие модели и ценятся до сих пор.
Ржавеет ли дамаск
Поскольку дамаск представляет собой прокованный пакет углеродистых сталей, то о хорошей коррозийной стойкости говорить не приходится — легирующих элементов в составе практически нет.
Виды дамаска
Существует как минимум восемь видов дамасской стали. Перед перечислением типов дамаска стоит сделать короткое примечание.
В целом можно изготовить нержавеющий дамаск. Чтобы это стало возможным необходимо собрать пакет легированной «правильными» присадками стали и сварить его в вакууме. Далее, накладывать слоями и расковывать.
Разновидности дамаска:
- «дикий» — получил своё название из-за неупорядоченного узора. Техпроцесс изготовления такой стали самый примитивный — сваренный пакет сталей проковывают, рубят на части, складывают и опять проковывают — процесс повторяется многократно.
- простой — отличается стабильно повторяющимся узором. По техпроцессу фактически не отличается от дикого материала.
- штемпельный — название стало следствием применения так называемого штемпеля с узором, который и проявляется на клинке. Такие узоры могут напоминать кольца древесины, лестницу, круги на воде и пр.
- мозаичный — в этом случае для приготовления слоистой структуры подбирается специальный пакет сталей — их собирают как мозайку, что позволяет получить красивый декоративный эффект. Подвидом этого типа является мозаичный торцевой дамаск: он представляет собой лезвие с наваренными полосками мозаичного дамаска, срезанного с торца готового блока — такая полоска может использоваться и как середина клинка.
- мозаичный порошковый — этот вид дамаска не характерен для РФ, но по технологии фактически не отличается от обычного мозаичного. Вместо полос стали узор составляется из стального порошка, который засыпается в металлическую банку, спекается, а после проковывается.
- кручёный — для так называемого скрута заготовку для проковки делают из скрученных стержней. За счёт регулировки угла закручивания и глубины взрезки можно получить различные узоры.
- волокнистый — это вид применяется при производстве качественных японских мечей. При проковке дамаска волоски стали не растягиваются на всю длину клинка, а, наоборот, мелко нарезаются и перекладываются в слоях под прямым углом. По структуре и внешнему виду такой материал очень похож на булат.
- многорядный дамасский клинок изготавливают из нескольких полос дамаска — в центре обычно устанавливают простой дамаск, а на поверхности располагают слои с красивым художественным рисунком.
Ножи и другое холодное оружие из дамасской стали
Этот материал применяется для производства сабель и прочего коллекционного холодного оружия или моделей бытового назначения — это могут быть как бытовые и туристические, так и кухонные, рыбацкие и прочие ножи.

Бытовые и туристические ножи
Бытовые и туристические модели оптимальны для нарезки мяса, рыбы, птицы, овощей и фруктов. Высокая твёрдость клинка не требует постоянной заточки модели, потому они удобны как на кухне, так и в походе.
Уход за ножом из дамасской стали
Низкая коррозионная стойкость обусловливает определённые правила хранения клинка — нож рекомендуется хранить в масле. В противном случае он будет ржаветь и из-за ржавчины дорогая модель придёт в негодность.
Как точить нож из дамасской стали
Чтобы наточить дамасский нож своими руками, необходимо учитывать следующие нюансы:
- часть клинка с зазубринами и сколами нужно спилить для выравнивания;
- затачивание ножа выполняется медленно и аккуратно, чтобы один слой слоистой структуры не загибался на другой — для этого применяют абразивные материалы с последовательно уменьшающимся размером зёрна;
- заточка выполняется по диагонали — точить клинок вдоль малоэффективно;
- точильные борозды и полосы портят рисунок изделия — их необходимо заполировать мелкозернистым материалом;
- заточенный нож необходимо протереть салфеткой, можно использовать цедру лимона.
Перспективы дамасских ножей
Низкая коррозийная стойкость и необходимость бережного отношения, ухода после каждого использования делают дамасский клинок не самым удобным, современные сплавы более технологичны и удобны. Но коллекционные клинки из дамаска по-прежнему остаются одним из самых красивых подарков.
Как сделать дамасскую сталь: простой состав для ковки своими руками
Современный оттенок Дамасской стали отличается от оригинального Дамаска из прошлого. Исторически, Дамасская считалась тигельной. Она имела очень высокое содержание углерода и имела характерную поверхность из-за своей кристаллической структуры.

Сталь Дамаска получила своё название потому, что крестоносцы на своем пути в Святую Землю приобретали новые клинки из этой превосходной стали (превосходящей средневековую европейскую сталь) в городе Дамаск. Тем не менее, современный вариант стали имеет мало общего с прошлым и больше похож на сталь, вытравленную кислотой.
Дамаск, который показан здесь, является одним из самых современных вариантов. Дамаск из троса является, пожалуй, одним из самых простых способов ковки дамаска со сложным рисунком. В отличие от других методов, этот метод не требует складывания и, по сути, имеет уже готовую форму.
Шаг 1: Меры безопасности

Самое главное — это безопасность. Процесс изготовления включает в себя ковку, шлифовку и погружение металла в химикаты, поэтому важно использовать надлежащее оборудование для обеспечения безопасности.
Для этапа кузнечной сварки (сварка ковкой) многие люди, которые совершают какие-либо кузнечные операции, знают базовую экипировку для обеспечения безопасности: перчатки, фартук, закрытые ботинки и т.д. Тем не менее, условия не всегда соблюдаются. Всем известно, что защита глаз важна, но для такого рода работ вам нужен особый вид защиты. Вышеупомянутое и единственное фото в этом разделе — это неодимовые очки. Причина этого в том, что такие очки просто необходимы для подобных работ.
Специалисты часто пренебрегают этой защитой, но не стоит повторять за ними. Тепло, необходимое для кузнечной сварки, создает излучение, которое в течение длительного времени может вызвать потерю зрения. Неодимовое стекло, однако, блокирует большую часть излучения и сохраняет ваши глаза в безопасности. Обратите внимание: неодимовые очки — это не то же самое, что сварочные маски или солнцезащитные очки. Используя их при кузнечной сварке, ваши зрачки будут расширяться, и ваши глаза будут получать еще больше излучения.
Шаг 2: Делаем заготовки




Перед тем, как начать работу с тросом, нужно подготовиться. Прежде чем он попадет в огонь, нужно отрезать нужную вам часть, как на первом фото. Я отрезал 3 куска по 30 см кабеля диаметром 2.5 см при помощи отрезной пилы. Вы можете отрезать кабель любым другим способом, главное убедитесь, что кабель, который вы используете, сделан из стали без применения пластика и что сталь не оцинкована, так как тепло, реагирующее с покрытием, будет испускать газы, которые могут привести к тяжелому отравлению и даже смерти. Имейте это ввиду, когда будете искать кабель.
Кроме того, если вы впервые пытаетесь выполнить такого рода изделие, возможно, не стоит сразу брать такой толстый кабель, а взять, к примеру, диаметром 1 — 1.5 см. У вас не получится большое и толстое изделие, но зато вы хорошо потренируетесь перед более сложными проектами.
После резки обязательно затяните концы кабеля стальной проволокой. Это делается, чтобы плетение не распустилось во время первых этапов работы. Обязательно используйте простую стальную проволоку, потому что другие провода, которые покрыты или сделаны из другого материала, могут расплавиться или среагировать от нагрева и испортить всё изделие.
У каждого, кто делает дамасскую сталь своими руками, есть свой список шагов или секретов, которые, похоже, ускоряют и упрощают процесс изготовления. Я призываю вас методом проб и ошибок прийти к собственному плану, оптимальному лично для вас.
Я начинаю с того, что смачиваю свой холодный металл WD40 до тех пор, пока он не будет полностью пропитан, а затем засыпаю все это обычной бурой, перед тем, как класть изделие в огонь. И бура, и WD40 нужны для того, чтобы предотвратить окисление, которое может сделать невозможной кузнечную сварку.
Бура, как правило, не прилипает к металлу, если он горячий или влажный, а WD40 не будет гореть в кузнице, поэтому, сначала я смачиваю металл именно WD40, а только потом посыпаю его бурой, что является для меня оптимальным вариантом.
Шаг 3: Кузнечная сварка




Положив изделие в печь, нагрейте его до ярко-оранжевого или желтого цвета. Как только оно достигнет соответствующей температуры, дайте ему полежать еще минуту или около того, чтобы весь металл впитал тепло и равномерно нагрелся.
Перед тем, как можно будет делать удары, необходимо скрутить кабель. Он заполнен пустым пространством, что плохо для кузнечной сварки. Закрепите один конец кабеля в тисках или в чем-то подобном, а другой возьмите любым удобным инструментом, который вы сочтете подходящим (я использовал плоскогубцы), чтобы скрутить секции в том направлении, в котором кабель уже закручен.
Этот шаг может потребовать несколько повторных нагревов. Продолжайте скручивать кабель до тех пор, пока он не перестанет скручиваться. Убедитесь, что кабель не изгибается, так как весь процесс станет намного сложнее.
Каждый раз, перед тем, как положить кабель в огонь, нужно посыпать его бурой, пока металл не станет однородным. Чтобы бура точно липла к металлу, сыпьте её в момент, когда изделие ярко красного цвета. Важный момент: когда бура плавится, она становится едкой и может повредить стенки вашей кузницы изнутри, поэтому удостоверьтесь, что кирпичи в вашей кузнице огнеупорные.
Кроме того, горячая бура, попавшая на кожу, может быть довольно болезненной и может оставлять шрамы, поэтому обязательно надевайте соответствующую экипировку. Последней частью кузнечной сварки является сама сварка. Когда изделие горячее, вы можете начать ударять по нему. Идея состоит в том, чтобы сначала выбить его в форме квадратного бруска. Когда вы бьете, вы должны следить за поворотом кабеля. Лично я предпочитаю начинать с середины и прокладывать себе путь к концам.
Удары приведут к тому, что волокна будут отделяться друг от друга, поэтому необходимо максимально уменьшить расстояние от первого удара до следующего. Вы поймете, что изделие стало однородным по измененному звуку, который будет издаваться при ударе. Изначально, он будет более глухим, но как только металл станет однородным, звук станет ярким и звонким. Как только он станет однородным, можно начинать придавать нужную форму.
Шаг 4: Формовка




При планировании проекта обязательно помните, что конечный результат будет намного меньше по размеру, чем оригинальный кабель. Также имейте в виду, что концы кабеля могут распускаться и не свариваться. Не волнуйтесь, просто найдите, где начинается сварной шов и обрежьте конец. Из-за характерных особенностей кабеля и количества зазоров и выступов в нем, вы обязательно столкнетесь с дырами и отверстиями, если только не используете пневматический молот или кузнечный пресс.
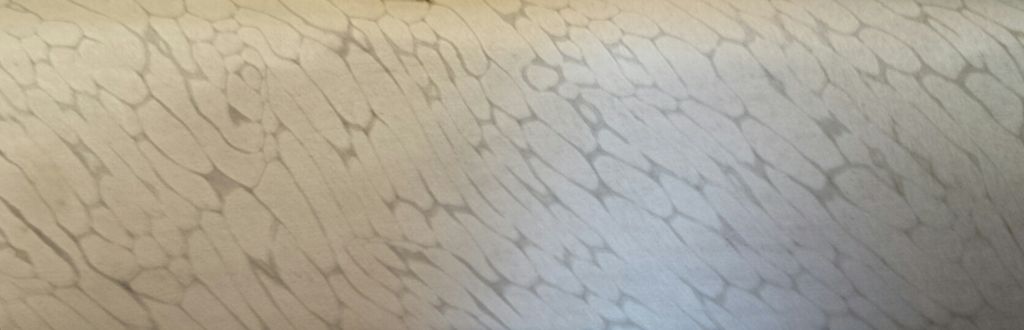
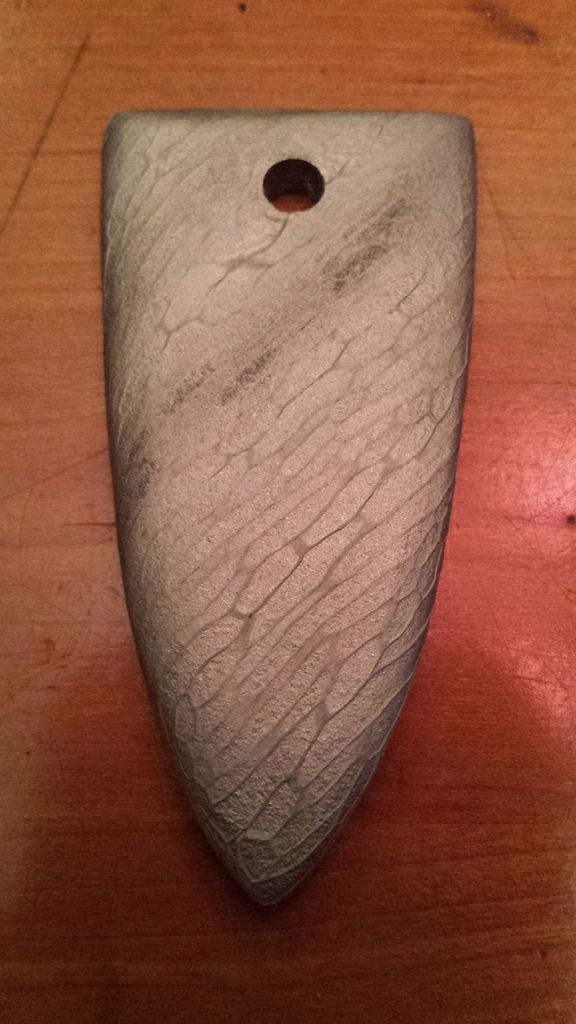
Суть состоит в том, чтобы смять кабель, увидеть, с чем вы имеете дело и отталкиваться от этого. Я решил сделать из своего отрезка кулоны в форме каплевидного щита. Чем мельче зернистость, которую вы используете при окончательной шлифовке , тем лучше будет виден рисунок. Так как я хотел добиться очень глубокого травления, мне не нужно было шлифовать слишком гладко. Достаточно наждачной бумаги 120 зернистости перед травлением.
Шаг 5: Финальный этап и защита

Дамасская сталь должна быть похожа на один сплошной кусок металла. Чтобы получить рисунок, вам нужно протравить сталь кислотой. Существует несколько вариантов применения кислот, но лично я использую хлорид железа. Если вы хотите получить очень поверхностное травление, например, изображение на поверхности, вам нужно только окунуть металл в кислоту примерно на 20 минут.
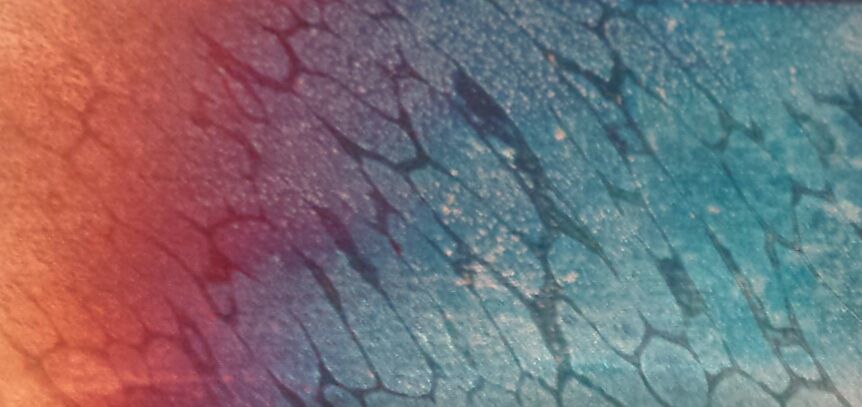
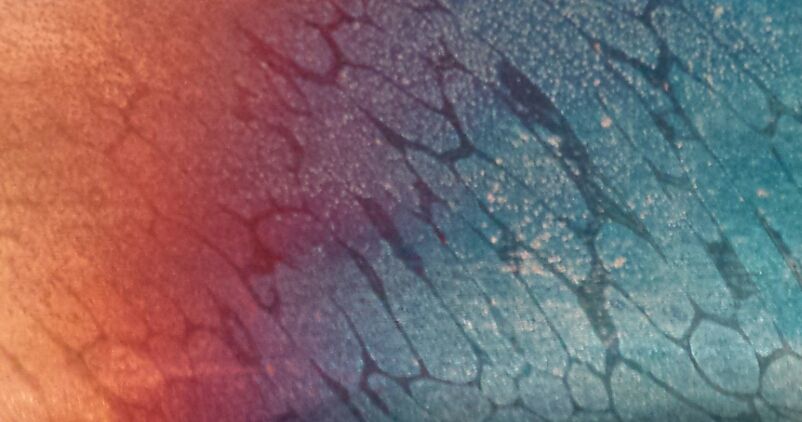
Я хотел получить очень глубокое травление, которое можно было почувствовать, поэтому я погрузил мою заготовку на 7 часов. Как только вы закончите травление, вы должны очистить металл и нейтрализовать кислоту. Один из самых простых способов сделать это — просто распылить очиститель для стекла на выгравированный кусочек после того, как он был промыт водой. Не забудьте одеть перчатки и средства защиты глаз для всего этого. Если вы хотите добавить какой-то цвет на изделие, как на двух последних фото, просто немного нагрейте его после травления до достижения желаемого цвета.
Как только травление пройдено, последний шаг — защитить металл. Сталь сильна, но, к сожалению, имеет свойство ржаветь. Если кусок, который вы используете, должен быть практичным, вроде ножа, вы можете нанести воск на его поверхность.
Если деталь более декоративна, вы можете нанести прозрачный слой. Это все зависит от предпочтений. Лично я решил попробовать лак для ногтей. Обычно я использую прозрачный полиуретан, но в этот раз решил попробовать что-то новое. После того, как деталь покрыта лаком, все, что осталось, это наслаждаться её видом.
Шаг 6: Один последний момент
Кусок, который я сделал, не требует никакой закалки или термической обработки, потому что это декоративное изделие. Если вы решите сделать лезвие из кабеля, нужно иметь в виду, что при закалке сталь имеет свойство деформироваться в направление скручивания кабеля. Если вам нужен практичный материал, сделайте его толще, иначе вы можете начать с ножа, а в итоге получится штопор.
Шаг 7: Дополнение





Вот еще несколько ссылкаподвесок. Чтобы получить очень глубокое травление, все они протравливались в течение почти 24 часов. Все они были нагреты до разных температур для проявления разных цветов. В конце они были покрыты полиуретаном для предотвращения ржавчины.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Технология изготовления дамасской стали
Свое название сплав получил в честь города Дамаск, который был крупным центром металлообработки около 300 года до нашей эры. Первые упоминания об изделиях и технологии их изготовления появились в 1300-1500 годах до нашей эры. Жители Передней Азии считались мастерами кузнечного дела. Затем технология распространилась в Европу и Китай. Изготавливалась дамасская сталь единственным известным тогда способом – ковкой.

Популярности холодному оружию добавляют легенды и мифы, окружающие этот металл. Сталь ценилась воинами на вес золота благодаря мнению о том, что она может разрезать кольчугу «как масло». Исторических доказательств этому археологи так и не нашли.
Дамасская сталь — это разновидность металла, состав которого включает железо и маленький процент углерода (до 2%). Уникальность металла заключается в технологическом процессе его изготовления. Необходимо последовательное соблюдение этапов перековки. Это обеспечивает готовому изделию знаменитую твердость и прочность. Ножи из дамасской стали характеризуются невероятными режущими качествами, долговечностью и необычными узорами.
Технология изготовления широко доступна и применяется мастерами кузнечного дела повсеместно. Широкое распространение дамасская сталь получила в изготовлении клинков, шашек, сабель и ножей.
Характеристики
Отличие дамасской стали — сочетание твердости и гибкости клинка. Достигается она чередованием слоев. Остроту изделию придает слой металла с высоким содержанием углерода, прочность – с низким. Секрет состава дамасской стали в правильном сочетании и выдержанных пропорциях.
Твердость клинков измеряется по шкале Роквелла. Обозначается буквами: HRC. Чем выше показатель, тем прочнее сталь и заточка держится дольше. Китайские штамповки характеризуются показателем от 40 с небольшим единиц, японские самурайские катаны до 65-70. Твердость ножей дамасской стали от 61 до 64 единиц по шкале Роквелла.
Сталь получается методом кузнечной ковки из пакета металла разного сорта. В результате создается сплав с многослойной структурой. В составе практически нет специальных химических добавок – легирующих элементов. Отсюда низкая коррозийная стойкость.

Методы изготовления
Создание высокопрочного узорчатого сплава достигается разными методами.
Обработка рафинированной стали
Используется монолитный блок стали. Целью обработки является достижение относительно однородной стали с низким содержанием углерода. В процессе металл очищается от остатков шлака, примесей (сера, фосфор). Углерод в заготовке равномерно распределяется. Благодаря закалке достигается высокое качество. Узор клинка является побочным продуктом.
До XVIII века практически вся дамасская сталь ковалась рафинированным методом.
Сварочный метод
Заготовки, с разным уровнем содержания углерода в своем составе, комбинируются и проковываются в единый материал. В течение технологического процесса, мастера кузнечного дела добиваются необходимых свойств.
Железо характеризуется мягкостью и легко деформируется. При закалке приобретает большую твердость, но становится более хрупким.
Надлежащая термообработка придает высокоуглеродистой стали упругость и твердость. Служит амортизирующей подложкой во время ковки. Придает клинку необходимую остроту и упругость.
Цель, комбинирования двух разных по характеристикам металлов, в создании материала, исключающего недостатки обоих – хрупкость, склонность к деформации, низкая прочность.
Сплав отличается необыкновенным узором.
Булатные клинки производятся методом литья. Делятся на два класса: булаты тигельные и булаты литые. Первые получают длительной варкой в тигле. Охлаждением сплава вместе с ним и последующей ковкой клинка.
Литые булаты изготавливаются длительным плавлением. Для производства используются высокоуглеродистые стали и металл с низким содержанием углерода. Процесс расплавки металла придает изделию произвольный, непредсказуемый рисунок. Метод литья позволяет добавлять в состав легированные элементы. Это отражается на конечных свойствах изделия. Материал меньше подвержен коррозии. Упрощается уход и хранение клинка.
Повышенные механические свойства настоящего булата позволяют клинку оставлять зазубрины на закаленном металле. Клинок булата остается целым.

Типы узоров
В результате технологического процесса по созданию дамасской стали на поверхности образуется уникальный рисунок – узор. Выделяют несколько типов.
Дикий дамаск
Наиболее распространенный и простой в изготовлении. Название получил благодаря неупорядоченному узору. Пакет полос из нескольких сортов стали сваривают в единый блок. Многократно перегибают и проковывают снова. Слои металла смешиваются хаотично. Рисунок формируется случайно, выглядит неоднородно.
Одна из самых древних разновидностей дамасской стали. Пользуется высокой популярностью у коллекционеров в виду уникальности узора каждого изделия: ножа, сабли, кинжала.
Штемпельный
- Пакет металлов сварен заранее. Удары штемпеля наносятся в заданном порядке. Готовое изделие подвергается шлифовке. С поверхности убирается лишний металл с целью более четкого проявления рельефа и рисунка.
- Узор наносится на пакет слесарным способом – фрезой или сверлом. Затем пакет проковывается.
Штампы (штемпели – немецкое слово, от него образовано название) делятся по типу нанесения рисунков:
- сетчатый;
- ступенчатый (лестничный);
- волнистый;
- ромбический;
- кольчатый.
Узоры получаются похожими на рисунок древесного шпона или круги на воде.
Типы рисунков в свою очередь делятся на большое разнообразие узоров. Мастер кузнечного дела может выделяться своим специфическим фирменным стилем. В США популярен дамаск с типом рисунка павлиний глаз, изделия с узором в виде крестиков, имитации колючей проволоки или сетки. Для изготовления первого применяется равномерное сверление металла по всей ширине заготовки.

Турецкая дамасская сталь
Относится к традиционной разновидности узорчатой стали. Способ изготовления представляет собой проковку пучка перевитых стальных прутов. Состав прутков различается. На поверхности образуется сложный рисунок – множество плавных волнистых линий. Размер линий зависит от химического состава металла прутов, их диаметра, способа скручивания.
Японская
Выделяется тонкой структурой слоистой стали. Поверхность подвергается травлению. Структура сплава проступает благодаря необычной полировке. Закалка также имеет особенности. Рукоять клинка покрывается защитным слоем глиняной смеси. Закалке подвергается только само лезвие. Результат отражается на свойствах японского меча. Лезвие становится твердым, острым и хрупким. Рукоять остается упругой.
Мозаичный
Современная разновидность дамаска. Название получила из-за специфического способа изготовления. Слоистая структура дает красивый декоративный эффект. Выделяют два наиболее популярных метода изготовления:
Оболочечный
Для соединения элементов мозаики применяется металлическая труба или контейнер. Контрастная сталь укладывается внутрь. Емкость заполняется инертным газом или маслом. При нагревании происходит связывание кислорода. Внутри оболочки образуется нейтральная среда. Труба полностью заваривается. В таком состоянии оболочка отправляется в горн. Раскаляется до сварочной температуры. Выковывание часто происходит с помощью гидравлического пресса. После образования единой массы металла, оболочка удаляется. Для удаления применяется механический метод. Полученная заготовка проходит дальнейшую обработку.

Технологичный
В бруске стали вырезаются отверстия, в соответствии с заданным рисунком. В отверстия помещаются вкладыши металла другого химического состава равного диаметра. Отверстия и вкладыши вырезаются плазменным резаком. Пакет подвергается сварке диффузионным методом.
Преимуществом данного метода является возможность создания необходимого рисунка, различных изображений. В отличие от поверхностной гравировки, узор залегает на всю толщину клинка.
Волокнистый
Таким методом изготавливаются качественные японские ножи. Слои стали располагают не в длину будущего клинка. Пруты мелко нарезаются и раскладываются под прямым углом. В таком виде пакет проковывается.
Комбинированный
Сочетает классический и традиционный метод изготовления. Оба метода применяются одновременно, отсюда название. На брусок, собранный мозаичным способом, наносится штемпельный узор. Поверхность проковывается и шлифуется. В случае нанесения рельефа путем высверливания или фрезерования, заготовленный сплав подвергается проковке и травится. Шлифовка в этом случае не применяется.
Возможно также сочетание техники ковки дикого дамаска и вставки в сплав металла с контрастными свойствами. В качестве, отличающегося по составу, сплава применяется никель. Он имеет белый цвет, что позволяет выделяться на фоне общего черно-серого узора клинка.
Промышленный
Производится на промышленном оборудование металлургических предприятий. Качество клинков не отличается от ручной работы мастеров кузнечного дела. Масштабы производства значительно больше. По типу узоров может различаться на дикий, мозаичный, комбинированный.

Преимущества
Применение рафинированного метода производства дамаска преследует своей целью улучшение качества металла. Убираются примеси и шлаки. В процессе происходит равномерное распределение углеродных соединений по всему лезвию.
Сварочный метод позволяет комбинировать заготовки различных характеристик углеродного уровня. Создается податливая и прочная сталь. Мастер кузнечного дела придает изделию требуемую форму.
Популярность дамаску приносит именно острота прочного лезвия. Ножи прекрасно справляются с древесиной и костью.
Коллекционную ценность добавляют разнообразные уникальные узоры лезвий. Клинок из дамасской стали с необычным рисунком является превосходным подарком.
Недостатки
Главный недостаток — низкая устойчивость к коррозии металла, из-за большого содержания углерода в составе. Готовая продукция требует тщательного ухода и хранения.
Отсутствие легирующих элементов – необходимых компонентов для придания определенных физических свойств металлу – приводит к образованию ржавчины на поверхности лезвия. В результате клинок может быстро прийти в негодность.
Хранить изделия из дамасской стали рекомендуется в масляном составе.
Высокая стоимость изделий. Сложное производство, уникальные узоры и превосходные характеристики прочности металла сказываются на высокой цене.

Особенности эксплуатации
Применение ножей из дамасской стали возможно в разные сферах: на охоте, кухне или как коллекционный. Правильная заточка увеличивает срок использования лезвия.
- Изучить твердость стали – качество материала проверяется углом заточки изделия. Он должен быть как можно меньше. Угол заводской заточки требуется сохранять.
- Обращать внимание на слои металла – предусматривается предельная осторожность при заточке. При неаккуратном движении есть риск загнуть мягкий слой на твердый в районе кромки лезвия. Внешне клинок будет выглядеть острым. На практике может выясниться обратное.
- Проводить подготовительные процедуры – необходим предварительный осмотр лезвия на наличие повреждений и сколов. Заточка такой поверхности приведет к последующей потере остроты.
- Производите заточку исключительно от руки – рекомендация по затачиванию лезвий исключает применение автоматических приспособлений. Снятие слоя за слоем должно чувствоваться. Первым применяется крупнозернистый абразив. Счищается старый слой. 80 % заточки происходит во время грубой обработки. Проводится не менее 5 минут. Вторая фаза заточки — декоративная. Шлифовка проводится абразивом с мелкой зернистостью. Устраняются царапины, улучшается вид лезвия, увеличивается срок эксплуатации.
- Правильные движения – плавное и равномерное применение абразива вдоль лезвия позволяет получить максимально эффективный результат. Запрещены резкие, дергающие движения. Такие действия могут привести к снижению срока эксплуатации. Классический поперечный способ не годится для заточки дамасской стали. Слои необходимо снимать равномерно, исключительно вдоль лезвия ножа.
- Угол заточки – определенный угол важен для качественной заточки изделия. Слои мягкой стали легко деформируются и начинают налегать на более твердые слои металла. Ориентироваться стоит на угол в 45 градусов.
- Оптимальное давление. Сильное надавливание может привести к деформации более мягких слоев изделия. Минимальное давление приводит к максимально эффективному и бережному результату.
- Завершающие процедуры – срок службы продлевается надлежащим уходом. Заржавеет ли дамасская сталь зависит от обработки поверхности клинка. Салфетка, смоченная в лимонном соке, отличное средство для финишной обработки лезвия. Свежая цедра лимона может заменить лимонный сок. Пчелиный воск отлично справляется с предотвращением коррозии металла.
При должном уходе и правильном хранении дамаск долго будет сохранять свои знаменитые качества. Эстетичность и эксклюзивность ножей добавляет им популярности. Немалое количество мифов, интересных легенд и теорий будут и дальше поддерживать интерес к настоящей дамасской стали.
Читайте также: