Рекомендовать инструментальную сталь для обработки нержавеющей стали
Обновлено: 04.05.2024
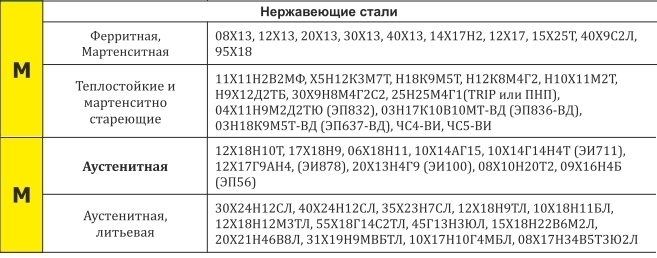
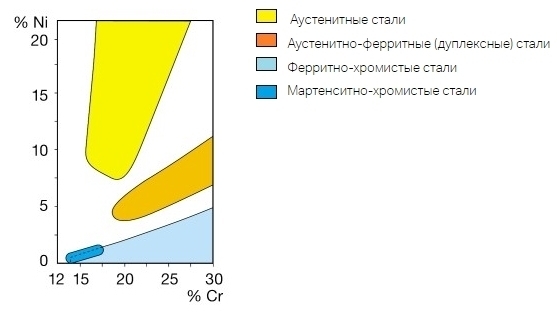
- мартенситные стали, которые имеют в качестве основной структурной составляющей мартенсит. Они содержат от 12 до 17 % Cr (хромистые стали) и имеют достаточно высокое содержание углерода (C), что позволяет подвергать такие сплавы закалке.
- мартенситно-ферритные сплавы имеют структуру, в которой, кроме мартенсита, содержится более 10 % феррита. Они включают от 13 до 18 % Cr (хромистые стали).
- ферритные стали отличаются структурой, основанной на феррите. В их составе есть от 13 до 30 % Cr (хромистые стали). Такие сплавы отличаются магнитными свойствами. Они имеют доступную себестоимость, что обусловлено низким содержанием никеля.
- аустенито-мартенситные стали имеют структуру, состоящую из аустенита и мартенсита в определенных пропорциях. Они включают от 12 до 18 % Cr и от 4 до 9 % Ni (хромоникелевые и хромомарганцевоникелевые стали).
- аустенито-ферритные сплавы имеют структуру, включающую аустенит и минимум 10 % феррита (хромоникелевые и хромомарганцевоникелевые стали).
- аустенитные стали имеют структуру, основанную на аустените (хромоникелевые стали, хромомарганцевоникелевые стали).
В сравнении с обычными сталями, высоколегированные коррозионно-стойкие и жаростойкие стали обладают худшей обрабатываемостью, так как содержат в больших количествах легирующие элементы: хром (15. 18 %), никель (8. 11 %), марганец (1.. .2 %). Иногда в них входят в небольших количествах титан, вольфрам, молибден, ниобий при некотором снижении содержания хрома и никеля.
Снижение обрабатываемости этих сталей связано с изменением их механических и теплофизических свойств. Например, жаростойкие (окалино-стойкие) и жаропрочные стали аустенитного класса отличаются высокой упрочняемостью при резании. Некоторые марки сталей в процессе пластического деформирования склонны к структурным превращениям, заключающимся в переходе аустенита в мартенсит. Эти стали, как правило, имеют низкую теплопроводность, что затрудняет отвод теплоты из зоны резания в стружку и заготовку. При этом повышаются температура резания и интенсивность износа инструментов, возможно образование термических трещин на кромках инструмента (пластин).
Стоит заметить, в определенных случаях предварительная термическая обработка на структуру - способствует улучшению обрабатываемости многих типов нержавеющих сталей.
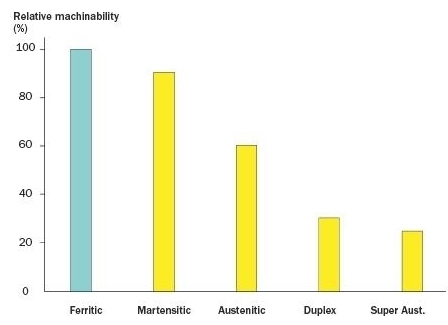
При обработке нержавеющих сталей затруднен контроль над стружкообразованием, наиболее плохой контроль над стружкодробленим происходит при обработке аустенитных и дуплексных нержавеек, относительно хороший при обработке ферритной и мартенситной нержавеющих сталей. Обработка нержавеющих сталей сопровождается высокими силами резания и высокой температурой в зоне резания, липкие сорта склонны к налипанию на режущую кромку (образование наростов при невысоких скоростях обработки), склонны к упрочнению. Для снижения вероятности образования наростов рекомендуется обработка на скоростях более 100-120 м/мин. При черновой обработке, в случае, когда подача СОЖ строго в зону резания затруднена даже с применением высокого давления СОЖ через инструмент (державку) – рекомендуется работа без применения СОЖ для снижения вероятности возникновения термотрещин. При чистовой обработке применение СОЖ обязательно (при этом стоит заметить, что качество обработанных поверхностей, стойкость инструмента во многом зависит от качества СОЖ и схемы его подачи). Подача СОЖ под высоким давлением четко в зону резания может снизить износ инструмента до 2-5 раз. Нужно упомянуть и положительный опыт при охлаждения зоны резания углекислотой до температуры минус 50-70 градусов по Цельсию.
При работе на универсальных станках в качестве смазки (СОЖ) при обработке нержавеющих сталей часто применяют олеиновую кислоту, сало, иногда специализированные смазки (см .приложение 1 ).
Рекомендовать инструментальную сталь для обработки нержавеющей стали
Перлит , в свою очередь, осложняет процесс резания следующими факторами: сильный абразивный износ; повышенные силы резания.
Обрабатываемость резанием сталей с содержанием C < 0,25 % в значительной мере обусловлена вышеназванными свойствами феррита. При низких скоростях резания на режущей кромке образуются наросты. С повышением скорости резания износ инструмента постепенно увеличивается, при этом возрастает и температура резания. Учитывая эти факторы, следует выбирать инструмент по возможности с положительным передним углом. Поверхности низкого качества и с множеством заусенцев образуются прежде всего при низких скоростях резания, обусловленных технологией обработки.
Для углеродистых сталей с содержанием C от 0,25 до 0,4 % свойства перлита влияют на обрабатываемость резанием следующим образом: снижаются склонность к налипанию и образование наростов на режущей кромке; вследствие повышенной нагрузки на зону контакта возрастает температура резания и увеличивается износ инструмента; структура материала положительно влияет на чистоту обработки поверхности, на количество и форму стружки.
При дальнейшем повышении содержания углерода (0,4 % < C < 0,8 %) доля перлита увеличивается, а при 0,8 % C перлит остается единственной структурной составляющей. В целом стали считаются материалом, хорошо поддающимся резанию, только с точки зрения образования стружки и чистоты обработки поверхности. Вследствие повышенной твёрдости и прочности надлежит считаться с интенсивным износом. Для уменьшения износа следует работать с пониженной скоростью или с использованием СОЖ.
В заэвтектических углеродистых сталях (C > 0,8 %) при медленном охлаждении на воздухе также образуются феррит и цементит . В отличие от доэвтектических углеродистых сталей ферритовая решетка не образуется, феррит присутствует только в качестве раствора в перлите. Образование перлита начинается непосредственно от границ зерна аустенита. При содержании углерода значительно выше 0,8 % на границах зерна происходит осаждение цементита, т.е. даже свободный цементит образует оболочку вокруг зерен аустенита или перлита. Подобные стали при обработке резанием вызывают очень сильный износ. Наряду с интенсивным абразивным воздействием твёрдых и хрупких структурных составляющих, возникающие высокие давления и температуры даже при
сравнительно низких скоростях резания вызывают сильный износ по передней и задней поверхностям. В связи с этим надлежит работать с низкими скоростями резания и большими поперечными сечениями стружки, а также с прочными режущими кромками.
В инструментальных, легированных и быстрорежущих сталях увеличение легирующих элементов всегда приводит к ухудшению обрабатываемости (до Коб = 0,6) и росту шероховатости обработанной поверхности вследствие образования твердых карбидов. При этом, как правило, повышаются предел прочности σв при растяжении и твердость сталей, возрастает сопротивление сталей обработке резанием. Наихудшую обрабатываемость имеют структуры: сорбитообразный перлит, сорбит и тростит после закалки и отпуска. Наилучшей по обрабатываемости структурой инструментальных сталей является зернистый перлит с равномерно распределенными мелкими карбидами после тщательной проковки и сфероидизирующего отжига. В целом же в зависимости от химического состава у высоколегированных сталей коэффициент обрабатываемости снижается от Коб = 0,65 (хромистые, коррозионностойкие стали) до Коб = 0,3 (хромоникелевые жаростойкие стали).
Низкоуглеродистая сталь … такая как Ст. 3, Сталь 20… (содержание углерода <0,25%) требует особого внимания из-за сложностей со стружкодроблением и тенденции к налипанию (наростообразование на режущей кромке). Для дробления и отвода стружки необходимо обеспечить как можно большую подачу. Необходимо использовать высокую скорость резания для предотвращения наростообразования на режущей кромке пластины, которое может отрицательно сказываться на качестве обработанной поверхности. Применение пластин с острыми кромками и геометриями для ненагруженного резания уменьшают тенденции к налипанию материалов и предотвращают разрушение кромки.

При чистовой обработке таких сталей рекомендуется применение острых полированных геометрий пластин из кермета, при этом скорость резания должна быть в пределах от 150 до 450 м/мин (в зависимости от условий обработки и производителя пластин значение скорости резания может доходить до 500-700 м/мин). Кермет обеспечивает не только превосходную остроту режущей кромки, но способствует минимальному взаимодействию материала инструмента и обрабатываемого материала, что в свою очередь способствует получению высокого качества обрабатываемых поверхностей. Кермет как правило плохо работает на скоростях ниже 100 м/мин, качество обработки и стойкость пластин заметно снижаются.
Применение высококачественных СОЖ для чистовой обработки так же способствует улучшению обрабатываемости низкоуглеродистых сталей.
При фрезеровании низкоуглеродистых сталей основной проблемой так же является образование наростов и заусенцев. Одним из вариантов решения проблемы является применение скоростной обработки, применение инструментов с острой геометрией, применение качественных СОЖ.
Обрабатываемость низколегированной стали зависит от содержания легирующих элементов и термообработки (твёрдости). Для всех материалов в этой группе наиболее распространёнными механизмами износа являются лункообразование и износ по задней поверхности. Поскольку упрочнённые материалы выделяют в зоне резания больше тепла, распространённым механизмом износа также является пластическая деформация. Для низколегированной стали в неупрочнённом состоянии первым выбором будет серия сплавов и геометрий для стали. Для точения упрочнённых материалов предпочтительно использовать более твёрдые сплавы, пластины с многослойными износостойкими покрытиями (в определенных случаях керамику и CBN).
Высоколегированные стали с общим содержанием легирующих элементов более 5%. В эту группу входят и мягкие, и упрочнённые материалы. Обрабатываемость снижается с ростом содержания легирующих элементов и твёрдости. Что касается низколегированных сталей, то первым выбором будут сплавы и геометрии для стали. Сталь с содержанием легирующих элементов более 5% и твёрдостью более 450 HB предъявляет дополнительные требования в плане стойкости к пластической деформации и прочности кромки. Часто для сталей, в состав легирующих элементов которой входят хром, титан, марганец - рекомендуется применение прочных сплавов пластин с многослойными износостойкими покрытиями подобными для обработки чугунов, поскольку преобладающим становится износ по задней поверхности, выкрашивания.
При фрезеровании сталей высокой твёрдости важное значение приобретает взаимное расположение заготовки и фрезы для предотвращения выкрашивания режущей кромки (во избежание излишнего увеличения толщины стружки на выходе, а также по возможности проводить черновую обработку без применения СОЖ).
Нужно заметить, что в каталогах различных производителей инструмента мартенситные нержавеющие стали (типа 20Х13, 40Х13, 65Х13, 14Х17Н2, 95Х18 и др.) часто вносят в таблицы раздела группы Р. При обработке подобных материалов назначаются инструменты (марки сплавов) соответствующие для обработки сталей из раздела ISO группы Р. Мартенситная структура твердая, и вызывает в основном износ по задней поверхности. Применение твердых сплавов с многослойными износостойкими покрытиями, которые в сочетании обеспечивают и хорошую термостойкость, и высокую износостойкость позволяют вести обработку таких сталей без особых сложностей. Коэффициент обрабатываемости таких сталей в отожженном состоянии, или в закаленном и отпущенном состоянии при твердости 270-340HB для твердого сплава составляет Кʋтв.спл.=0,6-0,8.
Обрабатываемость многих сталей улучшается в результате отжига и отпуска , которые приводят к снижению действительного предела прочности при максимальном выделении из твердого раствора и максимальной коагуляции карбидов. Плохо обрабатываются стали и как с очень низкой твердостью, так и с высокой.
Инструментальные стали

Инструментальные стали используются в производственной, медицинской сферах для изготовления точных, высокопрочных инструментов с твердой режущей кромкой и высокими показателями износоустойчивости. Это наиболее сложные по составу и обработке сплавы.
Существует много видов инструментальной стали. Классифицируются они в зависимости от процентного содержания углерода и легирующих добавок. О том, где применяются такие сплавы, как маркируются, какими свойствами обладают, вы узнаете из нашего материала.
Назначение инструментальных сталей
Какая сталь инструментальная? Это металл, который содержит в составе углерод от 0,7 % и выше. Между собой инструментальные стали отличаются по содержанию вторичного карбида и по структуре делятся на доэвтектоидные, ледебуритные, заэвтектоидные. В доэвтектоидном сплаве нет вторичного карбида. В остальных структурах карбиды содержатся и формируются при эвтектоидных разновидностях или образуются при распаде мартенсита.
В современном производстве инструментальные стали в основном применяются для производства следующей продукции:
- штамповочные детали, которые изготавливают горячим или холодным деформированием;
- высокоточные изделия;
- металлорежущие инструменты;
- устройства для измерения;
- формы, для литья под давлением.
Марка инструментальной стали
Область применения
Изделия для работы под давлением 1 400–1 600 МПа. Износостойкие ролики профилировочного станка, эталонные зубчатые колеса, плашки резьбонакатные, кузнечные штампы, матрицы дыропрошивные сложные, пресс-штемпели вырубные и просечные, матрицы и пресс-штемпели холодного воздействия под давлением. Сталь этой марки не используют для сварных металлоконструкций
Ответственные детали с улучшенной износоустойчивостью, усталостной прочностью, находящиеся в напряженном состоянии в зоне контакта. К ним можно отнести сверла, развертки, метчики, лерки, гребенки, инструменты для фрезерования, штемпели машинные, клейма для холодных работ. Сталь этой марки не используют для сварных металлоконструкций
Молотовые штампы мелкие, крупные молотовые или прессовые вставки при горячей деформации конструкционной стали и цветных сплавов в крупном производстве, формующая оснастка для литья под давлением различных сплавов
Приспособления для горячей деформации на кривошипных штамповочных прессах, которые подвергаются в ходе работы высокоинтенсивному охлаждению (в основном для небольшого инструмента), формующая оснастка для литья под давлением медного сплава, ножи для горячей резки металла
Р6М5, Р6М5К5, Р6М5Ф3, Р6М5К8, Р18, Р7М2Ф6, Р12МФ5, Р9М4К8, Р10М4К14, Р12М3К5Ф2, Р12М3К8Ф2, Р12М3К10Ф2, Р12М3К10Ф2
Сверла, развертки, метчики, фрезы дисковые, червячные и концевые, инструменты для зенкерования и протягивания, шеверы
Общие характеристики инструментальной стали
Существуют общие критерии для всех марок стали. Но к отдельным видам инструментальной стали (в зависимости от способов использования) предъявляются еще и характерные требования.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Отличия инструментальной стали от конструкционной:
- Твердость инструментальной стали 60–65 единиц по шкале Роквелла.
- Добавочная прочность, когда непостоянное сопротивление на разрыв выше 900 МПа.
- Сопротивляемость абразивному износу.
- Увеличенная прокаливаемость – способность инструментальной стали при закалке приобретать мартенситную структуру.
- Красностойкость – способность стали сохранять при красном калении повышенную прочность и износостойкость.
Сплавы, которые используются в условиях холодного деформирования, различаются границей текучести и упругости, иметь гладкий рабочий слой и не изменяться в размерах и формах. А сплавы, которые применяются в условиях горячего деформирования, имеют повышенную теплопроводность, стойкость к термической обработке после закалки и устойчивость к изменениям температуры. Стали, которые используют при производстве режущих инструментов, должны отвечать особым требованиям.
Типы инструментальных сталей по ГОСТу
Согласно ГОСТам, предусмотрена следующая классификация инструментальных сталей:
- Углеродистые инструментальные стали (ГОСТ 1435-99) с маркировкой У10, У12 и т. д. Цифрой указывается количество углерода в сплаве. Размерность берут в сотых долях процента. Если сталь имеет меньшее число отрицательных включений, а именно серы или фосфора, которые ухудшают механические свойства стали, то такой сплав принято обозначать добавлением литеры «А» (У12А и т. п.).
- Легированные инструментальные стали (ГОСТ 5950-2000). Обозначаются Х, 5ХВГ, 9ХС и т. п. Первая цифра в маркировке обозначает сотую долю процента карбидов в сплаве. Если цифры нет, то процент карбида составляет 1 %. Литеры указывают на наличие в сплаве легирующих веществ.
- Быстрорежущие инструментальные стали (ГОСТ 19265-73) обозначают буквой «Р». Цифра в маркировке показывает примерное количество вольфрама. Если в сплаве присутствуют кобальт или ванадий, то в маркировке пишут литеры «К» и «Ф». Хром в данной стали содержится в количестве 3-4 %, поэтому в маркировке его не показывают.
- Штампованные инструментальные стали (ГОСТ 1265-74) обозначают так же, как и легированные. Бывают холодного и горячего деформирования.
- Горячая твердость. Инструменты для резания изготавливают из быстрорежущей стали, которая способна сохранять твердость даже при температуре +600 °С. Это обусловлено тем, что в рабочем состоянии режущий инструмент интенсивно отдает тепло, часть (бывает до 80 %) которого идет на его разогрев. Это провоцирует отпуск материала и значительное снижение его твердости. Но стоит обратить внимание, что при температуре резания менее +200 °С твердость углеродистой стали будет выше, тем твердость быстрорежущей инструментальной стали при аналогичной обработке.
- Красностойкость. Все марки инструментальной режущей стали имеют повышенный показатель красностойкости – коэффициент, определяющий промежуток времени, за который сталь способна выдержать большую температуру и сохранить при этом свои рабочие свойства.
- Сопротивление разрушению. Быстрорежущая сталь более прочная, что позволяет сделать инструмент с большой глубиной и подачей резки.
- сталь марок Р6М5Ф2К8, Р10М4Ф3К10 и др. – содержание кобальта до 10 %, вольфрама до 22 %;
- сталь марок Р9К5, Р10Ф5К5, Р18Ф2К5 – содержание кобальта до 5 %, вольфрама до 18 %;
- сталь марок Р65М, Р12, Р18, Р9 – содержание вольфрама до 16 %, кобальта не содержит.
- молибденовые режущие сплавы – марки Р9М4, Р6М5, Р6М3;
- кобальтовые режущие сплавы – марки Р9К10, Р9К5;
- ванадиевые режущие сплавы – марки Р18Ф2, Р14Ф4, Р12Ф3, Р9Ф5;
- комбинированные быстрорежущие сплавы с легирующими добавками – марки Р18Ф2К5, Р12Ф2М3К8, Р12Ф4К5, Р6М5К5.
- Быстрорежущая сталь с нормальной теплоустойчивостью. Содержит вольфрам – Р9, Р12, Р18. Их современные отечественные аналоги – Р6М5 (зарубежный – HSS) и Р6М3.
- Быстрорежущая сталь с повышенной теплоустойчивостью. Содержание молибдена – 2 %, вольфрама – 2–4 %, ванадия – 6–8 %. Либо сплав, который содержит молибден – 2 %, вольфрам – 9–10 %, ванадий – 4-5 %. Также сюда относятся сплавы с легирующими добавками (кобальт – 5 %, ванадий – 3,5-4 %, вольфрам ≤ 12 % или кобальт – 6–8 %, ванадий – 1,5-2 %, вольфрам ≤ 10 %). Марки этой стали – Р6М5К5, Р6М5К8, Р9К5 и зарубежный аналог – HSS Co.
- Быстрорежущая сталь с высокой теплоустойчивостью, содержащая кобальт ≥ 12 %, вольфрам ≤ 18 % и ванадий ≤ 3,5 %. В отдельных марках сплава увеличивают процент молибдена, а содержание вольфрама уменьшают до ≤ 14 %.
- цветные металлы;
- чугун;
- нержавеющую сталь.
- Стали для измерительного инструмента, низколегированные и углеродистые стали;
- Стали для режущего инструмента (быстрорежущие) ледебуритного класса, высокой теплостойкости;
- Штамповые стали для холодной деформации, не теплостойкие стали заэвтектоидного и ледебуритного класса;
- Штамповые стали для горячей деформации, теплостойкие стали - доэвтектоидные, эвтектоидные и заэвтектоидные.

Характеристики высоколегированной инструментальной стали
Для получения высоколегированной инструментальной стали берут за основу высокоуглеродистую быстрорежущую сталь с наличием углерода 0,7–1,4 % с большим содержанием карбидов хрома, вольфрама, молибдена и ванадия.
Это существенно увеличивает термостойкость сплава (до +670 °С), износостойкость и прочность изделий. Также эти свойства повышают практически в четыре раза скорость шлифования данного соединения по сравнению с другими сплавами из этой же группы (УС или НЛИС).

Основные свойства быстрорежущей инструментальной высококачественной стали:
Впервые быстрорежущая сталь («rapid steel», где «rapid» – это скорость) была создана в Британии.
Именно поэтому маркировка этой стали начинается с буквы «Р», а далее уже указывается цифра – процент содержания в ней вольфрама.
После указывают литеры «Ф», «М» и «К», показывающие долю в сплаве ванадия, молибдена и кобальта.
Быстрорежущую сталь принято делить на три группы в зависимости от наличия в ней отдельных элементов. Маркировка данного сплава указывает, к какому типу можно его отнести:
Наличие вольфрама в сплаве влияет на режущие показатели быстрорежущей стали.
Важно понимать, что повышенное содержание вольфрама, кобальта и ванадия приводят к карбидной неоднородности сплава, что способствует раскрашиванию краев режущего инструмента при эксплуатации. Если сталь содержит молибден, то весь срез будет иметь стабильные значения твердости.
Марки высоколегированной инструментальной стали
В обобщенный перечень высоколегированных инструментальных сталей и сплавов, которые последовательно появлялись в промышленности, входят Р9 и Р18 – самые первые марки легированной инструментальной стали. В состав сплава Р9 входит 0,8 % углерода, 4 % хрома, 9 % вольфрама, 2 % ванадия. Сплав Р18 содержит 0,8 % углерода, 4 % хрома, 18 % вольфрама, 1 % ванадия. Имеют повышенную теплоустойчивость.

Сталь Р18 отличается от Р9 увеличенной в два раза износостойкостью, т. к. содержит ориентировочно в 3 раза больше свободных карбидов. Также Р18 качественнее обрабатывается и меньше «прижигается». На основании этого сталь марки Р18 считается эталонной по отношению к другим маркам стали данной группы.
Чтобы улучшить режущие показатели инструментов для резания и уменьшить содержание дорогого вольфрама, российские ученые создали:
Эти и остальные марки (их больше 40) данной стали можно разделить на три группы в зависимости от производительности и теплоустойчивости – нормальная, повышенная и высокая:
Рекомендуем статьи
Режущие инструменты для станочного оборудования производят из качественной режущей инструментальной стали.
Чтобы обоснованно выбрать марку инструментальной стали для определенных условий работы, специалисты металлообрабатывающих производств должны знать марки сплавов, их особенности и характеристики, ориентироваться в свойствах легирующих добавок и отличать быстрорежущую сталь от инструментальной нержавеющей стали, а также делать выбор, основываясь на технологических и эксплуатационных показателях, зависимых от легирующих добавок, которые входят в состав режущих инструментальных сталей.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Применение нержавеющего металла
Прутки и поковки из коррозионностойкой стали в закаленном состоянии предназначены для изготовления деталей, работающих в агрессивных средах.
Применение закаленной и коррозионностойкой стали в машиностроении позволяет снизить энергоемкость и трудоемкость при производстве деталей. В последнее время наблюдается увеличение использования низкоуглеродистых коррозионностойких сталей и сплавов в химической, криогенной, пищевой и легкой промышленности, обусловленной их высокой стойкостью в агрессивных средах.
Низкоуглеродистые коррозионностойкие марки стали применяются для изготовления сварного оборудования и трубопроводов, работающих в контакте с азотной кислотой и аммиачной селитрой, предназначена для изготовления основных узлов оборудования для синтеза карбамида и капролактама, работающих в кипящей фосфорной и 10% уксусной кислотах, сернокислых средах.
Тросы из нержавеющей стали используются в тех ситуациях, где не должна иметь место коррозия, а также при работе в условиях высоких температур, например, в яхтенном спорте, авиации, химической и пищевой отрасли.
Несмотря на малую относительную величину объемов производства нержавеющие стали в ряде случаев практически являются отраслеобразующим материалом. Например, развитие таких отраслей как авиакосмическая, нефтехимическая, пищевая, медицинская и бытовая впрямую зависит от рынка нержавеющего металлопроката.
Нержавейка применяется в сельхозмашиностроении, вагоностроении, автомобилестроении, в авиакосмической, нефтехимической, медицинской, пищевой промышленности (в т.ч. винодельческой промышленности для перекачивания вин, фруктовых соков, виноматериалов), при производстве инструмента сложной конфигурации (например, ножей для обработки кожи), в атомном машиностроении, в энергетическом машиностроении, в дизайне и оформлении, в судостроении, на заводах капитального ремонта транспорта, в производстве бытовой техники.
Коррозионностойкие стали - это стали, которые не окисляются в агрессивной среде (пар, кислота, соль и др. химические вещества).
Коррозионная стойкость сталей объясняется образованием на поверхности металла очень тонких пленок сложных окислов, которые плотно прилегают к поверхности металла и препятствуют проникновению агрессивных веществ в глубину металла. Такие пленки называют пассивными, а процесс их образования - пассивацией.
Коррозионностойкие стали способны к самопассивации. Нарушение пленки пассивации на них легко восстанавливается. Все коррозионностойкие стали подразделены на две группы: хромистые и хромоникелевые.
Хромистые стали с низким содержанием углерода (менее 0,1%) и с высоким содержанием хрома (более 15%) являются ферритными и закалке не поддаются.
Остальные хромистые стали подвергают закалке с невысоким отпуском для получения антикоррозионных свойств. Хромоникелевые стали имеют структуру аустенита . Эти стали обладают хорошей стойкостью в различных кислотах.
Основным недостатком этих сталей является склонность к межкристаллитной коррозии. Устойчивость против межкристаллитной коррозии достигается закалкой этих сталей при температуре 900-10000С с охлаждением в воде или на воздухе. Чувствительность стали к межкристаллитной коррозии существенно снижается при введении в сталь 0,6 - 0,8 % титана.
Снижению склонности к межкристаллитной коррозии способствует уменьшение содержания углерода в стали. Для связывания углерода в устойчивые карбиды вводят небольшие добавки ниобия, однако при вводе ниобия возможно образование ферритной фазы.Добавка кремния делает аустенитные стали более прочными и упругими.
Нержавеющий металлопрокат находит все большее применение в промышленности и строительстве, обеспечивая более высокое качество, долговечность и эстетику конечного продукта.
2. Инструментальная сталь
Инструментальные стали - это группа марок сталей, которые путём термообработки приобретают высокую твёрдость, прочность и износостойкость, которые необходимы для обработки металла резаньем или давлением.
По своему назначению инструментальные стали делятся на:
Сталь углеродистая инструментальная
Принадлежность стали к углеродистым обозначается буквой У, после которой идет цифра - среднее содержание углерода в десятых долях процента. Эти стали бывают качественные и высококачественные (с буквой А в конце марки).
Углеродистые инструментальные стали вследствие отсутствия легирующих элементов склонны к перегреву, имеют очень узкий интервал термообработки: 740-780°С для сталей У10-У12 и 730-750°С для сталей У7, У8.
Большое влияние на результаты термообработки оказывает исходная структура металла после прокатки. Грубопластинчатую структуру перлита очень тяжело превратить в зернистую без промежуточной нормализации.
Эти стали обладают большой склонностью к обезуглероживанию, особенно стали У7-У10, на сталях с большим содержанием углерода У12-У13 обезуглероживание незначительное, однако они склонны к образованию цементитной сетки.
Основным недостатком этих сталей является низкая прокаливаемость и склонность к перегреву.
Сталь инструментальная нелегированная относится к материалам общего назначения, применяемым, главным образом, для малоответственных инструментов.
Сталь инструментальная легированная
Инструментальные легированные стали имеют ряд преимуществ перед инструментальными углеродистыми сталями, они обладают лучшей прокаливаемостью, не склонны к перегреву, имеют лучшую износостойкость, ударную вязкость, прочность.
Инструментальные стали, содержащие кремний, сильно обезуглероживаются при отжиге, а требуемая твердость достигается с трудом, поэтому эти стали выдерживают при температуре 7800-800°С 4-6 часов. Они находят своё применение при изготовлении протяжек, метчиков, развёрток, штампов, и пуансонов холодной высадки, для изготовления мелкого инструмента простой формы для обработки неметаллических, цветных и легкообрабатываемых материалов.
В стали марок ХГ и Х имеется большое количество карбидов, повышающих стойкость инструмента. Применяются они для изготовления протяжек, метчиков, разверток, штампов, и пуансонов холодной высадки. Эти стали менее склонны к обезуглероживанию.
Сталь ХВГ является одной из наилучших инструментальных сталей. Карбиды хрома и вольфрама придают ей высокую стойкость против истирания, марганец - высокую прокаливаемость, а вольфрам - мелкозернистость. Отжигают эту сталь при температуре 780-800°С. Эта сталь характеризуется малым короблением. Из нее изготовляют детали сложной формы и большой длины.
Сталь типа ХВ5 приобретает очень высокую твердость после закалки. (HRC 67-68) . Эту сталь применяют для изготовления мелкого инструмента простой формы для обработки твердых металлов
3. Быстрорежущая сталь
Общей тенденцией последних лет является значительное увеличение объёмов использования специальных сталей и сплавов, обработка которых резанием и давление сопряжена с существенными трудностями. В этих условиях всё более возрастающие требования предъявляются к свойствам быстрорежущих сталей.
Основным свойством быстрорежущих сталей является красностойкость, т.е. способность сохранять высокую твердость, прочность и износостойкость при повышенных температурах.
Известно, что в процессе резания инструмент разогревается и тем больше, чем выше скорость резания и выше твердость обрабатываемого материала. Очень важно иметь инструмент, не теряющий режущих свойств при высоких скоростях резания. Инструмент из быстрорежущих сталей может резать металл при температурах 550-600°С.
Быстрорежущие стали известны давно. Совершенствование состава привело к появлению марок, имеющих различные области применения.
Поскольку быстрорежущие стали содержат большое количество легирующих элементов, они легко закаливаются на воздухе. Эти стали относят к разряду трещиночувствительных, т.к. даже при незначительной закалке в них возникают значительные напряжения. Достигнуть необходимой твердости в них очень сложно, т.к. они легко окисляются и обезуглероживаются в результате термообработки.
Термообработка инструмента - процесс еще более сложный. Чтобы сталь не окислялась и не обезуглероживалась при температуре закалки инструмента, ее нагревают в соляных ваннах.Красностойкость стали характеризуется твердостью в закаленном состоянии не менее 58 HRC
4. Жаропрочные стали и сплавы
Жаропрочные и жаростойкие стали применяют при изготовлении многих деталей газовых турбин реактивной авиации, в судовых газотурбинных установках, стационарных газовых турбинах, при перекачке нефти и нефтепродуктов, в аппаратуре крекинг - установок, при гидрогенизации топлива, в нагревательных металлургических печах и многих других установках.
Ряд сплавов применяемых в авиационной промышленности нашел применение и в других отраслях. Одними из наиболее жаропрочных сплавов являются сильхромы и хромоникелевые стали, используемые при изготовлении клапанов выпуска авиационных поршневых моторов, лопаток газовых турбин турбокомпрессоров надува авиамоторов и рабочих лопаток первых газовых турбин и первого реактивного двигателя.
Читайте также: