При высоком отпуске углеродистых сталей мартенсит превращается в
Обновлено: 02.05.2024
Термическую обработку, заключающуюся в нагреве закаленной стали до температуры ниже точки называют отпуском.
Структура закаленной стали — мартенсит и остаточный аустенит — являются неравновесными фазами. Переход стали в более устойчивое состояние должен сопровождаться распадом мартенсита и остаточного аустенита с образованием структуры, состоящей из феррита и цементита. Распад этих фаз идет по диффузионному механизму, и поэтому скорость процесса в основном
Рис. 127. Схема возникновения искажений решетки при образовании зародыша карбида внутри кристаллика a-твердого раствора. Решетки карбида и а-фазы связаны между собой (когерентны). Белые кружки — атомы железа, черные — атомы углерода
обусловлена температурой нагрева. Из указанных фаз при нагреве в первую очередь начинает распадаться мартенсит.
Распад мартенсита (первое превращение при отпуске). На первой стадии превращения, протекающего при температуре ниже 200 °С, в кристаллах мартенсита образуются карбиды. На образование частиц этих карбидов углерод расходуется только из участков мартенсита, непосредственно окружающих кристаллы выделившихся карбидов. Концентрация углерода в этих участках резко уменьшается, тогда как более удаленные участки сохраняют исходную концентрацию углерода, полученную после закалки. Таким образом, после нагрева до низких температур (ниже 150 °С) в стали наряду с частицами выделившихся карбидов одновременно присутствуют два -твердых раствора (мартенсита) с более высокой (исходной) и низкой концентрацией углерода.
В связи 6 этим данный тип распада мартенсита называют двухфазным.
При температурах меньше 200 °С скорость диффузии мала, поэтому образующиеся частицы карбидов не увеличиваются, и распад мартенсита сопровождается зарождением новых частиц карбида, обычно на границах кристаллов мартенсита и в местах с повышенной плотностью дефектов.
Выделяющиеся карбидные частицы имеют форму тонких пластинок толщиной несколько атомных слоев и длиной несколько десятков нанометров. Пластинки 8 карбида когерентно связаны с решеткой а-раствора (рис. 127). Вследствие того, что удельные объемы карбида и а-раствора различны, между ними возникают сильные микроискажения кристаллических решеток обеих фаз.
Вторая стадия распада мартенсита протекает при температуре На этой стадии продолжают выделяться карбиды из мартенсита и, следовательно, он обедняется углеродом.
При этих температурах отпуска диффузия углерода возрастает, и кристаллы карбидов укрупняются в результате притока атомов углерода из областей твердого раствора (мартенсита) с повышенной концентрацией углерода. Поэтому в конечном счете концентрация углерода в кристаллах мартенсита оказывается близкой к однородной.
Частицы карбидов, образующиеся при низкотемпературном отпуске, по кристаллографическому строению и составу отличаются от цементита. В мартенсите после низкотемпературного отпуска присутствует гексагональный -карбид вероятно Образование -карбида при отпуске вместо более стабильного цементита объясняется тем, что на границе а-раствора и -карбида сопряжение решеток лучше, а следовательно, поверхностная энергия ниже, чем на границе мартенсита и цементита, и поэтому возникновение критического зародыша этого карбида требует меньшей флуктуации энергии.
При низкотемпературном отпуске легированных сталей не происходит диффузионного перераспределения легирующих элементов и поэтому выделяющиеся частицы карбидов имеют такое же среднее содержание легирующих элементов, как и в мартенсите.
Структуру, образующуюся в результате распада мартенсита при температурах ниже 350 °С, называют отпущенным мартенситом, который отличается от мартенсита закалки меньшей концентрацией в нем углерода и включением дисперсных кристалликов -карбида, когерентно связанных о решеткой мартенсита. Содержание углерода в отпущенном мартенсите определяется температурой и продолжительностью нагрева, а также составом исходного мартенсита. Чем выше температура отпуска, тем меньше содержание углерода, в твердом растворе (мартенсите). С увеличением длительности нагрева при этих температурах сначала наблюдается интенсивное выделение углерода, а затем процесс замедляется и при больших выдержках практически прекращается.
Обеднение раствора углеродом приводит к тому, что степень его тетрагональности постепенно уменьшается и при температуре 300—350 °С становится практически равной единице, как в кубической решетке. Это свидетельствует о том, что количество углерода, остающегося в -твердом растворе (мартенсите), приближается к равновесному. Однако решетка а-раствора остается упругоискаженной и отличается повышенной плотностью дефектов строения. Распад мартенсита при отпуске сопровождается уменьшением объема.
Легирующие элементы оказывают незначительное влияние на распад мартенсита только при температурах ниже При более высоких температурах введение в сталь сильно тормозит процессы распада мартенсита, образования и роста частиц карбидов. Это имеет большое практическое значение. Если в углеродистой и низколегированной стали состояние отпущенного мартенсита, обладающего высокой твердостью, сохраняется лишь до 250—350 °С, то в высоколегированной стали такое состояние сохраняется до и выше.
Превращение остаточного аустенита (второе превращение при отпуске). При отпуске высокоуглеродистых и многих легированных среднеуглеродистых сталей, содержащих повышенное количество остаточного аустенита при температуре 200-300 °С происходит его распад. Механизм распада остаточного аустенита, по-видимому, близок к механизму бейнитного превращения переохлажденного аустенита (см. с. 176). В результате превращения остаточного аустенита образуются те же фазы, т. е. обедненный углеродом мартенсит и частицы карбидов, что и при отпуске закаленного мартенсита при той же температуре, но структурное состояние продуктов распада отличается от состояния продуктов, получаемых при превращении мартенсита.
Большинство легирующих элементов не только увеличивает количество остаточного аустенита в закаленной стали из-за снижения температуры но и повышает температурный интервал его распада при отпуске. В некоторых высоколегированных сталях, например в быстрорежущих, содержащих 25-35 % остаточного аустенита, распад его протекает после отпуска при температуре 500-600 °С.
Снятие внутренних напряжений и карбидное превращение (третье превращение при отпуске). При температуре 350-400 РС полностью завершается процесс выделения углерода из а-раствора (мартенсита), происходит нарушение когерентности и обособление решеток феррита и карбида, связанное с одновременным протеканием карбидного превращения, в результате которого образуется цементит
Кроме того, изменяются размеры и форма карбидных частиц (она приближается к сфероидальной). Наряду с карбидными превращениями при этих температурах отпуска также происходит изменение структуры — полигонизация а-фазы и релаксация макро- и микронапряжений, возникающих при закалке в процессе мартенситного превращения. Образующуюся после отпуска при структуру обычно называют трооститом отпуст.
Коагуляция карбидов. Повышение температуры отпуска до и выше в углеродистых и во многих низко- и среднелегированных сталях не вызывает изменения фазового состава. Однако с повышением температуры изменяется микроструктура; протекает процесс коагуляции и сфероидизации карбидов.
Коагуляция карбидов в процессе отпуска происходит вследствие переноса атомов углерода через -твердый раствор, при этом происходит растворение более мелких и рост более крупных частиц карбидов при обеднении углеродом -твердого раствора (см. с. 60). Структуру стали после высокого отпуска называют сорбитом отпуст.
Частицы карбидов в структуре троостита или сорбита отпуска в отличие от троостита и сорбита, полученных в результате распада переохлажденного аустенита, имеют зернистое, а не пластинчатое
строение. Образование зернистых структур улучшает многие свойства стали. При одинаковой твердости, временном сопротивлении и пластичности сталь с зернистой структурой имеет более высокие значения предела текучести, относительного сужения и ударной вязкости.
В результате коагуляции размер частиц карбидов становится мм, тогда как после отпуска при 400-450 °С он составляет 3-10-5 мм (троостит отпуска). При температурах, близких к точке образуется еще более грубая ферритно-карбидная структура (диаметр карбидных частиц мм), называемая зернистым перлитом (зернистым цементитом).
Легирующие элементы замедляют процесс коагуляции, поэтому после отпуска при одинаковой темперглуре сталь, легированная этими элементами, сохраняет более высокую дисперсность карбидных частиц, соответственно большую прочность. При указанных высоких температурах становится возможной диффузия и легирующих элементов, которая приводит к их перераспределению между ферритом и цементитом. Карбидообразующие элементы диффундируют из феррита в цементит, некарбидообразующие — из цементита в феррит. Обогащение цементита легирующими элементами до предела насыщения приводит к его превращению в специальный карбид который образуется в тех самых местах, где ранее были частицы цементита (превращение «на месте»). Карбиды типа и образуются путем зарождения карбида в твердом растворе с последующим выделением. Это требует перераспределения углерода между твердым раствором и карбидной фазой. Выделение из твердого раствора карбидов нередко вызывает повышение твердости — дисперсное упрочнение.
Влияние отпуска на механические свойства. Распад мартенсита при отпуске влияет на все свойства стали. При низких температурах отпуска (до 200-250 °С) уменьшается склонность стали к хрупкому разрушению. В случае низкотемпературного отпуска твердость закаленной и отпущенной стали мало зависит от содержания в ней легирующих элементов и определяется в основном содержанием углерода в а-растворе (мартенсите). В связи с этим высокоуглеродистые стали, имеющие высокую твердость после закалки, сохраняют ее (более высокое содержание углерода в мартенсите) и после отпуска при температурах до 200-250 °С. Прочность и вязкость стали при низких температурах отпуска несколько возрастает вследствие уменьшения макро- и микронапряжений и изменения структурного состояния. Повышение температуры отпуска от 200—250 до 500-600 °С заметно снижает твердость, временное сопротивление, предел текучести и повышает относительное удлинение, сужение (рис. 128, а) и трещиностойкость
Все легированные стали, особенно содержащие карбидообразующие элементы, после отпуска при одинаковых температурах
Рис. 128. Влияние температуры отпуска на механические свойства закаленной стали с 0,45% С (а) и изменение ударной вязкости легированной стали в зависимости от температуры отпуска и последующей скорости охлаждения (б)
обладают более высокой твердостью, чем углеродистые, что связано с замедлением процесса распада мартенсита, образования и коагуляции карбидов. В сталях, содержащих большое количество таких элементов, как хром, вольфрам или молибден, в результате отпуска при высоких температурах (500-600 °С) наблюдается даже повышение твердости, связанное с выделением в мартенсите частиц специальных карбидов, повышающих сопротивление пластической деформации (дисперсное упрочнение).
Хрупкость при отпуске легированных сталей. При отпуске (250—400 и 500-550 °С) некоторых легированных сталей снижается ударная вязкость. Такое снижение вязкости получило название отпускной хрупкости.
В легированной стали могут возникнуть два вида отпускной хрупкости (рис. 128, б).
Первый вид отпускной хрупкости, называемой необратимой отпускной хрупкостью, или хрупкостью I рода, наблюдается в результате отпуска при 250-400 °С. Этот вид хрупкости присущ в той или другой мере всем сталям. Отличительной особенностью хрупкости I рода является ее необратимый характер; повторный отпуск при той же температуре не улучшает вязкости. Хрупкость этого вида устраняется нагревом до температуры свыше 400 °С, снижающим, однако, твердость. Последующий нагрев при 250 — 400 °С не снижает ударную вязкость.
Сталь в состоянии необратимой отпускной хрупкости имеет блестящий межкристаллитный излом. Хрупкое состояние обусловлено возникновением объемно-напряженного состояния, получающегося при неоднородном распаде мартенсита. В связи с этим
отпуск в области температур наиболее интенсивного развития хрупкости I рода не проводят.
Второй вид отпускной хрупкости, называемой обратимой отпускной хрупкостью, или хрупкостью II рода, наблюдается в некоторых сталях определенной легированности, если они медленно охлаждаются (в печи или даже на воздухе) после отпуска при 500-550 °С. При развитии хрупкости II рода происходит сильное уменьшение ударной вязкости и, что самое главное, повышение порога хладноломкости. В стали в состоянии хрупкости
II рода уменьшаются работа зарождения трещины и особенно ее распространение. Этот вид хрупкости не возникает, если охлаждение о температуры отпуска проводят быстро, например в воде (см. рис. 128, б). При быстром охлаждении с температур отпуска 500-550 °С излом — волокнистый, характерный для вязкого состояния. После медленного охлаждения получается хрупкий кристаллический излом.
Существенным признаком хрупкоети II рода является ее обратимость. Хрупкость, возникшая в результате медленного охлаждения с 500-550 °С, может быть устранена повторным отпуском при 600-650 °С с последующим быстрым охлаждением. Она может быть вызвана вновь дополнительным отпуском определенной длительности при 500-550 °С.
Хрупкость II рода наиболее часто наблюдается в сталях, содержащих повышенное количество фосфора, марганца, кремния, хрома или же при одновременном введении в сталь хрома и никеля или марганца. Введение в сталь молибдена или вольфрама в небольшом количестве или значительно уменьшает склонность ее к отпускной хрупкости.
Появление хрупкости II рода наиболее вероятно связано с диффузией растворенных атомов некоторых элементов к границе зерна и насыщением поверхностных слоев зерна этими элементами без выделения избыточных мелкодисперсных фаз (карбидов, фосфидов и т. д.). Особенно значительное влияние оказывает обогащение пограничных зон фосфором, снижающим работу образования межзеренных трещин, что приводит к развитию отпускной хрупкости. Легирующие элементы хром, марганец, никель повышают содержание фосфора в приграничнвгх объемах, а молибден и вольфрам, наоборот, снижают, уменьшая склонность к отпускной хрупкоети.
Назначение, виды отпусков сплавов, закаленных на мартенсит, структура и свойства, которые формируются
Рассмотрение закономерностей фазовых и структурных превращений в закаленном на мартенсит металле целесообразно начать для принципиального понимания с углеродистой стали, для исключения наложения тех процессов, которые вносит легирование металла.
Изучение влияния отпуска на свойства закаленных металлов начнем с исследования дилатометрической кривой углеродистой стали. Дилатометрия- раздел физики, изучающий тепловое изменение объемных размеров металлического образца при нагреве или охлаждении, а в данном случае на эти изменения накладываются еще фазовые и структурные превращения, происходящие в мартенсите.
Дилатометрические исследования углеродистой закаленной стали при последующем нагреве показали (впервые это было получено Г. Ганеманом и Л. Трегером) наличие трех температурных интервалов (рис. 1.3), в которых происходит наиболее значимое изменение объема металла:
· уменьшение длины образцов при нагреве в интервале температур ~70-150 0 С;
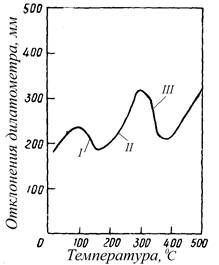
· увеличение длины образцов в интервале температур ~150-300 0 С;
· уменьшение длины образца при нагреве в интервале ~300-350 0 С.
Рисунок 1.3 - Дилатометрическая кривая отпуска закаленной углеродистой стали с 1,2%С (Белоус М.В. и др.)
В соответствии с этими изменениями объемных размеров закаленного металла при нагреве, превращения при отпуске и были названы соответствующим образом - первое, второе и третье превращения (эти понятия условные, но по традиции используются в литературе).Существует еще и четвертое превращение при отпуске, которое дилатометрически не фиксируется, а подтверждается рентгеноструктурными методами, световой, электронной микроскопии и др. методами.
Под первым превращением мартенсита (отпуск при ~70-150 0 С приводит к укорачиванию образцов) понимается 1-я стадия распада мартенсита- выделение углерода из пересыщенного a-твердого раствора путемдвухфазного распада с образованием дисперсных выделений карбидной фазы.
Под двухфазным распадом твердого раствора понимается наличие на этой стадии отпуска в стали одновременно два твердых раствора углерода в a-железе:
· не испытавший распада твердый раствор с исходной концентрацией углерода;
· обедненный углеродом твердый раствор за счет выделения частиц карбидной фазы.
Двухфазный распад мартенсита развивается в результате выделения углерода и возникновения новых частиц карбидов в участках мартенсита с исходной концентрацией углерода (а не роста ранее образовавшихся). Выделение внедренных атомов углерода и азота из решетки железа при отпуске мартенсита приводит к уменьшению степени искажения кристаллической решетки – уменьшение степени ее тетрагональности (рис. 1.4). Именно этот процесс и приводит к укорачиванию дилатометрических образцов при отпуске.
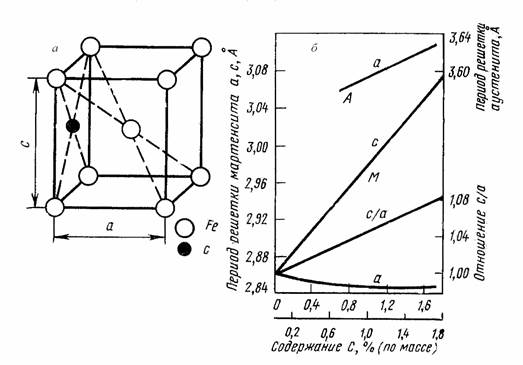
Рисунок 1.4 - Тетрагонально искаженная элементарная ячейка объемно-центрированного куба (а) и степень тетрагональности решетки (с/а) мартенсита в зависимости от содержания углерода (б)
Отечественными учеными Курдюмовым Г. В., Штейнбергом С. С., Арбузовым М. П. и др. было впервые установлено, что в области температур первого превращения мартенсит закалки переходит в мартенсит отпуска, концентрация углерода в котором значительно меньше по сравнению с исходным закаленным состоянием. При этом выделившийся углерод образует дисперсную метастабильную карбидную фазу (e-карбид, Fe2,4C), температура образования которой в углеродистых сталях находится в интервале температур до ≈220 0 С, характерном для 1-й и 2-й стадий распада мартенсита закалки.
При этом надо отметить, что в соответствии с информацией, изложенной в старых учебных пособиях, в сталях с содержанием углерода менее 0,2% стадии образования низкотемпературного промежуточного карбида (e-карбида) нет.
Поэтому для таких сталей на этой стадии отпуска мартенсита происходит уменьшение уровня остаточных напряжений, повышается относительное удлинение, практически при неизменной твердости, прочности и вязкости металла.
Результаты исследований последних 5-7 лет показывают, что эта стадия присуща и для сталей с концентрацией углерода менее 0,2%.
Второе превращение мартенсита при отпуске (~150-300 0 С, происходит удлинение образцов) связывают с распадом остаточного аустенита (либо в мартенсит - при отпуске до температур ~180 0 С, либо в бейнит - при температурах выше 180 0 С), при этом, чем больше углерода в стали (увеличивается количество Аост, т.к. снижается температура точек Мн и Мк), тем больше эффект увеличения образца из-за распада Аост. Высокая скорость нагрева металла при отпуске либо повышенная степень легирования стали может сдвигать температуру распада Аост до 400-600 0 С. Распад аустенита остаточного сопровождается также увеличением намагниченности металла, понижением его электросопротивления и значительным тепловым эффектом. На этой стадии отпуска происходит также дальнейший распад мартенсита. Структура стали при температурах ниже 300 0 С называется отпущенным мартенситом (отличается от мартенсита закалки практически полным отсутствием тетрагональности (рис. 1.4) и значительно большей травимостью металла из-за выделения карбидной фазы и уменьшения уровня напряжений). Легирующие элементы (никель, молибден, ванадий, медь) повышают температуру распада Аост незначительно, а кремний, хром, марганец существенно повышают температуру его распада.
В сталях с концентрацией углерода свыше 0,2% углерода при температурах отпуска до ~200-220 0 С выделяющийся из мартенсита углерод образует метастабильный карбид (e), при дальнейшем повышении температуры отпуска происходит растворение частиц e-карбида, а при температурах отпуска выше ~260 0 С в углеродистых сталях происходит образование стабильного карбида – цементита (Fe3C) и рост выделившихся карбидных частиц (в условиях когерентных или полукогерентных границ с матрицей). Легирование сталей (например, кремнием) приводит к существенному повышению температуры растворения e-карбида.
После отпуска при температурах 150-300 0 С происходит снижение прочностных характеристик и уровня напряжений в металле, повышаются значения характеристик пластичности при практически неизменной вязкости металла (см. рис 1.2).
Третье превращение в закаленной стали при отпуске (~300-400 0 С, приводит к уменьшению длины образца) связывают с растворением или переходом низкотемпературного метастабильного карбида в цементит. В этом интервале температур происходит также окончательное выделение углерода из a- твердого раствора (как и на предыдущих стадиях распада мартенсита), продолжается образование стабильного карбида (цементита или легированного цементита) и при повышении температуры происходитчастичный разрыв когерентной связи частиц карбидов (Fe3C) с матрицей. При достижении верхнего интервала температур отпуска те частицы, которые стали уже когерентными, начинают коагулировать. Интенсивный рост когерентных частиц цементита начинается с температур отпуска ~400-450 0 С. После отпуска 300-450 0 С (выше температуры Мн) в закаленной углеродистой стали получают сильно травящуюся дисперсную структуру, называемую трооститом отпуска. В области температур отпуска ~360-400 0 С происходит повышение характеристик пластичности, прочности – пределов упругости, пропорциональности, текучести в результате закрепления дислокаций дисперсными частицами цементита (рис. 1.5).
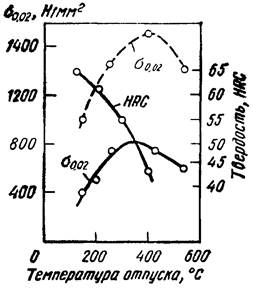
Рисунок 1.5 - Зависимость значений предела упругости и твердости закаленных углеродистых сталей от температуры последующего отпуска. Дисперсионное твердение обеспечивается за счет выделения частиц цементита и легированного цементита (И. Артингер)
Твердость при этом может оставаться примерно на одном уровне или даже повышаться (этот эффект называется дисперсионным твердением). Уровень микронапряжений в металле продолжает уменьшаться.
Четвертое превращение при отпуске закаленной стали (~500-700 0 С) связывают с процессами полной потери когерентности частиц цементита с матрицей, интенсивной коагуляцией карбидов и рекристаллизацией a-фазы. После отпуска ~450-650 0 С мартенсит закалки распадается на сорбит отпуска. При температурах отпуска ~600 0 С и выше частицы цементита приобретают форму, близкую к сферической.
Известно, что существенное влияние на процесс коагуляции частиц имеет исходное структурное состояние сплавов. Скорость процесса возрастает с увеличением степени дисперсности частиц, в связи с увеличением активной поверхностности карбидов. Например, скорость коагуляции максимальна для дисперсных частиц размером 1-10х10 -6 мм. Изменение дисперсности частиц от 1х10 -6 мм до 20х10 -6 мм занимает около 2-х секунд. Сталь с различной начальной структурой (мартенсит, троостит, перлит) обладает различной способностью к коагуляции, наибольшей для мартенсита, наименьшей для перлита. А структура литой углеродистой стали с ~0,3% С сфероидизируется в 10 раз медленнее, чем нормализованная. Таким образом, равновесное состояние сталей и сплавов при высоком отпуске достигается тем скорее, чем менее равновесным является исходное состояние металла. Содержание углерода в стали также оказывает влияние на скорость коагуляции и размер частиц вторичной фазы. При повышении концентрации углерода в сталях процесс коагуляции протекает быстрее, чем в аналогичных условиях в стали с меньшим содержанием углерода и количество крупных частиц будет в высокоуглеродистой стали больше, чем в стали с меньшим содержанием углерода.
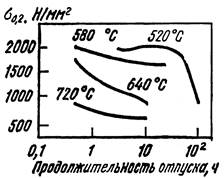
В легированных сталях, в которых концентрация карбидообразующих легирующих элементов достаточна для образования специальных карбидов, с температур ~500 0 С и выше происходит образование специальных карбидов. Соответственно стадия дисперсионного твердения (называется вторичное твердение – рис. 1.6) сдвигается в сторону повышенных температур по сравнению с углеродистыми сталями (сравнить рис. 1.5 и 1.6). Этому предшествует стадия растворения цементита, возможен вариант перестройки цементита в специальный карбид.
Рисунок 1.6 - Влияние температуры и продолжительности отпуска на предел текучести стали 4Х5МФС. Вторичное твердение при температурах высокого отпуска обеспечивается выделением специальных карбидов (И. Артингер)
Практически на всех стадиях отпуска мартенсита в структуре происходят процессы возврата и рекристаллизации, но видимую перестройку тонкой структуры (дислокационной) под электронным микроскопом можно наблюдать с температур отпуска примерно 400 0 С и выше. Под световым микроскопом изменения микроструктуры хорошо различаются после отпуска ~500 0 С и выше. А после отпуска ~600 0 С микроструктура закаленной углеродистой стали теряет характерные морфологические признаки мартенсита (т.е. игольчатость) и под световым микроскопом видны ферритные поля с большей или меньшей плотностью скоагулированных частиц цементита.
Отпуск стали
Закаленная сталь очень твердая, но она хрупкая, у нее низкая пластичность и большие внутренние напряжения. В таком состоянии изделие не работоспособно, не надежно в эксплуатации. Поэтому для уменьшения внутренних напряжений и повышения пластичности после закалки всегда следует еще одна операция термической обработки, которая называется отпуск.
Отпуск – заключительная термическая операция, состоящая в нагреве закаленного сплава ниже температуры фазового превращения (для углеродистой стали это ниже температуры Ас1), выдержке и охлаждении на воздухе. Целью отпуска является получение более равновесной структуры, снятие внутренних напряжений, повышение вязкости и пластичности, создание требуемого комплекса эксплуатационных свойств стали.
Различают три вида отпуска.
1. Низкий отпуск углеродистой стали проводят при температуре 150-200 0 С. При этом из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц. Но поскольку скорость диффузии здесь еще мала, некоторая часть углерода в мартенсите остается.
Целью низкого отпуска является снижение внутренних напряжений и некоторое уменьшение хрупкости при сохранении высокой твердости, прочности и износостойкости изделий. Структура стали в результате низкого отпуска представляет собой мартенсит отпуска или мартенсит отпуска и вторичный цементит. Закалке и низкому отпуску подвергают режущий и мерительный инструмент, а так же изделия, которые должны обладать высокой твердостью и износостойкостью (например, штампы для холодной штамповки или валки прокатных станов). Закалке и низкому отпуску подвергают стали с 0,7 – 1,3 %С.
2. Средний отпуск проводят при температуре 350 – 450 0 С. При этом из мартенсита уже выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональные искажения кристаллической решетки железа снимаются, она становится кубической. Мартенсит превращается в феррито-цементитную смесь с очень мелкими, в виде иголочек, частицами цементита, которая называется трооститом отпуска.
При этом происходит некоторое снижение твердости при значительном увеличении предела упругости и улучшения сопротивляемости действию ударных нагрузок. Закалку и средний отпуск проводят для пружин, рессор, ударного инструмента. Средний отпуск применяют для стали с содержанием углерода 0,5–0,65%.
3. Высокий отпуск проводят для среднеуглеродистых сталей с содержанием углерода 0,3 – 0,45%. Он заключается в нагреве закаленной стали до температуры 550 - 650 0 С. Цель высокого отпуск – достижение оптимального сочетания прочности, пластичности и вязкости. Структура стали после закалки и высокого отпуска – сорбит отпуска (мелкая смесь феррита и зернистого цементита, более крупного по сравнению с цементитом троостита отпуска). Термическая обработка, состоящая из закалки и последующего высокого отпуска, является основным видом термической обработки изделий из конструкционных сталей, подвергающихся в процессе эксплуатации действию высоких напряжений и ударных, часто знакопеременных нагрузок. Закалку с последующим высоким отпуском называют улучшением.
Время выдержки при низком отпуске составляет от 1 до 10-15 часов, так как при таких низких температурах диффузия углерода идет медленно. Для среднего и высокого отпуска обычно достаточно 1-2 часа. Для дисков газовых и паровых турбин, валов, цельнокованых роторов в теплоэнергетике требуется до 8 часов, потому что их структура должна быть максимально стабильной.
Изменение механических характеристик углеродистой стали при отпуске показано на рис. 43.
Рис.43. Изменение механических свойств стали при отпуске
Таким образом, с повышением температуры и продолжительности отпуска увеличиваются пластические свойства стали, но снижаются ее твердость и прочность. В практике термической обработки стали режим отпуска назначают в соответствии с требуемыми свойствами, которые определяются условиями работы детали.
Отпускная хрупкость.
Отпускной хрупкостью называют резкое падение ударной вязкости при отпуске при определенных температурах.
Различают два вида отпускной хрупкости – низко температурную и высоко температурную. Первая развивается в температурном интервале 250-4000С. Ее называют необратимой или отпускной хрупкостью первого рода. Ударная вязкость закаленной стали после отпуска в этом интервале меньше, чем после отпуска ниже 2500С (рис. 44).
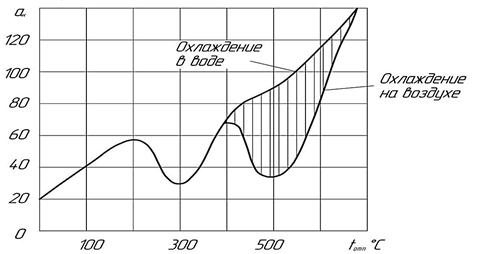
Рис. 44. Зависимость ударной вязкости от температуры отпуска
Если охрупченную сталь, отпущенную при 250-400 0 С, отпустить при более высоких температурах для перевода в вязкое состояние, то повторный отпуск в интервале 250-400 0 С не возвращает сталь в хрупкое состояние. Поэтому такую отпускную хрупкость называют необратимой.
Необратимая отпускная хрупкость в большей или меньшей степени свойственна всем сталям и не зависит от скорости охлаждения с температур отпуска. Ее причину связывают с неоднородным выделением карбидов по границам зерен при распаде мартенсита.
Второй провал на кривой ударной вязкости приходится на интервал температур отпуска примерно 450-600 0 С при медленном охлаждении (рис.44). При этом быстрое охлаждение с температур высокого отпуска, например в воде, предотвращает развитие отпускной хрупкости. Если же сталь вновь нагреть в этот интервал и медленно охладить, то отпускная хрупкость возвращается. Новый нагрев выше 600 0 С с быстрым охлаждением устраняет хрупкость и т.д. Поэтому это явление называют обратимой или отпускной хрупкостью второго рода.
Развитие отпускной хрупкости второго рода связывают с повышенной концентрацией фосфора на границах зерен. Наиболее широко используемые легирующие элементы – хром, никель, марганец усиливают эффект обратимой хрупкости, а введение молибдена и вольфрама уменьшают его. Особенно сильно на снижение склонности к отпускной хрупкости влияет молибден при введении его в сталь более 0,2%.
37. Отпуск сталей. Превращения в стали при отпуске, изменение микроструктуры и свойств
Отпуском называется операция нагрева закаленной стали для уменьшения остаточных напряжений и придания комплекса механических свойств, которые необходимы для долголетней эксплуатации изделия. Отпуск производится путем нагрева деталей, закаленных на мартенсит до температуры ниже критической. При этом в зависимости от температуры нагрева могут быть получены состояния мартенсита, троостита или сорбита отпуска. Эти состояния отличаются от состояний закалки по структуре и свойствам: при закалке цементит (в троостите и сорбите) получается в форме удлиненных пластинок, как в пластинчатом перлите. А при отпуске он получается зернистым или точечным, как в зернистом перлите.
При отпуске закаленной на мартенсит стали в ней происходят превращения, которые приводят к распаду мартенсита и образованию равновесного структурно-фазового состава. Интенсивность и результат этих превращений зависят от температуры отпуска. Температуру отпуска выбирают в зависимости от функционального эксплуатационного назначения изделия.
В процессе многолетней эксплуатационно-производственной практики сложились три основные группы изделий, требующие для их успешной эксплуатации «своих» специфических комплексов вязкостно-прочностных свойств.
Первая группа: режущие измерительные инструменты и штампы для холодной штамповки. От их материала требуются высокая твердость и небольшой запас вязкости. Вторую группу составляют пружины и рессоры, от материала которых требуется сочетание высокого предела упругости с удовлетворительной вязкостью. Третья группа включает большинство деталей машин, испытывающих статические и особенно динамические или циклические нагрузки. При длительной эксплуатации изделий от их материала требуется сочетание удовлетворительных прочностных свойств с максимальными показателями вязкости.
В зависимости от температуры нагрева существует три вида отпуска: низкотемпературный (низкий), среднетемпературный (средний) и высокотемпературный (высокий). Преимуществом точечной структуры является более благоприятное сочетание прочности и пластичности.
При низком отпуске (нагрев до температуры 200–300°) в структуре стали в основном остается мартенсит, кроме того, начинается выделение карбидов железа из твердого раствора углерода в б-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях.
Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес. При среднем37б и высоком отпуске сталь из состояния мартенсита переходит в состояние троостита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость. При высоком отпуске сталь получает сочетание механических свойств, повышение прочности, пластичность и вязкость, поэтому высокий отпуск стали после закалки ее на мартенсит называют кузнечным штампом, пружин, рессор, а высокий – для многих деталей, подверженных действию высоких напряжений.
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющей высокую вязкость и поэтому плохую обрабатываемость режущим инструментом. Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950–970°), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
Цель отпуска – не просто устранить внутренние напряжения в закаленной стали. При низком отпуске мартенсит частично освобождается от пересыщающих его решетку атомов углерода, основу мартенсита отпуска составляет пересыщенный твердый раствор углерода.
Среднетемпературный (средний) отпуск производится при температуре от 350 до 450 °C. При таком нагреве завершается распад мартенсита, приводящий к образованию нормальных по составу и внутреннему строению феррита и цементита. Вследствие недостаточной интенсивности диффузионных процессов размер зерен образующихся фаз оказывается очень малым.
Высокотемпературный (высокий) отпуск осуществляется при 500–650 °C. При таких условиях нагрева при усилившихся диффузионных процессах происходит образование более крупных зерен феррита и цементита, сопровождающееся снижением плотности дислокаций и полным устранением остаточных напряжений.
Получающийся при высоком отпуске продукт распада мартенсита, называемый сорбитом отпуска, обладает максимальной для стали вязкостью.
Такой комплекс является идеальным для деталей машин, подвергающихся динамическим нагрузкам. Благодаря этому преимуществу термическую обработку, сочетающую закалку и высокий отпуск, издавна называют улучшением.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
3. Диффузионные и бездиффузионные превращения
3. Диффузионные и бездиффузионные превращения Под диффузией понимают перемещение атомов в кристаллическом теле на расстояния, превышающие средние межатомные расстояния данного металла. Если перемещения атомов не связаны с изменением концентрации в отдельных объемах,
2. Стали: классификация, автоматные стали
2. Стали: классификация, автоматные стали Стали служат материальной основой машиностроения, строительства и других отраслей промышленности. Стали являются основным сырьем для производства листового и профильного проката.По способу производства стали разделяют на
1. Влияние легирующих компонентов на превращения, структуру, свойства сталей
1. Влияние легирующих компонентов на превращения, структуру, свойства сталей Легирующие компоненты или элементы, вводимые в стали в зависимости от их взаимодействия с углеродом, находящемся в железоуглеродистых сплавах, подразделяют на карбидо—образующие и
3. Диаграмма изотермического превращения аустенита
3. Диаграмма изотермического превращения аустенита На рис. 10 представлена диаграмма изотермического превращения аустенита стали, содержащей 0,8 % углерода.По оси ординат откладывается температура. По оси абсцисс – время. Рис. 10. Диаграмма изотермического превращения
4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация
4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация Термическую обработку металлов и сплавов, а также изделий из них применяют для того, чтобы вызвать необратимое изменение свойств вследствие необратимого изменения структуры.Термическая
30. Закон сохранения и превращения энергии
30. Закон сохранения и превращения энергии Первый закон термодинамики основан на всеобщем законе сохранения и превращения энергии, который устанавливает, что энергия не создается и не исчезает.Тела, участвующие в термодинамическом процессе, взаимодействуют друг с
ПРЕВРАЩЕНИЯ САМОВАРА
ПРЕВРАЩЕНИЯ САМОВАРА Для начала давайте поставим самовар.Было углей в самоваре полно, а вскипел самовар — и на дне одна зола. Где угли?Как где? Сгорели. С кислородом соединились. Обернулись летучим газом и улетели в трубу. Это каждый знает. А кто не поверит, те могут газ
2.3. Учет и отпуск спирта на производственно-технические нужды со склада предприятия
2.3. Учет и отпуск спирта на производственно-технические нужды со склада предприятия 2.3.1. Согласно действующим на предприятии нормам расхода этилового спирта каждому подразделению устанавливаются лимиты потребления спирта на планируемый год. Подписанные главным
3. Световая микроскопия; количественные характеристики микроструктуры
3. Световая микроскопия; количественные характеристики микроструктуры Самые разнообразные методы применяются для исследования внутреннего строения сплавов, большинство основано на физических принципах.Изучение строения металлов начинается с помощью простого и
27. Строение и свойства железа; метастабильная и стабильная фазовые диаграммы железо-углерод. Формирование структуры углеродистых сталей. Определение содержания углерода в стали по структуре
27. Строение и свойства железа; метастабильная и стабильная фазовые диаграммы железо-углерод. Формирование структуры углеродистых сталей. Определение содержания углерода в стали по структуре Сплавы железа с углеродом являются самыми распространенными металлическими
29. Белые, серые, половинчатые, высокопрочные и ковкие чугуны Формирование микроструктуры, свойства, маркировка и применение
29. Белые, серые, половинчатые, высокопрочные и ковкие чугуны Формирование микроструктуры, свойства, маркировка и применение Чугун – это сплав железа с углеродом. Чугун содержит углерод – 2,14 % и более дешевый материал, чем стали. Он обладает пониженной температурой
33. Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения
33. Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения Отжиг – операции нагрева и медленного охлаждения стали с целью выравнивания химического состава,
34. Изменение микроструктуры и механических свойств металлов при нагреве после горячей и холодной обработки давлением
34. Изменение микроструктуры и механических свойств металлов при нагреве после горячей и холодной обработки давлением Обработка металлов давлением основана на их способности в определенных условиях пластически деформироваться в результате воздействия на
40. Классификация и маркировка легированных сталей. Влияние легирующих элементов на превращения, микроструктуру и свойства стали; принципы разработки легированных сталей
40. Классификация и маркировка легированных сталей. Влияние легирующих элементов на превращения, микроструктуру и свойства стали; принципы разработки легированных сталей Легированная сталь – это сталь, которая содержит кроме углерода и обычных примесей, другие
41. Конструкционные стали: строительные, машиностроительные, высокопрочные. Инструментальные стали: стали для режущего инструмента, подшипниковые, штамповые
41. Конструкционные стали: строительные, машиностроительные, высокопрочные. Инструментальные стали: стали для режущего инструмента, подшипниковые, штамповые Углеродистые инструментальные стали У8, У10, У11,У12 вследствие малой устойчивости переохлажденного аустенита
Особенности и виды отпуска стали как способа термообработки металла
Отпуск стали – вид термической обработки, применяемый для изделий, прошедших закалку с полиморфным превращением. Что значит «отпущенная сталь»? Это сталь, нагретая ниже температур, при которых происходит изменение типа кристаллической решетки. Далее металл выдерживается в нагретом виде определенное время, затем следует медленное охлаждение, как правило, на воздухе. Назначение отпуска – ослабление или ликвидация внутренних напряжений, увеличение пластичности и вязкости, некоторое уменьшение твердости, полученной при закалке, снижение хрупкости. От правильного выполнения термообработки во многом зависит качество закаленной детали. В зависимости от целевого назначения, выбирают оптимальный режим процесса.
Что такое отпуск стали
Отпуском металла называют один из видов термической обработки, при которой сохраняется его фазовое состояние, но при этом корректируется ряд закалочных характеристик. В первую очередь при отпуске резко уменьшается напряжение внутренней структуры, которое возникает в результате деформаций кристаллической решетки при закалке.
Кроме того, снижается жесткость и хрупкость, что является следствием насыщения игольчатых элементов мартенсита ферритом и образования перлитовых зерен (см. рис. ниже). Такая структура сохраняет свойства закаленного металла, но вместе с тем становится более пластичной и вязкой.
У легированных сталей все эти процессы протекают с некоторыми отличиями, которые связаны с тем, что легирующие элементы в определенных условиях становятся центрами кристаллизации и таким образом изменяют физико-химические характеристики металла.

Стальные изделия отпускают путем их нагрева до заданного значения с последующим медленным охлаждением на открытом воздухе или в специальной среде. От температуры разогрева напрямую зависит фазовое состояние и структура металла, образующиеся после отпускания, а следовательно, и его физические характеристики.
В целом соблюдается правило: чем выше температура, тем ниже хрупкость и твердость и выше гибкость и вязкость. В зависимости от используемых температурных диапазонов выделяют три основных вида отпуска стали: низкий, средний и высокий, пределами нагревания которых являются, соответственно, 300 ºC, 450 ºC и 650 ºC. Первый вид характеризуется самой высокой твердостью, а последний — самой большой ударной вязкостью.
Температуры нагрева при отпуске сталей напрямую зависят от их химического состава, т. к. легирующие добавки оказывают значительное влияние на процесс формирования структурных элементов. Обычно это связано с замедлением распада мартенсита, что требует повышения температурных режимов.
Кроме того, при отпуске высоколегированных сталей могут присутствовать такие явления, как увеличение жесткости, связанное с образованием троостита, и возникновение отпускной хрупкости.

Отпуск быстрорежущих инструментальных сталей
Основными легирующими элементами быстрорежущих сталей (Р18, Р6М5 и др.) являются вольфрам, молибден, кобальт и ванадий — элементы, обеспечивающие теплостойкость и износостойкость при эксплуатации. Быстрорежущие стали относятся к карбидному (ледебуритному) классу. Под закалку эти стали нагревают до температуры выше 1200°С (Р18 до температуры 1270°С, Р6М5 — до 1220°С). Высокие температуры закалки необходимы для более полного растворения вторичных карбидов и получения аустенита высоколегированного хромом, молибденом, вольфрамом, ванадием. Это обеспечивает получение после закалки теплостойкого мартенсита. Даже при очень высоком нагреве растворяется только часть карбидов. Для этих сталей характерно сохранение мелкого зерна при высоких температурах нагрева.
Низкий отпуск
Низкой отпуск производится в температурном диапазоне 120÷300 ºC. Выбор конкретного температурного режима зависит от марки металла и требуемого результата. Чаще всего таким способом снижают внутренние напряжения и несколько повышают вязкость инструментальных сталей, которым требуется повышенная твердость и стойкость к износу.
При 120÷150 ºC изменения твердости не происходит, а только снижаются остаточные напряжения. Для ее уменьшения изделие необходимо нагреть как минимум до 200 ºC и выдерживать в этих условиях не менее одного часа. В интервале от 200 ºC до 300 ºC начинается формирование мартенсита отпуска и происходит уменьшение твердости с одновременным увеличением вязкости стали.
В некоторых случаях в этом температурном диапазоне наблюдается значительное снижение вязкости, которое называют отпускной хрупкостью. Последствия этого явления устраняются дополнительной термообработкой. Кроме инструментальных, низкий отпуск с нагреванием до 250 ºC применяется и для конструкционных сталей, поверхность которых была подвергнута термохимической обработке.
Виды отпуска стали
Понятие низкого отпуска.
Для снижения внутренних напряжений низкий отпуск стали обычно проводят нагреванием до 250 °C в течение от 1 до 2,5 часа. Из металла в процессе диффузии выделяется часть излишков углерода, из них образуются карбидные частицы в виде пластин и стержней. Неравновесная структура мартенсита закалки превращается в равновесный отпущенный мартенсит. Этим достигается стабилизация размеров изделий, повышаются вязкость и прочность, а показатели твёрдости практически не изменяются.
Низкотемпературному отпуску подвергают железоуглеродистые и низколегированные стали для производства режущего и измерительного инструмента, который не испытывает динамических нагрузок. В основном его выполняют для сталей, закалённых токами высокой частоты, а также для сплавов, поверхность которых ранее насыщалась углеродом и азотом.
Особенности среднего отпуска.
Он проводится при температурах от 350 °C до 500 °C и обеспечивает высокую упругость и релаксационную стойкость. Из стали выделяется весь избыточный углерод, а карбид переходит в цементит. Мартенсит уже полностью разложился, а перестройка структуры металла (полигонизация) и её совершенствование (рекристаллизация) ещё не начались. Новая комбинация называется троостомартенсит и характеризуется ускорением процессов диффузии. Кристаллическая решётка сплава при этом превращается в кубическую, а внутренние напряжения ещё больше уменьшаются.
Охлаждение металла осуществляют в воде, что тоже увеличивает предел выносливости. Среднетемпературный отпуск необходим при производстве упругих деталей: рессор, ударного инструмента и пружин.
Технология высокого отпуска.
При температурах свыше 500 °C в углеродистых сплавах происходят структурные преобразования, которые уже не относятся к фазовым превращениям. Претерпевают изменения конфигурация и габариты частиц кристаллов, их зёрна укрупняются, а форма стремится к равноосной. Комплексная термообработка, включающая закалку и высокий отпуск стали, в материаловедении называется улучшением, а кристаллическая структура металла после этого — сорбитом отпуска. Она считается наиболее эффективной, так как достигается идеальное сочетание вязкости, пластичности и прочности сплава. Однако несколько снижается твёрдость, поэтому не приходится надеяться на улучшение износостойкости.
Продолжительность высокого отпуска варьируется в пределах от 1 до 6 часов и зависит от размеров зубчатых передач, опор, коленчатых валов, втулок, болтов и винтов, изготовленных из конструкционных и среднеуглеродистых сталей. Эти изделия в процессе эксплуатации воспринимают ударные нагрузки и работают на сжатие, растяжение и изгиб, а к их прочности, выносливости, текучести и ударной вязкости предъявляются особые требования.
Средний отпуск
Средний отпуск предназначен для термообработки стальных изделий, которые должны сочетать в себе повышенную прочность и упругость с заданными параметрами вязкости. Как правило, таким способом отпускают рессорные и пружинные стали, работающие в режиме переменных динамических нагрузок.
Температурный диапазон в этом случае составляет от 300 ºC до 450 ºC, а твердость снижается до 45÷50 HRC против 60÷63 при низкотемпературном отпуске. После такой термообработки сталь приобретает трооститную структуру. Выдержка при нагреве при среднем отпуске может составлять до нескольких часов, а охлаждение проводится естественным путем на спокойном воздухе.
Общее описание процесса
Основные этапы проведения отпуска стали:
- нагрев сплава до температур начала фазовых превращений;
- выдержка при требуемой температуре;
- охлаждение с установленной скоростью.
В результате этого вида т/о получают требуемые технические характеристики изделий, сводят к минимуму внутренние напряжения. Чем выше температура термообработки и чем ниже скорость остывания, тем эффективнее устраняются остаточные напряжения.
Скорость охлаждения зависит от химического состава сплава и запланированного результата:
- интенсивное охлаждение после отпуска при +550…+650°Cповышает предел выносливости стали за счет сохранения в приповерхностном слое остаточных напряжений сжатия;
- металлоизделия сложной конфигурации после высокотемпературного отпуска охлаждают медленно, что позволяет избежать коробления;
- полуфабрикаты из легированных сталей, для которых характерна отпускная хрупкость, после отпуска при +550…+650°C охлаждают только в ускоренном темпе.
В зависимости от температуры нагрева выделяют три вида отпуска стали – высокий, средний и низкий.
Высокий отпуск
Высокий отпуск проводится в температурном диапазоне, приближенном к критической точке: от 450 ºC до 650 ºC. После такой термообработки сталь становится пластичной, у нее повышается относительное удлинение и сужение, а также ударная вязкость.
Это связано с тем, что металл приобретает структуру сорбита отпуска и у него на 95 % снижаются внутренние напряжения. Таким способом отпускают изделия, работающие в условиях ударных нагрузок: валы, оси, шатуны, детали прессов и кузнечных молотов.
Если же сталь отпускать при 690 ºC, то в ее структуре будет превалировать зернистый перлит, а сама она будет иметь максимальную пластичность и минимальную прочность. У некоторых ванадиевых, хромовых и вольфрамовых сталей при отпускании с нагреванием до 560 ºC может происходить образование троостита, что ведет к повышению твердости (т. н. вторичная твердость).

ОТПУСК ЗАКАЛЕННОЙ СТАЛИ
Практически освоить технологию проведения отпуска и исследовать влияние температуры отпуска на твердость стали.
ПРИБОРЫ И МАТЕРИАЛЫ
Прибор для определения твердости, муфельные печи, оснащенные приборами для контроля температур, закалочные баки с охлаждающими средами, закаленные образцы из среднеуглеродистой стали.
Закаленная сталь характеризуется по сравнению с другими состояниями максимальными значениями твердости и прочности и минимальными значениями пластичности и вязкости. Кроме того, в результате закалки в стали возникают большие остаточные закалочные напряжения, которые сами по себе, без приложения внешних нагрузок, могут приводить к трещинообразованию и разрушению детали. Поэтому для уменьшения хрупкости и снятия закалочных напряжений закаленные детали подвергают отпуску.
Отпуском называется термическая обработка, заключающаяся в нагреве закаленной стали до температуры ниже критической точки Ас1,
выдержке и последующем охлаждении.
В зависимости от температуры нагрева различают три вида отпуска:
низкий отпуск 150 – 250 °С, средний отпуск 350 – 450 °С, высокий отпуск 500 – 650 °С.
Выбор температуры отпуска зависит от того, в каких условиях будет работать изделие и, следовательно, какими свойствами оно должно обладать.
ПРЕВРАЩЕНИЯ ПРИ ОТПУСКЕ, СТРУКТУРА И СВОЙСТВА ОТПУЩЕННОЙ СТАЛИ
Основным превращением, происходящим при отпуске является распад мартенсита закалки на феррито-карбидную смесь. С повышением температуры отпуска увеличивается диффузионная подвижность атомов и, как следствие этого, увеличивается скорость и полнота процесса распада мартенсита. Кроме температуры на превращения при отпуске оказывает влияние время выдержки при температуре нагрева. Однако определяющее воздействие оказывает температура отпуска.
При низком отпуске в результате частичного распада мартенсита закалки образуется мартенсит отпуска
, в котором наблюдается перераспределение углерода с начальным образованием карбидов. При этом практически не снижается твердость и износостойкость, но снимается часть закалочных напряжений и снижается хрупкость. Низкий отпуск применяется для режущих инструментов и деталей, подвергнутых поверхностной закалке, а также цементированных деталей.
Средний отпуск приводит к завершению распада мартенсита на мелкодисперсную феррито-цементитную смесь, называемую трооститом отпуска
. Твердость его в пределах HRC40 – 50 для сталей, содержащих 0,45 – 0,8 %С
.
При этом сохраняются высокие упругие свойства и происходит дальнейшее (относительно низкого отпуска) снятие закалочных напряжений. Средний отпуск применяется для пружин и рессор.
В результате высокого отпуска происходит коагуляция (укрупнение) цементитных частиц и, образующаяся при этом феррито-цементитная смесь с более крупными, чем у троостита отпуска цементитными частицами, называется сорбитом отпуска
. Твердость его находится в пределах HRC15 – 25 для сталей, содержащих 0,40 – 0,60 %С
.
Эта структура обладает хорошим сочетанием прочности и пластичности. Поэтому высокий отпуск применяется для многих деталей машин (коленчатые и распределительные валы, шестерни и т.п.), работающих в условиях циклических знакопеременных и динамических нагрузок.
Комплекс термической обработки, состоящей из полной закалки и высокого отпуска конструкционных сталей, называется улучшением. Таким образом, отпуск является заключительной термической обработкой, формирующей конечную структуру и придающей изделиям требуемые условиями эксплуатации свойства.
Для достижения этих свойств температуру отпуска необходимо назначать исходя из следующих закономерностей: при повышении температуры отпуска понижаются твердость и прочность и повышаются пластичность и ударная вязкость сталей.
Технология проведения отпуска состоит из нагрева образца до температуры соответствующего отпуска и выдержки при этой температуре.
Таким образом, общее время нахождения образца в печи (tобщ. ) определяется:
t
H +
t
B
Данные tH
(время нагрева)и t
B
(время выдержки) берутся из табл. 2.
Читайте также: