Принципы маркировки инструментальных сталей
Обновлено: 16.05.2024
Маркировка инструментальных сталей зависит от их типа – углеродистые или легированные.
Если инструментальная сталь углеродистая, то ее обозначают буквой «У» и одной или двумя цифрами, показывающими среднее содержание углерода в десятых процента (ГОСТ 1435–99 «Прутки, полосы и мотки из инструментальной стали. Общие технические условия»). Буква «А» в конце маркировки показывает, что сталь является высококачественной. Например, У10А – углеродистая высококачественная сталь, содержащая в среднем 1,0 % С.
У легированных инструментальных сталей маркировка начинается с одной цифры, показывающей содержание углерода в десятых долях процента. Если сталь содержит около 1,0 % С и более, то цифру опускают. Буквы, указывающие на легирующие элементы, и цифры, показывающие их количественное содержание, соответствуют обозначениям для конструкционных легированных сталей. Например, сталь ХВГ – содержит 0,90 – 1,05 % С; 1,20 – 1,60 % W; 0,80 – 1,10 % Mn. Сталь 6ХВ2С – 0,55 – 0,65 % С; 1,0 – 1,3 % Cr; 2,2 – 2,7 % W; 0,5 – 0,8 % Si.
Между тем, существует ряд исключений из этих правил. Так, хромистые стали, которые идут на изготовление подшипников, маркируют буквами «ШХ» и цифрами, которые показывают содержание основного легирующего элемента (хрома) в десятых долях процента (ГОСТ 810–78). Например, сталь ШХ15 содержит около 1 % С и 1,5 % Cr.
Быстрорежущие стали обозначают буквами «Р» и цифрами, показывающими содержание основного легирующего элемента – вольфрама. Во всех быстрорежущих сталях содержится около 4 % Cr и его содержание в марке стали не указывают, так же не указывают содержание углерода. Например, сталь Р6М5К5содержит около 1 % С; 6 %W; 5 % Mo; 5 % Co.
Некоторые высоколегированные стали с большим количеством легирующих элементов упрощенно обозначают по заводу–изготовителю и порядковому номеру разработки. Например, стали производства металлургического завода «Электросталь» (Россия) обозначают «ЭИ» (Электросталь исследовательская), «ЭП» (Электросталь пробная), производства завода «Днепроспецсталь» обозначают «ДИ».
По ГОСТ 5521–93 «Прокат стальной для судостроения» выпускают ряд сталей повышенной прочности. К этим сталям предъявляют повышенные требования к стабильности свойств и сохранению их при низкой температуре эксплуатации. В начале маркировки этих сталей стоит одна из букв «А», «В», «D», «Е», которая указывает на гарантированный уровень свойств и условия испытания данной стали. Химический состав самой стали определен в стандарте. Сталь обычной прочности обозначают одной буквой из указанных выше (например, B). Сталь повышенной прочности обозначается буквой (А, D или Е) и цифрами – А27S, D36, E40S. Например, широко распространенная сталь D32 входит в группу, которую испытывают на ударный изгиб при –20 o С, стали группы «Е» испытывают при –40 ОС. Индекс «РС» перед маркой стали указывает, что она изготовлена под надзором Регистра (инспектор Регистра оформляет сертификат) – РС А32
2 Ударная вязкость металлов
Одним из важных внешних факторов, влияющих на сопротивление металла пластическому течению и разрушению, является скорость деформации (см. ниже).
Увеличение скорости деформации, как правило, изменяет свойства металла в том же направлении, что и снижение температуры. В различных условиях эксплуатации изделий скорость деформации может меняться в широчайшем диапазоне — от 10 -6 до 10 6 с -1 . Соответственно могут быть очень резкими изменения механических свойств, что определяет необходимость проведения динамических испытаний.
Статические испытания, описанные выше, проводят при скоростях деформации 10 -4 . 10 -2 с -1 . Изменение скорости деформации в этом интервале в большинстве случаев не влияет на механические свойства. Однако переход к ударным испытаниям со скоростями деформации порядка 10 2 с -1 может вызывать качественные изменения механических свойств металлов.
Еще в начале XX в. Шарпи показал, что материалы с близкими по величине характеристиками прочности и пластичности, определенными при статических испытаниях на растяжение, могут резко различаться по своим свойствам при ударном изгибе. В связи этим Шарпи предложил испытание на ударный изгиб надрезанных образцов. В дальнейшем этот метод испытаний с теми или иными видоизменениями получил широкое распространение и в настоящее время стандартизован во многих странах.
При испытании на удар оценивают работоспособность металла в сложных условиях нагружения и выявляют его склонность к хрупкому разрушению. В общем случае склонность к хрупкому разрушению зависит не только от скорости деформации, но и от схемы напряженного состояния и температуры тела. Метод основан на разрушении стандартною образца с концентратором (надрезом) посередине ударом на маятниковом копре. ГОСТ 9454 предусматривает испытания образцов трех типов: 1 - сечением 10x10 мм, длиной 55 мм и с U-об разным надрезом шириной и глубиной 2 мм и радиусом 1 мм; 2 - образцы того же сечения и длины и V-образным надрезом той же геометрии, что и первый образец; 3 — образцы длиной 55 мм, высотой 11 мм и шириной 10 мм с Т-образным концентратором (надрез, имитирующий усталостную трещину).
Образцы с V-образным надрезом являются основными и их и используют при контроле металлопродукции для ответственных конструкций (транспортных средств, летательных аппаратом др.), а образцы с U-образным надрезом применяют при приемочном контроле металлопродукции; образцы с Т-образным надрезом предназначены для испытания материалов, работающих в особо ответственных конструкциях.
При испытании металлов на удар определяют ударную вязкость, которую обозначают КС. Ударная вязкость КС - это отношение работы К разрушения стандартного образца к площади его поперечного сечения F в месте надреза:
КС = K/F, Дж/м 2
В зависимости от вида концентратора в образце (U, V, Т) в обозначении ударной вязкости вводят третий индекс, согласно виду концентратора: KCU, KCV, КСТ.
Испытание на ударную вязкоость проводят на копрах маятникового типа (см. Рис. 1). Стандартный образец 1 устанавливают на опорах стоек копра так, чтобы удар маятника 2 приходился против надреза. Маятник массой G при помощи специальной рукоятки поднимают на высоту Н в верхнее исходное положение I. При падении маятник ударяет по образцу, разрушает его и поднимается в положение II высоту h. Для остановки маятника имеется тормоз.
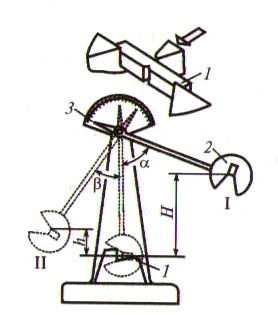
Рис. 1 Схема ударного испытания образцов на маятниковом копре
Если запас потенциальной энергии маятника обозначить через GH, то работа, затраченная на деформацию и разрушение образца, равна разности энергии маятника в его положениях I и II (до и после удара), т. е.
К = GH -Gh = G(H - h)
Выразив высоту маятника в положении до и после удара через пишу маятника l и углы α и β, получим выражение для определении работы, затраченной на деформацию и разрушение образца:
К= Gl (cos β - cos α),
где α — угол начального подъема маятника; β — угол подъема маятника после разрушения образца, фиксируемый на шкале 3 (см. Рис. 1).
Масса груза и длина маятника известны. Угол α является величиной постоянной. Зная угол β по результатам испытаний, определяют работу К и ударную вязкость КС.
Кроме испытаний на ударный изгиб, используют динамические испытания металлопродукции на растяжение, сжатие и кручение. Эти испытания не получили большого распространения, так как проводить их сложнее, чем испытания на изгиб. Кроме того, они не дают принципиально новой информации по сравнению с испытаниями на изгиб, поэтому такие испытания целесообразно применять только в тех конкретных случаях, когда они хорошо имитируют заранее известные условия работы материала. Некоторые из этих методов, например испытание на динамическое сжатие (осадку), приобрели характер технологических проб.
Условия работы и требования к инструментальным материалам
Быстрорежущие стали обозначают буквами «Р» и цифрами, показывающими содержание основного легирующего элемента – вольфрама. Во всех быстрорежущих сталях содержится около 4 % Cr и его содержание в марке стали не указывают, так же не указывают содержание углерода. Например, сталь Р6М5К5 содержит около 1 % С; 6 %W; 5 % Mo; 5 % Co.
Некоторые высоколегированные стали с большим количеством легирующих элементов упрощенно обозначают по заводу–изготовителю и порядковому номеру разработки. Например, стали производства металлургического (Россия) обозначают «ЭИ» (Электросталь исследовательская), «ЭП» (Электросталь пробная), производства обозначают «ДИ».
По ГОСТ 5521–93 «Прокат стальной для судостроения» выпускают ряд сталей повышенной прочности. К этим сталям предъявляют повышенные требования к стабильности свойств и сохранению их при низкой температуре эксплуатации. В начале маркировки этих сталей стоит одна из букв «А», «В», «D», «Е», которая указывает на гарантированный уровень свойств и условия испытания данной стали. Химический состав самой стали определен в стандарте. Сталь обычной прочности обозначают одной буквой из указанных выше (например, B). Сталь повышенной прочности обозначается буквой (А, D или Е) и цифрами – А27S, D36, E40S. Например, широко распространенная сталь D32 входит в группу, которую испытывают на ударный изгиб при –20 oС, стали группы «Е» испытывают при –40 ОС. Индекс «РС» перед маркой стали указывает, что она изготовлена под надзором Регистра (инспектор Регистра оформляет сертификат) – РС А32.
Требования, предъявляемые к инструментальным материалам
При резании контактные площадки инструмента подвергаются интенсивному воздействию высоких силовых нагрузок и температур, величины которых имеют переменный характер, а взаимодействие с обрабатываемым материалом и реагентами из окружающей среды приводит к протеканию интенсивных физико-химических процессов: адгезии, диффузии, окисления, коррозии и др.
С учетом необходимости сопротивления контактных площадок режущего инструмента микро- и макроразрушению в указанных условиях, к свойствам инструментальных материалов предъявляется ряд специальных требований, выполнение которых определяет место их эффективного применения для режущих инструментов. Основные требования к инструментальным материалам следующие:
1. Инструментальный материал должен иметь высокую твердость.
Твердость инструментального материала должна быть выше твердости обрабатываемого не менее чем в 1,4 — 1.7 раза.
2. При резании металлов выделяется значительное количество теплоты и режущая часть инструмента нагревается. Поэтому, инструментальный материал должен обладать высокой теплостойкостью. Способность материала сохранять высокую твердость при температурах резания называется теплостойкостью.. Для быстрорежущей стали – теплостойкость еще называют красностойкостью (т.е. сохранение твердости при нагреве до температур начала свечения стали)
Увеличение уровня теплостойкости инструментального материала позволяет ему работать с большими скоростями резания.
Для обеспечения работоспособности металлорежущего инструмента необходимо изготовлять его рабочую часть из материала, обладающего комплексом определенных физико-механических свойств (высокими показателями твердости, износостойкости, прочности, теплостойкости и др.). Материалы, отвечающие требованиям этого комплекса и способные осуществлять резание, называются инструментальными материалами. Рассмотрим физи- ко-механические свойства инструментальных материалов.
Чтобы внедриться в поверхностные слои обрабатываемой заготовки, режущие лезвия рабочей части инструментов должны быть выполнены из материалов, имеющих высокую твердость. Твердость инструментальных материалов может быть природной (т. е. свойственной материалу при его образовании) или достигнута специальной обработкой. Например, инструментальные стали в состоянии поставки с металлургических заводов легко поддаются обработке резанием. После механической обработки, термообработки, шлифования и заточки инструментов из стали их прочность и твердость резко повышаются.
В процессе резания на рабочую часть инструментов действуют силы резания, достигающие 10 кН и более. Под действием этих сил в материале рабочей части возникают большие напряжения. Чтобы эти напряжения не приводили к разрушению инструмента, используемые для его изготовления инструментальные материалы должны иметь достаточно высокую прочность.
Инструментальная легированная сталь
Инструментальная легированная сталь. Эта сталь идет для изготовления различного инструмента: ударно-штампового, измерительного, режущего. Она имеет ряд преимуществ перед инструментальной углеродистой сталью. Штампы из углеродистой стали обладают высокой твердостью и прочностью, но плохо сопротивляются удару. Метчики, развертки и другие длинные и тонкие инструменты из углеродистой стали при закалке получаются хрупкими, они ненадежны в работе и часто ломаются.
Режущий инструмент — резцы, фрезы, сверла из углеродистой стали при незначительном нагреве (около 200°C) теряют свою твердость, поэтому применение их при обработке металла с большой скоростью резания невозможно. При введении определенных легирующих примесей сталь приобретает красностойкость, износоустойчивость, получает глубокую прокаливаемость; она имеет высокую прочность, твердость и хорошо противостоит ударным нагрузкам.
Важнейшие легирующие примеси инструментальной легированной стали: хром, вольфрам, молибден, марганец, кремний. Содержание углерода в этой стали может быть ниже, чем в углеродистой, и колеблется от 0,3 до 2,3%.
В отдельную группу выделяют быстрорежущие стали. Они применяются для изготовления режущего инструмента – резцов, сверл, фрез. Важнейшие свойства этой стали – высокая твердость и красностойкость до 600°C (такой нагрев вызывается высокой скоростью резания). Благодаря применению быстрорежущей стали повышается стойкость инструмента и увеличивается производительность обработки. Важнейшими легирующими элементами являются вольфрам (в количестве не менее 9%), ванадий (1-2%), хром (не менее 4%). Кроме того, в быстрорежущей стали могут находиться молибден, кобальт и в небольшом количестве – никель.
В настоящее время широко применяются стали марок Р18, Р9, Р9Ф5, Р18Ф2, Р9К5, Р9К10, Р10К5Ф5, Р18М, Р9М, Р6М5 и др. Буква Р обозначает быстрорежущую сталь. Цифра, стоящая за буквой Р, показывает среднее содержание вольфрама в процентах.
Применение инструментальных легированных сталей
| Х12МФ | Детали, работающие под большим давлением (до 1400-1600 Мпа). Не применяется для сварных конструкций. Обрабатываемость резанием – в горячекатаном состоянии. Сталь склонна к отпускной хрупкости. Профилировочные ролики сложной формы, эталонные шестерни, накатные плашки, секции кузнечных штампов сложной формы, сложные дыропрошивные матрицы и пуансоны вырубных и просечных штампов со сложной конфигурацией рабочих частей, пуансоны и матрицы холодного выдавливания, работающие при больших давлениях. |
| 4-9ХС, ХВГ | Ответственные детали, материал которых должен обладать повышенной износостойкостью, усталостной прочностью при изгибе, контактном нагружении, а также упругими свойствами. Не применяется для сварных конструкций. Допустима контактная сварка. Сверла, развертки, метчики, плашки, гребенки, фрезы, машинные штампели, клейма для холодных работ. |
| 4Х5МФС | Мелкие молотовые штампы, крупные (сечением более 200 мм) молотовые и прессовые вставки при горячем деформировании конструкционных сталей и цветных сплавов в условиях крупносерийного и массового производства, пресс-формы литья под давлением алюминиевых, цинковых и магниевых сплавов. |
| 3Х3М3Ф | Инструмент горячего деформирования на кривошипных прессах и горизонтально- ковочных машинах, подвергающихся в процессе работы интенсивному охлаждению (как правило, для мелкого инструмента), пресс-формы лить под давлением медных, ножи для горячей резки, охлаждаемые водой. |
| Р6М5, Р6М5К5, Р6М5Ф3, Р6М5К8, Р18, Р7М2Ф6, Р12МФ5, Р9М4К8, Р12М3К5Ф2, Р12М3К8Ф2, Р10М4К14, Р12М3К10Ф2, Р12М3К10Ф2 | Дисковые фрезы, сверла развертки, зенкеры, метчики, протяжки, фрезы червячные, концевые, дисковые, долбяки, шеверы. |
Маркировка быстрорежущих сталей
Теплостойкие стали высокой твердости, называемые быстрорежущими или быстрорезами, – группа высоколегированных инструментальных сталей, которые благодаря составу и специальным режимам термообработки на вторичную твердость имеют очень высокое иносо- и красностойкость(до 550 – 600°С). Они сочетают теплостойкость (600-700˚С) с высокой твердостью (HRC 63-70) и повышенным сопротивлением пластической деформации. В результате применениябыстрорежущих сталей стало возможным увеличить скорость резания в 2-4 раза (а более новых сталей с интерметаллидным упрочнением даже в 5-6 раз) и повысить стойкость инструментов в 10-40 и более раз по сравнению с получаемыми для инструментов из нетеплостойких сталей. Эти преимущества проявляются при резании: с повышенной скоростью, т.е. в условиях нагрева режущей кромки, или при меньшей скорости, но с высоким давлением. Для понимания особенностей свойств и области использования их важно, что снижение их твердости на HRC 2-4 по сравнению с получаемой максимальной может сопровождаться ухудшением вязкости, прочности и износостойкости. Быстрорежущая сталь необходима в использовании в состоянии высокой твердости и при работе без больших динамических нагрузок.
Теплостойкость быстрореза создается специальным легированием и закалкой с очень высоких температур: 1200-1300˚С. Основные легирующие элементы – вольфрам или вольфрам вместе с молибденом. Многочисленные быстрорежущие стали целесообразно различать по главному свойству: умеренной, повышенной и высокой теплостойкости. Стали умеренной и повышенной теплостойкости имеют относительно высокое содержание углерода (≥0,6-0,7%) и одинаковую природу упрочнения; вторичная твердость создается выделением карбидов при отпуске.
Стали повышенной теплостойкости имеют высокое содержание или углерода (азота) или же их легируют дополнительно кобальтом. Они сохраняют твердость HRC 60 после нагрева 630-650˚С. Стойкость инструментов при правильном использовании этих сталей в 1,5-4 раза выше, чем у сталей умеренной теплостойкости.
Стали высокой теплостойкости сохраняют твердость HRC 60 после нагрева 700-730˚С. Природа их упрочнения принципиально другая – за счет выделения интерметаллидов. Эти стали при правильном назначении, например для резания многих труднообрабатываемых материалов, обеспечивают повышение стойкости в 10-15 и более раз.
Маркировка быстрорежущих сталей:
Число после буквы «Р» указывает на среднее содержание вольфрама (в процентах от общей массы, буква В пропускается). Затем после букв М, Ф и К указывают процент молибдена, ванадия и кобальта.
1.Химический состав быстрорежующих сталей (ГОСТ 19265-73)
2. Допускается содержание молибдена до 1% в стали Р18 и до 0,6% в стали Р9 (марки Р18М и Р9М). При увеличении содержания Mo в сталях Р18М и Р9М свыше 0,3% в них может быть снижено содержание W (1% Mo заменяет 2% W).
По составу быстрорежущая сталь делится на фольфрамовую (Р9, Р12, Р18, Р18Ф2), высокованадиевую (Р9Ф5, Р14Ф4), кобальтовую (Р9К5, Р9К10), кобальтованадиевую (Р10К5Ф5, Р18К5Ф2). Находят также применение малолегированные быстрорежущие стали Р7Т, вольфрамомолибденовые (Р6М3 и Р6М5Ф, кобальтованадиевые Р6М3К5Ф2, Р9М4К5Ф2 и Р18К8Ф2М и др.
2.Химический состав быстрорежующих сталей (негостированные)
| Марка стали | C | W | Mo | Cr | V | Co |
| Р7Т | 0,80 | 7,5 | — | 3,0 | 1,3 | 0,15 Ti |
| Р6М3К5Ф2 | 0,90 | 6,0 | 3 | 4,0 | 2,3 | 5,0 |
| Р18К8Ф2М (ЭП 379) | 1,00 | 18,0 | 1 | 4,0 | 2,2 | 8,0 |
Сортамент выпускаемых быстрорежущих сталей:
прутки горячекатаные и кованные – круглые и квадратные, полоса;
прутки круглые повышенной отделки поверхности и повышенной точности размеров;
3.Основные свойства быстрорежущих сталей в исходном состоянии поставки
Назначение быстрорежущих сталей
Применяются для производства металлорежущего инструмента, рассчитанного на высоскоростной режим резания. Легирование быстрорежущих сталей вольфрамом, молибденом, ванадием и кобальтом обеспечивает твердость и жаростойкость стали.
Маркировка стали: принципы, расшифровка

Маркировка стали – это не только и не столько заморочка суровых производителей. Она необходима для конечного пользователя продукции, чтобы подобрать изделие, материал с теми характеристиками, которые требуются для конкретного вида работ, выполнения задач.
Например, конструкционная сталь не подойдет для изготовления инструментов, углеродистая будет совершенно неуместна там, где используются легированные сплавы и т. д. О том, что означает маркировка сталей, по какому принципу она наносится, вы узнаете из нашего материала.
Принципы маркировки стали
Маркировка стали – это краткое описание, дающее представление о физических и химических свойствах сплава. Разобраться в шифрах легко, если знать принципы их составления.
Маркировка состоит из букв и цифр, которые обозначают тот или иной химический элемент и его содержание в сплаве. Уметь пользоваться этой информацией важно, чтобы понимать влияние каждого компонента стали на ее свойства. Это поможет определить технические характеристики конкретной марки.

При выполнении заказа проектировщики сначала работают над конструкцией изделия. На основе свойств имеющихся материалов подбирается марка стали, удовлетворяющая требованиям по качеству. Далее проектировщики делают описание и расчеты, дающие картину того, как устройство будет вести себя в процессе движения. Это позволяет понять, какие элементы изделия испытывают повышенные нагрузки.
Если измерения и расчеты показали, что конструкция будет подвергаться сильному трению или высоким нагрузкам, требования к прочности компонентов сплава возрастают. Специалисты подбирают материалы марок по ГОСТ для конкретных условий использования. Из выбранного металла создается модель, которая тестируется по методикам, характерным для этой сферы. Если данный прототип не отвечает заявленным критериям, конструктор может изменить марку стали.
В естественной среде для железа характерны реакции с окислителями, серой, фосфором, галогенами. Раньше в качестве восстановителя использовали каменный уголь, чтобы очистить сырье и преобразовать оксидные соединения. Таким образом, в процессе горения при минимуме кислорода получался чугун. Доля углерода в нем составляет не менее 2,14 %, а оксиды и примеси присутствуют по минимуму. Чтобы получить сталь, необходимо сократить содержание углерода в сырье до 2 %.
Маркировка стали содержит буквы и цифры, описывающие состав и количественное соотношение химических элементов в нем. Важно понимать, как каждый из компонентов влияет на готовый сплав, чтобы разбираться в технических характеристиках определенной марки стали.
Работа с металлами в любой отрасли предполагает знание марок, свойств, характеристик, которые обозначены в индексе. Зашифрованная информация дает полное представление о металле и его особенностях. Для тех, кто разбирается в цифрах и буквах маркировки, обращаться к другим источникам за дополнительной информацией не требуется.
Маркировка углеродистых сталей
Углеродистые стали по составу сходны с чугуном, но концентрации компонентов в них различаются. Обработка уменьшает количество углеродов и вредных составляющих. Чтобы получить еще более прочный и устойчивый к коррозии металл, регулируют соотношение кремния и марганца.
По количеству углеродных соединений определяют несколько групп сплавов:
- высокоуглеродистая (0,6–2 %);
- среднеуглеродистая (0,25–0,55 %);
- низкоуглеродистая (до 0,25 %).

Наличие углеродов в составе важно для укрепления структуры на молекулярном уровне и для формирования карбидов. Высокий процент углерода делает сплав устойчивым к нагрузкам, в том числе позволяет противостоять механическим ударам. Чем ниже значения углеродной составляющей, тем более пластичен материал, что позволяет изготавливать изделия повышенной точности.
Эти характеристики важны для производства инструментов (например, топоров) или малонагруженных элементов конструкций (зубчатые колеса, пружины), а также деталей, которые в процессе эксплуатации испытывают высокое напряжение (оси, арматуры).
Маркировки нержавеющих сталей включают следующие буквы:
- Ст – сталь.
- Цифра – номер по регламенту ГОСТ 380-2005.
- Г – марганец более 0,8 %.
- КП, ПС или СП – метод раскисления.
Это «конструкционные» сплавы, которые можно распознать по шифрам: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Ст6пс, Ст6сп.
Другая группа – «инструментальные», куда относят сплавы с содержанием углерода в 0,7 %. Для них характерно очищение состава от вредных компонентов. Маркировки стали определяет ГОСТ 1435-99:
- У – углеродистая.
- Цифры – содержание углерода в десятых долях %.
- Г – марганец более 0,33 %.
- А – повышенное качество стали, при этом минимальное количество примесей: серы – до 0,03 %, фосфора – до 0,035 %.
Маркировка инструментальных сталей включает следующие обозначения: У7; У8; У8Г; У9; У10; У11; У12; У13; У7А; У8А; У8ГА; У9А; У10А; У11А; У12А; У13А.
Маркировка легированных сталей
Чтобы стали обрели специальные свойства, осуществляют процесс легирования. Он обозначает добавление в состав различных присадок. Классификация по маркировке сталей в зависимости от наличия и соотношения легирующих компонентов включает в себя низколегированные (до 2,5 %), среднелегированные (до 10 %) и высоколегированные (до 50 %) сплавы.

Данная таблица описывает, как в маркировке стали обозначены металлы, которые присутствуют в виде легирующих добавок:
Инструментальные стали и сплавы, маркировка, свойства и область применения
Инструментальные стали и сплавы имеют более узкую область применения по сравнению с конструкционными, они также должны обладать целым комплексом механических свойств, в том числе, высокой износостойкостью при нормальных и повышенных температурах. Инструментальные стали и сплавы принято классифицировать по составу:
1. Углеродистые стали по ГОСТ 1435-99 выпускаются только качественными и высококачественными; обладают небольшой прокаливаемостью и теплостойкостью (до 200 о С); маркируются буквой У, после которой идет цифра, указывающая на среднее содержание углерода в десятых долях процента (У7; У7А, У8, …У13А).
Некоторые марки содержат повышенное (до 0,8…1,1 %) содержание марганца, например, У13ГА – сталь инструментальная, углеродистая, высококачественная, содержащая 1,3 % С, с повышенным содержанием марганца.
Из сталей У7–У9 изготавливают топоры, зубила, молотки, отвертки, плоскогубцы и др. слесарно-монтажные инструменты, подвергаемые ударам; из сталей У10–У12 – инструменты для обработки дерева, ручные метчики, мелкие штампы и прессформы; из У13 – слесарные шаберы, напильники, режущие хирургические инструменты.
Указанные стали для придания прочности, твердости и износостойкости обычно подвергаются закалке и низкому отпуску.
2. Легированные стали по ГОСТ 5950-2000 обладают повышенной прокаливаемостью и теплостойкостью до 260 о С; содержат хром, вольфрам, кремний и др. элементы (13Х, ХВГ, 9ХС, В2Ф, 5ХНМ, Х12М, Х6ВФ и т. д.); применяются для изготовления ручных сверл, разверток, ножовочных полотен, штампов. Их марка начинается с цифры, указывающей на содержание углерода в десятых долях процента (если цифра вначале отсутствует, то содержание углерода около 1 %). Например, Х – сталь инструментальная, низколегированная, качественная, содержащая примерно 1 % С и до 1,5 % Сr.
3. Быстрорежущие стали по ГОСТ 19265-73 обладают очень высокой прокаливаемостью (закаливаются на воздухе) и теплостойкостью до 650 о С; содержат вольфрам, хром, ванадий и молибден (Р18, Р12Ф3, Р9, Р6М5 и т. п.); применяются для изготовления резцов, фрез, сверл, разверток, метчиков, плашек, машинных ножовочных полотен. Их маркировка обычно начинается с буквы Р, а дальше идет цифра, указывающая на содержание вольфрама в процентах; например, Р9М4К8 – сталь быстрорежущая, высоколегированная, качественная, содержащая около 1 % С, 9 % W, 4 % Mo, 8 % Co и др. элементы.
4. Твердые сплавы по ГОСТ 3882-74 обладают теплостойкостью до 800…1000 о С; заготовки из них изготавливаются литьем или методом порошковой металлургии (путем спекания порошков тугоплавких карбидов вольфрама, титана, тантала с металлическим кобальтом, выполняющим роль связки). Из твердых сплавов обычно изготавливают пластинки, которые припаивают или привинчивают на режущие части инструмента (сверла, резцы, фрезы).
В зависимости от состава твердые сплавы подразделяются на три группы:
- вольфрамовые (ВК3, ВК8, ВК25 и др.) предназначены для чернового и чистового точения и фрезерования, для изготовления мелких штампов и вставок для волочильных досок; например, ВК8 содержит 8 % Со и 92 % WС;
- титановольфрамовые (Т30К4, Т15К6 и др.) предназначены для высокопроизводительной обработки сталей и сплавов; например, Т15К6 содержит 15 % TiС, 6 % Со и 79 % WС;
- титанотанталовольфрамовые (ТТ7К12, ТТ20К9 и др.) применяются в наиболее тяжелых условиях резания (черновая обработка отливок, поковок и т. п.); например, ТT7К12 содержит 7 % (Ti, Ta)C, 12 % Со и 81 % WС.
5. Сверхтвердые материалы. Наибольшей твердостью обладают синтетические и природные алмазы, которые примерно в 6 раз превосходят по твердости карбид вольфрама. Однако алмаз теплостоек только до температуры 800 о С и вступает в химическое взаимодействие с железом; поэтому алмазный инструмент целесообразно применять при чистовой обработке цветных металлов, керамики и твердых сортов пластмасс, например, стеклопластиков.
При обработке сталей и чугунов более эффективно использовать инструмент с рабочей частью из поликристаллического нитрида бора (торговые названия – «эльбор», «белбор» и др.), который теплостоек вплоть до 1200 о С. Таким инструментом на токарных станках можно производить чистовую обработку закаленной стали, отказавшись от более дорогостоящей шлифовки.
Инструментальные стали

Инструментальные стали используются в производственной, медицинской сферах для изготовления точных, высокопрочных инструментов с твердой режущей кромкой и высокими показателями износоустойчивости. Это наиболее сложные по составу и обработке сплавы.
Существует много видов инструментальной стали. Классифицируются они в зависимости от процентного содержания углерода и легирующих добавок. О том, где применяются такие сплавы, как маркируются, какими свойствами обладают, вы узнаете из нашего материала.
Назначение инструментальных сталей
Какая сталь инструментальная? Это металл, который содержит в составе углерод от 0,7 % и выше. Между собой инструментальные стали отличаются по содержанию вторичного карбида и по структуре делятся на доэвтектоидные, ледебуритные, заэвтектоидные. В доэвтектоидном сплаве нет вторичного карбида. В остальных структурах карбиды содержатся и формируются при эвтектоидных разновидностях или образуются при распаде мартенсита.
В современном производстве инструментальные стали в основном применяются для производства следующей продукции:
- штамповочные детали, которые изготавливают горячим или холодным деформированием;
- высокоточные изделия;
- металлорежущие инструменты;
- устройства для измерения;
- формы, для литья под давлением.
Марка инструментальной стали
Область применения
Изделия для работы под давлением 1 400–1 600 МПа. Износостойкие ролики профилировочного станка, эталонные зубчатые колеса, плашки резьбонакатные, кузнечные штампы, матрицы дыропрошивные сложные, пресс-штемпели вырубные и просечные, матрицы и пресс-штемпели холодного воздействия под давлением. Сталь этой марки не используют для сварных металлоконструкций
Ответственные детали с улучшенной износоустойчивостью, усталостной прочностью, находящиеся в напряженном состоянии в зоне контакта. К ним можно отнести сверла, развертки, метчики, лерки, гребенки, инструменты для фрезерования, штемпели машинные, клейма для холодных работ. Сталь этой марки не используют для сварных металлоконструкций
Молотовые штампы мелкие, крупные молотовые или прессовые вставки при горячей деформации конструкционной стали и цветных сплавов в крупном производстве, формующая оснастка для литья под давлением различных сплавов
Приспособления для горячей деформации на кривошипных штамповочных прессах, которые подвергаются в ходе работы высокоинтенсивному охлаждению (в основном для небольшого инструмента), формующая оснастка для литья под давлением медного сплава, ножи для горячей резки металла
Р6М5, Р6М5К5, Р6М5Ф3, Р6М5К8, Р18, Р7М2Ф6, Р12МФ5, Р9М4К8, Р10М4К14, Р12М3К5Ф2, Р12М3К8Ф2, Р12М3К10Ф2, Р12М3К10Ф2
Сверла, развертки, метчики, фрезы дисковые, червячные и концевые, инструменты для зенкерования и протягивания, шеверы
Общие характеристики инструментальной стали
Существуют общие критерии для всех марок стали. Но к отдельным видам инструментальной стали (в зависимости от способов использования) предъявляются еще и характерные требования.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Отличия инструментальной стали от конструкционной:
- Твердость инструментальной стали 60–65 единиц по шкале Роквелла.
- Добавочная прочность, когда непостоянное сопротивление на разрыв выше 900 МПа.
- Сопротивляемость абразивному износу.
- Увеличенная прокаливаемость – способность инструментальной стали при закалке приобретать мартенситную структуру.
- Красностойкость – способность стали сохранять при красном калении повышенную прочность и износостойкость.
Сплавы, которые используются в условиях холодного деформирования, различаются границей текучести и упругости, иметь гладкий рабочий слой и не изменяться в размерах и формах. А сплавы, которые применяются в условиях горячего деформирования, имеют повышенную теплопроводность, стойкость к термической обработке после закалки и устойчивость к изменениям температуры. Стали, которые используют при производстве режущих инструментов, должны отвечать особым требованиям.
Типы инструментальных сталей по ГОСТу
Согласно ГОСТам, предусмотрена следующая классификация инструментальных сталей:
- Углеродистые инструментальные стали (ГОСТ 1435-99) с маркировкой У10, У12 и т. д. Цифрой указывается количество углерода в сплаве. Размерность берут в сотых долях процента. Если сталь имеет меньшее число отрицательных включений, а именно серы или фосфора, которые ухудшают механические свойства стали, то такой сплав принято обозначать добавлением литеры «А» (У12А и т. п.).
- Легированные инструментальные стали (ГОСТ 5950-2000). Обозначаются Х, 5ХВГ, 9ХС и т. п. Первая цифра в маркировке обозначает сотую долю процента карбидов в сплаве. Если цифры нет, то процент карбида составляет 1 %. Литеры указывают на наличие в сплаве легирующих веществ.
- Быстрорежущие инструментальные стали (ГОСТ 19265-73) обозначают буквой «Р». Цифра в маркировке показывает примерное количество вольфрама. Если в сплаве присутствуют кобальт или ванадий, то в маркировке пишут литеры «К» и «Ф». Хром в данной стали содержится в количестве 3-4 %, поэтому в маркировке его не показывают.
- Штампованные инструментальные стали (ГОСТ 1265-74) обозначают так же, как и легированные. Бывают холодного и горячего деформирования.
- Горячая твердость. Инструменты для резания изготавливают из быстрорежущей стали, которая способна сохранять твердость даже при температуре +600 °С. Это обусловлено тем, что в рабочем состоянии режущий инструмент интенсивно отдает тепло, часть (бывает до 80 %) которого идет на его разогрев. Это провоцирует отпуск материала и значительное снижение его твердости. Но стоит обратить внимание, что при температуре резания менее +200 °С твердость углеродистой стали будет выше, тем твердость быстрорежущей инструментальной стали при аналогичной обработке.
- Красностойкость. Все марки инструментальной режущей стали имеют повышенный показатель красностойкости – коэффициент, определяющий промежуток времени, за который сталь способна выдержать большую температуру и сохранить при этом свои рабочие свойства.
- Сопротивление разрушению. Быстрорежущая сталь более прочная, что позволяет сделать инструмент с большой глубиной и подачей резки.
- сталь марок Р6М5Ф2К8, Р10М4Ф3К10 и др. – содержание кобальта до 10 %, вольфрама до 22 %;
- сталь марок Р9К5, Р10Ф5К5, Р18Ф2К5 – содержание кобальта до 5 %, вольфрама до 18 %;
- сталь марок Р65М, Р12, Р18, Р9 – содержание вольфрама до 16 %, кобальта не содержит.
- молибденовые режущие сплавы – марки Р9М4, Р6М5, Р6М3;
- кобальтовые режущие сплавы – марки Р9К10, Р9К5;
- ванадиевые режущие сплавы – марки Р18Ф2, Р14Ф4, Р12Ф3, Р9Ф5;
- комбинированные быстрорежущие сплавы с легирующими добавками – марки Р18Ф2К5, Р12Ф2М3К8, Р12Ф4К5, Р6М5К5.
- Быстрорежущая сталь с нормальной теплоустойчивостью. Содержит вольфрам – Р9, Р12, Р18. Их современные отечественные аналоги – Р6М5 (зарубежный – HSS) и Р6М3.
- Быстрорежущая сталь с повышенной теплоустойчивостью. Содержание молибдена – 2 %, вольфрама – 2–4 %, ванадия – 6–8 %. Либо сплав, который содержит молибден – 2 %, вольфрам – 9–10 %, ванадий – 4-5 %. Также сюда относятся сплавы с легирующими добавками (кобальт – 5 %, ванадий – 3,5-4 %, вольфрам ≤ 12 % или кобальт – 6–8 %, ванадий – 1,5-2 %, вольфрам ≤ 10 %). Марки этой стали – Р6М5К5, Р6М5К8, Р9К5 и зарубежный аналог – HSS Co.
- Быстрорежущая сталь с высокой теплоустойчивостью, содержащая кобальт ≥ 12 %, вольфрам ≤ 18 % и ванадий ≤ 3,5 %. В отдельных марках сплава увеличивают процент молибдена, а содержание вольфрама уменьшают до ≤ 14 %.
- цветные металлы;
- чугун;
- нержавеющую сталь.

Характеристики высоколегированной инструментальной стали
Для получения высоколегированной инструментальной стали берут за основу высокоуглеродистую быстрорежущую сталь с наличием углерода 0,7–1,4 % с большим содержанием карбидов хрома, вольфрама, молибдена и ванадия.
Это существенно увеличивает термостойкость сплава (до +670 °С), износостойкость и прочность изделий. Также эти свойства повышают практически в четыре раза скорость шлифования данного соединения по сравнению с другими сплавами из этой же группы (УС или НЛИС).

Основные свойства быстрорежущей инструментальной высококачественной стали:
Впервые быстрорежущая сталь («rapid steel», где «rapid» – это скорость) была создана в Британии.
Именно поэтому маркировка этой стали начинается с буквы «Р», а далее уже указывается цифра – процент содержания в ней вольфрама.
После указывают литеры «Ф», «М» и «К», показывающие долю в сплаве ванадия, молибдена и кобальта.
Быстрорежущую сталь принято делить на три группы в зависимости от наличия в ней отдельных элементов. Маркировка данного сплава указывает, к какому типу можно его отнести:
Наличие вольфрама в сплаве влияет на режущие показатели быстрорежущей стали.
Важно понимать, что повышенное содержание вольфрама, кобальта и ванадия приводят к карбидной неоднородности сплава, что способствует раскрашиванию краев режущего инструмента при эксплуатации. Если сталь содержит молибден, то весь срез будет иметь стабильные значения твердости.
Марки высоколегированной инструментальной стали
В обобщенный перечень высоколегированных инструментальных сталей и сплавов, которые последовательно появлялись в промышленности, входят Р9 и Р18 – самые первые марки легированной инструментальной стали. В состав сплава Р9 входит 0,8 % углерода, 4 % хрома, 9 % вольфрама, 2 % ванадия. Сплав Р18 содержит 0,8 % углерода, 4 % хрома, 18 % вольфрама, 1 % ванадия. Имеют повышенную теплоустойчивость.

Сталь Р18 отличается от Р9 увеличенной в два раза износостойкостью, т. к. содержит ориентировочно в 3 раза больше свободных карбидов. Также Р18 качественнее обрабатывается и меньше «прижигается». На основании этого сталь марки Р18 считается эталонной по отношению к другим маркам стали данной группы.
Чтобы улучшить режущие показатели инструментов для резания и уменьшить содержание дорогого вольфрама, российские ученые создали:
Эти и остальные марки (их больше 40) данной стали можно разделить на три группы в зависимости от производительности и теплоустойчивости – нормальная, повышенная и высокая:
Рекомендуем статьи
Режущие инструменты для станочного оборудования производят из качественной режущей инструментальной стали.
Чтобы обоснованно выбрать марку инструментальной стали для определенных условий работы, специалисты металлообрабатывающих производств должны знать марки сплавов, их особенности и характеристики, ориентироваться в свойствах легирующих добавок и отличать быстрорежущую сталь от инструментальной нержавеющей стали, а также делать выбор, основываясь на технологических и эксплуатационных показателях, зависимых от легирующих добавок, которые входят в состав режущих инструментальных сталей.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: