При какой температуре сталь становится пластичной
Обновлено: 09.05.2024
Механические свойства металла изменяются в зависимости от его температурного состояния. В процессе сварки металл подвергается нагреву до высоких температур, изменение которых происходит в широких пределах и в сравнительно короткое время.
Механические характеристики металла при высоких температурах нельзя считать полностью исследованными. Более обстоятельно изучены механические свойства металла в области упругих изменений. На фиг. 9 представлено изменение механических характеристик стали в зависимости от температуры при нагреве до 500—600° С [2].
Модуль упругости стали Е при нагревании постепенно понижается, а коэффициент теплового расширения а возрастает. В области температур упругих изменений стали произведение аЕ можем принять постоянным и равным (хЕ = 12 • 10-6 • 2,1 • 106^ = 25 кГ/см2.
Предел прочности стали оь с повышением температуры до 100°С несколько снижается, затем при дальнейшем нагреве повышается и имеет наибольшее значение в области температур 200—300°С. При нагреве от 300 до 500°С предел прочности стали, кроме жароупорной, постепенно понижается. При температуре выше 500°С предел прочности стали резко снижается, принимая при 600°С весьма низкие значения по сравнению с прочностью при обычных температурах.
Пластические свойства стали, характеризуемые относительным удлинением и поперечным сужением при разрыве, неск(элько снижаются в области температур 150—300° С. С увеличением температуры выше 300°С пластические свойства стали возрастают. Такой характер изменения пластических свойств стали показывает, что при большой скорости остывания закрепленного стального элемента его разрыв при температурах 150—300°С весьма вероятен. Этим объясняется целесообразность предварительного подо-
грева стали при сварке до 150—200° С, чтобы замедлить остывание после сварки.
Предел текучести стали ст с повышением температуры до 500° С несколько понижается, а затем при дальнейшем повышении температуры (свыше 500°С) резко падает, доходя почти до нуля при температуре 600°С.
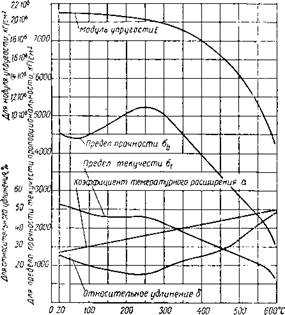
Фиг. 9. Зависимость механических свойств стали от температуры.
В действительности предел текучести стали несколько повышается в области температур 150—300°С, затем постепенно понижается при нагреве до 500° С, а после этого резко падает (фиг. 10, пунктирная кривая). Ввиду малых значений предела текучести стали при температуре 600°С и выше, примем допущение, что предел текучести сталей, кроме жароупорной, при температуре 600° С и выше имеет нулевое значение (фиг. 11). Другими словами, будем считать, что при температуре 600°С и выше сталь находится только в пластическом состоянии, теряя полностью свои упругие свойства.
При охлаждении стали ниже нуля предел прочности и предел текучести повышаются, причем предел текучести приближается к пределу прочности.
При весьма низкой температуре сталь теряет пластические свойства, переходит в хрупкое состояние и становится хладно-
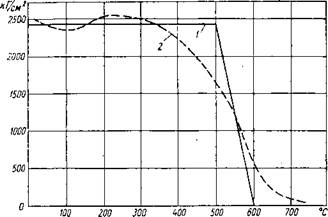
Фиг. 10. Зависимость предела текучести аг стали
1 — схематизированная диаграмма; 2 — действительная диаграмма.
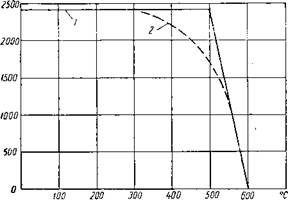
Фиг. 11. Условная зависимость предела текучести стали от температуры:
1 — схематизированная диаграмма; 2 — условная диаграмма.
ломкой. Для каждого металла существует своя критическая температура, выше которой металл способен пластически деформироваться, а при температурах ниже критических металл теряет способность к образованию пластических деформаций и разрушается в виде хрупкого излома. Для стали критическая температура, ниже которой происходит хрупкое разрушение, находится в области — 65—160° С.
Помимо низких температур, на хрупкое разрушение стали большое влияние оказывает концентрация напряжений, вызванная
Фиг. 12. Работа излома стали при разных температурах; а — ненадрезанные образцы; б — надрезанные образцы.
надрезами и неровностями. Хрупкое состояние стали может быть вызвано объемным напряженным состоянием, при котором весьма затруднено образование пластических деформаций.
На фиг. 12 приведены кривые ударной вязкости котельной стали в зависимости от температуры [3]. Кривые А соответствуют результатам испытаний стали, подвергавшейся предварительно нормализации для измельчения зерна, а кривые В соответствуют результатам испытаний крупно-зернистой стали.
Критическая температура ненадрезанных образцов для стали А— 160°С, а для стали В—90°С. При наличии надрезов критическая температура хрупкого разрушения значительно выше и для стали А равна +5° С, а для стали В +45° С (см. фиг. 12).
ВЛИЯНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НА СВОЙСТВА СТАЛИ
В результате термической обработки существенно изменяются механические свойства сталей. В отожженном состоянии структура стали состоит из Ф и Ц пластинчатой формы. Феррит обладает низкой прочностью и высокой пластичностью, цементит - высокой твердостью (НВ800) и нулевой пластичностью. С увеличением цементитной составляющей sв, повышается (при увеличении содержании С) и снижается пластичность.
При одном и том же содержании углерода прочностные характеристики (НВ, sв) стали возрастают с увеличением дисперсности карбидной составляющей.
Повышение температуры отпуска ведущее к укрупнению карбидных частиц обуславливает снижение твердости.
Высокая твердость мартенситной структуры закаленной стали обуславливается созданием структурных напряжений, вызванных искажением кристаллической решетки. Наряду с твердостью большое значение имеет пластичность. Чем выше твердость стали, тем обычно ниже пластичность, но при одинаковой твердости можно получить термической обработкой различную пластичность и вязкость стали. Вязкость и пластичность стали в значительной мере зависят от размера мартенситных игл и продуктов его распада. Для получения высокого комплекса механических свойств закаленной стали следует стремиться к получению мелкоигольчатой структуры мартенсита, что достигается мелкозернистой структурой аустенита.
Отпуск существенно изменяет свойства закаленной стали. Нагрев до 100° С сопровождается слабым повышением твердости на 1-2 ед. в высокоуглеродистых сталях). С повышением температуры отпуска твердость и прочность падают, тогда как повышаются вязкость и пластичность. Закаленная и отпущенная сталь имеет более высокие механические свойства, чем отожженная и нормализованная, что объясняются различным строением сорбита отпуска и закалки, (пластинчатой в первом случае и зернистого во втором). Закалка и высокий отпуск называются улучшением, так как существенно улучшают механические свойства и получается оптимальное сочетание прочностных и пластинчатых свойств стали.
ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ.
Температуру закалки углеродистых сталей можно определить по диаграмме железо-углерод . Для доэвтеиктоидной она на 30-50° С выше Ас3 и заэвтектоидной на 30-50° С выше Ас1
При закалке доэвтектоидной стали с температуры выше Ас1, но ниже Ас3 в структуре наряду с мартенситом сохраняется часть феррита, который снижает твердость в закаленном состоянии, ухудшает механические свойства после отпуска. Такая закалка называется неполной и обуславливает брак деталей . Для заэвтектодных сталей наоборот оптимально проведение закалки с температур между Ас1 и Ас3.
Наличие в структуре стали избыточного цементита повышают износоустойчивость стали. Нагрев выше Ас3 снижает твердость вследствие растворения избыточного цементита и увеличения остаточного аустенита, а также вызывает рост зерна аустенита оптимального для доэвтектоидной стали. Закалка с температур Ас3 + 30° = 50° С, зaэвтектоидной Ас1 + 30° = 50° С.
Повышение температуры закалки выше этих температур приводит к браку называемому перегревом (рост зерна аустенита), который обнаруживается крупноигольчатой структурой мартенсита, крупнокристаллическим изломом и снижением ударной вязкости и пластичности стали.
Общее время нагрева складывается из времени нагрева детали до заданной температуры и времени выдержки при этой температуре.
Величина tнд углеродистых сталей -1 мин./мм для закалки углеродистых сталей и 2-3 мин/мм для легированных сталей. Время выдержки равно 1/3 времени нагрева при закалке.
Время нагрева детали фактически отсчитывается с момента достижения температуры печи с деталями. При нагреве деталей обязательно должен соблюдаться перепад температур не выше = 10° Сповсему рабочему пространству печи. Необходимо иметь равномерный нагрев и производить периодическую проверку температуры печей по площади и высоте печи.
Детали должны загружаться в печь в специальной таре поддонах или спецприспособлениях с тем, чтобы обеспечить равномерное омывание деталей горячим воздухом. Печи камерные и шахтные. В шахтные печи загрузка производится в сетчатых корзинах или специальных приспособлениях, разрабатываемых индивидуально на деталь.
Лекция 10. Тема № 6. «Особенности горячей деформации металлов и сплавов»
Процессы, происходящие при горячей деформации стали. Упрочнение, разупочнение. Виды разупрочнения – статическое и динамическое. Влияние условий окончания деформации на структуру и свойства горячедеформированного металла. Зависимость между размером зерна и полученными механическими свойствами. Явления неоднородности и сверхпластичности при горячей деформации. Особенности горячей деформации углеродистых и легированных сталей. Другие виды деформации – теплая деформация, НТМО, ВТМО и др.
МЕХАНИЗМ ГОРЯЧЕЙ ДЕФОРМАЦИИ
- деформация проходит за несколько проходов (прокатка, ковка, объемная штамповка) – ступенчато:
- деформация осуществляется через определенные промежутки времени;
- температура деформации в каждом последующем проходе ниже;
- во время промежутка между деформациями происходит частичное восстановление структуры;
- окончательная структура формируется при наложении статических и динамических рекристаллизационных процессов.
При деформации в горячем (аустенитном) состоянии происходит:
-увеличение плотности дислокаций (наклеп);
- перестройка и перераспределение дислокаций (разупрочнение).
Наклеп в процессе деформации
Разупрочнение в процессе деформации и после нее Процессы накладываются друг на друга
В первой клети (высокая температура, малые степени деформации)
Упрочнение происходит внутризеренное скольжение дислокаций, двойникование.
Образуется ячеистая структура.
При ε = 25-30 % - неоднородное накопление дислокаций – возможность начала динамической рекристаллизации.
При ε = 35- 50 % при наклепе образуется развитая ячеистая структура.
Разупрочнение происходит путем динамической рекристаллизации (первичной). При этом происходит перемещение большеугловых границ и их рассыпание (коалисценция зерен).
При последующей деформации в рекристаллизованных зернах опять увеличивается плотность дислокаций (наклеп) и в дальнейшем опять происходит разупрочнение.
Динамическая рекристаллизация никогда не приводит к полному разупрочнению, т.к. в структуру вводятся новые дислокации.
После окончания деформации структура субзерна рекристаллизации, -вытянутые в направлении деформации.
Субзерна по разному ориентированы в направлении деформации. Углы разориентировки от 9 до 50 0 .
Возможно прохождение собирательной динамической рекристаллизации.
Это нежелательно т.к. приводит к разнозернистости .
В процессе прохождения заготовки между первой и второй клетями происходят статические возврат и рекристаллизация, (т.к. температура при выходе из первой клети намного больше температуры рекристаллизации).
При малых степенях деформации ε ≈ 10% - статическая полигонизация.
При ε ≈ 20% статическая полигонизация и рекристаллизация.
При ε > 20 % - статическая рекристаллизация (собирательная и первичная).
Во второй клети те же процессы динамического упрочнения и разупрочнения (температура деформации ниже). Процессы происходят медленнее т.е. степень разупрочнения () меньше.
В последующих клетях Т 0 С, (), динамическая рекристаллизация происходит медленнее.
Статическая рекристаллизация зависит от температуры и длительности пауз (от скорости прокатки).
ОСОБЕННОСТИ ГОРЯЧЕЙ ДЕФОРМАЦИИ
| Вид деформации | Т 0 С |
| Холодная | < 0,3-0,5 Тпл |
| Горячая | >0,3-0,5 Тпл |
малые скорости деформирования
I – стадия упрочнения
II – отсутствие упрочнения (σ = const)
1 – 0,5 Тпл; 2 – 0,6 Тпл; 3 – 0,7 Тпл; 4 – 0,8 Тпл.
При высоких температурах подвижность точечных и линейных дефектов высока. Это приводит к разупрочнению в процессе горячей деформации.
1. Динамический возврат
На I этапе упрочнения при малых степенях деформации происходит увеличение количества дислокаций, их перемещение, пересечение друг с другом, что приводит к образованию ячеистой структуры.
При горячей деформации одновременно происходят процессы упрочнения и разупрочнения, что связано с высокими температурами. При малых степенях деформации преимущественно происходят процессы упрочнения (увеличение плотности дислокаций, скопление дислокаций по границам зерен, образование линий поперечного скольжения, порогов и образование ячеистой структуры). В связи с большой подвижностью дислокаций при этом происходит и их частичное уничтожение.
С увеличением температуры и степени деформации – плотность и подвижность дислокаций увеличивается, что приводит к равной скорости генерирования и аннигиляции дислокаций – период устойчивого деформирования.
В зависимости от температуры и степени деформации образование ячеистой структуры происходит по-разному.
I – дислокационные клубки и слаборазвитые ячейки
II – хаотическое распределение дислокаций
III – переходная структура
IV, V – развитая ячеистая структура
V – оптимальные режимы деформации
Т.е. при горячей деформации процессы упрочнения практически всегда сопровождаются процессами разупрочнения, динамическим возвратом и динамической рекристаллизацией.
Взаимодействие процессов упрочнения и разупрочнения зависит:
1. От температуры
2. От степени деформации
3. От скорости деформирования – при малых скоростях деформирования металл успевает полностью разупрочняться, а при больших – частично.
Динамический возврат заключается в образовании субзерен и их росте, рекристаллизации – в возникновении центров рекристаллизации и их дальнейшем росте: первичная, собирательная, вторичная. При горячей деформации также образуется текстура деформации.
Окончательный размер зерна в горячедеформированных металлах зависит от скорости деформации, степени и температуры, температуры окончания деформации.
После окончания деформации до полного охлаждения металла – также протекают рекристаллизационные процессы – статическая рекристаллизация (и в перерывах между операциями деформации).
В условиях деформирования поликристаллического вещества деформация протекает неравномерно в разных зернах, в различных участках зерен и различных участках металла. Отсюда следует различность неоднородности трех видов.
I рода – Субкристаллическая неоднородность – в пределах зерна.
Рассмотрено ранее. Даже при степени деформации в 1% в разном зерне можно обнаружить участки, отличающиеся по степени деформации в 10 раз.
II рода – Микроскопическая неоднородность – определяется взаимодействием зерен.
Рассмотрено ранее. Даже при степени деформации в 20% в структуре можно обнаружить зерна со степенью деформации от 0% до 70%.
При повышении температуры деформации – неоднородность увеличивается.
Обусловлено, кроме рассмотренных ранее факторов, наличием жестких и пластичных фаз (Ф и Ц).
III рода – Макроскопическая неоднородность – определена характером внешнего деформирующего воздействия.
При сжатии образца на 25% по высоте деформация может изменяться от 10% до 50 %.
При каждом виде деформации можно выделить очаг, в котором она локализована
Коэффициент показания деформации:
| Ψ, % | К |
| < 20 | |
| 20-60 | |
| 60-90 |
I фактор - т. о. на разных этапах деформации скорость течения металла неодинакова
II фактор - влияние сил трения между металлом и поверхностью инструмента
На силу трения влияют: температура инструмента, его размер, смазка.
где а – вход металла в валки;
b – выход металла из валков;
lk – поверхность контакта металла с валками.
2 – поверхность полосы
Неоднородность приводит к возникновению остаточных напряжений I, II, III рода, которые могут приводить к образованию трещин, снижению пластичности и неоднородность упрочнения.
ВЛИЯНИЕ УСЛОВИЙ ОКОНЧАНИЯ ДЕФОРМАЦИИ НА СТРУКТУРУ И СВОЙСТВА СТАЛЕЙ
ВЛИЯНИЕ ПЕРВОНАЧАЛЬНОЙ ТЕМПЕРАТУРЫ НАГРЕВА ПЕРЕД ДЕФОРМАЦИЕЙ:
При первоначальном нагреве металла выше критических температур, сталь приобретает крупнозернистую аустенитную структуру. В процессе последующей деформации и охлаждения, температура снижается и происходит превращение аустенита в феррито-цементитную смесь, при этом: чем крупнее были зерна аустенита, тем крупнее получается и феррито-цементитные зерна.
ВЛИЯНИЕ СКОРОСТИ ДЕФОРМАЦИИ:
Скорость деформации влияет на процессы структурообразования на всех этапах деформирования.
Чем выше скорость деформации, тем меньше успевают пройти процессы динамического разупрочнения.
Особенно важно это влияние при деформации в последнем и предпоследнем проходах.
ВЛИЯНИЕ СТЕПЕНИ ДЕФОРМАЦИИ:
При больших степенях деформации быстрее происходят рекристализационные процессы, следовательно, быстрее металл разупрочняется.
ВЛИЯНИЕ ВРЕМЕНИ ВЫДЕРЖКИ МЕЖДУ ДЕФОРМАЦИЯМИ:
Время выдержки влияет на возможность прохождения статической рекристаллизации.
Чем больше временной интервал между деформациями, тем больше разупрочнение металла.
ВЛИЯНИЕ ТЕМПЕРАТУРЫ ОКОНЧАНИЯ ДЕФОРМАЦИИ:
При выборе температуры окончания деформации следует обращать внимание на:
1) возможность процессов статической рекристаллизации при последующем охлаждении;
2) образование той или иной структуры при охлаждении (диаграмма Fe – C).
Для доэвтектоидной стали температура окончания деформации находится между А1 и А3.
Для эвтектоидной стали – чуть выше А1.
Для заэвтектоидной стали – между А1 и АСm, но чтобы не образовывалась цементитная сетка (точка 2).
ВЛИЯНИЕ СКОРОСТИ ОХЛАЖДЕНИЯ ПОСЛЕ ДЕФОРМАЦИИ:
Скорость охлаждения после деформации приводит к образованию феррито-цементитной структуры с разным размером пластинок.
Чем быстрее охлаждение, тем мельче феррито-цементитная структура, следовательно, выше прочность, ниже пластичность.
При сматывании листа в рулоны скорость охлаждения в центре рулона и на поверхности существенно отличается.
Для получения одинаковой температуры и структуры, рулон не сматывают плотно, оставляя воздушный зазор между слоями.
При выборе режима окончания деформации, обращают внимание на процесс окалинообразования. Минимальное количество окалины образуется при температуре 700*С. Поэтому охлаждение до этой температуры проводят более быстро.
Вывод:
1) необходимые технологические параметры деформации зависят от того, какие свойства и структуру мы должны получить;
2) рассматривать влияние технологических параметров на структуру и свойства можно только в комплексе.
При подборе температурно - скоростных условий деформации и охлаждения важно регулировать процесс структурообразования.
Контролируемой – называется прокатка которую проводят в строго определенном режиме для получения мелких, однородных зерен с заданными параметрами структуры (размер зерен, распределение дислокаций)
При этом изменяют:
1) температура нагрева стали;
2) распределение температуры и степени деформации по клетям;
3) величины пауз между клетями и последеформационной выдержке;
4) температура конца прокатки и смотка;
5) скорость охлаждения.
Это приводит к повышению прочности на ≈20%, пластичности и вязкости на ≈30%.
Уравнение Холла- Петча должно быть дополнено:
где К1 – коэффициент определяет вклад субграниц в развития деформации;
dc – средний размер субзерен;
Влияние dc иногда превышает влияние D3 .
Т.о. свойства стали изменяются только благодаря измельчению зерен и за счет создания полигональной структуры.
Конечный размер D3 регулируют следующие параметры.
1) температуру нагрева перед прокаткой. Понижение ее уменьшает размер зерна А→ и П (от 1250 до 1050 0 С на 1 балл).
2) степень деформации. Увеличение степени деформации в последних клетях → → ≤ D3.
Режим контрольной прокатки должен исключать динамическую собирательную рекристаллизацию. Помогает легирование (нитридо и карбонитридообразующих элементов).
Температуры нагрева и конца прокатки должны привести к выделению дисперсных соединений. Подбираются опытным путем Т 0 С кп – 950-850 0 С; общая степень деформации – 50-70%. В конце ускоренное охлаждение.
При одинаковом размере зерна прочность выше у металла с развитой полигональной структурой.
С увеличением ε - dc меньше, θ – больше (повышается плотность дислокаций). Изменения зависят от температуры. Чем больше температура тем медленнее уменьшается dc .
Эффект упрочнения за счет создания малоподвижных дислокаций и создания атмосфер Котрелла (динамическое деформационное старение). Максимальное упрочнение при 300 0 С (синеломкость). Температура деформации не должна совпадать.
Механические свойства стали и сплавов в зависимости от температуры испытания
Поиск и выбор механических свойств для различных марок сталей и сплавов по таблице, в зависимости от температуры испытания °C. В таблице использованы справочники [1].
Таблица. Механические свойства в зависимости от температуры испытания
в состоянии поставки
прокат в горячекатаном
состоянии толщиной до
затем нагрев до 650°C,
Лист толщиной 100 мм.
отпуск 610–630°C, 5 ч;
сечением 320 мм; масса 77 т.
продольное, место вырезки –
с глубины ≥ 1/3 толщины
320 мм; масса 77 т.
Поковка-плита толщиной 340 мм;
продольное, место вырезки с
610–630°C, 5ч; 640–660°C, 10 ч.
340 мм; масса 32 т.
продольное, место вырезки
Отпуск 690–700°C, с печью.
диаметром 755–915 мм, толщиной
35–110 мм, втулка
диаметром 115–400 мм.
Скорость перемещения захватов
Образец диаметром 10 мм,
Отпуск 670–690°C, 8 ч.
Отпуск 200°C, 3 ч.
Образцы вырезались из
Отпуск 600°C, 30 мин
Отпуск 690°C, 5 ч.
Закалка 860°C, масло.
Отпуск 640°C, 2 ч.
(ЭИ 415,
600–1000 мм, толщина
Закалка 1000°C, масло.
Отпуск 670°C, охлаждение
с печью до 150°C.
Поковка ротора из слитка 47 т,
(12Х5МА,
(9Х18,
обработка холодом – 70°C.
Лист толщиной 150 мм,
(4Х10С2М,
Закалка 1050°C, масло.
Отпуск 680°C, 3 ч.
Отпуск 720–730°C, 3 ч.
(трубная заготовка диаметром
(2Х11МФБН,
со скоростью 30°C⁄ч.
с печью или на воздухе.
Листовой прокат до
(ЭИ 802,
Отпуск 700°C, воздух.
(сортовой прокат диаметром
Лист, поковки до
(Ш),
10Х12Н3М2ФА-А
диаметром 2000 мм,
(Х14Г14Н3Т,
Отпуск 610°C, 20 ч.
воздух; 2-я нормализация
800°C, 16 ч, воздух.
2-я нормализация 800°C,
Старение 450°C, 3000 ч.
Старение 750°C, 5 ч.
Старение 750°C, 25 ч.
20–25 ч, охлаждение
с печью до 200°C.
Отпуск 730–750°C, 16 ч,
(ЭИ 405,
Старение 750°C, 10–12 ч.
(1Х16Н14В2БР,
закалка 960–980°C, масло.
Поковка диска диаметром
700 мм, толщиной
(Х17Н13М2Т,
(Х17Н13М3Т,
(0Х18Н10Т,
(4Х18Н25С2,
(02Х18Ю3Б-ВИ,
Старение 800°C, 15 ч, воздух.
Старение 750°C, 12–15 ч,
охлаждение с печью.
(Х20Н14С2,
(0Х21Н6М2Т,
Старение 800°C, 4 ч.
(Х25Н20С2,
Штамп сечением до 500 мм.
Отпуск 560°C, 2 ч.
закалки в масле.
В знаменателе – то же,
но для центральных зон
зона заготовки сечением
Центральная зона заготовки
(55Х6В3СМФ,
Отпуск 530–540°C, воздух,
отпуск 350–370°C, воздух.
Сортовой прокат диаметром
Закалка 920°C, масло.
(1Х11МФБЛ,
(15Х12ВНМФЛ,
Х11ЛБ,
Стабилизация 800°C, 10–20 ч,
(0Х23Н28М3Д3Т,
Старение 850°C, 10 ч,
старение 700°C, 25–40 ч,
Старение 700°C, 50 ч.
1050°C, 4 ч, воздух.
(Х20Н46Б,
1080°C, 20 мин, воздух
и стабилизация 800°C,
(ЭИ 929),
ХН55ВМТКЮ-ВД
воздух, закалка 1050°C,
850°C, 8 ч, воздух.
выдержка 40 минут, вода.
охлаждение с печью до
Отпуск 850°C, 15 ч, воздух.
1160°C, 2 ч, воздух.
Старение 900°C, 8 ч, воздух,
старение 820°C, 15 ч, воздух.
Старение 1000°C, 4 ч, старение
900°C, 8 ч, старение 850°C,
закалка 1050°C, 2 ч, воздух.
Старение 1000°C, 2 ч, воздух,
старение 900°C, 2 ч, воздух,
старение 850°C, 12 ч, воздух.
Старение 1000°C, 2 ч,
воздух, старение 800°C,
Отпуск 850°C, 10–15 ч,
Отпуск 800°C, 20 ч, воздух.
закалка 1050°C, 4 ч, воздух.
Отпуск 800°C, 16 ч, воздух.
Отпуск 1000°C, 4 ч, воздух,
отпуск 775°C, 16 ч, воздух.
отпуск 750°C, 16 ч, воздух,
отпуск 650°C, 16 ч, воздух.
диаметром 850 мм,
Старение 1000°C, 4 ч, воздух,
Старение 750°C, 16 ч, воздух.
Отпуск 1000°C, 2 ч, отпуск
900°C, 1 ч, отпуск 800°C, 2 ч,
воздух, отпуск 750°C, 20 ч,
воздух, отпуск 650°C, 48 ч,
1 ч, старение 800°C, 2 ч,
воздух, старение 750°C, 20 ч,
воздух, старение 700°C,
900°C, 1 ч старение 800°C,
2 ч, воздух, старение 750°C,
20 ч, воздух старение 650°C,
Диск диаметром 500 мм,
1100°C, 5 ч, воздух.
Старение 840°C, 24 ч, воздух.
Отдельно отлитые образцы,
закалка 1050°C, 15 ч, воздух.
Старение 850°C, 24 ч, воздух.
закалка 1000°C, 2 ч, воздух.
Старение 830°C, 24 ч, воздух.
1050°C, 2–4 ч, воздух.
Старение 800°C, 12 ч, воздух.
Образцы из полки
охлаждение 1,5–2,5 ч, до
900°C, далее на воздухе.
850°C, 24 ч, воздух.
лопатки 2-ой ступени
- Марочник сталей и сплавов. 2-е изд.,исправл. и доп. / Зубченко А.С., Колосков М.М., Каширский Ю.В. и др. Под ред. А.С. Зубченко. М.: Машиностроение, 2003. 784 с.
Похожие статьи
Удельное электрическое сопротивление от температуры для различных марок сталей и сплавов
Удельное электрическое сопротивление стали — способность к противодействию протеканию электрического тока, пропускаемого через данную сталь. Удельное сопротивление стали, выраженное в единицах СИ, численно равно сопротивлению участка электрической цепи, выполненного из стали, длиной 1 м и площадью поперечного сечения 1 м². Единицей измерения данной величины служит Ом*м (Ом-метр). В качестве символа используется греческая буква ρ (ро). Высокие показатели […]
Машиностроительные материалы, получаемые методом порошковой металлургии. Металлокерамика
Порошковая металлургия — область техники, охватывающая совокупность методов изготовления металлических порошков и металлоподобных соединений, полуфабрикатов и изделий из них, а также из их смесей с неметаллическими порошками без расплавления основного компонента. Порошки получают химическими или механическими способами. Формообразование заготовок (изделий) осуществляют в холодном состоянии либо при нагревании. Холодное формообразование происходит при осевом прессовании на механических […]
Трение и смазка в механических передачах
Содержание страницы1. Влияние трения на работоспособность машин и механизмов1.1 Основные понятия и законы трения1.2 Трение скольжения1.3 Трение качения1.5 Моменты трения2. Смазочные материалы для машин и механизмов2.1 Свойства жидких смазочных материалов2.2 Динамическая и кинематическая вязкость2.3 Методика выбора жидких минеральных масел2.4 Характеристики жидких смазочных масел2.5 Свойства консистентных смазок2.6 Краткая характеристика пластичных смазок2.7 Твердые смазочные материалы и их […]
Механические свойства стали

Механические свойства стали во многом определяют то, в каких сферах она применяется. Именно поэтому мы можем отнести их к наиболее важным. Такие качества, как высокая прочность и способность значительно изменять форму, дают возможность применять металл практически везде: от изготовления хирургических инструментов до космической отрасли.
Для определения данных параметров применяются различные методы. Кроме того, они учитывают механические свойства не только сталей, но и их сплавов, благодаря чему данные металлы можно с уверенностью назвать универсальными и удобными в работе. О том, какие параметры данных материалов позволяют применять их в самых разнообразных сферах, поговорим далее.
Состав стали
Основными компонентами стали являются железо и углерод, на долю последнего приходится до 2,14 %. Все существующие на данный момент подобные сплавы классифицируют, исходя из их химического состава.
В производстве используются два вида стали:
- Углеродистая, в состав которой, помимо основных составляющих, входят фосфор, сера, марганец, кремний. Сырье может относиться к высоко-, средне- и низколегированным маркам в соответствии с долей углерода в материале. Такой металл подходит для любых нужд, в том числе для изготовления инструмента, эксплуатируемого в условиях высоких нагрузок под постоянным напряжением.
- Легированная содержит в себе железо, углерод в сочетании с легирующими элементами (такими как кремний, бор, азот, хром, цирконий, ниобий, вольфрам, титан). От состава легированной стали зависят ее механические и иные свойства, цена, качество продукции, сферы возможного применения. Сегодня можно найти жаропрочные, цементуемые, улучшаемые стали. По структуре специалисты выделяют сырье доэвтектоидного, ледебуритного, эвтектоидного и заэвтектоидного типа.
Определить химические и механические свойства стали, а также область ее использования позволяет марка.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
В процессе производства в сталь вносят примеси. На основании их доли в составе сплава выделяются два типа продукции:
- Обыкновенного качества, что предполагает наличие до 0,6 % углерода и соответствие металла ГОСТ 14637 и ГОСТ 380-94. Для маркировки подобной продукции используются буквы «Ст» – данное сокращение говорит о том, что сталь имеет стандартное качество. Такое сырье входит в число наиболее доступных по цене.
- Качественная сталь, то есть легированная и углеродистая, которая производится по ГОСТ 1577. Маркировка обязательно содержит в себе особенности состава, количество углерода в сотых долях. Данный материал более дорогой, чем аналог обыкновенного качества, его ценят за высокую пластичность, способность противостоять механическому воздействию. Кроме того, подобный металл можно без труда варить.
Физические, химические и технологические свойства стали
Физические свойства:
- Плотность, которая определяется как масса металла на единицу объема. Высокий данный показатель стальных изделий, в том числе арматуры а500с, позволяет активно использовать их для строительных нужд.
- Теплопроводность, то есть способность стали обеспечивать распространение теплоты от более нагретых частей к менее нагретым.
- Электропроводность – способность материала пропускать электрический ток.

Химические свойства:
- Окисляемость, что предполагает возможность соединения металла кислородом. Данное свойство усиливается при нагревании стали. На сплавах, имеющих малую долю углерода, в процессе окисления под действием воды, влажного воздуха формируется ржавчина, то есть оксиды железа.
- Стойкость к коррозии – способность металла не вступать в химические реакции, не окисляться.
- Жаростойкость представляет собой отсутствие окислительных процессов на сплаве под воздействием высокой температуры, а также способность не образовывать окалину.
- Жаропрочность – сохранение сталью прочности в условиях высокой температуры.
Технологические свойства:
- Ковкость, то есть способность материала принимать заданную форму под действием внешних сил.
- Обрабатываемость резанием – важное свойство стали, которое упрощает производство металлопроката, так как данный металл хорошо поддается обработке режущим инструментом.
- Жидкотекучесть – способность расплава проникать в узкие зазоры, заполнять пространство.
- Свариваемость – позволяет осуществлять эффективные сварочные работы, формируя надежное неразъемное соединение, лишенное дефектов.
Механические свойства стали по ГОСТу
Прочность
От данной характеристики зависит, сможет ли металл не разрушиться под действием больших внешних нагрузок. Это механическое свойство стали измеряется количественно при помощи предела текучести и прочности:
- Пределом прочности называют максимальное механическое напряжение, при превышении которого происходит разрушение сплава.
- Предел текучести, то есть степень механического напряжения. Превышение данного показателя вызывает дальнейшее растяжение металла без дополнительной нагрузки.
Так, при небольших деформациях металлический стержень сохраняет упругость, возвращаясь к исходной длине после снятия приложенного напряжения. Если же напряжение оказывается выше предела текучести, наблюдается пластическая деформация изделия. Иными словами – происходит необратимое удлинение стержня, после которого он не способен вернуться к исходной длине.
Растяжение стержня до разрыва позволяет установить максимальное напряжение, то есть предел прочности материала на разрыв.
Пластичность
Данное механическое свойство стали позволяет ей под действием внешней нагрузки менять форму и потом сохранять ее. Для количественной оценки этого показателя измеряют удлинение при растяжении и угол изгиба. Если во время простого испытания на изгиб металл разрушается при большом пластическом прогибе, его признают пластичным. В противном случае речь идет о хрупком сплаве.

Хорошая пластичность проявляется при испытании растяжением в виде значительного удлинения заготовки либо ее сжатия. Под удлинением понимают увеличения длины в процентном выражении после разрушения до первоначальной длины. А сужение в процентах – это сокращение площади изделия в сравнении с исходным объемом.
Вязкость
Еще одно важное механическое свойство стали, которое подразумевает способность материала справляться с динамическими нагрузками. Его оценивают количественно как отношение работы, необходимой для разрушения образца, к площади его поперечного сечения. Чаще всего понятием «вязкость» обозначают уровень, при котором происходит нехрупкое разрушение металла.
Характер разрушения может быть хрупким или пластичным – разница между этими явлениями наиболее ярко прослеживается на примере ферритных стальных сплавов. Ферритные стали и все металлы, обладающие объемно-центрированной кубической атомной решеткой, имеют общую особенность: при низких температурах им свойственен хрупкий характер разрушения, а при высоких – пластичный. Температуру перехода из одного состояния в другое специалисты обозначают как температуру вязко-хрупкого перехода.
Маркировка сталей
В машиностроении высоко ценятся механические свойства конструкционной, то есть углеродистой и легированной стали, а также высоколегированных нержавеющих сталей. При обозначении марок конструкционной легированной стали (ГОСТ 4543) первые две цифры свидетельствуют о среднем содержании углерода, которое указывается в сотых долях процента.

Буквы в маркировке имеют такую расшифровку:
- Р – бор;
- Ю – алюминий;
- С – кремний;
- Т – титан;
- Ф – ванадий;
- Х – хром;
- Г – марганец;
- Н – никель;
- М – молибден;
- В – вольфрам.
После буквы идут цифры, которые обозначают примерное содержание легирующего элемента в целых единицах процента. Если цифр нет, то доля конкретного вещества в металле не превышает 1,5 %. Буква «А» в конце маркировки является признаком высококачественной стали. Показателем особенно высококачественной стали является буква «Ш» через три тире.
Механические свойства нержавеющих высоколегированных сталей (ГОСТ 5632) зависят от перечисленных далее компонентов. При маркировке они обозначаются таким образом:
- А – азот;
- В – вольфрам;
- Д – медь;
- М – молибден;
- Р – бор;
- Т – титан;
- Ю – алюминий;
- Х – хром;
- Б – ниобий;
- Г – марганец;
- Е – селен;
- Н – никель;
- С – кремний;
- Ф – ванадий;
- К – кобальт;
- Ц – цирконий.
После букв идут цифры, отражающие долю легирующего элемента в составе сплава в процентах.
Для фиксации основных механических свойств сталей применяют следующие обозначения:
- E – модуль упругости. Представляет собой коэффициент пропорциональности между нормальным напряжением и относительным удлинением.
- G – модуль сдвига, также известный как модуль касательной упругости. Это коэффициент пропорциональности между касательным напряжением и относительным сдвигом.
- μ – коэффициент Пуассона. Является абсолютным значением отношения поперечной к продольной деформации в упругой области.
- σт – условный предел текучести, то есть напряжение, при котором после снятия нагрузки остаточная деформация находится на уровне 0,2 %.
- σв – временное сопротивление, известное как предел прочности. Представляет собой такое механическое свойство металла, в том числе углеродистой стали, как прочность на разрыв.
- δ – относительное удлинение. Это отношение абсолютного остаточного удлинения образца после разрыва к начальной расчетной длине.
- HB, HRC, HV – твердость.
Таблица механических свойств сталей разных марок
Далее представлены механические свойства стали после термической обработки.
E = 200. 210 ГПа, G = 77. 81 ГПа, коэффициент Пуассона μ = 0,28. 0,31.
Наименование
Параметры термической обработки
Предел прочности σв, МПа
Предел текучести σт, МПа
Калибровка после отжига и отпуска
После отжига и отпуска
Пруток, закалка +860 °C, отпуск +500 °C в воде, масле
Пруток, закалка и отпуск
Пруток, закалка +1020…+1 100 °C на воздухе, в масле, воде
Влияние углерода на механические свойства стали
Механические свойства углеродистой стали определяются в первую очередь количеством углерода в составе сплава. При увеличении его доли возрастает объем цементита, сокращается величина феррита. Иными словами, повышаются прочность и твердость, снижается пластичность.

Стоит оговориться, что прочность становится выше при доле углерода в пределах 1 %, а при переходе этой отметки показатель уменьшается. Данная особенность объясняется тем, что по границам зерен в заэвтектоидных сталях образуется сетка вторичного цементита, которая негативно отражается на прочности материала.
Рост доли углерода приводит к увеличению количества цементита, а он является очень твердой и хрупкой фазой. Превосходит феррит по твердости примерно в 10 раз, имея показатель 800HB против 80HB. Вот почему увеличение содержания углерода позволяет повысить такие механические свойства стали, как прочность и твердость, и снизить пластичность, вязкость.
Когда количество углерода доходит до 0,8 %, возрастает доля перлита в сплаве от 0 % до 100 %, вызывая повышение твердости, прочности. Однако не стоит забывать, что последующий рост количества углерода вызывает образование вторичного цементита по границам перлитных зерен. Это явление мало влияет на твердость, но негативно сказывается на прочности, так как цементитная сетка очень хрупкая.
Повышение доли углерода отражается не только на механических, но и на физических свойствах стали. Снижается плотность, теплопроводность, магнитная проницаемость, тогда как удельное электросопротивление, коэрцитивная сила увеличиваются.
С ростом количества углерода происходит повышение порога хладноломкости, а именно: каждая десятая доля процента повышает t50 примерно на 20є. Поэтому сталь с долей углерода в 0,4 % при нулевой температуре становится хрупкой, из-за чего считается недостаточно надежной.
В железоуглеродистом сплаве содержится преимущественно связанный углерод в форме цементита. Тогда как в чугунах он присутствует в свободном состоянии в виде графита. Увеличение доли данного компонента приводит к изменению свойств металла: возрастает твердость, прочность, снижается пластичность.
Рекомендуем статьи
Количество углерода влияет как на механические, так и на технологические свойства стали. Чем выше содержание данного вещества, тем тяжелее металл режется, сваривается и деформируется. Последняя характеристика наиболее ярко проявляется в холодном состоянии.
От механических и химических свойств стали зависит сфера применения материала – ее можно узнать по маркировке. Металл, обладающий высокой жаропрочностью, подходит для использования при постоянных высоких температурах. Это же правило распространяется на марки стали с хорошей свариваемостью и стойкостью к образованию ржавчины.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: