Производство сортового стального проката
Обновлено: 01.05.2024
Прокатом в металлургии называют продукцию из металла, производимую на специальных прокатных станах методом холодной, горячей или теплой прокатки. Его сортамент отличается по размеру и форме, которая зависит от конфигурации валиков, используемых в процессе производства.
Характерной особенностью сортового проката является простая (без внутренних углов) геометрическая форма его поперечного сечения — квадрат, круг, шестигранник, плоская форма сечения. Методом прокатки можно получить из заготовки деталь необходимой формы, что позволяет не прибегать к дополнительной обработке, а значит, можно снизить расходы металла и ускорить производственный процесс.
Где применяется сортовой прокат?
Данный вид проката используют в основном в качестве заготовок для различной продукции. К примеру, шестигранный пруток является исходным материалом для изготовления болтов и гаек. Цилиндрические детали вытачивают на токарных станках из круглого проката. Производство оконных рам, различных каркасов и стеллажей не обходится без углового проката.
Профиль с квадратным сечением широко используется для изготовления декоративных лестничных оград, ворот, заборов и других изделий из металла. Стальные полосы применяются при изготовлении всевозможных металлических конструкций. Из таких полос можно получить гнутые профили — швеллер, уголок и другие профили более сложной конфигурации.
Прокатная обработка металлов — блюмы и слябы
На конечном этапе металлургического производства осуществляется обработка металлов методом прокатки. С помощью прокатки можно получить различные заготовки. Однако чаще эта технология используется для получения специальных слитков-полуфабрикатов — блюмов либо слябов. По ряду показателей слябы и блюмы очень похожи, однако между ними и есть ряд отличий:
- Блюмы. Представляют собой стальные полуфабрикаты в виде квадратных слитков со слегка закругленными концами. Получают блюмы-полуфабрикаты методом обжатия на специальных станах. В большинстве случаев слитки-блюмы весят 10-15 тонн, сторона слитка составляет 15-45 см, а длина — от 1 до 5 м. Блюминг-станы также используются и для получения некоторых изделий — балок, швеллеров и так далее.
- Слябы. Слябы также представляют собой стальные полуфабрикаты, однако от блюмов они отличаются габаритами. Сляб имеет вид длинной полосы четырехугольной прямоугольной формы. Толщина 10-25 см, а ширина — от 3 см до 2 м (длина обычно находится в пределах 1,5-5 метров). Слябы получают на специальных слябинг-станах, которые имеют отличное строение от блюминг-станов.

Размер сортового проката
Размер профиля сортового проката может быть:
- крупным — диаметр круглой стали до 250 мм, сторона сечения стали квадратной формы до 200 мм, арматурные профили № 70–80, сталь шестигранного сечения до № 100, сталь угловая с шириной полок до 250 мм и пр.;
- средним — диаметр круглой стали до 75 мм, сторона сечения стали квадратной формы до 65 мм, арматурные профили № 32–60, сталь шестигранного сечения до № 70, сталь угловая с шириной полок до 120 мм, швеллеры высотой до 300 мм и пр.;
- мелким — диаметр круглой стали до 30 мм, сторона сечения стали квадратной формы до 10 мм, арматурные профили № 6–28, сталь шестигранного сечения до № 30, сталь угловая с шириной полок до 50 мм и пр.
Технология блюминга
Блюминг имеет вид двух станин, которые объединены в клетьевую установку (высота от 6 до 10 метров). Станины представляют представляют собой вращающиеся отливки, на которые крепятся крупные металлические валки из стали с никелевыми и хромовыми добавками. Технология работы подобной установки очень проста: валки под действием электрического тока осуществляют медленное вращение вокруг своей оси, а при попадании между ними стального слитка происходит его обжатие — в результате образуется блюм.
Обратите внимание, что верхний валок обычно имеет встроенный электропривод для подъема и опускания установки — за счет этого происходит регуляция толщины слитка-блюма. Помимо этого блюминг-установки оснащены вспомогательными элементами — запасными электрическими двигателями, системами охлаждения, установками подачи смазочных материалов на поверхность валков и так далее.
Также обратите внимание, что это общая схема. На практике встречаются также многоклетьевые установки, блюминги с реверсивной подачей заготовки, установки с тремя валками и так далее. Самой большой популярностью в России пользуются установки блюминг-1300 и 1150, которые показывают хорошие технико-эксплуатационные показатели, редко ломаются и не требуют специального ухода. Также существуют и более современные установки, а самые мощные агрегаты промышленного типа могут давать порядка 5-6 миллионов блюмов в год.

Преимущества
У технологии блюминга есть масса преимуществ, которые отсутствуют у конкурирующих технологий проката:
- Можно регулировать степень подъема верхней валки — благодаря этому можно регулировать степень обжатия полуфабриката-блюма, а также регулировать его общую толщину.
- Есть возможность управления скоростью обкатки — это заметно упрощает процесс обкатки, что позволяет получить заготовку высокого качества.
- С помощью одних и тех же валков можно получить разные по массе и диаметру сечению блюмы. Это заметно увеличивает производительность блюминг-стана. В случае изменения заказа оператору не придется менять установку целиком, достаточно будет лишь немного изменить параметры.
Блюминг-цех обычно состоит из трех основных частей. В первом блоке монтируются электрические двигатели для вращения станин на блюминг-установках. Обычно монтируется сразу несколько моторов — как на случай аварии, так и для ситуаций, когда требуется дополнительная мощность для агрегатов. Во втором блоке непосредственно монтируется блюминг-установка + различные вспомогательные механизмы подачи металлических заготовок. Третий блок является вспомогательным — здесь собираются и хранятся все отходы производства (окалины, обрезки и так далее).

Тянем, давим, катаем…
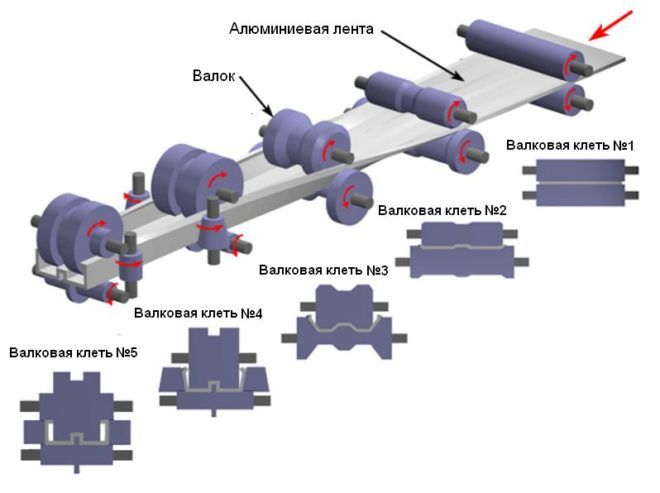
В промышленности требуется «сплошной» прокат: листы, прутки, ленты, швеллеры, рельсы, балки и т. д. Чтобы его получить металл в горячем состоянии «прогоняют» между валками прокатного стана. При этом профиль проката (то есть его поперечное сечение) будет определяться только формой валков. Ими можно придать металлу самые разные сечения — от прямоугольных до рельсовых.
При этом профиль проката (то есть форма его поперечного сечения) будет определяться только формой валков. Ими можно придать металлу самые разные сечения — от прямоугольных до рельсовых.

Технология проката позволяет придать приблизить форму металлической заготовки к готовому продукту (например — рельсу) и тем самым сэкономить время и энергию на окончательной обработке.

Обычно металл прокатывают в горячем (докрасна или добела разогретом) состоянии. Но есть несколько металлов (точнее — сплавов), которые прокатываются в холодном виде. К ним относятся, например, бронза и латунь, которые при высокой температуре становятся слишком мягкими и легко разрушаются (крошатся).
Из чего катаем прокат?
Прокат — это, разумеется, металл. Прежде всего — сталь, которая в силу своей твёрдости и (в нагретом состоянии) пластичности поддается обработке давлением, качением и вытягиванием. Однако сталь — не единственный материал для проката. Кроме нее обработке такими же методами могут подвергаться цветные металлы (медь, алюминий, олово) и их сплавы (бронза, латунь, томпак и др.) Все они имеют главное свойство, необходимое для того, чтобы материал был «прокатным» — способность изменять под давлением и сохранять в дальнейшем нужную форму.

При этом стоит отметить, что несмотря на то, что «прокатные» металлы были известны издревле, технология проката начала развиваться бурными темпами только после того, как технологии металлургии позволили получать в достаточных количествах сталь заранее заданного химического состава — то есть с содержанием углерода менее 2,1%.
Стали разные нужны…
В наше время есть несколько технологий получения стали из чугуна путем окисления и удаления из него углерода: мартеновский метод, электротермический и конверторный.
Последний является наиболее популярным, поскольку он наиболее дешев и наименее «грязен» в экологическом смысле.
Но качество стали зависит не только от содержания в ней углерода. Необходимые свойства ей придают легирующие добавки (хром, никель, ваннадий, молибден, марганец и так далее).
Главным и наиболее известным легирующим элементом при выплавке стали является хром – от того, сколько его содержится в стали зависит ее главное качество – стойкость к коррозии.
Со швами или без?
С развитием экономики потребность промышленности в бесшовных трубах увеличивается — соответственно, увеличиваются и доходы тех, кто эти трубы производит.
Но одновременно развиваются и технологии изготовления сварных труб — и сейчас бывает, что бесшовные и сварные трубы присутствуют на совершенно аналогичных по нагрузкам участках. Применение сварных труб может быть дешевле, но — увы! — не всегда надежнее.
Бесшовные трубы дороже, но их применение абсолютно необходимо, если расчеты нагрузок показывают значения, хотя бы близкие к предельно допустимым для сварных труб.
Этапы проката металла
Давайте теперь узнаем о том, как непосредственно происходит прокатка металла методом блюминга:
Нагрев
Перед обкаткой необходимо выполнить разогрев металлической заготовки. Это позволит придать материалу пластичности, что положительно скажется на качестве его обкатки. Для нагрева слитки с помощью кранов помещаются в специальные колодцы, где их нагревают до 1300 градусов. Для более оптимального нагрева слитки обычно помещаются в вертикальном направлении вдоль одной из стен колодца. Время нагрева слитков напрямую зависит от их начальной температуры. Если в колодцы помещаются полностью холодный металл, то нагрев осуществляется порядка 14 часов. Если же слитки поступают в колодцы с температурой 500-800 градусов — то не более 8 часов.
Доставка, взвешивание, перемещение
После нагрева слитки достаются из колодца с помощью все тех же кранов. Происходит взвешивание нагретых слитков. Затем оператор выбирает формат размещения слитков, а при необходимости он может осуществить разворот слитков методом кантования на 180 градусов. Зачем это нужно? Дело все в том, что в случае размещения «неспокойной» стали в стандартном направлении получится большое количество обрезков и окалин. Разворот слитка донной части позволит уменьшить количество «мусора», что очень важно с точки зрения экономии производства.

Обжатие
Теперь происходит непосредственно обжатие слитка на блюминг-установке. Обжатие обычно осуществляется в 10-15 пропусков — в зависимости от того, какой диаметр итогового блюма-полуфабриката вам нужно получить. За один обжим заготовка обычно уменьшается в размерах на 5-15 сантиметров. Полный цикл прокатки занимается 30-60 секунд (при максимальной скорости 7-8 м/с). Обжатие является достаточно трудоемким и сложным мероприятием, а осуществляют его операторы блюм-машин.
Финальная обработка готового блюма
После получения блюм-полуфабриката осуществляется финальная обработка. Для обработки обычно используются специальные МОЗ-машины, которые по сути представляют собой модифицированные горелки. После обработки блюмов с помощью горелок осуществляется обрезка. Сперва отрезаются плохие концы заготовки, а потом с помощью специального режущего аппарата блюм режется на несколько равных частей. Согласно нормам ГОСТ в конце на все части блюма нужно нанести специальное клеймо. На котором должна будет указана техническая информация — марка стали, номер производственного цикла, базовые сведения об операторе. В конце с помощью конвейерной ленты блюмы отправляются на склад для финальной маркировки и хранения.
Что такое сортовой металл, и чем он отличается от других
Всю массу выпускаемого производителями металлопроката можно разделить на достаточно большое количество разновидностей по различным параметрам. Собственно, сортовой металл – это одна из самых обширных групп готовой продукции, которая, в свою очередь, также подразделяется на более мелкие.
Определить, относится ли конкретное изделие к данному виду проката, достаточно просто. Для всего сортового металлопроката справедливо простое правило: касательная к любой точке поверхности металлоизделия не пересекает его сечение. То есть, все изделия данной группы отличаются простотой форм и сечений, которые обычно представляют собой круг, овал или многоугольник.
Общие особенности
Сортовой металл имеет, как минимум, одну общую особенность – качество поверхности. Оно имеет классификацию и отражается в соответствующей маркировке:
- используется без допобработки – маркировка «1ПГ»,
- обрабатывается горячим способом под давлением – «2ПГ»,
- обрабатывается механически (резанием) без нагрева – «3ПГ».
Также определенные особенности имеются у каждой разновидности проката, относящегося к этой группе, поэтому чуть подробнее стоит остановиться на них в отдельности.
Основные виды сортового проката

Как несложно догадаться, представляет собой стальной прут с круглым сечением.
Основным стандартом при его производстве является ГОСТ 2590-2006, регламентирующий сортамент изделий и их основные геометрические характеристики. В частности, главным параметром при выпуске круга является его номинальный диаметр. По стандарту он может варьироваться от 5 до 270 мм, а изделия диаметром свыше 270 и до 300 мм производятся по запросу.
Стальной круг, как и ряд других изделий, может производиться, храниться и транспортироваться в двух видах – в мотках (для изделий диаметром до 9 мм), и прутках.
Квадрат

Стальной квадрат во многом аналогичен кругу, но имеет ряд отличий, связанных с формой. Во-первых, он имеет квадратное поперечное сечение. Во-вторых, его сортамент регламентируется отдельным ГОСТ – 2591-2006. В-третьих, основным параметром для его выпуска выступает номинальная сторона квадрата. Она может принимать значения от 6 до 200 мм.
В отличие от круга, основной формой производства в данном случае являются прутки. В мотках могут выпускаться лишь изделия, длина стороны которых не превышает 42 мм, при этом выпуск должен быть согласован с заказчиком.
Шестигранник

Стальной шестигранник, опять же, отличается лишь формой поперечного сечения, которое, на этот раз, представляет собой правильный шестиугольник. Производится он согласно ГОСТ 2879-2006.
Основной параметр в данном случае – номинальный диаметр вписанного круга (он же расстояние между двумя противоположными гранями). Он может варьироваться от 8 до 103 мм.
Изготавливается данная разновидность сортового металла в прутках длиной 2-6 м. Потребитель также может запросить производство шестигранника в мотках или прутках большей длины – от 3 до 13 метров.
Полоса

По сути, стальная полоса могла бы называться прямоугольником, так как имеет поперечное сечение именно такого вида. Она производится по ГОСТ 103-2006. Основными параметрами при производстве являются ширина и толщина. Они, соответственно, могут иметь значения от 11 до 200 и от 4 до 60 мм.
Полоса может также изготавливается в прутках от 2 до 12 м или, по согласованию с заказчиком, в рулонах и прутках немерной длины в пределах 3-13 м.
Производство
Сортовой металл, независимо от его вида, производится методом проката на специальном прокатном стане. На него подается заготовка (сляб из требуемой марки стали), после чего она разогревается для увеличения пластичности и проходит по прокатным клетям. Последние представляют собой серию попарно расположенных валков с требуемой геометрией поверхности. Проходя через них, заготовка вытягивается и постепенно приобретает требуемую форму и размеры.
Готовые изделия нарезаются на прутки или сматываются в мотки и остужаются, после чего отправляются на хранение или поступают в продажу.
В чем различие между сортовым и фасонным металлопрокатом
Ни одна промышленная отрасль не может обойтись без использования металлопроката – заготовки из металла, которая прошла обработку на станке. Форма заготовки может быть самой разной. Ее выбор зависит от того, для применения в какой из отраслей промышленности она предназначена.
Существует множество видов металлопроката. Но наиболее востребованы из них следующие:
- сортовой металлопрокат;
- фасонный;
- листовой и трубопрокат.
Что такое листовой и трубопрокат несложно догадаться по названию. Поэтому целесообразно рассмотреть, чем отличается между собой фасонный и сортовой прокат.
Отличительные особенности
Металлопрокат изготавливается из сплавов различной стали. Его подразделяют на два основных вида:
Чем же они отличаются? Если говорить простым языком, к фасонному типу относятся пустотелые элементы из металла. Это означает, что в поперечном сечении они имеют сплошную невыпуклую геометрическую фигуру. Яркими представителями этой разновидности являются уголки, швеллеры и профили. К сортовому типу относятся металлические элементы, не имеющие полости. То есть в поперечном сечении они выпуклые. Представить себе сортовой металлопрокат можно, взглянув на металлический прут.
Применение сортового проката
Сортовой тип, по сути, является полуфабрикатом, из которого посредством дальнейшей обработки получают готовую продукцию. Данный материал широко применяется в строительстве. Из него производят конструктивные элементы зданий и сооружений, а также множество других изделий.
После дополнительной обработки из заготовок сортового типа изготавливают следующее:
- детали для различных механизмов;
- крепежные детали;
- гнутые профили.
Виды сортовой продукции
Главной особенностью этого типа является то, что его поперечное сечение имеет простую геометрическую форму. Он разделяется на следующие разновидности:
Существует несколько типов простого проката:
- круглый;
- квадратный;
- шестигранный;
- полосовой.
Арматура – это множество простых элементов, которые соединены между собой. Арматуру применяют при строительстве железобетонных конструкций в сочетании с бетоном. Данное изделие позволяет усилить свойства бетона, либо служить для его растяжения.

В зависимости от качества поверхности, такой прокат стали делится на следующие группы:
- 1ГП – продукт, который не требуют дальнейшей обработки поверхности;
- 2ГП – продукт, поверхность которого требует горячей обработки давлением;
- 3ГП – продукт, поверхность которого обрабатывается холодным способом, подразумевающим механическую резку.
Применение стального круга
Стальной круг – это один из наиболее распространенных видов рассматриваемой продукции. Данное изделие изготавливается в виде стального прута, имеющего круглое поперечное сечение. Стандартный диаметр стального круга варьируется от 5 до 270 мм. Однако при необходимости диаметр круга может быть увеличен до 330 мм.
Стальной круг нашел широкое применение в машиностроении. В этой области промышленности его используют для изготовления различных втулок, валов, осей и прочих деталей, входящих в конструкцию машин. Помимо этого он применяется при изготовлении оград, кованых изделий, в том числе заборов, решеток на окна и двери и других изделий.

Применение квадратов и шестигранников
Квадратный тип продукта, как и шестигранный, является таким же стальным прутом, имеющим либо квадратное, либо шестигранное поперечное сечение. Их стороны имеют стандартные размеры, варьирующиеся от 6 до 200 мм. Изготовление продукции более внушительных размеров возможно лишь по индивидуальному заказу.
Эти виды чаще всего применяются в строительстве. Из них изготавливают конструкционные элементы ворот, оград, скамеек и других конструкций.
Применение полосового проката
Стальные полосы применяются при изготовлении металлических конструкций, а также гнутого профиля, например, уголков. Полосовая продукция применяется при изготовлении автомобильных рессор, различных режущих инструментов, либо в качестве элементов конструкций, которые работают на растяжение. Сортовой металлопрокат полосового типа также применяется при изготовлении труб и различных декоративных элементов.
Применение фасонного проката
В зависимости от сферы применения фасонный тип продукции делят на две разновидности:
- массового назначения;
- специального назначения.
Наибольшим спросом, безусловно, пользуется металлопрокат массового назначения. К данной разновидности относятся следующие изделия:
- стальные уголки;
- стальные швеллера;
- стальные двутавры.
Прокат сталь профиль специального назначения применяется преимущественно при строительстве железнодорожных и трамвайных путей, шахтных выработок, а также в других особых отраслях.
Применение уголков
Уголки – это самый распространенный вид продукции, нашедший повсеместное применение. Стандартная ширина их полки варьируется в пределах 20-250 мм. Толщина стенки чаще всего зависит от предыдущей величины и может составлять от 5 мм до 12 мм.

Применение швеллеров
Швеллер – это вид фасонного металлического продукта, у которого поперечное сечение выполнено в виде буквы «П». Эти изделия применяются практически во всех промышленных отраслях. Без них невозможно построить здание, создать автомобиль, либо изготовить какое-либо другое оборудование.
Швеллеры имеют разную высоту поперечного сечения, которая непосредственно отражается на прочностных характеристиках изделий.
Применение двутавров
Двутавры – это изделия, выполненные в виде буквы «Н». Их чаще всего применяют в строительстве, в частности, при возведении различных сооружений и мостов.
Помимо этого, двутавры применяются в машиностроительной и вагоностроительной отраслях.
Высота их полок составляет от 100 мм до 1000 мм, а ширина – от 55 мм до 400 мм. Исходя из размерного ряда, двутавры разделяются на следующие виды:
- стандартные;
- широкополочные;
- колонные.
Из чего изготавливается металлический прокат
При его производстве могут использоваться различные виды стали и сплавов. К ним относятся:
- углеродистая сталь или так называемый черный металл; , прочностные и эксплуатационные характеристики которой улучшены за счет добавления различных химических компонентов;
- нержавеющая сталь;
- алюминий; ;
- жесть.
Это далеко не полный перечень материалов, применяемых при изготовлении металлопроката. Огромный выбор металлов и форм выпускаемой продукции позволяет использовать ее в самых разных отраслях производства. Из этого материала можно изготавливать детали любых форм, обеспечивая их устойчивость к любым нагрузкам и температурному режиму.
Как сортовой, так и фасонный металлопрокат применяются практически во всех отраслях промышленности. Однако их отличие заключается в том, что сортовой тип применяется в качестве заготовок, в том числе и для производства фасонного типа.
Видео по теме: Производство сортового проката
Современное прокатное производство

Важной операцией перед непосредственно прокаткой является нагрев металла. Он осуществляется в нагревательных печах, куда помещается металл с целью повышения его пластичности и уменьшения сопротивления деформации.
Прокатные станы классифицируются по назначению, количеству и расположению рабочих клетей и валков в рабочих клетях. В зависимости от назначения, т.е. от вида выпускаемой продукции, их можно разделить на следующие три группы:
- станы горячей прокатки (обжимные, заготовочные, рельсобалочные, сортовые, проволочные, штрипсовые, листовые, широкополосные);
- станы холодной прокатки (листовые, жестепрокатные и станы для прокатки тонкой и тончайшей ленты);
- станы специального назначения (колёсопрокатные, бандажепрокатные, вилопрокатные, для прокатки полос и профилей переменного сечения, шаров, шестерен, винтов, гнутых профилей и т.п.).

Рис. 1. Листопрокатный стан
Напомним, что обжимные и заготовочные станы используются для предварительной прокатки слитков, разливаемых в изложницы, и при работе с непрерывнолитой заготовкой не используются.
Основным параметром обжимных, заготовочных и сортовых станов является диаметр валков или шестерен шестеренной клети (в мм). При наличии в стане нескольких рабочих клетей параметром стана является диаметр валков чистовой (последней) клети. Так, название «мелкосортный стан 250» означает, что диаметр рабочих валков или шестерен чистовой клети равен 250 мм, а назначение его – производство мелкосортного проката.
Основным параметром листовых станов является длина бочки (рабочей поверхности) валка (в мм), которая определяет наибольшую ширину прокатываемых на стане листов или полос. В этом случае название «толстолистовой стан 3000» означает, что длина бочки валков равна 3000 мм, при этом на стане прокатывают толстый лист шириной до 2700-2800 мм.

Рис. 2. Прокатные валки: с гладкой бочкой (а) и калиброванный (б):
1 – бочка; 2 – шейка; 3 – приводные или перевалочные концы
По количеству и расположению рабочих клетей прокатные станы разделяют на следующие пять групп: одноклетевые, линейные многоклетевые, последовательные, полунепрерывные и непрерывные.
Наиболее простыми являются линейные многоклетевые прокатные станы, на которых рабочие клети расположены в одну или более линий. При этом каждая линия приводится от одного электродвигателя. Одноклетевые станы могут быть реверсивными, когда рабочие валки могут попеременно вращаться в одну и другую сторону, или нереверсивными, когда рабочие валки вращаются только в одну сторону. Линейные многоклетевые станы используют, в основном, как заготовочные, сортовые, рельсобалочные, проволочные и листовые.
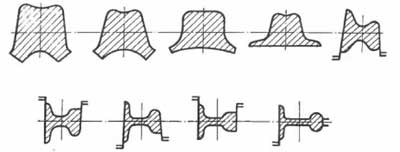

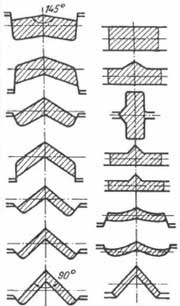
Рис. 3. Калибровка – порядок прокатки последовательного ряда
переходных сечений прокатываемых профилей
(а – прокатка рельсов; б – различные варианты прокатки швелелров;
в – различные варианты прокатки уголков)
Последовательные станы характеризуются расположением рабочих клетей, стоящих друг за другом таким образом, что прокатываемая полоса проходит в каждой клети один раз. Поэтому число клетей такого стана должно быть равно максимальному числу проходов, необходимых для получения готового профиля. На последовательных станах рабочие клети обычно размещают в несколько параллельных рядов, чтобы сократить длину цеха и лучше использовать его площади. Причём на таких станах расстояние от клети к клети в направлении прокатки увеличивается из-за увеличения длины прокатываемой полосы (поскольку сечение уменьшается, прокатываемый металл вытягивается в длину). Соответственно увеличивается и частота вращения валков. Последовательные станы используют в основном как сортовые.

Рис. 4. Простые (а) и фасонные (б) калибры
Полунепрерывные станы состоят из двух групп рабочих клетей: непрерывной и линейной, или последовательной. В непрерывной группе клетей прокатываемая полоса может находиться одновременно в двух, трёх и более клетях, т.е. прокатываться непрерывно. А во второй группе полоса прокатывается или на линейном, или на последовательном стане. Полунепрерывные станы используются как сортовые, проволочные и полосовые.
Наиболее современными станами являются непрерывные станы. По сравнению с другими типами станов непрерывные характеризуются более высокими скоростями прокатки (следовательно и производительностью). При этом привод валков рабочих клетей может быть как индивидуальным, так и групповым. Эти станы используют в качестве заготовочных, широкополосных, средне- и мелкосортных, проволочных и др.
Валки являются основным рабочим инструментом прокатного стана, в них непосредственно осуществляется деформация металла. Затраты, связанные с эксплуатацией валков, составляют 5-15 % всех расходов по прокатному стану.
Прокатные валки классифицируют по назначению, форме бочки валка, конструкции, материалу. По назначению валки бывают сортовые и листовые, кантующие, разрезные, правѝльные и т.д., валки для горячей и холодной прокатки, валки обжимные, черновые, предчистовые и чистовые.
По форме бочки валки бывают гладкие или цилиндрические и с калибрами. По конструкции различают валки цельнолитые, цельнокованые и составные. По материалу валки бывают стальные, чугунные и из твёрдых сплавов. Рабочий диаметр валков выбирают так, чтобы они захватывали металл без принудительного заталкивания, а также исходя из условий прочности и жёсткости, особенно для тонколистовых станов.

Рис.5. Варианты расположения валков в рабочих клетях:
а – двухвалковая клеть; б – трёхвалковая сортовая и листовая; в – четырех-валковая клеть; г – шестивалковая клеть; д – двенадцативалковая клеть; е – двадцативалковая клеть; ж – универсальная балочная клеть; з – универсальная клеть слябинга
По расположению и количеству валков в рабочих клетях и их конструкции прокатные станы делятся на несколько групп: двух-, трёх-, четырёх- и многовалковые, универсальные специальной конструкции (рис. 5).
Двухвалковые клети (дуо-) наиболее распространены, и бывают реверсивные и нереверсивные. В реверсивных клетях валки имеют переменное направление вращения. Прокатываемый металл проходит между валками вперёд и назад нужное количество раз, а валки соответственно изменяют направление вращения, реверсируются. Реверсивные двухвалковые клети применяют в обжимных, толстолистовых, сортовых и листовых станах.
В нереверсивных двухвалковых клетях валки имеют постоянное вращение в одну сторону. Прокатываемый металл проходит между валками такой клети только один раз и в одном направлении. Нереверсивные клети применяют в линейных многоклетевых, последовательных, полунепрерывных и непрерывных прокатных станах при производстве заготовок, сортового проката, катанки, листа.
В трёхвалковых клетях оси валков расположены в одной вертикальной плоскости и имеют постоянное направление вращения. Трёхвалковые клети нашли широкое применение при производстве сортового проката. Прокатываемый металл движется в одну сторону между нижним и средним валками и в обратную сторону – между средним и верхним. Для подъёма металла на верхний уровень и его задачи между верхним и средним валками перед клетью или позади её устанавливают подъёмно-качающиеся столы.
При производстве листа также применяют трёхвалковые клети, но со средним валком меньшего диаметра, чем нижний и верхний. Средний валок является неприводным и в процессе прокатки прижимается то к верхнему, то к нижнему валку.

Так же, как и при производстве сортового проката, перед клетью и позади неё устанавливают подъёмно-качающиеся столы. Поскольку трёхвалковые клети обладают небольшой производительностью и малой жёсткостью валковой системы, в последнее время они практически не применяются.
В четырёхвалковых клетях, как и в трёхвалковых, валки также расположены в одной вертикальной плоскости один над другим. В этих клетях два валка являются рабочими, а два других – опорными. Рабочие валки имеют меньший диаметр и размещены в середине клети, опорные валки имеют больший диаметр и расположены сверху и снизу. Опорные валки предназначены для уменьшения прогиба рабочих валков и для увеличения жёсткости валковой системы. Приводными валками в клетях кварто- (четырёхвалковых) являются рабочие валки. Станы с четырёхвалковыми клетями получили широкое распространение для горячей и холодной прокатки толстых и тонких листов, широких полос и лент.

С использованием четырёхвалковых клетей прокатка осуществляется на непрерывных многоклетевых и одноклетевых станах. Четырёхвалковые нереверсивные клети используют на непрерывных станах. Реверсивные четырёхвалковые клети используют в одноклетевых станах горячей и холодной прокатки.
К многовалковым клетям относятся шести-, двенадцати- и двадцативалковые клети.
Шестивалковые клети имеют два рабочих приводных валка и четыре опорных. Эти клети отличаются повышенной жёсткостью самой клети и меньшим прогибом опорных валков. Благодаря этому клети используют для холодной прокатки тонких полос и узких лент в рулонах с точными допусками по толщине. Однако поскольку преимущества этих клетей по сравнению с четырёхвалковыми клетями невелики, а конструкция их сложнее, то значительного распространения они не получили.

Широко применяются в прокатном производстве двенадцати- и двадцативалковые клети. Такое усложнение конструкций рабочих клетей оправдывается рядом преимуществ, которые выражаются в жесткой конструкции валковой системы и всей рабочей клети. Это позволяет применять их для производства тонкой и тончайшей ленты. Диаметры рабочих валков в таких многовалковых клетях лежат в пределах от 3 до 50 мм. Они являются неприводными и опираются на ряд приводных валков с большим диаметром, а последние, в свою очередь, на ряд опорных валков.

Универсальные клети имеют горизонтальные и вертикальные валки, расположенные в одной вертикальной плоскости. Обжатие металла осуществляется горизонтальными и вертикальными валками одновременно.
Такие клети применяются в универсальных балочных клетях, где вертикальные валки неприводные. Эти клети применяют только для прокатки широполочных двутавровых балок (высота балок до 1000 мм, ширина полок до 400 мм), а также для прокатки других профилей (рельсов, универсальных листов и др.).
Кроме того, универсальные (обычные) клети применяют как реверсивные двухвалковые (в слябингах) или четырёхвалковые (в черновых широкополосных станах) клети. В этих клетях вертикальные плоскости, в которых размещены или горизонтальные, или вертикальные валки, находятся на некотором близком расстоянии друг от друга.
В этих клетях обжатие прокатываемого металла осуществляется и горизонтальными и вертикальными валками. При этом вертикальные валки располагают с передней или задней стороны рабочей клети, в задачу которых входит получение ровных и гладких боковых граней прокатываемого металла.
Клети специальной конструкции имеют самое различное расположение валков. К этой группе относятся колёсопрокатные, бандажепрокатные, вилопрокатные, кольцепрокатные, шаропрокатные станы, а также станы для прокатки профилей переменного и периодического сечения, шестерен и других изделий.
Кроме собственно прокатного стана в состав технологических линий для прокатки входит большое количество вспомогательного оборудования, которое подразделяют на две основные группы: транспортную, выполняющую операции по перемещению металла, подаче его к рабочим клетям и его кантовку, и обрабатывающую, работа которой связана с операциями по отделке проката.
К транспортной группе агрегатов и механизмов относятся рольганги, холодильники, манипуляторы, кантователи, поворотные и подъёмные механизмы. К обрабатывающей группе агрегатов и механизмов относятся ножницы, пилы, правѝльные механизмы и прессы, моталки, разматыватели и др.
Важную роль играют рольганги – системы роликов, установленных на раму. Привод роликов осуществляется от электродвигателей, а при их вращении металл, уложенный на рольганг, получает продольное перемещение за счёт сил трения. Рольганги обеспечивают подачу металла к прокатному стану, задачу его в валки, приёма из валков и передвижение к ножницам, пилам, правѝльным и другим устройствам и механизмам.
Холодильники являются связующим звеном между прокатным станом и агрегатами для отделки проката. На холодильнике осуществляется приём прокатанного металла, его охлаждение, передача на отводящий рольганг, транспортирование металла к отделочным агрегатам.
Наиболее распространённые реечные холодильники обеспечивают охлаждение полос с помощью подвижных зубчатых реек, совершающих качательно-поступательное движение. Важным достоинством этих холодильников является возможность правки прокатанного металла в процессе охлаждения. При перемещении по холодильнику металл охлаждается до 80-120 °С, передаётся на отводящий рольганг, ведущий к ножницам для холодной резки на мерные длины.
Подготовленный таким образом прокат, как правило, поступает в агрегаты для термической обработки для улучшения его свойств: закалки с целью придания твёрдости, либо наоборот – в агрегат отжига для смягчения (например, для последующего переката листа в тонкий холоднокатаный лист), а затем в агрегаты для отделки поверхности – механическим либо химическим (травление) способом.
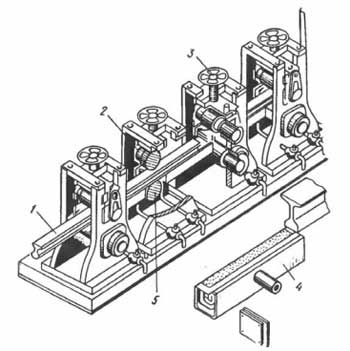
Рис.6 . Машина для закалки головок рельсов
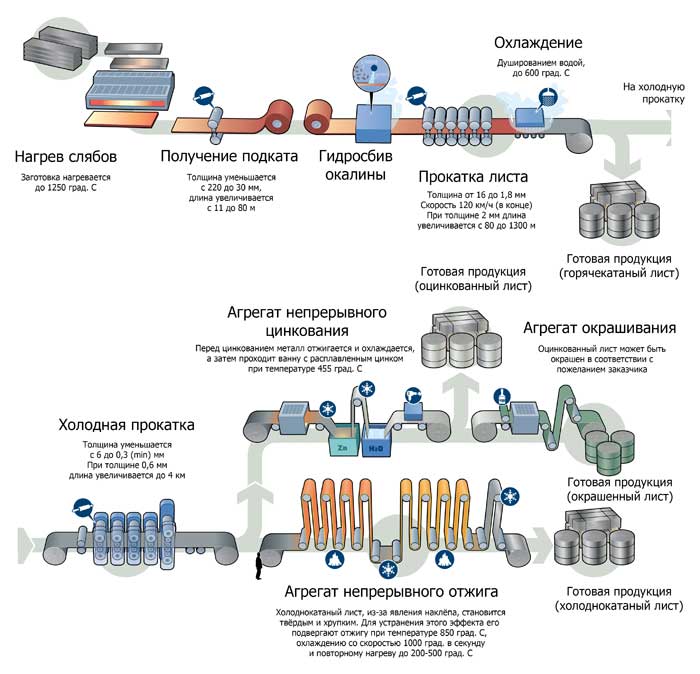
Тонколистовому прокату в дальнейшем также могут на специальных агрегатах придаваться специальные свойства. Преимущественно он подвергается цинкованию для защиты от коррозии путём пропускания через ванну с расплавленным цинком а агрегатах непрерывного горячего цинкования (АНГЦ), а также ему придаются дополнительные защитные и эстетические свойства путём нанесения полимерных покрытий либо путём окраски.
При этом важно отметить, что на всех стадиях производства важную роль играет контроль качества, осуществляемый как путём вырезания образцов из металла для последующей оценки его свойств стандартными методами, так и с использованием способов неразрушающего контроля – ультразвукового, электроиндуктивного, рентгено- и гамма-дефектоскопии.
Читайте также: