Сталь 09г2с отжиг режимы
Обновлено: 15.05.2024
В статье исследовали закономерности формирования структуры и свойств конструкционной стали 09Г2С на разных этапах механо-термической обработки. Перед холодной радиальной ковкой трубные заготовки из стали 09Г2С подвергали предварительной обработке – термическому улучшению. В работе использовали методы металлографического анализа, просвечивающей электронной микроскопии, проводили испытания на одноосное растяжение и ударную вязкость КСU и КСТ. Результаты исследований показали, что при холодной радиальной ковке трубных заготовок происходит диспергирование элементов структуры и субструктуры исследуемой стали в результате процессов фрагментации структуры. В микроструктуре стали 09Г2С после холодной РК участки структурно свободного феррита менее явно выражены за счет образования в них большого числа границ зерен/субзерен, по сравнению с исходным термоулучшенным состоянием. Последеформационный нагрев стали 09Г2С на 500°С и 600°С вызывает протекание процессов рекристаллизации, микроструктура при этом становится практически однородной по сечению стенки трубной заготовки. Средний размер субзерна α-фазы после холодной пластической деформации со степенью 55% и отжига при 500 °С в течение 1 часа составляет 555 нм. Холодная пластическая деформация методом радиальной ковки с увеличением степени деформации вызывает рост характеристик прочности σ0,2 и σВ исходно термоулучшенной конструкционной стали 09Г2С на 50% и 30% соответственно. Относительное удлинение снижается практически в 2 раза, характеристики ударной вязкости остаются на достаточно высоком уровне. Последеформационный отжиг конструкционной стали 09Г2С на 600˚С приводит к получению характеристик механических свойств σ0,2, σв, КСU и КСТ на уровне исходно термоулучшенного состояния, а характеристики пластичности значительно снижаются – δ на 42%, а ψ на 10%.

1. Валиев Р.З., Александров И.В. Наноструктурные материалы, полученные интенсивной пластической деформацией. – М.: Логос, 2000. – 272 с.
2. Тюрин В.А., Лазоркин В.А., Поспелов И.А. Ковка на радиально-обжимных машинах. – М.: Машиностроение, 1990. – 256 с.
4. Балахнин А.Н., Панов Д.О., Титова М.Г., Перцев А.С., Смирнов А.И., Симонов Ю.Н. // Металловедение и термическая обработка металлов. – 2012. - № 11 . – С. 22-27.
5. Глезер А.М., Метлов Л.С. Физика мегапластической (интенсивной) деформации твердых тел // Физика твердого тела. – 2010. – Т. 52. - № 6. – С. 1090-1097.
Получение ультрамелкозернистого (УМЗ) и нанокристаллического (НК) состояния с высоким комплексом механических свойств в промышленных масштабах является актуальной задачей современного металловедения. В связи с этим в последнее время активно развиваются подходы к получению таких материалов [1].
Одним из методов диспергирования структуры материалов является механо-термическая обработка, которая включает холодную радиальную ковку и последующий отжиг. Радиальная ковка обеспечивает высокие степени деформации в промышленных условиях для высокоточных длинномерных поковок, при этом достигается высокая дробность деформации благодаря использованию вырезных фасонных бойков [2]. Во время ковки происходит многократное перекрытие очагов деформации с накоплением высоких степеней деформации. Последующий отжиг вызывает развитие рекристаллизационных процессов с формированием дисперсной структуры [3, 4].
Таким образом, целью данной статьи является исследование закономерностей формирования структуры и свойств конструкционной стали на разных этапах механо-термической обработки.
Материалы и методики эксперимента
В качестве материала исследования выбрана конструкционная низкоуглеродистая сталь 09Г2С следующего химического состава, % (масс.): 0,11 С; 0,50 Si; 1,26 Mn; 0,22 Cr; 0,14Ni; 0,14 Mo; 0,005S; 0,017P.
Предварительная термическая обработка трубных заготовок из исследуемой стали заключалась в термическом улучшении: закалка в воде от температуры 920°С, время выдержки 30 минут с последующим отпуском при температуре 570°С в течение 1 часа с охлаждением в воде.
Холодную пластическую деформацию трубных заготовок проводили в три прохода на радиально-ковочной машине SXP-16 с частотой 1000 ударов в минуту, заготовку при этом вращали вокруг своей оси со скоростью 25 оборотов в минуту с суммарной степенью деформации 55%.
Микроструктуру исследуемых сталей исследовали на микрошлифах с использованием светового микроскопа Olympus GX51. Для выявления микроструктуры поверхность микрошлифов подвергали травлению в 4%-ном спиртовом растворе азотной кислоты. Тонкую структуру сталей изучали на просвечивающем электронном микроскопе FEI Tecnai 20 G2 TWIN при ускоряющем напряжении 200 кВ.
Характеристики прочности и пластичности определяли на цилиндрических образцах с начальным диаметром 5 мм, в соответствии с требованиями ГОСТ 1497-73, на универсальной гидравлической системе для статических испытаний «INSTRON-SATEC 300 LX».
Испытания на ударную вязкость проводили на образцах типа 3 и типа 17 по ГОСТ 9454-78 на маятниковом копре КМ-30 при комнатной температуре. Трещину наносили на вибраторе Дроздовского.
Результаты и их обсуждение
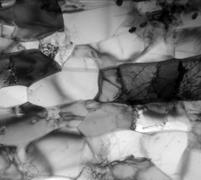
Для исследования формирования структуры и свойств при механо-термической обработке выбрана низколегированная конструкционная низкоуглеродистая сталь 09Г2С в исходно термоулучшенном состоянии. Структура трубной заготовки исследуемой стали на наружной и внутренней поверхности после термического улучшения и холодной пластической деформации методом радиальной ковки со степенью 55% представлена на рисунке 1, а и б.
После термического улучшения в стали 09Г2С реализуется структура сорбита отпуска с избыточной ферритной фазой. Причем вблизи наружной и внутренней поверхностей трубы структура отличается количеством избыточной ферритной фазы, что можно объяснить низкой прокаливаемостью исследуемой стали. Количество структурно свободной ферритной фазы на внешней поверхности составляет порядка 20% (рис. 1, а), а на внутренней – порядка 50% (рис. 1, б).
Холодная пластическая деформация методом радиальной ковки со степенью 55% нивелирует структурные отличия в строении внешней и внутренней поверхности исходно термоулучшенной трубной заготовки (рис. 1, в и г) за счет образования большого количества границ зерен/субзерен в структурно свободного феррита стали 09Г2С. Другими словами, холодная РК позволяет исправлять дефекты термического улучшения низколегированных сталей (таких как структурно свободный феррит) за счет их диспергирования. Такой эффект вызван измельчением элементов структуры и субструктуры исследуемой стали в результате развития процессов фрагментации структуры при холодной пластической деформации [5].
а б
в г
Рисунок 1. Микроструктура конструкционной низкоуглеродистой стали 09Г2С в термоулучшенном состоянии (а, б) и после радиальной ковки со степенью ε = 55% (в, г) вблизи наружной (а, в) и внутренней (б, г) поверхности.
Микроструктура стали 09Г2С, подвергнутой последеформационному нагреву до температур 500 и 600°С, приведена на рисунке 2. При рекристаллизационном отжиге в интервале температур 500…600°С холоднодеформированной стали получают развитие процессы рекристаллизации, и структура становится однородной по всему сечению стенки трубной заготовки, при этом участки структурно свободного феррита методом световой микроскопии практически не выявляются.
Рисунок 2. Микроструктура конструкционной низкоуглеродистой стали 09Г2С вблизи наружной (а, в) и внутренней (б, г) поверхностей трубной заготовки, подвергнутой последеформационному отжигу: а, б – при 500˚С; в, г – при 600˚С.
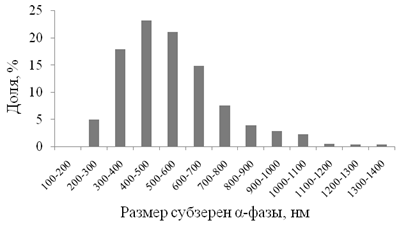
Для изучения тонкой структуры стали 09Г2С после холодной пластической деформации методом радиальной ковки со степенью 55% и последующего отжига при температуре 500°С была использована просвечивающая электронная микроскопия (рис. 3, а). В структуре исследуемой стали после такого режима обработки сохраняются объемы деформированного металла, в которых процессы рекристаллизации сдерживаются мелкодисперсными карбидами. Характер распределения зерен и субзерен по размерам для исследуемых сталей также имеет левую асимметрию и носит логнормальный характер (рис. 3, б). Средний размер субзерна α-фазы после отжига при 500 °С составляет 555 нм, т.е. в данных условиях в стали 09Г2С формируется ультрамелкозернистая структура.
а
б
Рисунок 3. Тонкая структура (а) и гистограмма распределения субзерен α-фазы по размерам (б) стали 09Г2С после холодной пластической деформации методом радиальной ковки со степенью 55% и последеформационного отжига при температуре 500 °С.
Результаты испытания характеристик механических свойств конструкционной низкоуглеродистой стали 09Г2С на разных этапах механо-термической обработки приведены в таблице 1.
При холодной радиальной ковке стали 09Г2С происходит упрочнение: после деформации со степенью 55% наблюдается рост предела текучести на 50%, а предел прочности повышается практически на 30%. Характеристики пластичности после холодной пластической деформации существенно снижаются: относительное удлинение уменьшается практически в 2 раза по сравнению с исходным термоулучшенным состоянием.
Характеристики ударной вязкости образцов исследуемой стали в результате холодной пластической деформации снижаются в среднем на 15%, но по-прежнему остаются на достаточно высоком уровне (таблица 1).
Последеформационный нагрев на 300˚С стали 09Г2С не приводит к существенному изменению характеристик механических свойств, однако при этом снижается уровень относительного удлинения на 25%. Изменение относительного сужения и ударной вязкости образцов с U-образным концентратором и с трещиной не превышает 10% по сравнению с исходным термоулучшенным состоянием.
Таблица 1. Значения механических свойств стали 09Г2С после различных режимов обработки.
Термообработка нормализация стали 09г2с
Перед тем, как перейти к подробному рассмотрению химического состава, нужно понять, что означает расшифровка стали 09Г2С. Буквы «С» и «Г» сообщают о том, что в составе сплава имеется марганец и кремний. Но в каком количестве? Давайте разберёмся.
Первая цифра, стоящая в начале названия марки, сообщает о количестве углерода, содержащегося в сплаве, и отображаемая в сотых долях. Соответственно, процент углерода в сплаве 09Г2С составляет примерно 0,09. Следующие цифры показывают содержание легирующих элементов: марганца в этом сплаве содержится около 2% и менее 1% кремния.

Химический состав стали 09Г2С
Помимо основных легирующих элементов, химический состав стали 09Г2С содержит в себе нижеследующие составляющие периодической таблицы:
| Хим.элемент | Содержание в стали, % |
| C | Менее 0,12 |
| Si | 0,5…0,8 |
| Mn | 1,3…1,7 |
| Ni | Менее 0.3 |
| S | Менее 0.035 |
| P | Менее 0.03 |
| Cr | Менее 0.3 |
| V | Менее 0.12 |
| N | Менее 0.008 |
| Cu | Менее 0.3 |
| As | Менее 0.08 |
Суммарное количество легирующих компонентов в низколегированных сплавах не превышает значения 2,5%. Удельный вес стали 09Г2С равен 7850 кг/м3, но нужно заметить, что плотность стали непостоянна и может иметь небольшой разброс значений, которые находятся в прямой зависимости от количества легирующих элементов. Но в любом случае, относительно небольшой вес готового изделия, в котором при изготовлении деталей прибегли к использованию стали этой марки, имеет большое преимущество по сравнению с другими более тяжеловесными сплавами.
Состав и структура
Прежде изучать состав стали 09г2с нужно разобраться с расшифровкой маркировки:
- Цифра, стоящая спереди, — количество основного компонента состава помимо железа. В данном случае это углерод, процентное содержание которого достигает 0,09%. От его количества зависит показатель твердости, прочности материала.
- Буква после числового обозначения — наличие химической обработки стали при производстве. В состав вводится определенное количество марганца. Цифра после буквы указывает на процентное содержание вносимого компонента.
- Последний символ — наличие легирующего компонента. В данном случае это кремний, процентное содержание которого не может превышать 1%.
Список дополнительных легирующих компонентов, вредных примесей:
- кремний — от 0,5 до 0,8%;
- никель — не более 0,3%;
- марганец — от 1,3 до 1,7%;
- фосфор — не более 0,035%;
- сера — не более 0,04%;
- хром — не более 0,3%;
- мышьяк — не более 0,08%;
- медь — до 0,3%;
- азот — до 0,008%.
Количество железа — от 96 до 97%, углерода — до 0,12%. Общее процентное содержание легирующих компонентов может достигать 2,5%. Требования к составу указаны в ГОСТ 27772-88.
Физические свойства
Конструкционная сталь 09Г2С обладает высокой способностью сохранять свои характеристики при работе под давлением в широком температурном интервале, долговечна, устойчива к нагрузкам с переменным вектором силы, а также подвергается термической обработке, которая оказывает значительное влияние на показатели механических показателей.
Коэффициент линейного расширения (КЛР), который описывает способность сплавов сохранять свой объём при увеличении температуры при постоянном показателе давления, изменяется всего на 2,4×10-6 единицы при изменении температуры со 100 ºС до 500 ºС (1,14×10-5 при 100 ºС против 1,38×10-5 при 500 ºС). Наглядное описание характеристик линейного расширения приведено ниже:
| Температура апробирования, ºС | 100 | 200 | 300 | 400 | 500 |
| Значение КЛР, 10-5 1/ ºС | 1,14 | 1,22 | 1,26 | 1,32 | 1,38 |
Несмотря на то, что сталь 09Г2С является низколегированной, она не проявляет такое свойство, как флокеночувствительность. Малое присутствие углерода в сплаве обеспечивает удовлетворительный показатель свариваемости деталей из стали этой марки. Нужно отметить, что высокое содержание углерода в сплавах при его выгорании приводит к возникновению дополнительных микропор, а также к образованию закалочной структуры, что отрицательно сказывается на качестве сварного шва, а в стали 09Г2С этого не наблюдается.

Изменение микроструктуры стали 09Г2С в зависимости от температуры
Сварка стали 09Г2С не требовательна к типу электродов и может проходить с использованием таких способов сварки, как ручная дуговая, электрошлаковая, автоматическая дуговая сварка под флюсом и с газовой защитой. Сплав марки 09Г2С не имеет ограничений по свариваемости материала, а детали из листового проката с сечением до 40 мм могут подвергаться сварке без предварительной разделки кромок. Детали, подготовленные к сварке, не нуждаются в дополнительной химической или термической обработке. Миграция легирующих элементов по всему сечению сварного шва обеспечивает его высокие прочностные характеристики и одновременно хорошие технические показатели ударной вязкости.
Для уменьшения признаков возникновения закалочной структуры, неизбежно формирующейся при сварке, сварное изделие следует подвергнуть высокотемпературному отпуску с температурой нагрева от 600 до 660 ºС. Охлаждение изделия должно быть медленным, с печью, что поможет избежать коробления его отдельных частей. Допускается не проводить термическую обработку деталей, прошедших сварку, и имеющих толщину поперечного сечения до 36 мм.
09Г2С
Мажорик,
Твердость мартенсита есть функция по углероду (легирующие элементы лишь облегчают получение максимальной твердости)
С увеличением содержания хрома в стали растет и твердость получаемого мартенсита. Например взять сталь углеродистую ст 15 и ст 14Х17Н2. Из 14Х17Н2 можно выжать до 43-45HRC (писал об этом ранее в других ветках. А из стали 15 такой высокой твердость после обычной закалки не добиться.
Ванадий повышает твердость мартенсита, молибден, вольфрам …. так что они не только «лишь» облегчают но и повышают.
Про повышение твердости от внедрение марганца писал Allent.
В литературе расписывают изменение тертрагональности атомной решетки обычного мартенсита (состав углерод-железо). Возможно, в те годы действительно определили все соотношения по тетрагональности при помощи рентгена. Но вот я особо не встречал сведений о том, как на тетрагональность влияют легирующие элементы.
Понятие «легированный мартенсит» встречается … а вот что это такое (Геометрия, изменение объема заготовки) — не написано.
Про обычный мартенсит пишут — чем больше углерода, тем больше его «внедряется» в решетку, с образованием иглы мартенсита — тем выше тетрагональность — тем выше твердость.
Но вот «заплет», с введением хрома (и не только хрома) в сталь — твердость после закалки поднимается. И нигде не написано почему.
Содержание углерода в стали остается неизменным — значит тетрагональность решетки мартенсита не меняется.
Либо с внедрением хрома другая структура иглы (тетрагональность у системы железо-хром-углерод не та, что у системы железа-углерод). Раз литераторы используют понятие «легированный мартенсит» — то значит атом хрома внедрен в решетку иглы мартенсита .
Но нигде нет сведений о том, как изменяется объем заготовки после закалки, в зависимости от содержания хрома(или других элеметнов, упомятух ранее) при постоянном содержании углерода (про углеродистые стали — имеются картинки о том, как с увеличением тверости мартенсита изменяется объем).
Повторюсь, на практике так же замечено (на 40Х) при закаливании изделий с крупнозернистой структурой — твердость получается ниже, чем при получении мартенсита из мелкозернистого аустенита. Вопрос: почему твердость ниже?
— либо остается много остаточного аустенита с растворенным в нем углеродом (игл мало по объему); Но тут можно сказать, многие считают что в низкоуглеродистых сталях (0,4% такая же) — остаточного аустенита много быть не может.
— весь углерод переходит в иглы, иглы крупные (из за больших зерен), игл опять же по объему не так много — но они здоровые … чем больше иглы тем более объемные области мягкой структуры между ними (аустенит остаточный или феррит). (непоятно насколько увеличится объем при закаливании на крупнозернистый мартесит без остаточного аустенита, в сравнении с увеличением объема при мелкозернистом мартенсите без остаточного аустенита)
В обоих предположениях — игл по объему меньше, чем в мелкозернистом мартенсите.
с выдержки на 300 можно получить прибавку в 1-1,5 РоквеллаС в сравнении с твердостью получаемой с 250, -на 180 она самая твёрдая ЕМНИП, т.е., идёт незначительный возврат прочности, этим искусственным старением можно обеспечить большую стабильность детали.
1. наличие остаточного аустенита при закалке (у стали с углеродом 0,09%. ), с которым что-то происходит при росте температуры до 300С.
2. либо выход атомов углерода из решетки мартенсита, где углерод встечается с марганцем, образуя дополнительные карбиды (вкупе повышая твердость … твердость игл незначительно снижается, но добавок в твердости от образования новых карбидов — превалирует) => но тогда отпадает предположение о наличии легированного мартениста, раз весь марганец снаружи «трётся».
Предположение №2 противоречит увеличению твердости после закалки при наличии «легированного мартенсита».
Но легированного мартенсита может и не быть (внедрение других атомов в иглы Fe-C) … могут быть иглы + сетка легированных карбидов.
Вообщем здесь много «белых» пятен еще.
Но однозначно, не только тетрагональность мартенсита влияет на повышение твердости после закалки.
При наличии легированных элементов, скорее всего тетрагональность мартенсита уходит на второй план, по влиянию на твердость. С увеличением количества легированных элементов — увеличивается объемная доля частиц структуры, повышающих твердость (иглы + карбиды легированные).
Повторюсь, наличие только легированного мартенсита не объясняет одновременного роста твердости при закалке и дополнительного повышения твердости после отпуска на повышенных температурах (09г2С — 300, 20Х13 — 470-480 … Р6М5 — 560).
И тут приходит на ум только одно — чем больше игл мартенсита в единице объема + большее количество легированных твердых частиц (иглы мартенсита или карбиды), тем выше твердость. А уж какая в данном случае получается тетрагональность — дело второстепенное (карбидная сетка из карбидов легированных элементов объема не меняет, а твердость повышает).
Изменено 7 июня, 2015 пользователем ycnokou
Механические свойства
Механические свойства стали 09Г2С описывают следующие характеристики для сортового и фасонного проката сечением до 10 мм:
| Вид механических характеристик | Температура апробирования, ºС | Значение | ||
| Временное сопротивление | Ϭ0,2, МПа | +20 (комнатная) | 345 | |
| Предел прочности | ϬВ, МПа | 490 | ||
| Удлинение | δ5, % | 21 | ||
| Ударная вязкость | КСU | 64 | ||
| КСU-40 | -40 | 39 | ||
| КСU-60 | -60 | 34 | ||
Для того, чтобы определить класс прочности (КП) испытываемого образца, следует обратиться к ГОСТу 19281-2014, в котором подробно показаны все ключевые характеристики, на которые следует опираться при проведении испытаний или оценке готового протокола на категорию прочности.
Стоит не забывать, что этот механический показатель напрямую зависит от химического набора соответствующих компонентов, и присутствие в большем процентном содержании какого-либо элемента может сыграть ключевую роль при формировании показателей прочности при обработке этой стали.

Механические свойства стали 09Г2С
В зависимости от класса прочности, изменяется и такой показатель механических характеристик, как твёрдость. Зависимость этих двух показателей прямая: чем выше категория прочности материала, тем выше и значение твёрдости. Обычно твёрдость низколегированных сплавов измеряется по методу Бринелля, и показатель твёрдости обозначается в единицах НВW, но в зависимости от требований, предъявляемых к изделию, и месту контроля (основной материал или материал сварного шва), может изменяться и метод измерения твёрдости. В таком случае, твердость материала может быть выражена в единицах по шкале Роквелла, Виккерса и т.д.
Режим термообработки стали назначается согласно критическим точкам:
| Критическая точка | Ас1 | Ас3 | Аr3 | Аr1 |
| ºС | 725 | 860 | 780 | 625 |
В зависимости от требуемых показателей механических свойств, назначается режим термической обработки. Нормализация и закалка стали 09Г2С проходит при высокотемпературном нагреве от 930 до 950 ºС. Зависимость мехсвойств от температурного режима отпуска приведена ниже:
| Температура отпуска, °С | Предел текучести, δ0,2, Па | Предел прочности, δВ, Па | Удлинение, δ5, % | Относительное сужение, ψ, % |
| 20 | 295×106 | 405×106 | 30 | 66 |
| 100 | 270×106 | 415×106 | 29 | 68 |
| 200 | 265×106 | 430×106 | — | — |
| 300 | 220×106 | 435×106 | — | — |
| 400 | 205×106 | 410×106 | 27 | 63 |
| 500 | 185×106 | 315×106 | — | 63 |
Как следует из таблицы, чем выше температурный режим сопутствующего отпуска, тем ниже у сплава сопротивление разрыву.
Термическая обработка способствует образованию сплава с двухфазной структурой, дисперсность зерна которого и определяет основные показатели механических свойств материала.
Характеристики и свойства
- Высокая устойчивость давлению, механическим нагрузкам при нагревании.
- Долговечность.
- Устойчивость к нагрузкам, которые воздействуют на поверхности стали с переменным вектором силы.
- Коэффициент линейного расширения при нагревании до 100 °C — 1,14×10-5. При нагревании до 500 °C — 1,38×10-5.
- Хорошая свариваемость.
- Временное сопротивление — 345 Мпа.
- Максимальная прочность — 490 Мпа.
- Плотность — 7,85 г/куб см.
- Предел текучести — от 155 до 255 Мпа, зависит от температурного режима.
- Относительное удлинение — 21%.
- Ударная вязкость — 64 KCU.
Эти свойства применимы к фасонному, сортовому прокату с сечением не более 10 мм. Они зависят от процентного содержания основных компонентов, легирующих добавок.
Удельная масса — 7850 кг/м3. Показатель плотности меняется под воздействием окружающих факторов, зависит от количества легирующих добавок в составе.
Применение сплава
Высокая прочность материала, удовлетворительные показатели механических свойств в широком диапазоне температур, а также способность к изменению свойств сплава после проведения термической обработки, неизбежно приводит к тому, что детали и изделия из стали 09Г2С находят своё применение практически во всех сферах производства и машиностроения. Из стали 09Г2С изготавливаются строительные конструкции, трубы для транспортировки различных жидкостей (воды, нефти и др.) и газов, резервуары различного назначения, паровые котлы, нефтепромысловое оборудование и различные детали машин, в т. ч. сельскохозяйственного направления.

Гайки из стали 09Г2С

Трубы из стали 09Г2С

Стальные уголки из 09Г2С
Богатый выбор различных сортаментов, разнообразие толщин приводят к тому, что к использованию этого сплава обращаются всё большее число производителей различных металлоизделий.
При механизированной сварке и в частном использовании находит своё применение и сварочная проволока марки 09Г2С. Такая проволока может иметь медное напыление, а может быть и вовсе без покрытия. Большим плюсом такой проволоки является относительно малое количество легирующих компонентов.
Производство стали 09Г2С
Основным сырьём при производстве марки стали 09Г2С служит чугун, который оптимизируют, повышая количество углерода и улучшая свойства сплава за счёт внедрения легирующих составляющих. В основе изготовления стали этой марки лежит ряд направлений:
- мартеновский;
- электротермический;
- конверторный.

Пример применения стали 09Г2С
Сталь 09Г2С проявляется отличным материалом при проектировании деталей и конструкций, которые будут работать в условиях низких температур, с одновременным сохранением своих высоких прочностных и пластичных характеристик, а низкие затраты при проведении монтажных работ, лишь в очередной раз подкрепляют позиции этой марки на рынке современного спроса и предложений.
Сталь 09Г2С
Изделия из низколегированной конструкционной стали 09Г2С востребованы во многих отраслях производства, что подкрепляется широким предложением сортамента продукции этой марки. Благодаря своим физическим свойствам, сталь 09Г2С заслуженно заняла свою позицию на рынках современного спроса и предложений. Характеристики стали 09Г2С предоставляют возможность применять её в качестве основного материала при изготовлении деталей, которые предназначены для работы в температурном диапазоне рабочей среды от -70 ºС до + 425 ºС, что при проектировании изделий привлекает к себе внимание ещё большего числа конструкторов.

Химический состав стали 09Г2С

| Хим.элемент | Содержание в стали, % |
| C | Менее 0,12 |
| Si | 0,5…0,8 |
| Mn | 1,3…1,7 |
| Ni | Менее 0.3 |
| S | Менее 0.035 |
| P | Менее 0.03 |
| Cr | Менее 0.3 |
| V | Менее 0.12 |
| N | Менее 0.008 |
| Cu | Менее 0.3 |
| As | Менее 0.08 |
Суммарное количество легирующих компонентов в низколегированных сплавах не превышает значения 2,5%. Удельный вес стали 09Г2С равен 7850 кг/м 3 , но нужно заметить, что плотность стали непостоянна и может иметь небольшой разброс значений, которые находятся в прямой зависимости от количества легирующих элементов. Но в любом случае, относительно небольшой вес готового изделия, в котором при изготовлении деталей прибегли к использованию стали этой марки, имеет большое преимущество по сравнению с другими более тяжеловесными сплавами.
| Температура апробирования, ºС | 100 | 200 | 300 | 400 | 500 |
| Значение КЛР, 10-5 1/ ºС | 1,14 | 1,22 | 1,26 | 1,32 | 1,38 |

| Временное сопротивление | Предел прочности | Удлинение | Ударная вязкость | КСU -40 | КСU -60 | -60 | 34 |
Для того, чтобы определить класс прочности (КП) испытываемого образца, следует обратиться к ГОСТу 19281-2014, в котором подробно показаны все ключевые характеристики, на которые следует опираться при проведении испытаний или оценке готового протокола на категорию прочности.

Гайки из стали 09Г2С Трубы из стали 09Г2С Стальные уголки из 09Г2С

Отжиг стали
Ассортимент изделий из металла огромен и в каждом случае требуются определенные, часто специфические качества материала. Обеспечить полный перечень марок производитель не в состоянии. Металлургические предприятия предлагают сырье, отвечающее ГОСТ, которое впоследствии дорабатывается на обрабатывающих производствах. Одна из ключевых операций — отжиг стали. На этой стадии металл приобретает необходимые технические свойства для последующей обработки. Чтобы понять, что такое отжиг стали, необходимо понимать для чего он делается, и какие процессы при этом происходят.

Почему необходима термическая обработка металла
Операцию проводят с целью улучшения технологических качеств сырья. Ключевым фактором становится температура отжига стали, которую необходимо выдерживать определенное время. При этом достигаются следующие цели:
- Снижение твердости. Качественные показатели после обработки позволяют существенно уменьшить трудозатраты, сократить время операций, используя более широкий перечень режущих инструментов.
- Улучшение микроструктуры. Под действием высокой температуры в определенный временной промежуток происходят существенные изменения на молекулярном уровне. Полученная однородная структура стали после отжига оптимальна для последующих механических и физических операций.
- Для снятия внутренних напряжений. В процессе первичной обработки на металлургических предприятиях в металле возникает дисбаланс кристаллической структуры. Правильно подобрав виды отжига стали, достигают необходимых характеристик металла для конкретного случая.
Иногда достаточен неполный отжиг стали для получения нужных технологических кондиций. В зависимости от желаемых качественных показателей металла могут использоваться сложные и длительные по времени режимы. Полный отжиг стали может длиться более суток для габаритных изделий. Большую часть этого времени занимают нагрев до нужной температуры и медленное остывание, регламентированное типом термической обработки при заданном стандарте.
Подробно режим отжига стали описан в специальной литературе. Некоторые операции предполагают соблюдение временного режима и точной температуры, вплоть да нескольких градусов. Если есть муфельная печь, то процедуру можно выполнить качественно. Когда такого оборудования нет, то точно провести отдельные виды термообработки будет затруднительно. Ориентироваться придется исключительно по цвету раскаленного металла.

Цвета каления стали
Сделать отжиг стали в домашних условиях можно по упрощенной схеме. Проконтролировать температуру предмета, нагретого газовой горелкой точно не получится. Регулировать режимы нагрева и остывания металла можно только примерно. При обработке стали в домашних условиях сделать структурный анализ невозможно. Определяется температура неполного отжига только визуально. Целями в бытовых условиях становятся снижение прочности и повышение обрабатываемости изделия. Микроструктура стали после отжига меняется и можно проводить дальнейшие операции.
Виды отжига
Принято делить эту операцию на два основных вида. Отжиг стали может быть 1-го и 2-го рода. В первом случае не происходит фазовой рекристаллизации, но металл приобретает нужные качества. Устраняются последствия механической обработки металла на прокатных станах, штампах.
Упрочнение поверхности стали после физического воздействия на металлургическом комбинате называют наклепом.
Главное назначение отжига стали 1-го рода — снижение прочности и повышение пластичности, необходимой для дальнейшей обработки. Частичная рекристаллизация снижает внутренние напряжения, что делает изделия более надежными и долговечными.
Отжиг стали 2-го рода характеризуется кардинальными изменениями структуры. Фазовая рекристаллизация достигается нагреванием металла выше критических точек и точным выполнением режима охлаждения по температуре и времени. Такие виды отжига и их назначение определяются производственными задачами для получения необходимых качеств металла. Критические температуры являются серьезным фактором риска. В ряде случаев, например, при пережоге, возникают необратимые изменения в структуре. Такой металл отправляется на переплавку. Термообработка, отжиг и нормализация сталей сложный процесс дающий возможность получить из исходного сырья продукцию, отвечающую по заданным характеристикам запросы производителей конечных изделий.
Полный, неполный отжиг
Применяют термическую обработку для достижения необходимых качеств металла. Цель отжига стали определена как получение заданных технологических свойств. Они могут быть как общими, так и достаточно специфичными. Так неполный отжиг заэвтектоидной стали допустим при изготовлении конструкционных элементов, но при производстве деталей с заданными характеристиками будет недостаточен. Изменения структуры металла в обоих типах обработки различны. Играет роль не только время отжига стали, но и температура. Важным фактором успешного решения задачи является и режим охлаждения.

Полный отжиг стали
При неполном отжиге стали температура не достигает верхней критической точки. Менее жестки и требования по выдержке времени охлаждения. Выполняя полный отжиг сталей, металл разогревают выше критической точки. Затем выдерживают указанное время и точно выполняют график охлаждения. При термообработке, отжиге важно учитывать марку сырья, твердость, химический состав, поскольку технология и режимы определяются нормами ГОСТ.
Изотермический отжиг
Этот вид обработки применяется главным образом для легированных сплавов. Изометрический отжиг стали заключается в нагревании металла до аустенитного состояния с последующим ускоренным охлаждением до 660-680° C. Затем заготовку выдерживают при этой температуре, пока аустенит не превратится в перлит. После этого металл охлаждают на воздухе естественным способом.
Это самый быстрый и эффективный способ повысить пластичность металлов с высоким содержанием хрома.
Высокотемпературный отжиг нержавеющей стали и некоторых других конструкционных, инструментальных сплавов делается таким способом. Подобная технология позволяет снизить твердость легированных материалов до уровня, позволяющего эффективно обрабатывать впоследствии заготовку на металлорежущем оборудовании.
Изотермический отжиг характеризуется особым методом охлаждения. Заданное время материал выдерживается при температуре, указанной в нормах на одном уровне, а не падает постепенно, как в других вариантах обработки. Формирование однородной структуры происходит за счет полного распада аустенита и преобразований ферритов и перлитов. Таким способом обрабатывают жаростойкие сплавы.
Эффективна эта методика для обработки небольших изделий, штамповок, инструментальных заготовок.
Изотермический отжиг имеет небольшой по времени технологический цикл, однако достаточно эффективный для решения многих производственных задач.
Диффузионный отжиг
Согласно отраслевым нормам, этот вид термообработки можно отнести к экстремальным. Металл нагревается до максимально возможной температуры, превышающей критические точки. Технология часто применяется для сплавов со сложными и легкоплавкими соединениями. При этом структура заэвтектоидной стали после отжига становится менее твердой и значительно пластичнее, что позволяет использовать широкий набор приемов для дальнейшей обработки. Метод требует полного контроля и соблюдения технологии, поскольку высоки риски перегрева и пережога, что может привести частично или полностью к утрате необходимых качеств и такой металл к дальнейшим операциям будет непригоден. Точная температура полного отжига доэвтектоидной стали и других марок металла есть в специальных справочниках.

Диффузионный отжиг стали
Правильно выполненная термообработка позволяет получить:
- равновесный химический состав;
- рост зерна;
- растворение избыточных фаз;
- образование, рост пор.
Последний пункт является побочным эффектом, относится к дефектам и при производстве стараются избегать возникновения этого явления. Технология отжига стали этим методом требует навыков и знаний, понимания разницы между отдельными видами и марками металла.
Рекристаллизационный отжиг
Методика, позволяющая избавиться от многих нежелательных качеств металла. Рекристаллизационный отжиг стали проводят с целью снять наклеп и другие последствия после некоторых механических операций. Технология применяют для обработки:
- листового проката;
- проволоки;
- прутков;
- труб;
- штамповки.
После рекристаллизационного отжига стали металл приобретает необходимые характеристики для получения изделий с заданными качествами.
Выбор технологии определяется химическим составом. При процедуре материал нагревают до значений, превышающих температуру кристаллизации не менее чем на 100-200° C. Необходимые свойства появляются в разной степени в зависимости от вида обработки. Чаще используют полный отжиг. При этом структурные изменения более существенные. В ряде случаев достаточен неполный отжиг.

Температурные зоны для рекристаллизационного отжига
Особенности отжига различных видов стали
Все термические операции с металлом проводят в строгом соответствии с предписанными требованиями к каждой марке. Определяющим значением становится содержание углерода, других металлов в составе сплава. Фактором, влияющим на твердость после отжига стали, является время выдержки в печи и режим охлаждения.
Для того чтобы точно выполнить условия охлаждения часто используются 2 печи. В одной поддерживается максимальная температура, а во второй изделие выдерживают необходимое количество времени до завершения внутренних структурных процессов. Так температура отжига нержавеющей стали в первой камере может превышать 1000° С, а потом изделия выдерживают несколько часов при 900° С и охлаждают до 300° С со скоростью 50-100° С в час. Дальнейшее охлаждение проводится на воздухе.
Режимы отжига углеродистых инструментальных сталей Режимы отжига легированных инструментальных сталей Режимы отжига быстрорежущих сталей
Значительную долю в общем объеме термообработки занимают доэвтектоидные стали. Содержание углерода в них менее 0, 8%. Структуру составляют феррит и перлит, поэтому в большинстве случаев достаточно провести неполный отжиг доэвтектоидных сталей, что снизит твердость и повысит пластичность. Низкоуглеродистые сплавы используются в больших объемах в строительстве, в конструкциях, возводимых в народном хозяйстве. Однако в отдельных случаях требования к структуре металла более жесткие. Тогда необходимо проводить полный отжиг доэвтектоидных сталей для снятия напряжений и получения равновесной структуры с заданными качествами. Применяемый способ выбирается, опираясь на требования производителей, возможности имеющегося обрабатывающего оборудования. В технической документации обозначены температуры и время, необходимое при отжиге, для достижения качеств получаемых закалкой и отпуском.
В процессе термической обработки происходят сложные изменения структурного характера, которые можно анализировать только на специальном оборудовании. Разрабатывались нормы и рекомендации, опираясь на научные данные, выполнение которых в производственных условиях обязательно. Получаемая структура при отжиге и другие показатели строго регламентированы и в домашних условиях практически невыполнимы. Однако добиться изменения структурного строения, сделать металл мягким и податливым своими руками можно. Качество отожженной стали для бытового применения будет достаточным. Для домашнего мастера не важно, эвтектоидного или аустенитного класса сплав у обрабатываемой детали.
Термическая обработка стали
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.

Термическая обработка стали
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.

Изменение структуры металла при термообработке
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.

Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- полный;
- неполный;
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.
![Температура нагрева стали при термообработке]()
Температура нагрева стали при термообработке
Отпуск
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
1. Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
2. Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
3. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.
Нагревание до температуры – от 450°С, но не выше 650°С.
Отжиг
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
1. Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
2. Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
3. Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
4. Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
5. Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалка
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.
![Закалка стали]()
Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.
![Процесс нормализации стали]()
Процесс нормализации стали
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Читайте также:
- I – рода:
- снятие внутренних напряжений после


