Среды вызывающие межкристаллитную коррозию нержавеющих сталей
Обновлено: 06.05.2024
При определенных условиях эксплуатации конструкции из нержавеющей стали подвергаются коррозии. Часто "нержавейку" поражает ее межкристаллитная разновидность, которая приводит к снижению прочности и пластичности металла.
1 Какие факторы определяют высокую стойкость «нержавейки» против коррозии?
Высокие антикоррозионные характеристики нержавеющих сталей обусловлены тем, что они пассивируются без особых проблем даже при стандартных атмосферных условиях – за счет кислорода в воздухе. Легкость этого процесса обеспечивается ключевым легирующим компонентом "нержавейки" – хромом. В окислительных средах при увеличении его содержания антикоррозионные возможности сталей значительно возрастают.
Пассивации "нержавейки" способствует (но в существенно меньшей степени) и никель. Снижается стойкость против коррозии при повышении объемов углерода в нержавеющих сплавах. Нивелировать воздействие углерода можно путем легирования "нержавейки" ниобием, медью, молибденом и рядом иных химических элементов. На стойкость описываемых сплавов против ржавления влияет и их структурное состояние.

Твердые растворы с никелем и хромом характеризуются максимальными антикоррозионными свойствами. Любые явления, которые приводят к повышению неоднородности структуры и снижению в твердом растворе количества хрома (формирование его интерметаллидов, нитридов и карбидов), резко уменьшают стойкость "нержавейки" против коррозионных разрушений.
Изделия из нержавеющих сталей имеют наибольший антикоррозионный потенциал в малоокислительных средах, наименьший – в сильнокислотных и неокислительных. Поэтому конструкции из них не рекомендуется эксплуатировать в растворах плавиковой, серной и соляной кислоты.

Пассивное состояние сталей, как принято считать сейчас, определяется формирующейся на их поверхности фазовой либо адсорбционной пленкой. На "нержавейке" создаются пленки адсорбционно-фазового типа. Причем образовываться они могут и при непосредственно погружении металла в раствор, и на воздухе (до того момента, как "нержавейка" попадает в раствор). Эти пленки пассивируют сталь в порах, а также выступают в роли катодов, которые реагирует на восстановительно-окислительные показатели раствора.
2 Особенности межкристаллитной коррозии «нержавейки»
Коррозия нержавеющих сталей межкристаллитного вида (МКК) происходит, когда границы зерен активны, а сами зерна пассивны. Обычно такое ржавление возникает в двух случаях:
- когда термообработка "нержавейки" производится неправильно,
- в месте сварного соединения (на небольшой дистанции от шва).
Границы и тело зерен имеют совершенно разные условия пассивации. Хром в объеме более 12 процентов содержится в теле зерна. За счет этого в твердом растворе последнее остается в пассивном состоянии. А вот на границах зерен формируются интерметаллиды и карбиды. В них хрома уже меньше 12 процентов, что приводит к малому уровню пассивации.

Межкристаллитная коррозия чаще всего поражает стали аустенитного класса. В них нет специальных легирующих добавок – ниобия и титана. Аустенитные нержавеющие стали особенно подвержены МКК после отпуска металла при 650 градусах.
А вот в "нержавейке" ферритного класса межкристаллитная коррозия активно образуется при нормализации либо закалке стали. Это обусловлено тем, что из твердого пересыщенного раствора образуются нитриды и карбиды хрома, содержащие железо.

Чувствительность "нержавейки" к коррозии межкристаллитного типа увеличивается с увеличением размера зерна. Также добавим, что наличие в нержавеющих легированных сталях кобальта, кремния и никеля приводит к повышению активности атомов углерода. Это становится причиной усиления межкристаллитной коррозии.
3 Способы предохранения «нержавейки» от МКК
Защита нержавеющих сплавов от межкристаллитной коррозии выполняется в настоящее время следующими методами:
- Отжига (стабилизирующим) стали при температурах от 750 до 900 градусов. Эта методика продемонстрировала высокую эффективность при обработке ферритных сталей. В них за счет диффузии концентрация хрома выравнивается и по границам зерен, и по самому зерну.
- Уменьшением содержания в сталях углерода. Исследования показали, что в ферритной и аустенитной "нержавейке" с углеродом до 0,03 процента МКК практически никогда не образуется.
- Закалкой металла в воде. Такая защита обычно применяется для аустенитной нержавеющей стали. Она обеспечивает переход в твердый раствор карбидов хрома, которые располагаются на границах зерен.
- Формированием аустенитно-ферритных двухфазных сплавов, которые к МКК проявляют крайне малую степень чувствительности.

Кроме того, защита "нержавейки" от описываемого вида коррозии производится при легировании ее образующими карбиды стабилизирующими компонентами. Для этих целей используется ниобий и титан, реже – тантал.

Принцип этой защиты базируется на том, что указанные элементы по своей природе более активно (по сравнению с хромом) формируют карбиды. Таким образом, по границам зерен образуются не карбиды хрома, вызывающие МКК, а соединения тантала, ниобия либо титана. При легировании важно добиться того, чтобы количество ниобия в сплаве было в 8–10 раз, а титана в 5 раз больше содержания углерода.
4 Ножевая и точечная коррозия «нержавейки»
Разновидностью МКК считается ножевая коррозия. Механизм ее образования идентичен тому, который вызывает межкристаллитные разрушения. Ножевое ржавление поражает нержавеющие стали в областях, которые находятся непосредственно возле сварного соединения (то есть примыкают к нему). Такой коррозии подвержены даже сплавы, прошедшие стабилизацию ниобием либо титаном.
Ножевые коррозионные проявления обусловлены полным переходом карбидов ниобия и титана при сварочных температурах более 1300 градусов в твердый раствор. Когда после сварки сталь охлаждается (процесс должен идти достаточно быстро), выделения этих карбидов не происходит, зато карбиды хрома сразу же появляются возле соединительных швов. Также ножевая коррозия активно развивается в сильноокислительных атмосферах, когда металл в перепассивированном состоянии.

Защита от ножевого ржавления выполняется такими способами:
- выбор такого сварочного режима, при котором на пришовную зону не оказывают влияния высокие температуры;
- уменьшение объемов углерода в "нержавейке";
- повышение (по сравнению с расчетным) содержания в сплаве ниобия или титана.
Под точечной коррозией принято понимать локализованное разрушение сталей, проявляющееся в виде отверстий на их поверхности. Это происходит из-за недостатка в определенной (как правило, небольшой по размерам) области кислорода. Данная ситуация приводит к тому, что эта область по своим свойствам становится анодной, а другая область, где кислород имеется в избытке, превращается в катодную. В результате наблюдается гальваническая коррозия в узколокализованной зоне, которая способна продвигаться с течением времени в глубинные слои стали.
Точечная коррозия нержавеющих сталей встречается очень часто в форме питтингов с существенными глубинами, но малым (до одного миллиметра) диаметром. Питтинги образуются из-за появления на "нержавейке" серы и других посторонних включений, а также при повреждении пассивного слоя на металле. Предотвратить точечное разрушение можно добавочным легированием стали никелем и молибденом.
5 Коротко о других видах коррозии нержавеющих сплавов
Нержавеющие стали аустенитного и мартенситного класса имеют высокую склонность к коррозии под напряжением. Причем эта склонность не устраняется внесением в сплавы ниобия либо титана. Данный вид разрушения возникает из-за того, что в неоднородных областях "нержавейки" (блочные структуры, границы зерен) появляются надрезы. В них уменьшается поляризуемость (анодная) и происходит значительная концентрация напряжений.
Коррозия под напряжением не страшна сталям, в которых имеется свыше 40 процентов никеля. Если же этот элемент содержится в сплаве в количестве от 9 до 14 процентов, "нержавейка" в большинстве случаев будет коррозировать под напряжением. При содержании никеля менее 9 процентов формируется аустенитно-ферритная композиция с двумя фазами, которая, как было отмечено, не подвержена ржавлению.

Для защиты "нержавейки" от коррозии под напряжением используются далее указанные методы:
- отжиг (стабилизирующий) для аустенитных сплавов и отпуск (высокий) для мартенситных;
- уменьшение напряжений, которые приложены к металлу извне;
- формирование на поверхности стали напряжения сжатия посредством ее обработки на дробеструйном оборудовании;
- добавка ферритообразующих компонентов.
В зонах появления зазоров малых размеров между изделием из нержавеющей стали и иным предметом (например, прокладка из резины либо уплотнительная деталь) может развиваться щелевая коррозия. Схема формирования такого разрушения следующая:
- накопление хлорид-ионов и аналогичных им агрессивных микрочастиц в зазоре;
- "выталкивание" из раствора атомов кислорода;
- образование в зазоре анода, что через некоторое время приводит к увеличению кислотности.

Щелевая коррозия демонстрирует максимальную активность в нетекучих хлоридсодержащих атмосферах и в средах с повышенной кислотностью. Защититься от нее можно путем увеличения щелочности анодной зоны (катодная защита). Но намного более эффективным методом считается грамотное проектирование конструкций из нержавеющих сталей, которое просто-напросто не позволяет образовываться щелевой коррозии.
Что такое межкристаллическая коррозия
Межкристаллическая коррозия металла – это распространенный процесс, который может привести к полному выводу изделия из строя, утрате всех эксплуатационных характеристик.
Исследования показывают, что практически все виды стали подвергаются коррозии. Где-то она развивается быстрее, где-то медленнее. Отличается характер поражения, темпы распространения, уровень повреждения.
Если рассматривать межкристаллическую коррозию более подробно, можно увидеть, что это электрохимический процесс. Во время его протекания, разрушение металла происходит по границе кристаллических зерен.
Основной катализатор – внешнее давление окружающей среды.
Эксперты отмечают высокую опасность такого процесса. Причина заключается в его скрытом протекании. Ржавчина появляется внутри металла, долго не дает никак о себе знать со стороны.
К тому моменту, когда процесс начинает прорываться на поверхность, есть серьезная опасность того, что все эксплуатационные характеристики будут полностью утрачены, материал станет слишком хрупким.
Иногда конструкция может разрушиться внезапно.
Наибольшей склонностью к межкристаллической коррозии отличаются следующие виды материалов:
- алюминиевые сплавы;
- стали, содержащие больше 13% хрома, меди, никеля, легированные молибденом;
- аустенитные и нержавеющие стали.
Процесс может проявляться и в других материалах, но перечисленные чаще всего оказываются затронутыми.
Особенности появления и протекания межкристаллитной коррозии
Большинство специалистов дают определение межкристаллитной коррозии как электрохимической реакции. Ее протекание становится возможным в том случае, если достигаются высокие окислительные показатели.
При ближайшем рассмотрении, можно заметить, что по границе зерна создаются аноды и катоды. Также наблюдается стремительное растворение анода. На фоне этого развиваются пространства неоднородности.
Таким образом, начинается внутреннее разрушение, которое постепенно начнет выходить на поверхность.
Среди главных причин межкристаллитной коррозии:
- Сильный подъем внешней температуры.
- Постоянный контакт с агрессивными средами.
- Особенности состава сплава.
В зону риска попадают материалы, в состав которых входит большое количество легирующих добавок. При этом отдельные участки металла могут переходить из пассивного в активное состояние. Стимулом становятся различные виды внутренних процессов.
Главный параметр, который влияет на скорость ржавения – показатель потенциала металла. Исследования показывают, что даже при анализе одной детали, подверженной коррозии, можно обнаружить очаги с разной скоростью протекания.
Самую высокую скорость показывает коррозийный процесс при потенциале 1.15-1.25В.
Еще одно важное понятие – охрупчивание. Оно означает постепенное сужение зоны влияния в аустенитных материалах. Такой тип дефекта чаще всего начинает проявляться в местах, на которые в процессе сварки начинает действовать сильный перегрев.
Когда на деталь воздействует повышенная температура, начинается стремительный рост зерен. На этом фоне также происходит быстрое выделение водорода.
В современной промышленности применяются различные проверенные методы для того, чтобы не допустить процесса коррозийного поражения. Пример – использование технологии отпуска при температуре до 150 градусов на протяжении одного-двух часов.
Еще один метод защиты – исключение попадания брызг раскаленного металла в процессе плавления и сваривания. Давление в месте сварки нарастает, чего также стоит избегать.
Хорошо показывает себя обработка кремнийорганическим лаком или грунтовкой. Важно правильно подготовить поверхность под нанесение состава.
Как проявляется межкристаллитная коррозия в аустенитных нержавеющих сталях
В промышленности часто используются аустенитные стали. Это особый формат материала, который связан с применением аустенита – раствора с двухпроцентным содержанием углерода.
Существует большое количество аустенитных сплавов, в которых есть большой процент содержания никеля и хрома. Концентрация находится на уровне 15% и 7% соответственно.
Еще одно условие для отнесения сплава к аустенитной категории – уровень содержания легирующих компонентов не превышающий отметку в 55%.
При ближайшем рассмотрении рисунка структуры аустенитных металлов, удается обнаружить, что коррозийные процессы на такое сырье оказывают минимум воздействия.
Именно аустенитные стали по причине хорошей защиты от коррозии активно используются в разных областях промышленности, в том числе, на химическом и нефтяном производстве.
Главное требование для того, чтобы не допустить распространения коррозии в сплавах такого типа – не получить превышения содержания в рецептуре углерода и серы.
Также негативно может повлиять на качество и различное соединение таких компонентов. Такие стали отличаются хорошими показателями плавкости – их удобно обрабатывать.
Основные аспекты защиты нержавеющих сталей от коррозии
Само название нержавеющей стали дано по причине высокого уровня защиты от постепенного развития коррозии. Материал отличается выраженными свойствами пассивации.
Металл может становиться пассивным, потому что в него добавляется хром. Уровень его содержания всегда серьезно влиял на уровень антикоррозийной стойкости.
Также на то, насколько хорошо материал противостоит коррозии, влияет множество характеристик, в том числе, степень концентрации углерода. Если объем углерода в сплаве возрастает, качество защиты от ржавения становится меньше.
Еще один параметр, который начинает влиять на стойкость к коррозии – структура сплава. Если материал становится неоднородным, в нем увеличивается уровень содержания хрома, вероятность коррозийного разрушения с течением времени становится только больше.
Также среди важных показателей коррозийной стойкости – хороший уровень защищенности при контакте с окислительными средами.
Основные методы защиты нержавеющей стали от межкристаллитной коррозии
Для того, чтобы повысить уровень защищенности межкристаллитной стали от коррозии, можно использовать несколько стандартных методов. К ним относятся такие, как:
- Уменьшение уровня содержания углерода. Если в сплаве его становится меньше, вероятность появления межкристаллитной коррозии становится намного меньше. Чаще всего такое средство используют в том случае, если другие варианты не подходят. Причина заключается в высокой стоимости.
- Закалка. Обработка заготовки под действием высокой температуры необходима в том случае, если готовая деталь не будет использоваться под сильным нагревом.
- Применение дополнительных специальных добавок. При введении в сплав тантала или титана, исключается вероятность увеличения концентрации углерода, который мог бы негативно повлиять на степень интенсивности коррозии.
Методы проверки стойкости сплавов от межкристаллитной коррозии
Чтобы понять, что материал не подвержен межкристаллитному разрушению, стоит обратить внимание на проведение специальных испытаний. Проверка проводится в полном соответствии с требованиями, прописанными в ГОСТ 603289.
Стандарт испытаний проводится с разными типами сталей. К ним относятся такие сплавы, как:
- Аустенитные;
- Ферритные;
- Аустенитно-ферритные;
- Железоникелевые.
Могут отличаться способы проведения испытаний, которые проверяют уровень стойкости к межкристаллитной коррозии. К ним относится проведение ускоренных испытаний, а также помещение в раствор с фтором и медью.
В проверке применяются образцы, которые полностью отражают характеристики материала и помогают понять, как различные катализаторы коррозии будут влиять на сырье.
Межкристаллитная коррозия - это? Процессы коррозии аустенитных нержавеющих сталей
Сегодня известно, что коррозия может образовываться на любом изделии из металла. Некоторые из них могут сопротивляться губительному воздействию коррозии более длительный срок, чем другие.
Существуют различные виды коррозийных процессов. Одним из них является межкристаллическая коррозия - это электрохимический процесс разрушения металла по границе кристаллических зерен под воздействием окружающей среды. Разрушение металла под воздействием межкристаллической коррозии признано одним из самых опасных, так как процессы разрушения начинаются внутри материала, где они не видны человеческому глазу. Пока такое разрушение проявится на внешней поверхности, вся внутренняя часть может потерять свои эксплуатационные характеристики (прочность, устойчивость, деформативность) и привести к преждевременному, а главное, неожиданному разрушению всей конструкции целиком, что повлечет за собой аварийно-опасную ситуацию, способную причинить вред работающим вблизи людям.
Межкристаллическая решетка зачастую повреждает различные алюминиевые сплавы; стали содержащие больше 13% хрома; меди, никеля, легированные молибденом; аустенитные и нержавеющие стали и т.д.
Охрупчивание и межкристаллитная коррозия (МКК)
Межкристаллическая коррозия является электрохимической реакцией, которая протекает в среде с высоким окислительным показателем. По границе зерен образуется анод и катод, анод активно растворяется, что приводит к появлению неоднородных зон между зернами, их связь нарушается и материал утрачивает свои изначальные свойства.
Основные причины межкристаллитной коррозии:
- Высокая внешняя температура.
- Постоянно действующие на материал агрессивные среды, вызывающие межкристаллитную коррозию.
- Состав сплава. При большом количестве легирующих добавок в составе сплава, некоторые его части могут переходить из пассивного состояния в активное и под действием внутренних процессов, ускоряется образование коррозии.
Потенциал металла определяет скорость протекания разрушения, вследствие коррозийных процессов. Важно понимать, что такое разрушение может протекать в различных местах одного и того же материала с разной скоростью. Самое быстрое развитие происходит при потенциале в 1.15-1.25В при входе в транс пассивную зону или при потенциале активно-пассивного перехода 0,35В.
Процесс охрупчивания (уменьшения зоны влияния) происходит в аустенитных материалах. Это явление - дефект, который может возникнуть при сварке элементов из этих материалов. Появляется он в силу перегрева места сварки и способствует росту зерен в материале, которые расположены рядом с зоной сплавления. Также процесс усугубляется тем, что в сварных соединениях аустенитных и ферритных металлов происходит выделение водорода возле границ зерен внутренней структуры.

Результат межкристаллитной коррозии
Сегодня используются некоторые способы, которые предупреждают процессы, описанные выше. Например, сплав перед сваркой, подвергается отпуску в течение 60-120 минут при температуре 150 градусов.
Также необходимо обезопасить поверхность изделия от попадания на нее брызг металла и шлака при сплавлении. Они могут стать причиной повышенной концентрации давлений в месте, куда упали, что приводит к уменьшению несущей способности конструкции, или в местах, где остался металл, может образоваться ржавчина. Для того, чтобы предупредить данные процессы, перед сваркой поверхность элемента обрабатывается кремнийорганическим лаком или грунтовкой.
Межкристаллитная коррозия аустенитных нержавеющих сталей
В первую очередь, стоит разобраться, что такое аустенитные стали. Аустенит – это раствор, в котором содержится до 2% углерода. К аустенитным относятся сплавы, в которых хром и никель содержаться в величинах 15% и 7%, а общее число легирующих компонентов не более 55% или сплав, в котором не менее 55% никеля.
Главной особенностью аустенитных металлов является их структурный рисунок, благодаря которому, они более устойчивы к воздействию коррозийных процессов в агрессивных средах. Поэтому такие сплавы нашли свое широкое применение в промышленном машиностроении, на нефтяных и химических производствах.
Нержавеющие стали достаточно чувствительны к увеличению содержания в сплаве серы и углерода и других соединений, которые являются легкоплавкими.
Какие факторы определяют высокую стойкость «нержавейки» против коррозии?
Нержавеющие стали показывают значительную антикоррозийную стойкость в связи со своими свойствами пассивации.
Свойство металла становится пассивным, зависит от содержания хрома в сплаве. Чем выше содержание хрома в сплаве, тем выше его антикоррозийная стойкость.
Еще одним важным элементом, который влияет на сопротивляемость коррозийным процессам, является углерод. Здесь ситуация обратно пропорциональна - чем больше углерода, тем меньше антикоррозийные свойства.
Главное, от чего зависит коррозионная стойкость нержавеющей стали – это структурный состав сплава. Чем более неоднородная структура материала, чем меньше содержание хрома, тем меньше сопротивляемость ржавлению.
На данный момент, доказано, что нержавейки стойки к образованию ржавчины в окислительных средах. В неокислительных водных средах, хром является неустойчивым и это приводит к его разрушению и значит к разрушению всего материала под действием межкристаллической коррозии металла.

Коррозия нержавеющей стали – как защититься от нее?
- Снижение концентрации углерода в сплавах, так как углерод является элементом, способствующим развитию интеркристаллитной коррозии. К такому методу защиты прибегают крайне редко, так как стали сами по себе дорогостоящие, а углерод помогает снизить эту цену без потери эксплуатационных характеристик.
- Для сталей, которые будут работать в обычных условиях и не будут подвержены высоким температурам, целесообразно использовать закалку.
- Введение специальных добавок, таких как титан и тантал. Такие вещества стабилизируют количество углерода, не дают ему вступать в реакции, тем самым защищая от образования ржавчины.
Способ оценки стойкости против межкристаллитной коррозии сталей и сплавов. Испытания на межкристаллитную коррозию
Так как межкристаллитное разрушение признано наиболее опасным, то нержавеющие стали подвергаются обязательным испытаниям на способность сопротивляться коррозии. ГОСТ 603289 определяет нормы проведения данного исследования.
Данный стандарт распространяется на любые классы сталей: аустенитные, ферритные, аустенитно-ферритные и на железоникелевые сплавы.
Существует несколько методов испытаний на стойкость к межкристаллитной коррозии: ускоренные испытания, с использованием меди в растворе или с фтором в растворе.
Для каждого метода созданы свои образцы и конкретные данные для испытания. Самым распространенным является метод, при котором из листа металла вырезают образец, его подвергают механической обработке. При этом с одной из поверхностей удаляется верхний слой металла, участок обезжиривается и помещается в сернистый раствор меди и воды. Далее производится кипячение 1-2 суток. Время кипячения определяется исходя из вида и марки стали.
После этого металлический образец промывается водой и высушивается. Для испытания на стойкость к межкристаллитной коррозии на листе делается загиб на 90 градусов, на изделии появляются трещины. По этим трещинам и определяется наличие межкристаллитного разрушения.

Методы определения МКК определяются исходя из вида металла. Бывают такие методы:
АМУ – ускоренное испытание в растворе сернистой меди;
ВУ – исследование в растворе серной кислоты и сернокислого железа;
Б – проведение анодного травления в растворе серной кислоты и др.
Заключение
Как было отмечено даже «нержавеющие стали» подвержены образованию ржавчины в большей или меньшей степени. При изготовлении изделия, конструкции или отдельных элементов, необходимо учитывать в каких условиях он будет работать, требуемый срок эксплуатации и его свойства, чтобы на этапе изготовления, правильно подобрать сплав, который сможет эксплуатироваться долго и без ранних проявлений межкристаллической коррозии.
Конструкционные материалы АЭС - Коррозионное растрескивание и межкристаллитная коррозия нержавеющих сталей
Рис. 3.4. Влияние содержания никеля на склонность Сr—Ni коррозионно-стойких сталей и сплавов к коррозионному растрескиванию в кипящем при 154 °С растворе MgCl2 [проволочные отожженные или нагартованные образцы, нагрузка до 320 МПа, время испытаний до 30 сут. (в заштрихованной области образцы разрушились)]
Детальное исследование влияния никеля на устойчивость коррозионно-стойких сталей к коррозионному растрескиванию впервые было выполнено Копсоном на специально подобранных промышленных и лабораторных материалах с содержанием никеля от 8 до 77%. Опыты проводились на проволочных образцах в кипящем растворе хлористого магния при 154 °С. Результаты испытаний по данным Копсона приведены на рис. 3.4, из которого следует, что с повышением содержания никеля от 8 до 77% устойчивость аустенитных сталей к коррозионному растрескиванию возрастает, а при содержании никеля 50% и более стали с 18—25% хрома обеспечивают устойчивость к растрескиванию в самых жестких условиях испытания. Снижение содержания никеля ниже 8% также приводит к повышению устойчивости к коррозионному растрескиванию, но в данном случае в результате изменения структурного состояния материала и как следствие этого выхода стали из аустенитного класса. Качественная справедливость этих выводов позднее многократно была подтверждена многими исследователями. Следует отметить, что при испытании в горячих концентрированных растворах хлоридов, содержащих сильный окислитель, характер зависимости несколько иной. Однако такие жесткие кратковременные испытания не являются представительными для условий длительной эксплуатации материалов в водо-водяных реакторах.
Практически для обеспечения стойкости к коррозионному растрескиванию элементов реакторного оборудования, работающих в условиях возможного накопления хлоридов, достаточно иметь содержание никеля порядка 30—35%. При выборе высоконикелевых сплавов (с содержанием никеля более 45—50%) с целью абсолютного предотвращения опасности коррозионного растрескивания следует учитывать недостатки, которые свойственны таким материалам. Эти материалы обычно имеют худшие технологические характеристики и более высокую стоимость, чем стали с умеренно высоким содержанием никеля. Кроме того, следует учитывать опасность межкристаллитной коррозии таких сплавов, для предотвращения которой необходимо дополнительное введение в сплав сильных карбидообразующих элементов.
Легирование хромоникелевых аустенитных сталей другими элементами не оказывает радикального влияния па чувствительность к хлоридному коррозионному растрескиванию. Имеющиеся в литературе данные о влиянии таких важных компонентов аустенитных сталей, как Mo, W, Ti, Nb и др., противоречивы. Дополнительное легирование хромоникелевых аустенитных сталей этими элементами производят для обеспечения стойкости к специальным видам коррозии (язвенной, щелевой и др.), а также повышения механических или технологических характеристик. При этом может происходить некоторое понижение стойкости к коррозионному растрескиванию, соответствующей данному уровню легирования стали никелем.
Одним из направлений совершенствования технологических и коррозионно-механических характеристик сталей является снижение содержания углерода и примесных элементов. Сообщается, в частности, о разработке для ядерной энергетики модифицированной хромоникелевой стали (типа 347) с содержанием углерода 0,01—0,02%, фосфора 0,01—0,015%, серы 0,004—0,005% и отношением ниобия к углероду 15—20. Состав стали обеспечивает высокую коррозионно-механическую прочность сварных соединений.
Наряду с хлоридным коррозионным растрескиванием аустенитных сталей на практике, как уже указывалось выше, могут иметь место случаи щелочного коррозионного растрескивания. К введению щелочи и воду первого контура атомных электростанций (повышение уровня pH) прибегают обычно для уменьшения общей коррозии узлов из нелегированных и малолегированных сталей и снижения перехода в воду продуктов коррозии. Однако щелочи, так же как и хлориды, могут в определенных условиях накапливаться и вызывать щелочное коррозионное растрескивание сталей и сплавов.
Одним из различий в условиях появления щелочного и хлоридного коррозионного растрескивания является то, что для возникновения коррозионного растрескивания в щелочах требуются заметно более высокие концентрации растворов, чем. при хлоридном коррозионном растрескивании. Другое различие в условиях появления щелочного и хлоридного коррозионного растрескивания заключается в действии кислорода. Для возникновения щелочного коррозионного растрескивания присутствие кислорода не является необходимым. Представление о более высокой агрессивности хлоридов по сравнению со щелочами следует отнести лишь к кислородсодержащим средам, тогда как в обескислороженной воде и паре, наоборот, щелочи могут быть опаснее.
Щелочное растрескивание оборудования из сталей и сплавов происходит обычно в высококонцентрированных горячих (выше 100 °С) растворах, чаще всего в условиях их возможного упаривания. Повышение стойкости к щелочному коррозионному растрескиванию хромоникелевых аустенитных сталей обеспечивается при увеличении содержания никеля. Высокую устойчивость проявляют сплавы на основе никеля, однако даже в чистом никеле не удается обеспечить абсолютной стойкости к растрескиванию в щелочных средах. Есть основания полагать, что по стойкости к коррозионному растрескиванию в щелочной среде преимущество перед другими материалами имеют сплавы типа инколой-800 с содержанием Ni около 35% [3].
Хромистые нержавеющие стали различных классов, так же как и хромоникелевые аустенитные стали, подвержены опасности коррозионного растрескивания в хлоридной и щелочной средах. Склонность этих сталей к коррозионному растрескиванию в водных средах высоких параметров существенно зависит от режима термической обработки.
Наибольшую чувствительность к разрушению под напряжением в воде высокой чистоты и растворах хлоридов хромистые мартенситные стали имеют после отпуска или технологического нагрева в интервале температуры 400—550 °С (рис. 3.5, а). Низкотемпературный отпуск (с 300 °С) повышает стойкость хромистых сталей к коррозионному растрескиванию, однако склонность их к растрескиванию сохраняется. Повышение температуры закалки от 1050 до 1150—1200 °С снижает время до растрескивания (рис. 3.5, б). Наиболее высокую стойкость к коррозионному растрескиванию мартенситные стали имеют после отпуска при температуре не ниже 650 °С.
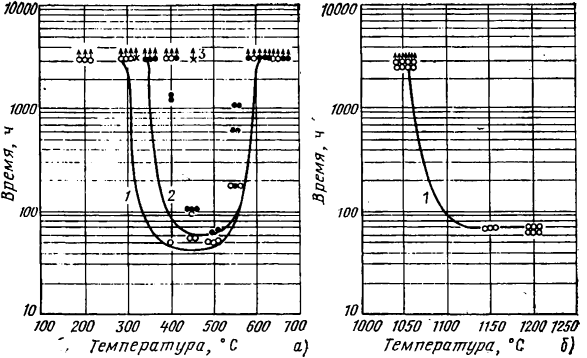
Рис. 3.5. Зависимость времени до разрушения образцов из хромистой стали, испытанных в 3%-ном растворе NaCl при 20 °С, от температуры отпуска (а) и закалки (б) при напряжениях, равных 0,8 σ0,2:
1 — сталь марки 30X13; 2 — 20X13; 3- НХ17Н2
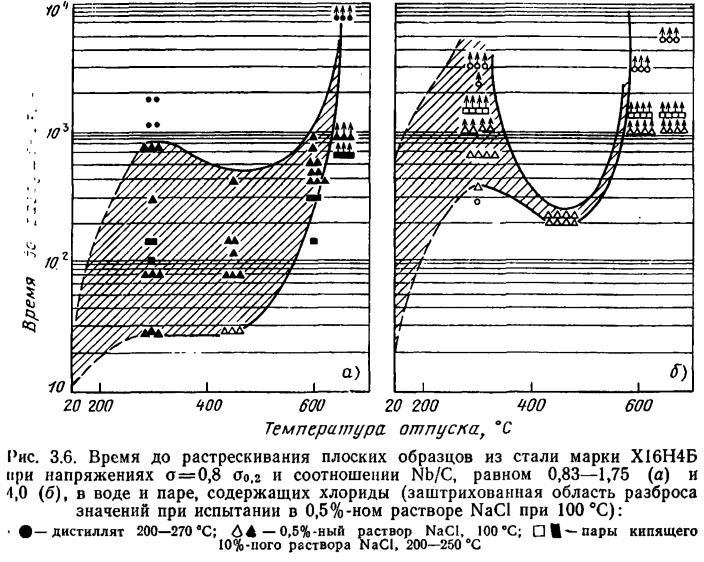
Существенное влияние на склонность к коррозионному растрескиванию низко отпущенных хромистых сталей оказывает содержание углерода и стабилизирующих элементов (Ti, Nb). Повышение стойкости к образованию трещин обеспечивается снижением содержания углерода и увеличением отношения концентрации стабилизирующего элемента к углероду. Было показано, что в средах, вызывающих коррозионное растрескивание, долговечность образцов из стали типа Х16Н4Б с соотношением Nb/C = 4,0 при любой температуре отпуска выше, чем стали с соотношением Nb/C = 0,83-1,75 (рис. 3.6). Наименьшая стойкость, как и для всех мартенситных сталей, отмечается после отпуска с 450 °С. Повышение температуры отпуска до 600 °С не устраняет склонности сталей с соотношением Nb/C = 0,83-1,75 к растрескиванию, и только после отпуска с 650 °С наблюдается резкое повышение стойкости. При соотношении Nb/C≈4,0 стойкость сталей практически обеспечивается уже после отпуска с 600 °С.
Одним из важных вопросов обеспечения работоспособности высокопрочных мартенситных сталей в условиях воды первого контура является установление для различных состояний материала минимального (порогового) напряжения, ниже которого растрескивания сталей в реальных условиях работы деталей не наблюдается. Более наглядное представление о склонности к коррозионному растрескиванию сталей дает оценка порогового напряжения не в абсолютных значениях напряжения, а в условных, отнесенных к пределу текучести материала в испытываемом состоянии, когда используются образцы без трещин.
При испытании низко отпущенных образцов из стали 20X13 в воде высокой чистоты при 95 °С минимальный уровень напряжений, вызывающих растрескивание материала, составил на базе 1000-часовых испытаний примерно 500 МПа, что соответствует величине 0,4 σ0,2. При увеличении концентрации хлоридов до 1000 мг/кг пороговое напряжение снижается до 0,2 условного предела текучести материала (рис. 3.7). Для высокохромистых сталей марок 14Х17Н2 и Х16Н4Б в низко отпущенном состоянии пороговое напряжение, ниже которого растрескивания не наблюдается, выше, чем для стали 20X13, и при испытании, например в кипящем 42%-ном растворе MgCl2, не снижается ниже 450 и 650 МПа, что соответствует величине 0,35 и 0,55 условного предела текучести материала соответственно.
При определении порогового напряжения для мартенситных сталей в высоко отпущенном состоянии было установлено, что при всех видах высокотемпературных испытаний минимальные напряжения, вызывающие разрушения, близки к пределу текучести материала.
Рис. 3.7. Зависимость времени до разрушения втулок из стали марки 20X13 после отпуска при 300 °С, испытанных при 95 °С в воде, имеющей различное содержание хлоридов, от приложенных напряжений (цифры у кривых показывают концентрацию С1, мг/кг)
Пороговое напряжение для стали в высоко отпущенном состоянии не снижается и после длительных нагревов при 400 °С (рис. 3.8).
Исследование характера разрушения деталей и образцов при коррозионном растрескивании показало, что трещины в хромистых сталях, как правило, распространяются по границам исходного аустенитного зерна, а также в некоторых случаях по поверхности мартенситных пластин. Стойкость сталей, содержащих в структуре δ-феррит, определяется прежде всего формой и расположением ферритной фазы в мартенситной матрице. При вытянутой форме δ-феррита, ориентированного вдоль направления действия приложенных растягивающих напряжений, путь трещины коррозионного растрескивания значительно увеличивается, а сама ферритная фаза может служить определенны м барьером на пути движения трещины. В случае расположения вытянутых участков δ-феррита перпендикулярно к действующим напряжениям стойкость стали к растрескиванию может существенно снижаться.
Рис. 3.8. Зависимость времени до разрушения образцов из стали марок 14Х17Н2 (о) и 07Х16Н4Б (б) и 42%-ном растворе MgCl при 154 °С от приложенного напряжения:
1— отпуск при 300 °С; 2 — отпуск при 650 °С; 3 — отпуск при 650 °С и последующий нагрев до 400 °С с выдержкой в течение 2500 ч
- стабилизация сталей сильными карбидообразующими элементами (Ti, Nb, Мо, Та) при сохранении содержания углерода в пределах 0,06—0,12%;
- снижение содержания углерода в стали до значения, не превышающего 0,03%, без введения стабилизирующих элементов.
Обеспечение стойкости к межкристаллитной коррозии хромистых нержавеющих сталей по сравнению с хромоникелевыми аустенитными сталями достигается при меньшем содержании элементов, стабилизирующих углерод. Была исследована сталь типа Х16Н4Б с разным отношением содержания ниобия к углероду. При соотношении Nb/C < 1 сталь проявляла склонность к межкристаллитной коррозии после 2часового отпуска в интервале температуры 300—700 °С. Увеличение отношения Nb/C сужало температурный интервал отпусков, вызывающих склонность к межкристаллитной коррозии. При отношении Nb/C >3 стойкость стали к межкристаллитной коррозии обеспечивалась уже во всем температурном интервале отпусков.
Межкристаллитная и язвенная коррозия сталей
Особенно интенсивно межкристаллитная коррозия (МКК) проявляется у аустенитных хромоникелевых сталей в морской воде. Межкристаллитная коррозия может наблюдаться и в недеаэрированной дистиллированной воде и в паре высокого давления при t > 360 °C, особенно при наличии растягивающих напряжений. В несколько меньшей степени МКК подвержены стали ферритного и мартенситного классов.
МКК обычно проявляется в сварных швах, в зонах термического влияния, а в случае некачественной термической обработки и в основном металле. Явление МКК было обнаружено, в частности, на трубопроводах из стали 08X18Н10Т контура многократной принудительной циркуляции АЭС с реакторами РБМК-1000. Склонность к МКК аустенитных Cr-Ni сталей обычно не наблюдается в случаях соблюдением следующего соотношения между содержанием титана и углерода, содержанием хрома и размерами зерен: % Ti > 5(% С), однако зависит от содержания хрома и размеров зерен.
Выполнение этого соотношения не позволяет гарантировать отсутствия склонности к МКК в литых аустенитных сталях и в сварных швах в связи с ликвацией в них углерода и титана.
Для выявления склонности сталей к МКК разработан ряд методов анализа, в том числе метод AM по ГОСТ 6032-89, состоящий из кипячения стали в растворе серной кислоты и медного купороса в присутствии медной стружки. После такой химической обработки образцы подвергают загибу на угол 90°. Наличие поперечных трещин на поверхности изогнутых образцов является признаком чувствительности стали к МКК.
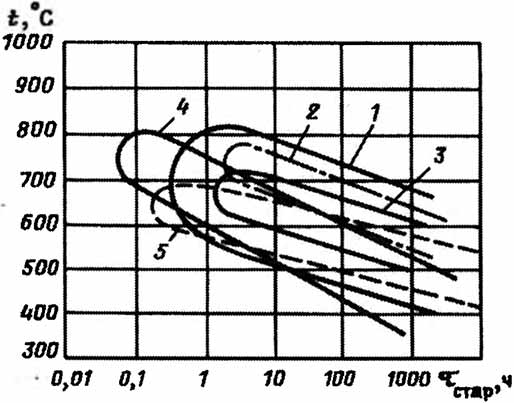
Зависимость склонности к МКК от температуры выдержки и времени пребывания при этих температурах обычно иллюстрируют с помощью так называемых роллансоновских кривых (рис. 1).
Вид этих кривых аналогичен для различных аустенитных сталей.
Существует три наиболее распространенные теории, объясняющие склонность сталей к межкристаллитной коррозии разными причинами, связанными с карбидными выделениями по границам зерен:
а) изменение химического состава твердого раствора по границам зерен вокруг выпавших карбидов — теория обеднения;
б) разница в энергетическом состоянии в местах выделения вторичной фазы — теория напряжений;
в) растворение границ зерен в результате образования местных гальванических элементов, в которых карбид служит катодом или анодом — теория микроэлементов.
Рис. 1. Температурно-временная зависимость склонности к МКК сталей Х18Н10Т (7); Х17Н12МЗ (2); Х16Н12Б (5) и сплавов ХН75(4) Х20Н32 (5)
Теория обеднения объясняет появление склонности к МКК снижением содержания хрома вокруг выделяющихся карбидов хрома (обеднение границ зерен стали хромом). В связи с малой скоростью диффузии хрома по сравнению со скоростью диффузии углерода, около карбидов хрома, выделяющихся в процессе выдержки в диапазоне температур 450—850 °C, или около сигма — фазы (в диапазоне 700—800 °C), в металле образуются обедненные хромом области. В результате этого образуются местные гальванические элементы (теория микроэлементов), благодаря чему в определенных средах и происходит МКК.
Описанные вкратце теории позволяют объяснить нижеперечисленные экспериментальные данные по влиянию структуры и химического состава стали на склонность к МКК:
- Хромоникелевые аустенитные стали в состоянии гомогенизирующего отжига при 1050 °C и быстрого охлаждения не склонны к МКК, так как при этом карбиды не успевают выделиться.
- При весьма длительных выдержках в критической области температур (см. рис. 1) хром, диффундируя из зерен, создает равновесную структуру, не склонную к МКК.
- При малом содержании в стали углерода (менее 0,03—0,05 %) стали не склонны к МКК, поскольку количество карбидов слишком мало, чтобы привести к развитию указанных процессов.
- Титан, ниобий и тантал связывают углерод в стабильные карбиды, в результате чего склонность к МКК аустенитных и ферритных сталей, а также их сварных соединений резко снижается.
- Термическая обработка при 820—850 °C в течение 5-20 часов (термическая стабилизация) ликвидирует склонность к МКК большинства аустенитных хромоникелевых сталей как с титаном (типа 12Х18Н10Т), так и без него (типа 20Х23Н18) при последующей работе в опасном интервале температур.
- Элементы, способствующие выделению сигма фазы, вызывают увеличение склонности к МКК.
- Нагрев до 500—550 °C аустенитной стали с титаном, предварительно стабилизированной при 820 °C (10 ч), вызывает склонность к МКК у крупнозернистой стали (балл 3—4) и не вызывает у мелкозернистой стали.
- Для устранения склонности к МКК ферритных сталей применяют высокий отпуск при 700 °C или отжиг при 700—800 °C.
Проявление склонности к МКК обычно характеризуют степенью склонности (при испытании методом AM). Так, ряд жаропрочных сталей и сплавов после провоцирующего нагрева характеризуется значениями склонности, приведенными в табл. 1.
Приведенные в таблице значения склонности характеризуют количество случаев проявления МКК при массовых испытаниях в процентах.
Читайте также: