Сталь 10 магнитные свойства
Обновлено: 17.05.2024
Данные для цитирования: . Влияние термической обработки на магнитные и механические свойства стали 10ХСНД // Евразийский Союз Ученых — публикация научных статей в ежемесячном научном журнале. Технические науки. ; ():-.
Введение
В условиях сложного нагружения работа конструкций и машин должна сопровождаться контролем механических, преимущественно прочностных, свойств металла, поэтому вопрос неразрушающего контроля этих свойств имеет важное практическое значение. Процесс нагружения сопровождается изменением механических напряжений в большом диапазоне, а следовательно, в этих условиях упругие напряжения и температурный нагрев могут изменить структуру материала за счет перераспределения углерода. В работе [3] предложена концепция структурного карбидного конструирования сталей на микроуровне, что дает возможность формирования ряда свойств вязкопрочной стали. В статье приведен режим умеренно-температурных (390 — 485°С) технологий коагуляции карбидов, однако, структурные процессы, связанные с перераспределением карбидов на границе зерен доменов, продолжают идти и при более высоких температурах, что представляют едва ли не больший интерес с практической точки зрения.
К настоящему времени остается не до конца выясненным, что именно является управляющим фактором в процессе карбидного конструирования: режим термической обработки, химический состав или же что-то другое. Ответ на этот вопрос открывает возможность создания структуры с заданными свойствами за счет перераспределения углерода.
Цель настоящей работы: исследование влияния термической обработки на магнитные и механические характеристики стали 10ХСНД и разработка практических рекомендаций по неразрушающему контролю этих свойств по изменению магнитных параметров материала.
Методика проведения исследований
Сталь 10ХСНД имеет химический состав, представленный в таблице 1.
Для исследований были изготовлены образцы в виде пластин толщиной 10 мм и размерами 75×75 мм для определения коэрцитивной силы, твердости и тангенциальной составляющей напряженности магнитного поля рассеяния. Все образцы были подвергнуты закалке от 950°С и отпуску при 600, 640, 680 и 720°С с последующим охлаждением в воде. После термической обработки проводились магнито-механические испытания: измеряли коэрцитивную силу, тангенциальную составляющую напряженности магнитного поля рассеяния до и после ударного нагружения, твердость. Зависимость предела прочности при растяжении и предела текучести от температуры отпуска были взяты из марочника сталей.
Для контроля за изменением карбидно-ферритной фазы были получены микрофоторгафии на оптическом микроскопе.
Результаты исследований и их обсуждение
На рис.1 показана аустенитная структура стали, закаленной от 950°С.
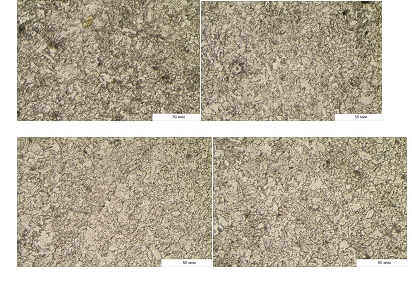
Рис. 1 Структура сорбита отпуска в стали 10ХСНД после закалки от 950°С и отпуске а) при 600°С; б) 640°С; в) 680°С; г) 720°С.
Данные рис. 1 показывают, что структура стали после высокотемпературного отпуска меняется с образованием сорбита отпуска. При более высоких температурах отпуска структура – мартенсит распадается на однородную феррито-карбидную смесь, содержащую карбидные включения. Эволюция размеров карбидных включений хорошо видна на рис.1, причем на рис. 1а – 1в заметно улучшение структурного перераспределения карбидов, т.е. области карбидов становятся более распределенными и уменьшаются в размерах. Структура сорбита отпуска наиболее однородна на рис. 1в, при дальнейшем повышении температуры отпуска наблюдается процесс коалесценции – мелкие карбидные монокристаллы «исчезают», поглощаясь более крупными, структурные перестройки карбидов опять становятся более значительными по размерам.
На рис.2 представлена зависимость коэрцитивной силы от температуры отпуска. Видно, что до температур 600°С происходит почти монотонное убывание параметра, вплоть до температуры отпуска 720°С, при дальнейшем увеличении температуры наблюдается резкий скачок. Подобным образом ведет себя и такой параметр как удельное сопротивление (рис. 3). Скачок удельного сопротивления в области высоких температур отпуска указывает на роль термодефектов, которые были генерированы с участием углерода. Механизм этих явлений в сталях мало изучен.
Обычно, когда делают термическую обработку, управляющим параметром является твердость, однако, как показывают данные рис. 4 а, твердость с увеличением температуры отпуска практически монотонно падает и перераспределения карбидов и их размеров «не чувствует», так же как и предел прочности и предел текучести, изменения которых с температурой отпуска приведены на рис. 4 б.
На графике, приведенном на рис. 5, представлена зависимость изменения тангенциальной составляющей напряженности магнитного поля рассеяния от температуры отпуска. На кривой хорошо виден максимум при температуре отпуска 600°С, затем заметен резкий спад параметра с увеличением температуры отпуска, следовательно по изменению тангенциальной составляющей магнитного поля рассеяния можно судить о структурной перестройке с участием углерода и термодефектов.
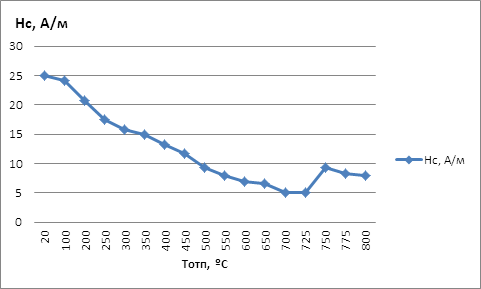
Рис.2 Зависимость коэрцитивной силы Нс от температуры отпуска закаленной при t = 950℃ и отпущенной в интервале температур от 300 ÷ 800 ℃ для стали 10ХСНД по данным справочника [2];
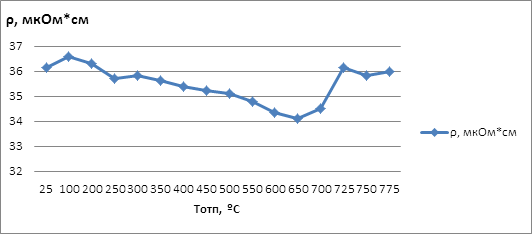
Рис.3 Зависимость удельного сопротивления от температуры отпуска закаленной при t = 950℃ и отпущенной в интервале температур от 300 ÷ 800 ℃ для стали 10ХСНД: а) по данным справочника [2];
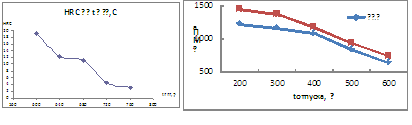
Рис.4 Зависимость твердости (рис.а); предела прочности при растяжении σᵦ и предела текучести σ₀,₂ стали 10ХСНД,закаленной от 900 ̊Ϲ (рис.б) от температуры отпуска.
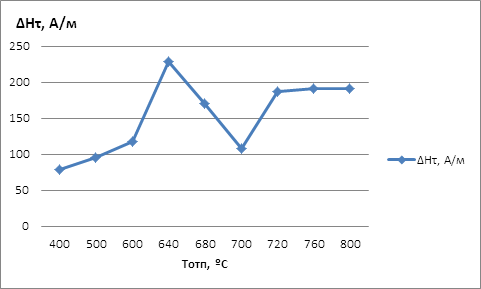
Рис.5 — Зависимость магнитоупругого изменения тангенциальной составляющей напряженности магнитного поля рассеяния
Сталь У10, У10А инструментальная углеродистая
Инструментальная сталь У10 (У10А) относится к группе сталей пониженной прокаливаемостии. Стали данной группы должны закаливаться в воде, а инструмент из этой стали имеет, как правило, незакаленную сердцевину. Закалка в воде требует принятия мер против сильного коробления, т.е. при конструировании инструмента следует избегать острых углов и резких переходов сечений [2].
Сталь У10, У10А применяется при изготовлении инструмента, работающего в условиях, не вызывающих разогрева режущей кромки:
- метчики ручные,
- рашпили,
- надфили,
- пилы для обработки древесины,
- матрицы для холодной штамповки,
- гладкие калибры,
- топоры,
- для холоднокатаной термообработанной ленты толщиной от 2,5 до 0,02 мм, предназначенной для изготовления плоских и витых пружин и пружинящих деталей сложной конфигурации, клапанов, щупов, берд, ламелей, двоильных ножей, конструкционных мелких деталей, в т.ч. для часов и т.д.
Сталь У10 не применяется для изготовления инструмента подвергающихся сильным ударам.
Примерное назначение инструментальной нелегированной стали У10, У10А (ГОСТ 1435-99)
- Для игольной проволоки.
- Для изготовления инструментов, работающих в условиях, не вызывающих
разогрева режущей кромки. - Для обработки дерева: ручных поперечных и столярных пил, машинных
столярных пил, спиральных сверл. - Для штампов холодной штамповки (вытяжных, высадочных, обрезных и
вырубных) небольших размеров и без резких переходов по сечению. - Для калибров простой формы и пониженных классов точности.
- Для накатных роликов, напильников, слесарных шаберов и др.
- Для напильников, шаберов.
- Для холоднокатаной термообработанной ленты толщиной от 2,5 до 0,02 мм, предназначенной для изготовления плоских и витых пружин и пружинящих деталей сложной конфигурации, клапанов, щупов, берд, ламелей двоильных ножей, конструкционных мелких деталей, в том числе для часов, и т. д. (лента выпускается по ГОСТ 2283, ГОСТ 21996 и ряду специальных технических условий)
Согласно ГОСТ Р 51015-79 сталь У10А применяется для изготовления клинков ножей хозяйственного и специального назначения используемых в быту, промышленности и на предприятиях общественного питания. Однако следует учитывать, что для ножей используемых в пищевой промышлености предпочтительно использовать коррозионноустойчивые стали.
Для высадки мягких металлов, выполняемых с небольшими давлениями, применяют сталь У10 для штампов диаметром до 30 мм сохраняющих при закалке мягкую сердцевину.
Химический состав, % (ГОСТ 1435-99)
| Марка стали | C | Si | Mn | S | P |
| не более | |||||
| У10 | 0,95-1,09 | 0,17-0,33 | 0,17-0,33 | 0,028 | 0,030 |
| У10А | 0,95-1,09 | 0,17-0,33 | 0,17-0,28 | 0,018 | 0,025 |
Фазовый состав
Температура критических точек, °С [3]
| Ac1 | Acm | Ar1 | Mн |
| 730 | 800 | 700 | 210 |
Условия проведения предварительной термической обработки сталей У10А, У10 [4]
- Отжиг с непрерывным охлаждением и сфероидизацию рекомендуется производить в шахтных и камерных печах. Продолжительность выдержки после прогрева всей садки до температуры отжига 2-3 ч.
- Изотермический отжиг целесообразен для печей непрерывного действия (конвейерных и толкательных). В этом случае время нагрева до заданной температуры рассчитывают в зависимости от толщины нагреваемого слоя заготовок по допустимому удельному времени нагрева 1,0 мин/мм. Продолжительность выдержки после прогрева всей садки до температуры отжига 1-2 ч. Изотермическая выдержка при охлаждении 1-2 ч.
- Сфероидизация (маятниковый отжиг) применяют для получения структуры зернистого перлита. Продолжительность выдержки на каждой ступени 0,5-1,0 ч.
- Высокий отпуск следует применять: для снятия наклепа после холодной пластической деформации (так называемый рекристаллизационный отжиг); для снятия внутренних напряжений от обработки резанием, предшествующей закалке; перед повторной закалкой изделий, имеющих пониженную твердость после термообработки. Продолжительность выдержки при высоком отпуске 2-3 ч * .
- Нормализацию применяют для измельчения зерна перегретой стали и для устранения цементитной сетки. Нагрев при нормализации можно производить в печах и соляных ваннах. Продолжительность выдержки при нагреве в печах 20-30 мин * , при нагреве в соляных ваннах — равняется расчетной выдержке для нагрева под закалку [5].
- Улучшение применяют для получения повышенной чистоты поверхности при обработке резанием в тех случаях, когда сталь в отожженном состоянии имеет твердость ˂ НВ 183. Закалку и высокий отпуск при улучшении рекомендуется производить с нагревом в печах. Продолжительность выдержки при нагреве под закалку 20-30 мин * , при высоком отпуске 2-4 ч * .

* После прогрева всей садки до заданной температуры.
- a) Отжиг с непрерывным охлаждением
- б) Изотермический отжиг
- в) Сфероидизация (маятниковый отжиг)
- г) Высокий отпуск
- д) Нормализация
- е) Улучшение
Ориентировочная температура термической обработки и твердость стали У10 в отожженном состоянии [6]
| Температура отжига °C | Тведость после отжига HB (не более) | Температура закалки °C |
| 760-780 °C | 197 | 770-800 °C |
Закалка [2]
Температура закалки заэвтектойдной стали У10А лежит в интервале между Ac3 и Ac1. Структура стали в закаленном состоянии состоит из мартенсита и избыточных (вторичных) карбидов. Оптимальная температура закалки около 800 °C.
В закаленной стали тетрагональность мартенсита и внутренние напряжения создают значительную хрупкость, поэтому после закалки отпуск является обязательной операцией
Рекомендуемые температуры нагрева (в °С) стали У10А для поверхностной закалки (охлаждение водяным душем) [7]
| Марка стали | Исходная структура | Предварительная термическая обработка | Температура нагрева в печи в °С | Скорость нагрева в град/сек | ||
| 30 — 60 | 100 — 200 | 400 — 500 | ||||
| Продолжительность нагрева в сек | ||||||
| 2 — 4 | 1,0 — 1,5 | 0,5 — 0,8 | ||||
| Температура нагрева т.в.ч. выше Ac1 | ||||||
| У10А | Пластинчатый перлит или сорбит (+ цементит) | Нормализация или улучшение | 760-780 | 780-820 | 800-860 | 820-900 |
Температура рекристаллизационного отжига стали [7]
| Обработка давлением, после которой выполняется отжиг | Марка стали | Температура отжига в °С |
| Холодная протяжка (калибровка) прутков | У10 | 700 |
Ориентировочные режимы отжига инструментальных сталей У10, У10А для улучшения обрабатываемости при резании [7]
| Температура нагрева в °С | Охлаждение | Диаметр отпечатка по Бринелю в мм |
| 760-780 | С печью по 50° в час до температуры 500 °С, а затем на воздухе | ≥4,3 |
ПРИМЕЧАНИЕ. Для улучшения обрабатываемости инструментальных сталей применяется также высокий отпуск при температуре 650-680 °С.
Твердость углеродистых марок стали после отпуска [7]
Влияние обработки холодом на свойства стали У10 [7]
| Температура закалки в °С | Температура обработки холодом в °С | Приращение твердости HRC | Изменение длины в % |
| 780 | 0 | 1,5 | — |
Механические свойства проката сечением 0,1-4,0 мм (ГОСТ 2283-79)
| Состояние поставки | σ0,2, МПа, не более | δ5, %, не менее |
| Лента холоднокатаная: | ||
| отожженная | 750 | 10 |
| нагартованная | 750-1200 | — |
| нагартованная, класс прочности Н1 | 750-900 | — |
| нагартованная, класс прочности НЗ | 1050-1200 | — |
| Лента отожженная высшей категории качества | 700 | 13 |
Истинные обобщеные механические характеристики отожженной стали при 20 °C [8]
ПРИМЕЧАНИЕ. При всех видах деформации разрушение вязкое.
Твердость термически обработанной (после отжига или высокого отпуска)
металлопродукции из стали У10, У10А, кроме проката для сердечников, и твердость образцов после закалки (ГОСТ 1435-99)
| Марка стали | Твердость термически обработанной металлопродукции | Твердость образцов после закалки в воде | ||
| НВ, не более | Диаметр отпечатка, мм, не менее | Температура закалки, °С | HRC, (HRC), не менее | |
| У10, У10А | 212 | 4,15 | 770-800 | 63 (62) |
Твердость стали в зависимости от температуры отпуска [9]
| tотп, °С | Твердость HRCэ |
| 160-200 | 63-65 |
| 200-300 | 57-63 |
| 300-400 | 49-57 |
| 400-500 | 40-49 |
ПРИМЕЧАНИЕ. Закалка с 760-780 °С в воде.
Механические свойства в зависимости от температуры испытания [9]
| tисп, °C | σв, МПа | δ5, % | ψ % |
| 700 | 105 | 50 | 87 |
| 800 | 90 | 52 | 100 |
| 900 | 55 | 59 | 100 |
| 1000 | 29 | 70 | 100 |
| 1100 | 18 | 78 | 100 |
| 1200 | 16 | 86 | 100 |
ПРИМЕЧАНИЕ. Образец диаметром 5 мм и длиной 25 мм деформированный и отожженный; скорость деформирования 10 мм/мин; скорость деформации 0,007 1/с
Сталь 10Г2 конструкционная легированная
Марганцевая цементуемая сталь марки 10Г2 высокой пластичности применяется для изготовления из труб, листа, проката и поковок различных деталей машиностроения, а также деталей и элементов сварных конструкций в состоянии поставки или после нормализации.
Сталь хорошо деформируется в холодном и горяем состояниях, обладает отличной свариваемостью; склонна к отпускной хрупкости.
Сталь 10Г2 применяется для изготовления:
- Патрубков,
- змеевиков,
- трубных пучков,
- крепежных деталей,
- фланцев,
- трубных решеток,
- штуцеров,
- других деталей, работающих при температурах до -70°C под давлением в нефтеперерабатывающей промышленности, а также сварные (толщиной менее 4 мм) и штампованные детали.
Температура критических точек, °С [1]
Химический состав, % (ГОСТ 4543-71)
| C | Mn | Si | P | S | Cu | Ni | Cr |
| не более | |||||||
| 0,07-0,15 | 0,17-0,37 | 1,2-1,6 | 0,035 | 0,035 | 0,30 | 0,30 | 0,30 |
Условия применения стали 10Г2 для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
| Материал | НД на поставку | Температура рабочей среды (стенки), °C | Дополнительные указания по применению | |
| Наименование | Марка | |||
| Сталь легированная конструкционная | 10Г2 ГОСТ 4543 | Поковки ГОСТ 8479 | От -70 до 475 | Для сварных узлов арматуры, эксплуатируемой в макроклиматическом районе с холодным климатом, с обязательным испытанием на ударный изгиб при температуре ниже минус 50°C до минус 70°C, при этом KCU ≥ 300 кДж/м 2 (3,0 кгс*м/см 2 ) или KCV ≥ 250 кДж/м 2 (2,5 кгс*м/см 2 ) |
| Сортовой прокат ГОСТ 4543 | ||||
| Трубы ГОСТ 550 гр.А и В, ГОСТ 8733 гр.В, ГОСТ 8731 гр.В | Для труб ГОСТ 550 дополнительное испытание при температуре ниже минус 50°C до минус 70°C при толщине стенки более 12 мм, при этом KCU ≥ 300 кДж/м 2 (3,0 кгс*м/см 2 ) или KCV ≥ 250 кДж/м 2 (2,5 кгс*м/см 2 ) | |||
Условия применения стали 10Г2 для крепежных деталей арматуры (ГОСТ 33260-2015)
| Марка материала | Стандарт или технические условия на материал | Параметры применения | |||||
| Болты, шпильки, винты | Гайки | Плоские шайбы | |||||
| Температура среды, °C | Давление номинальное Pn, МПа(кгс/см 2 ) | Температура среды, °C | Давление номинальное Pn, МПа(кгс/см 2 ) | Температура среды, °C | Давление номинальное Pn, МПа(кгс/см 2 ) | ||
| 10Г2 | ГОСТ 4543 | От -70 до 425 | 20 (200) | От -70 до 425 | 20 (200) | От -70 до 425 | Не регламен- тируется |
Максимально допустимые температуры применения стали 10Г2 в средах, содержащих аммиак (ГОСТ 33260-2015)
ПРИМЕЧАНИЕ. Условия применения установлены для скорости коррозии азотного слоя не более 0,5 мм/год.
Максимально допустимая температура применения сталей в водородосодержащих средах (ГОСТ 33260-2015)
| Марка стали | Температура, °C, при парциальном давлении водорода, PH2, МПа (кгс/см 2 ) | ||||||
| 1,5(15) | 2,5(25) | 5(50) | 10(100) | 20(200) | 30(300) | 40(400) | |
| 10Г2 | 290 | 280 | 260 | 230 | 210 | 200 | 190 |
- Параметры применения стали 10Г2, указанные в таблице, относятся также к сварным соединениям.
- Парциальное давление водорода рассчитывается по формуле:
PH2 = (C*Pp)/100, где
C — процентное содержание H2 в системе;
PH2— парциальное давление H2;
Pp— рабочее давление в системе.Б.
Механические свойства термически обработанной цементуемой легированной стали 10Г2 [2]
Влияние температуры испытания на механические свойства легированной цементуемой стали 10Г2 [2]
| Марка стали | Режим термическое обработки | Температура испытания, °C | σТ кгс/мм 2 | σв кгс/мм 2 | δ5, % | ψ, % | aH, кгс*м/см 2 |
| 10Г2 | Нормализация при 900 °C | 20 | 28 | 47 | 31 | — | — |
| 400 | 23 | 40 | 27 | — | — | ||
| 450 | 20 | 36 | 30 | — | — | ||
| 500 | 18 | 30 | — | — | — | ||
| 600 | 12 | 16 | 36 | — | — |
Влияние температуры отпуска на механические свойства легированной цементуемой стали 10Г2 [2]
| Марка стали | Режим термической стали обработки | Температура отпуска, °C | σТ кгс/мм 2 | σв кгс/мм 2 | δ5, % | ψ, % | aH, кгс*м/см 2 | Твердость HB (HRC) |
| 10Г2 | Закалка c 820°C в воде | 300 | — | 113 | 4 | 50 | — | 300 |
| 400 | 96 | 100 | 5 | 52 | — | 266 | ||
| 500 | 83 | 87 | 9 | 55 | — | 230 | ||
| 600 | 66 | 71 | 12 | 63 | — | 206 | ||
| 700 | 44 | 60 | 20 | 61 | — | 164 | ||
| Закалка c 850°C в воде | 300 | — | 95 | 7 | 52 | — | 295 | |
| 400 | 88 | 92 | 6 | 55 | — | 282 | ||
| 500 | 84 | 82 | 11 | 60 | — | 215 | ||
| 600 | 61 | 68 | 11 | 60 | — | 215 | ||
| 700 | 42 | 60 | 22 | 69 | — | 170 | ||
| Закалка c 880°C в воде | 300 | 113 | 115 | 4 | 53 | — | 314 | |
| 400 | 97 | 101 | 6 | 56 | — | 252 | ||
| 500 | 81 | 87 | 13 | 58 | — | 246 | ||
| 600 | 67 | 73 | — | 63 | — | 193 | ||
| 700 | 44 | 59 | 22 | 69 | — | 170 | ||
| Закалка c 820°C в воде | 300 | 77 | 88 | 4 | 59 | — | 217 | |
| 400 | 57 | 74 | 5 | 61 | — | 200 | ||
| 500 | 69 | 76 | 10 | 59 | — | 186 | ||
| 600 | 58 | 66 | 12 | 63 | — | 170 | ||
| 700 | 41 | 56 | 20 | 68 | — | 160 | ||
| Закалка c 850°C в воде | 300 | 85 | 91 | 5 | 51 | — | 292 | |
| 400 | 81 | 83 | 7 | 61 | — | 252 | ||
| 500 | 67 | 77 | 14 | 59 | — | 230 | ||
| 600 | 62 | 69 | 19 | 62 | — | 183 | ||
| 700 | 43 | 55 | 22 | 72 | — | 162 | ||
| Закалка c 880°C в воде | 300 | 93 | 100 | 6 | 54 | — | 229 | |
| 400 | 92 | 95 | 8 | 56 | — | 229 | ||
| 500 | 76 | 82 | 11 | 62 | — | 200 | ||
| 600 | 61 | 71 | 20 | 68 | — | 180 | ||
| 700 | 43 | 58 | 22 | 65 | — | 167 |
Влияние термической обработки на предел выносливости легированной цементуемой стали 10Г2 [2]
| Марка стали | Режим термической обработки | σ-1кгс/мм 2 | σвкгс/мм 2 |
| 10Г2 | Нормализация при 880°C | 29 | 60 |
Механические свойства
| ГОСТ | Состояние поставки | Сечение, мм | КП | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | KCU, Дж/см 2 | Твердость НВ, не более |
| не менее | |||||||||
| ГОСТ 4543-71 | Пруток. Нормализация при 920 °С | 25 | — | 245 | 420 | 22 | 50 | — | — |
| ГОСТ 3479-70 | Поковка. Нормализация | До 100 | 215 | 215 | 430 | 24 | 53 | 54 | 123-167 |
| 100-300 | 430 | 20 | 48 | 49 | |||||
| 300-500 | 430 | 18 | 40 | 44 | |||||
| ГОСТ 8731-74 | Труба бесшовная горячедеформированная термообработанная | — | — | 265 | 470 | 21 | — | — | 197 |
| ГОСТ 8733-74 | Труба бесшовная холодно- и теплодеформированная термообработанная | — | — | 245 | 420 | 22 | — | — | 197 |
Механические свойства при повышенных температурах [2]
| tисп, °С | σ0,2, МПа | σв, МПа | δ, % |
| 20 | 265 | 460 | 31 |
| 400 | 225 | 390 | 27 |
| 500 | 175 | 295 | — |
| 600 | 115 | 160 | 36 |
ПРИМЕЧАНИЕ. Нормализация при 900 °С, охл. на воздухе.
Ударная вязкость KCU [3]
| Термообработка | KCU, Дж/см 2 , при температуре, °С | ||
| +20 | -40 | -70 | |
| Лист толщиной 10 мм: | |||
| в состоянии поставки | 86-98 | 70-88 | 41-50 |
| отжиг при 900 °С | 280 | 153 | 117 |
| нормализация при 900 °С | 364 | 276 | 185 |
| закалка с 900 °С; отпуск при 500°С | 321 | 304 | 211 |
ПРИМЕЧАНИЕ. σ 425 1/10000 = 137 МПа; σ 485 1/10000 = 69 МПа; σ 550 1/10000 = 26 МПа.
Магнитится ли нержавейка?
Среди основных свойств металла выделяют степень магнетизма. В последнее время встречается просто огромное количество нержавеек, эксплуатационные характеристики которых могут существенно отличаться. Во многом рассматриваемое свойство зависит от химического состава сплава. Самостоятельно проверить степень магнетизма достаточно сложно, так как оно может меняться в зависимости от эксплуатационных условий.

Магнитится ли нержавейка
От чего зависят магнитные свойства материалов
Для определения магнитных свойств нержавейки и других сплавов используется определенная формула, в которой отражается коэффициент пропорциональности и магнитная восприимчивость. В зависимости от типа используемого коэффициента нержавеющая сталь входит в одну из нескольких групп:
- При коэффициенте выше нуля материал относится к группе парамагнетиков.
- При использовании нуля нержавейка относится к диамагнетикам.
- Ферромагнетики характеризуются хорошей магнитной восприимчивостью. В эту группу входят никель, кадмий и железо.

Магнитные свойства нержавейки
Нержавейка магнитится при воздействии определенного поля. Подобная реакция связана с особенностями структуры сплава, в некоторой степени, от химического состава. Некоторые вещества характеризуются тем, что реагируют на воздействие магнита.
Нержавеющие стали с хорошими магнитными свойствами
Магнитные свойства нержавеющей стали во многом зависят от структуры материала. Больше всего они проявляются в нижеприведенных случаях:
- Мартенсит характеризуется хорошими магнитными свойствами, является ферримагнетиком в чистом виде. Встречается подобная нержавейка крайне редко, так как чистый химический состав выдержать довольно сложно. Как и обычные углеродистые варианты исполнения, рассматриваемый может улучшаться при помощи закалки или отпуска. Подобный металл получил широкое распространение не только в промышленности, но и в быту. Наибольшее распространение получили следующие марки: 20Х13 и 40Х13. Они могут подвергаться механическому воздействию, шлифованию или полированию, а также различной термообработке. К особенностям химического состава можно отнести повышенную концентрацию хрома и углерода. 20Х17Н2 – еще одна нержавейка, которая характеризуется высокой концентрацией хрома. За счет этого структура становится более устойчивой к воздействию влаги и некоторых агрессивным средствам. Несмотря на большое количество легирующих элементов, спав поддается сварке и может подвергаться горячей или холодной штамповке.
- Феррит в зависимости от степени нагрева может применять две формы: ферромагнетика и парамагнетика. В химическом составе подобных материалов меньше углерода, за счет чего они становятся более мягкими и лучше поддаются обработке. В эту группу входит нержавейка 08Х13, которая активно применяется в пищевой промышленности. Кроме этого, в данную группу входят AISI 430, который применяется на пищевых производственных предприятиях.
- Мартенситно-ферритные сплавы характеризуются весьма привлекательными эксплуатационными качествами. Подобной структурой обладает сплав 12Х13. Как и предыдущие металлы, рассматриваемый может подвергаться механической и термохимической обработке.
Сталь 20Х13 Сталь 40Х13
Приведенная выше информация указывает на то, что наиболее ярко выраженные магнитные свойства у мартенситной структуры.
При выборе сплава следует учитывать, что не все нержавейки характеризуются устойчивостью к механическим повреждениям. Даже незначительное воздействие может привести к повреждению поверхностного слоя. Несмотря на то, что хромистая пленка способна восстанавливаться при контакте с кислородом, были выпущены новые сплавы, характеризующиеся повышенной механической устойчивостью.
Еще одна классификация металлов подразумевает их деление на следующие группы:
- С высокой степенью устойчивости к воздействию кислот.
- Жаропрочный вариант исполнения
- Пищевые нержавейки.

Жаропрочная нержавеющая сталь
Маркировка материала проводится при применении буквенно-цифрового обозначения. Каждый символ применяется для обозначения конкретного химического элемента, цифра указывает на концентрацию. В других странах применяются свои определенные стандарты для обозначения металла.
Нержавеющие стали, не обладающие магнитными свойствами
Есть довольно большое количество металлов, которые не обладают магнитными свойствами. В их состав включается никель и марганец. Выделяют следующие группы сплавов:
- Аустениты получили самое широкое распространение. В эту группу входят 08Х18Н10 и 10Х17Н13М2Т. эти металлы активно применяются при изготовлении различных изделий в пищевой промышленности, к примеру, столовых приборов и посуды. Повышенные коррозионные свойства выдерживаются практически в любой среде эксплуатации.
- Аустенитно-ферритные нержавейки 08Х22Н6Т и 08Х21Н6М2Т характеризуются повышенной концентрацией хрома и некоторых других легирующих элементов. Для изменения основных характеристик в состав включаются и другие химические элементы.
Сталь 10Х17Н13М2Т Сталь 08Х18Н10
Немагнитная нержавеющая сталь выбирается в случае, когда получаемое изделие не должно реагировать на воздействие магнитного поля.
Выбор нержавейки может проводится не только при учете степени магнетизма, но и следующих моментов:
- Способность к свариванию. Некоторые варианты исполнения нужно предварительно подогревать, другие хорошо свариваются даже в холодном состоянии.
- Пластичность учитывается в случае выбора материала для холодной и горячей штамповки. Достаточно высокий показатель пластичности определяет то, что можно проводить штамповку металлических листов в холодном состоянии.
- Коррозионная стойкость при воздействии высокой температуры. Многие металлы теряют свои характеристики при сильном нагреве, в том числе и коррозионную стойкость.
- Цена также является немаловажным фактором. Металлы могут обладать высокими эксплуатационными характеристиками, но из-за высокой стоимости их использовать для производства некоторых изделий нецелесообразно.
- Степень механической обрабатываемости. Часто заготовки поставляются для обработки резанием на специальном оборудовании. За счет большой концентрации углерода повышается твердость и усложняется процесс обработки поверхности.
- Жаропрочность также является важным качеством, которое рассматривается при выборе материала. При хорошей жаропрочности изготавливаемое изделие не теряет свою прочность и твердость при воздействии высокой температуры.
Некоторые марки подвергаются термической обработке, за счет чего повышается прочность и твердость поверхности.
При проведении отпуска структура становится более пластичной и устойчивой к воздействию переменных нагрузок.
Как определить, является ли магнитная или немагнитная сталь нержавеющей?
Как ранее было отмечено, определить магнитится ли нержавейка можно без использования специального оборудования. Среди особенностей проводимой процедуры отметим следующие моменты:
- Тестируемый участок должен быть отполирован до блеска. Для этого могут использоваться ручные инструменты и специальные материалы.
- На очищенный участок наносится несколько капель концентрированного медного купороса.
- Если металл нержавейка, то на поверхности появится красный налет.

Определение магнитных свойств при помощи купороса
Подобный процесс позволяет определить, какая нержавейка магнитится, а какая не обладает коррозионной стойкостью. Характеристики пищевого сплава определить самостоятельно практически невозможно.
Магнитные свойства можно проверить также при использовании обычного магнита. Однако, он не дает точного результата.
Именно поэтому рекомендуется приобретать изделия у известных производителей.

Портативный анализатор металлов
В заключение отметим, что магнитные свойства ничуть не снижают коррозионную стойкость поверхности. Именно поэтому подобные сплавы характеризуются широкой областью применения.
Читайте также: