Сталь 13хфа какими электродами варить
Обновлено: 08.05.2024
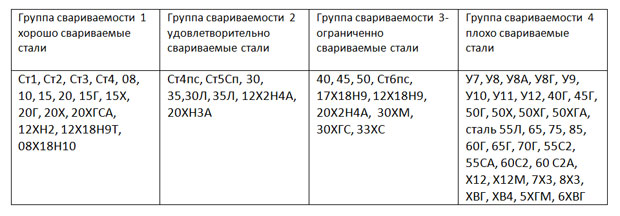
Свариваемость стали — характеристика, указывающая на возможность сварки металла с удовлетворительными механическими свойствами без образования трещин. Разделяют четыре группы свариваемости сталей:
- хорошая свариваемость
- удовлетворительная свариваемость
- ограниченная свариваемость
- плохая свариваемость
Как правило стали с низким содержание углерода обладают хорошей свариваемостью, с высоким содержанием углерода ограниченной или плохой.
Группа свариваемости 1 — хорошо свариваемые стали
Стали, относящиеся к 1 группе могут быть сварены без подогрева и без обязательной последующей термообработки, она применяется только в том случае, если необходимо снять внутренние напряжения металла после сварки.
К хорошо свариваемым относят стали Ст1, Ст2, Ст3, Ст4, сталь 08, 10, 15, 20, стали 15Г, 15Х, 20Г, 20Х, 20ХГСА, 12ХН2, 12Х18Н9Т, 08Х18Н10 и многие другие малоуглеродистые марки сталей.
Группа свариваемости 2 — удовлетворительно свариваемые стали
Стали, которые относят ко 2 группе при сварке в нормальных условиях не склонны к образованию трещин на швах, а также стали которые нуждаются в предварительном подогреве и последующей термообработке для достижения удовлетворительных свойств сварного шва.
К сталям второй группы относят Ст4пс, Ст5Сп, сталь 30, 35,30Л, 35Л, 12Х2Н4А, 20ХН3А.
Группа свариваемости 3 — ограниченно свариваемые стали
Стали 3 группы склонны к образованию трещин на швах. Для предотвращения образования трещин стали 3 группы нагревают, а после сварки термообрабатывают.
К группе с ограниченной свариваемостью относят стали 40, 45, 50 Ст6пс, 17Х18Н9, 12Х18Н9, 20Х2Н4А 30ХМ, 30ХГС, 33ХС.
Группа свариваемости 4 — плохо свариваемые стали
Стали 4 группы свариваются трудно, на швах часто образуются трещины, их необходимо подогревать перед сваркой так в ее процессе. После сварки также требуется термообработка.
К 4 группе относят инструментальные нелегированные стали У7, У8, У8А, У8Г, У9, У10, У11, У12, 40Г, легированная конструкционная сталь 45Г, 50Г, 50Х, 50ХГ, 50ХГА, сталь 55Л, 65, 75, 85, 60Г, 65Г, 70Г, 55С2, 55СА, 60С2, 60 С2А, Х12, Х12М, 7Х3, 8Х3, ХВГ, ХВ4, 5ХГМ, 6ХВГ.
Таблица свариваемости сталей.
Свариваемость различных марок стали
Рассмотрим свариваемость самых распространенных марок стали.
Свариваемость стали 09г2с и Ст3
Стали Ст3 ГОСТ 380-94 и 09г2с ГОСТ 19281-89 относятся к группе 1, для их сварки не требуется нагрева. Сварной шов при соблюдении технологии не склонен к образованию трещин.
Свариваемость Сталей 10 и 20
Сталь 10 и сталь 20 ГОСТ 1050-88 относят к группе свариваемости 1. Детали, изготовленный из указанных марок стали хорошо свариваются без дополнительного подогрева.
Свариваемость Стали 45
Углеродистая сталь 45 ГОСТ 1050-88 относится к группе свариваемости 3. Для сварки эту сталь необходимо подогревать, а после сварки — подвергнуть термообработке.
Сварочные материалы для сварки стали 13хфа
Характеристика стали марки 13ХФА
13ХФА — Конструкционная легированная повышенной коррозионной стойкости и хладостойкости сталь. Трубы отличаются от нефтегазопроводных труб обычного исполнения по ГОСТ 8731, ГОСТ 8732, повышенной хладостойкостью, повышенной стойкостью к общей и язвенной коррозии, стойкостью к сульфидному коррозионному растрескиванию и образованию водородных трещин. Сваривается с ограничениями, способы сварки: РДС, АДС под флюсом.
Нашла свое применение для изготовления трубной заготовки и труб бесшовных горячедеформированных нефтегазопроводных повышенной коррозионной стойкости и хладостойкости, предназначенные для использования в системах транспортирующих газ, системах нефтегазопроводов, технологических промысловых трубопроводов, транспортирующих нефть и нефтепродукты, а также в системах поддержания пластового давления в условиях северной климатической зоны при температуре окружающей среды от -60°С до +40°С, температурой транспортируемых сред от +5°С до +40°С и рабочим давлением до 7,4 МПа; бесшовных горячедеформированных труб повышенной коррозионной стойкости и хладостойкости (ст.13ХФА), с наружным диаметром от 60 до 426 мм класса прочности не менее К52, для внутрипромысловых трубопроводов, транспортирующих продукцию нефтяных скважин (газопроводов и напорных нефтепроводов при давлении до 4,6 МПа); для изготовления электросварных экспандированных прямошовных труб повышенной коррозионной стойкости и хладостойкости, применяемых для газопроводов, технологических и промысловых трубопроводов на рабочее давление до 7,4 МПа транспортирующих нефть и нефтепродукты, для трубопроводов поддержания пластового давления в любых климатических зонах..
Способы обработки и существующие аналоги
Марка 13ХФА достаточно легко подвергается основным способам обработки:
- резанию механическим инструментом;
- основным видам сварке;
- ковке;
- обычной инструментальной обработке.
Для поперечного или продольного резания, выпускаемых изделий, не требуется специального инструмента. Об этом свидетельствуют физические и механические свойства сплава. Свариваемость такого сплава не имеет ограничений. Его можно подвергать ковке уже при температуре более 860 °С. Произведенные исследования выпускаемого металла показали, что он не флокеночувствителен.
Наличие в сплаве необходимых легирующих добавок приводит к появлению специфических, так называемых закалочных структур. Во время сварки их образование может привести к снижению стойкости от холодных и горячих трещин. При сильном перегреве снижаться стойкость к хрупкому разрушению. Этот эффект вызван образованием увеличенного аустенитного зерна.
Наличие легирующих добавок, положительно влияет не только антикорроизийные свойства, но и на стойкость к перегреву. Происходит повышение ударной вязкости у границ образованного шва. Значительно повышается надёжность места сварки.
Химический состав стали 13ХФА
| Стандарт | C | S | P | Mn | Cr | Si | Ni | Cu | N | Al | V | Mo | Zn | Sn | Sb | Pb | Bi | Nb |
| TУ 1383-010-48124013-03 | до 0.15 | до 0.005 | до 0.018 | до 0.7 | 0.5-0.7 | 0.17-0.37 | до 0.3 | до 0.25 | до 0.008 | 0.02-0.05 | 0.04-0.09 | — | до 0.001 | до 0.001 | до 0.001 | до 0.001 | до 0.001 | — |
| TУ 1317-233-0147016-02 | 0.13-0.17 | до 0.015 | до 0.018 | 0.45-0.65 | 0.5-0.7 | 0.17-0.37 | до 0.3 | до 0.25 | до 0.008 | 0.02-0.05 | 0.04-0.09 | — | — | — | — | — | — | — |
| TУ 1317-006.1-593377520-2003 | 0.11-0.17 | до 0.015 | до 0.015 | 0.4-0.65 | 0.5-0.7 | 0.17-0.37 | до 0.25 | до 0.25 | до 0.008 | 0.02-0.05 | 0.04-0.09 | — | — | — | — | — | — | — |
| TУ 1319-369-00186619-2012 | 0.12-0.17 | до 0.005 | до 0.015 | 0.47-0.65 | 0.52-0.68 | 0.19-0.38 | до 0.25 | до 0.3 | до 0.01 | 0.02-0.05 | 0.04-0.07 | — | — | — | — | — | — | — |
| TУ 1381-116-00186654-2013 | до 0.13 | до 0.005 | до 0.015 | до 0.7 | 0.5-1 | 0.17-0.4 | до 0.3 | до 0.3 | до 0.01 | 0.02-0.05 | 0.04-0.1 | до 0.3 | — | — | — | — | — | до 0.04 |
По ТУ 1383-010-48124013-03 химический состав приведен для стали марки 13ХФА. Для обеспечения мелкозернистости и связывания азота в нитриды и карбонитриды допускается введение титана и ниобия не более 0,030 % и 0,040 % соответственно. Для глобуляризации неметаллических включений сталь раскисляется силикокальцием или церием. Суммарное содержание Nb+V+Ni ≤ 0,15 %.
По TУ 1317-006.1-593377520-2003 химический состав приведен для стали марки 13ХФА. Массовая доля водорода в стали в металле трубы не должна превышать 1,0 ppm (2,0 ppm — в ковшевой пробе). Допускается введение ниобия и титана из расчета получения массовой доли до 0,030 % и 0,010 % соответственно. В раскисленную сталь для глобуляризации сульфидных включений вводят кальций (силикокальций) или церий из расчета получения массовой доли 0,050 %.
По ТУ 1381-116-00186654-2013 химический состав приведен для стали марки 13ХФА. Массовая доля кальция в стали должна быть не более 0,0050% (50ppm). Для глобуляризации включений сталь обрабатывается кальцийсодержащими материалами. Допускается легирование стали РЗМ. Соотношение Ca/S не менее 1, допускается отклонение от регламентированного соотношения Ca/S при условии обеспечения соответствия требований ТУ по коррозионным характеристикам. Допускается добавка титана из расчета получения массовой доли в стали не более 0,030 %. Сталь должна быть подвергнута вакуумной дегазации: массовая доля водорода в жидкой стали после дегазации должна быть не более 2,5ppm. Массовая доля водорода принимается по документу о качестве листового проката. При содержании водорода более 2,5ppm слябы должны подвергаться противофлокеновой обработке (ПФО) в отапливаемых или неотапливаемых кольцах. Массовая доля Nb+V не более 0,15 %. Допускаемые отклонения по химическому составу: по углероду +0,010%, по марганцу +0,020%, по кремнию ±0,050%, по сере +0,0010%, по фосфору +0,0030%, по алюминию +0,010%, по меди +0,050%, по никелю +0,050, по хрому ±0,050%, по ванадию +0,020%, по азоту +0,0010%. Значение углеродного эквивалента не должны превышать 0,43, а параметра стойкости против растрескивания Рcm не должны превышать 0,24.
По ТУ 1319-369-00186619-2012 химический состав приведен для стали марки 13ХФА по ковшевой пробе. Сталь должна подвергаться модифицирующей обработке сплавами кальция и (или) редкоземельными элементами (церием и др.). В случае использования модифицирующего элемента только кальция, отношение массовой доли кальция к массовой доле серы в стали должно быть не менее 1,0. Общая массовая доля кальция не более 0,0060 %. Содержание водорода в жидкой стали должно быть не более 2,5 ppm. Допускается введение в сталь титана, ниобия и других карбонитридообразующих элементов. Суммарная массовая доля титана, ниобия и ванадия должна быть не более 0,15 %. Величина углеродного эквивалента не должна быть более 0,40 % для труб с толщиной стенки менее 14 мм, и не более 0,43 % для труб с толщиной стенки 14 мм и более.
Тройники ГОСТ 17376-2001 ст. 13ХФА
Тройники из стали 13ХФА с конструкцией по ГОСТ 17376-2001 – наиболее экономичное решения для обустройства трубопроводов с химически агрессивными средами и низкими температурами внешней среды. Стойкость стали 13ХФА к коррозии позволяет применять такие тройники на объектах добычи нефти и газа. Хладостойкость этого материала допускает применение при температурах от минус 60 до плюс 40°C с температурой среды от плюс 5 до плюс 40°C под давлением до 7,5 МПа.
Изготовление тройников из стали 13ХФА
ГОСТ 17380-2001 на технические условия бесшовных деталей трубопроводов не описывает применение стали 13ХФА. Однако прочностные характеристики этого материала позволяют изготавливать тройники из стали 13ХФА по геометрии ГОСТ 17376-2001.
Химический состав стали 13ХФА
Механические характеристики и химические свойства тройников 13ХФА определяет состав этого материала. Конструкционная легированная сталь 13ХФА используется для изготовления горячедеформированных труб для промысловых и магистральных нефтепроводов и газопроводов, промысловых водоводов невысоких давлений.
Подробно характеристики стали 13ХФА описаны в ГОСТ 5640-68.
В стали 13ХФА содержится от 0,08% до 0,13% углерода, и в среднем марганца 0,54%, кремния 0,28%, хрома 0,55%, никеля 0,3%, вредных примесей серы и фосфора 0,02 и 0,05% соответственно. Сталь 13ХФА имеет феррито-перлитную структуру с цементитом, преимущественно округлой формы, полосчатость определяется общей ориентировкой структуры в направлении деформации без чётко выраженных полос.
Наиболее близкими заменителями стали 13ХФА являются материалы 15ХФА, 20ХФА, 09СФА.
Коррозионная стойкость тройников 13ХФА
Выгодным свойством стали 13ХФА является проявление качественных свойств при низком уровне легирования. Это определяет получение ценных свойств материала при относительно небольших затратах на легирующие элементы.
Нефтепромысловые объекты характеризуются высоким содержанием сероводорода, углекислоты и кислорода. Тройники ГОСТ 17376-2001 из стали 13ХФА могут применяться на средах с минерализацией до 100 мг/л.
Тройники 13ХФА значительно превосходят по коррозионной стойкости тройники из стали 09Г2С. Марганец, входящий в состав материала 09Г2С, ухудшает коррозионную стойкость, так как более активен, чем железо, и образует окислы и сульфиды. Параметры их кристаллических решёток отличаются от оксидов и сульфидов железа. В результате продукты коррозии разрыхляются и отслаиваются от поверхности металла.
Сталь 13ХФА является хромсодержащей. Этот металл образует аморфный гидроксид, который покрывает поверхность стали, скрепляет между собой кристаллы карбоната железа и предохраняет их от растворения средой. Об этом свидетельствуют исследования, проведённые на нефтяных месторождениях Западной Сибири и Республики Коми.
Сталь 13ХФА обеспечивает тройникам скорость общей коррозии не более 0,35 мм/год и стойкость к сульфидному растрескиванию под механическим напряжением не менее 0,75∙σ0,2. Стойкость к водородному растрескиванию по длине трещин (CLR) – не более 1%, по толщине трещин (CTR) – не более 3%.
Прочность тройников 13ХФА ГОСТ 17376-01
Тройники 13ХФА соответствуют классу прочности К52 и выше, что соответствует пределу прочности σв = 500 – 627 МПа и предел текучести σт = 334 – 470 МПа.
Сталь 13ХФА почти вдвое твёрже (HB=248 МПа) стали 09Г2С. Это свидетельствует о большем сопротивлении эрозии тройников 13ХФА по сравнению с тройниками 09Г2С.
Монтаж и эксплуатация тройников 13ХФА
Тройники ГОСТ 17376 из стали 13ХФА имеют хорошую свариваемость. Невысокое содержание углерода исключает закалку и перегрев в процессе сварки, благодаря чему пластичность не снижается, а зернистость не увеличивается. Сварка может производиться и без подогрева.
Тройники из углеродистых сталей 20А и 20С повышенной коррозионной стойкости и хладостойкости
Бесшовные тройники с требованиями повышенной коррозионной стойкости и хладостойкости также могут изготавливаться из труб сталей 20А и 20С. Тройники из стали 20А производятся из бесшовных нефтегазопроводных труб повышенной эксплуатационной надёжности. Сталь 20С (20 «С» селект) применяется для изготовления сероводородостойких тройников с повышенными эксплуатационными характеристиками.
Условные обозначения тройников 13ХФА с конструкцией по ГОСТ 17376
Условное обозначение равнопроходного тройника 2-го исполнения, например, диаметра 273 мм, Т=12 мм из стали 13ХФА, записывается так:
Тройник 273х12 ст. 13ХФА ГОСТ 17376-01,
тройника переходного бесшовного из стали 13ХФА исполнения 2 для параметров D=273, T=12, D1=219, T1=10:
Тройник 273х12-219х10-13ХФА ГОСТ 17376-2001.
Закупить тройники из стали 13ХФА по ГОСТ 17376
«Компания Энергостандарт» предлагает выгодные коррозионностойкие тройники высочайшего качества. Купите тройники из стали 13ХФА, позвоните по нашим телефонам.
Тройники бесшовные приварные ГОСТ 17376-2001 Конструкция
Цены на Тройники ГОСТ 17376-2001 ст. 13ХФА
Диаметр условный DN (Ду)Наружный диаметр основной х толщина стенки — Наружный диаметр ответвления х толщина стенки, ммЦена с НДС, рубВес (масса), кг
Механические свойства стали 13ХФА
Описание, условное обозначение
- Категория – высококачественная конструкционная
- Группа по наличию легирующих элементов – хромованадиевая
- Группа коррозионной стойкости – I (совершенно стойкая)
- Класс прочности – К52
- Содержание углерода по массе, % – 0.13
Условное обозначение обязательно содержит:
Условное обозначение может включать иные данные – длину, точность изготовления, класс прочности, группу качества.
Пример обозначения с расшифровкой
Труба 299х8,0 13ХФА ТУ 14-3Р-124-2017
Труба c внешним диаметром 299 мм, стенка 8.0 мм, сталь 13ХФА, изготовлена по ТУ 14-3Р-124-2017.
Сталь 13ХФА Москва и Московская область
Сталь имеет широкий спектр применения в машиностроении, производственной отрасли, строительстве, судостроении, авиастроении и многих других сферах промышленности. Существует множество марок сталей, большинство из них производятся на заказ, есть марки которые постоянно находятся на складе ввиду регулярного спроса. Компания Ресурс реализует сталь 13ХФА напрямую от производителя. При постоянном спросе мы готовы предложить взаимовыгодные условия поставки многих марок стали. В том числе и 13ХФА.
Выгодная цена на марку 13ХФА определяется минимальной наценкой и отсутствием посредников. Мы несем полную ответственность за поставленный материал и гарантируем качество поставки. Стоимость продукции определяется складскими и логистическими затратами, мы имеем возможность поставки стали напрямую с завода производителя, это дает возможность нашим клиентам вести стабильно свой бизнес.
Сварка углеродистых и легированных сталей: оборудование и материалы
Стальные изделия создают современную цивилизацию. Синтетики, частично вытеснили металл из некоторых ниш (к примеру, инженерные системы отопления и водопровода), однако на фоне общего объема применения это прошло почти незаметно.
Но там, где сталь, нужно соединение деталей из нее. Поэтому сварка стали давно выделилась в отдельную отрасль промышленности и науки.
Причем оказалось, что даже металлы, детали из которых внешне не имели заметных отличий, к созданию соединения относятся по-разному.
Влияют на это вносимые добавки, называемые легирующими, а также содержание углерода.
Влияние легированных примесей
Легирующими называют примеси меняющие свойства железа. По сути, только они превращают его в привычный материал. Такими добавками выступают редкоземельные металлы (напр. молибден, никель, ванадий), галогены (сера, фосфор), такие элементы как кремний или марганец. Самая распространенная — углерод.
Влияние примесей зависит от процентного состава их по отношению к объему. Особенно это заметно на примере добавок углеродных. Сварка высокоуглеродистых сталей труднее, чем большинства высоколегированных сортов.
Кроме прочего, некоторые добавки при высоких температурах выгорают. Это приводит к изменению свойств металла на стыке. Как правило, в худшую сторону.
каким электродом можно сварить 65 сталь?

Сергей000 ,
Просьба не хамить мне,а не то буду жмать кнопку жалоба
ARGONIUS ,мне кажется трещина сразу,вслед за швом пойдет,варил ст.45 уони,но там резбовой флянец под тен,визуально вроде хорошо,претензий пока не было,единственное не пойму,почему его из этой стали сделали,весь котел из ст.3,может только кругляка больше не было другого.
ниат-5 эа395/5 и их аналоги вам в помощь
Сергей000 , а можно подробнее? В каких то случаях можно сварить, не отвалится. В каких то - вариантов нет.
Георгий 11 , не знаю, с такими фланцами не сталкивался. Углеродистую сталь кстати газопорошковой пробовал, получалось.
По мне так что то вроде чугуна такие стали, соответственно и к сварке подхожу.
А уони 13/65 не подайдут?
Svarshik_odinohka ,нужно будет делать подогрев примерно 350-400 град и медленное охлаждение,тогда еще может получится
А что вы за изделие собрались ремонтировать?



нагрузка на нее очень большая
Сергей000 , 65, 65Г - это пружина. Лист рессоры подходящих размеров, отжечь, сделать заготовку, согнуть, термообработать на нужную твёрдость, полагаю 40 - 42 HRC. Варить то какой смысл?
Если рессора не подходит, кусок торсиона от какого нибудь джипа не нужный размер отковать.
Почему именно ст 65? Не 40Х, например? КПЕ - это что?
Сергей000 , тогда понятно, почему из пружины. Только из рессоры. В сечении стойка какая?
Пособие для морских сварщиков Unitor так говорит о сварке проблемных сталей, в том числе и рессор (если судить по картинке)
Unitor TENSILE-328 N - это электрод из высоколегированного металла, предназначенный для сварки трудносвариваемых видов стали,
таких как пружинная, углеродистая, хромоникелевая, ванадиевая, быстрорежущая, инструментальная и марганцовистая сталь. Эти виды стали обычно используются для изготовления коромысла главного двигателя и штанг толкателей, валей насосов, зубчатых колес и т.д.
Эти электроды можно использовать как для соединения, так и для восстановления частей и поверхностей.Кроме того, с их помощью можно формировать первый буферный слой при восстановлении особо твердых поверхностей. Перед началом сварки обрабатываемый участок должен быть зачищен до голого металла. Обработанные поверхности, прилагающие к участку сварки, следует покрывать специальной смесью, которая защитит их от налипания брызг и окисления. Сварку можно производить на переменном и постоянном токе положительной полярности. Используйте короткую дугу, а электрод держите почти под прямым углом к обрабатываемой детали. Обычно предварительный нагрев не требуется. При сварке деталей механизмов желательно, чтобы как можно меньше тепла переносилось с помощью прерывания сварки, для того, чтобы дать остыть обрабатываемой детали.
Данный электрод обладает прекрасной свариваемостью и образует наплавление без пор. Наплавление можно зачистить о отполировать до блеска. Образующаяся шлаковая корка легко отпадает.
Тип электрода у пиндосов E 312-17
Вдохновлён сталью, бетоном и золотым сечением.
Высокопроизводительный электрод для сварки сталей с ограниченной свариваемостью а также наплавки буферного слоя на такие стали перед упрочняющей наплавкой или наплавкой для восстановления геометрии.
Свариваемые стали: закаливающиеся, броневые, пружинные, инструментальные и другие стали с высоким углерод-эквивалентом, а также сталей с неизвестным химическим составом. Изделие после сварки не требует последующей термической обработки, а для небольших толщин (~ до 10 мм) и предварительного подогрева. Сварные швы характеризуются крайне низкой долей участия в них основного металла и высокой стойкостью к образованию трещин. Наплавленный металл имеет аустенитно-ферритную структуру, хорошо упрочняется холодным деформированием, обладает очень высокими прочностными свойствами, хорошей стойкостью нагревании выш к коррозионному растрескиванию и стойкостью к образованию окалины при нагреве до 1150°С (однако склонен к охрупчиванию при длительном е 300°С). Сварку рекомендуется выполнять без поперечных колебаний с минимальным удельным тепловложением и отдавать предпочтение электродам меньшего диаметра. Межпроходная температура не должна превышать 150°С. Содержание феррита 25. 50% (FN 35-65).
Порыскал наши аналоги. Уж больно ESAB дорогие.
ЛЭЗ предлагает такое решение.
Сварка трудносвариваемых сталей
Существует множество трудносвариваемых сталей, склонных к закалке, которые эксплуатируются в различных областях промышленности и должны подвергаться ремонту с по- мощью сварки. К таким сталям относятся: - высокоуглеродистые стали; - высокопрочные стали; - инструментальные стали; - пружинные стали; - теплоустойчивые стали; - износостойкие стали; - стали неизвестного состава. Под сталями неизвестного состава подразумеваются стали, имеющие ограниченную свариваемость. Чтобы избежать водородного растрескивания в зоне термического влияния эти стали свариваются при определенных скоростях нагрева и охлаждения. Однако, в некоторых случаях, при сварке не бывает возможности осуществить предварительный подогрев и последующее замедленное охлаждение. В этих случаях, для сварки применяются электроды на основе аустенитных коррозионностойких сталей или электроды на основе никеля. При этом риск образования трещин снижается, благодаря повышенному растворению водорода и высокой пластичности наплавленного металла. ОАО «Лосиноостровский электродный завод» для сварки трудносвариваемых сталей предлагает следующие марки электродов: ЛЭЗ-29/9, ЛЭЗНИИ-48Г и ЛЭЗНЧ-2. Электрод ЛЭЗ-29/9 имеет большую склонность к перемешиванию и выбирается, если необходима высокая прочность. Уровень феррита в наплавляемом металле находится в пределах 40%, что повышает хрупкость при работе конструкции в области повышенных температур. Электроды ЛЭЗ-29/9 чаще всего используются, когда неизвестен состав свариваемых металлов. Электроды ЛЭЗНИИ-48Г и ЛЭЗНЧ-2 обеспечивают полностью аустенитную структуру на- плавленного металла со сравнительно низкой прочностью и высоким сопротивлением к образованию трещин. Относительно мягкий металл шва понижает напряженное состояние, вызванное присутствием мартенсита, что снижает риск водородного растрескивания. Эти марки электродов целесообразно применять при сварке изделий из разнородных материалов, по край- ней мере, один из которых является высокоуглеродистым
Прикрепленные изображения
Рудольф Шнапс ,Серъезное исследование. Сам хотел покапать в сторону сварки рельсовых сталей. Там толщины огромные, углерода 0,7-0,8%, свариваются термитной сваркой. А теперь и копать нет смысла.
Сварка стали 13хфа сварочные материалы
Суть и предназначение процесса
Сварочный шов создается электрической дугой и присадочным материалом с электрода при температуре от 1500 до 5000 градусов. Это приводит к нескольким негативным явлениям на толстом металле. А именно:
- Непосредственно в месте соединения основного и присадочного материалов происходит значительный перегрев. Это содействует кристаллизации металла с крупной зернистой структурой, что снижает его пластичность. Термообработка сварных швов из стали 09г2с? Выгорание марганца и кремния тоже подвергает эту область преобразованию в жесткий участок, плохо взаимодействующий, при естественных расширениях, со всей конструкцией.
- Немного дальше от шва образуется зона закалки. Она испытывает значительный, но меньший перегрев, чем предыдущий участок, поэтому в ней происходит закаливание некоторых элементов. Этот участок характеризуется включениями с высокой твердостью и сниженной пластичностью. Термообработка сварных швов трубопроводов из стали 13хфа? Ухудшаются показатели металла и по ударной вязкости.
- На удаленном расстоянии от шва появляется зона разупрочнения. Благодаря непродолжительному воздействию умеренной температуры от электрической дуги, данный участок сохраняет высокую пластичность, но снижаются характеристики по прочности.
Общим дефектом после сварки являются остаточные напряжения в металле, которые способны деформировать изделие. Из-за этого возникают трудности при монтаже объемных конструкций, где требуется точность при стыковке новых узлов. Остаточное напряжение вызывает и последующее образование трещин, что недопустимо для швов трубопроводов.
В сочетании с высокой температурой, это способствует снижению коррозионной устойчивости, циклической прочности, и способности сопротивляться хрупким разрушениям в условиях холода.
Термообработка сварных швов выполняется при температуре от 700 до 1000 градусов. Это позволяет устранить последствия неравномерного прогрева при дуговой сварке на толстых металлах, чем повышает надежность будущих коллекторов и магистралей трубопроводов. Труба и наложенный шов приобретают более похожую структуру, и лучше взаимодействуют во время естественных физических процессов (расширения и сужения материалов, воздействия влаги и т.д.).
Термообработка сварных соединений трубопроводов происходит в три этапа:
- нагрев околошовной зоны или всего изделия одним из нескольких видов оборудование;
- выдержка материала на заданной температуре в течении определенного времени;
- последующее планомерное охлаждение до нормальных температур.
Это нейтрализует остаточные явления от сварки, выравнивая структуру металла, и снимая напряжение в металле, способствующее деформации. Процесс может выполняться несколькими способами, а технология разнится в зависимости от типа и толщины металла. Не все сварные соединения необходимо подвергать термообработке, но в некоторых случаях она является обязательной.
| Стандарт | C | S | P | Mn | Cr | Si | Ni | Cu | N | Al | V | Mo | Zn | Sn | Sb | Pb | Bi | Nb |
| TУ 1383-010-48124013-03 | до 0.15 | до 0.005 | до 0.018 | до 0.7 | 0.5-0.7 | 0.17-0.37 | до 0.3 | до 0.25 | до 0.008 | 0.02-0.05 | 0.04-0.09 | — | до 0.001 | до 0.001 | до 0.001 | до 0.001 | до 0.001 | — |
| TУ 1317-233-0147016-02 | 0.13-0.17 | до 0.015 | до 0.018 | 0.45-0.65 | 0.5-0.7 | 0.17-0.37 | до 0.3 | до 0.25 | до 0.008 | 0.02-0.05 | 0.04-0.09 | — | — | — | — | — | — | — |
| TУ 1317-006.1-593377520-2003 | 0.11-0.17 | до 0.015 | до 0.015 | 0.4-0.65 | 0.5-0.7 | 0.17-0.37 | до 0.25 | до 0.25 | до 0.008 | 0.02-0.05 | 0.04-0.09 | — | — | — | — | — | — | — |
| TУ 1319-369-00186619-2012 | 0.12-0.17 | до 0.005 | до 0.015 | 0.47-0.65 | 0.52-0.68 | 0.19-0.38 | до 0.25 | до 0.3 | до 0.01 | 0.02-0.05 | 0.04-0.07 | — | — | — | — | — | — | — |
| TУ 1381-116-00186654-2013 | до 0.13 | до 0.005 | до 0.015 | до 0.7 | 0.5-1 | 0.17-0.4 | до 0.3 | до 0.3 | до 0.01 | 0.02-0.05 | 0.04-0.1 | до 0.3 | — | — | — | — | — | до 0.04 |

Ниже приведен список легирующих добавок с указанием влияния на сварной шов.
- Углерод, обозначается латинской «С». При содержании до 0,25% (низкоуглеродистые) не оказывает влияния. С повышением свариваемость ухудшается и при 0,45% сварку углеродистых сталей классифицируют как трудную.
- Сера и фосфор, обозначения S и P — вредные примеси ухудшающие качества материала. При сварных работах образуют с железом химические соединения, придающие шву хрупкость, вызывающие образование трещин.
- Кремний или Si — силициум по-латыни. При содержании свыше 0,6% повышает текучесть, затрудняя технологию.
- Марганец Mn — повышает твердость металла, при содержании свыше 2% создает риск холодных трещин.
- Хром Cr — при повышении содержания образует тугоплавкие оксиды, ухудшающие свариваемость.
- Никель Ni — одна из немногих легирующих добавок улучшающая свариваемость.
- Молибден, ванадий, вольфрам: Mo; V; W — соответственно. Придают прочность, при высоком содержании ухудшают свариваемость. Склонны к выгоранию поэтому, к примеру, при сварке стали 13хфа, содержащей ванадий не допускается перегрев.
- Титан и ниобий Ti; Nb — первый не оказывает практического влияния, второй повышает риск трещинообразования.
Все остальные присутствующие в железе вещества влияния на свариваемость не имеют.
Факторы, определяющие свариваемость стали
Свариваемость представляет собой свойство образования соединения с заданными параметрами. В соответствии с ГОСТ металл считается свариваемым, если существующими технологическими процессами его возможно соединить методом сварки с заданной величиной прочности.
На свариваемость влияют как химические факторы, о которых уже упоминалось, так и физические. К последним относятся:
- Толщина и конфигурация соединяемых заготовок: сварка мелких деталей из стали проще.
- Структурные особенности металла.
- Условия, в которых протекает процесс соединения (температура окружающего воздуха, наличие ветра, осадков).
Кроме того, сварка разнородных сталей технологически сложнее.
Особенности низкоуглеродистых
По своим сварочным качествам такая сталь относится к материалам с хорошей свариваемостью. Для работы с ней не требуется высокая квалификация сварщика.
В процессе работы применяют дуговые сварочные трансформаторы и полуавтоматы, кислородно-ацетиленовую сварку.
Зона сварного шва при любой технологии упрочняется. Для получения равнопрочного соединения при сварке низколегированных сталей нужно не допускать непроваров, подрезов и других дефектов.
Для снятия остаточных напряжений, а также ликвидации зон деформационного старения используют отпуск готовых швов при температуре 600-650oС.
Среднеуглеродистая
Если низкоуглеродистые стали используются как конструктивные, то сплавы с большим содержанием углерода применяют для этих целей реже. Их область — крупные детали машин и механизмов.
Сварку выполняют, обеспечивая:
- возможно меньшее содержание в шве углерода, а также доли основного металла;
- меньшую зону термического влияния;
- снижение закалочных структур, повышающих хрупкость стыка.
Избежать резкого охлаждения шва, а значит трещинообразования помогает предварительный нагрев зоны сварки. При этом снижается технологичность, возрастает трудоемкость работы, но повышается качество.
Для снижения процентного содержания углерода при сварке легированных сталей используют специальные порошковые проволоки. Кроме того, даже для тонких деталей выполняют разделку кромок. Это помогает выполнить шов присадочным металлом, при минимизации объема основного.
Повышению качества способствует применение электродов меньшего диаметра, которыми возможно выполнить работу на меньшем токе. При этом снижается перемешивание металла шва с основным. Кроме того, возрастает скорость восстановления марганца и кремния, что так же повышает прочность и пластичность стыка.
С точки зрения технологии предпочтительнее использование сварки под флюсом, либо с использованием покрытых электродов.
Эффективно снижает хрупкость отпуск металла шва при температурах около 600ºС.
Высокоуглеродистая
Высокоуглеродистые сплавы железа относятся к плохосвариваемым металлам. Использование их для строительных конструкций исключено. Зона использования таких материалов станкостроение, инструментальные изделия, быстрорежущие стали и т.п.
Технологически сварка высоколегированных сталей мало отличается от среднеуглеродистых. Особое внимание, как и там уделяют рациональному выбору режима создания сварного стыка, формы соединительного шва.
Широко применяются аппараты для работы в защитной среде инертных газов, например — аргона. Работы также ведут полуавтоматами, с углекислым газом.
Жаропрочные металлы
Этот тип сплавов отличает высокое (до 65%) содержание легирующих добавок, которые придают материалу устойчивость к высоким температурам.
Сложность сварки жаропрочных сталей таким образом, помимо обеспечения прочности шва, заключается в сохранении вышеупомянутых качеств.
Наиболее распространенная технология: сварка неплавким вольфрамовым электродом в среде инертных газов, гелия или аргона.
Аустенитные и нержавеющие сплавы сваривают также под флюсом. С целью сохранения мелкокристаллической структуры таких материалов, используют модификацию шва.
Для этого, применяют присадки с высоким содержанием легирующих компонентов (хром, молибден).
При использовании инверторных приборов используют соответствующие электроды либо проволоку.
Изделия из жаростойких металлов, обычно закаленные. Но поскольку околошовное пространство остывает медленно, каленый металл отпускается, теряя твердость. Чтобы этого не произошло после сварки теплоустойчивых сталей выполняют их закалку. Нагревая до 1000-1100 градусов и резко охлаждая.
Конструкционная
К конструкционным относятся низколегированные, малоуглеродистые стали. Наиболее популярной является известная любому строителю Ст3, идущая на изготовление проката, круглой арматуры, гнутых профилей.
Все о стали марки 13ХФА
Крайне важно обратить внимание на свариваемость стали и ее применение. Наконец, нельзя обойти стороной положения ГОСТ и зарубежные аналоги.


Состав и расшифровка
Марка стали 13ХФА раскрывается как конструкционный материал легированного типа. Встречающееся в ряде источников написание 13ХФ – не аналог, а точно тот же сплав, только названный немного иначе. Доля углерода на максимуме достигает 1,4%. Ключевым легирующим элементом выступает хром. Литера «Ф» в обозначении вещества соответствует по устоявшейся традиции ванадию. Буква «А» добавляется в том случае, когда хотят подчеркнуть особенно высокое качество продукта. Минимальное содержание углерода равно 1,25%. А также в составе этой стали могут присутствовать:
- максимум 0,45% марганца;
- не более 0,4% кремния;
- не более 0,7% хрома;
- максимум 0,35% никеля;
- до 0,25% ванадия;
- не более 0,015% серы и фосфора;
- максимум 0,25% меди;
- 0,02-0,05% алюминия;
- приблизительно 96% железа;
- 0,11-0,17% углерода.


Характеристики и свойства
Для стали 13ХФА заявлен модуль упругости 2,1 МПа (при комнатной температуре). Если металл прогрет до 900 градусов и выше, этот показатель уменьшается до 1,89 МПа. При обычных условиях плотность сплава по ГОСТ составляет 7680 кг на 1 м3. Это позволяет очень легко вычислить массу листа металла определенного размера при заданной толщине. Заявлено удельное электрическое сопротивление 109 Ом.
По своей структуре сталь 13ХФА проста. В ней есть как феррит, так и перлит. В основном составляющие ее частицы отличаются округлой формой. Направленность частиц в сторону вероятной деформации означает высокую механическую стойкость. Класс прочности по техническим условиям — К52.
Прочие важные параметры:
- ударная вязкость равна 0,196 МДж/м2;
- краткосрочная прочность не ниже 502 и не выше 686 МПа;
- достижимый предел текучести 353-519 МПа в зависимости от условий;
- относительное удлинение, не приводящее к разрушению материала, равно 25%;
- способность переносить сильное охлаждение и нагрев длительное время (не более –60 и +40 градусов соответственно);
- минимальная подверженность износу;
- пригодность для контакта с жидкостями, нагретыми до 40 градусов;
- отменная сопротивляемость возникновению как сульфидных, так и водородных трещин;
- способность труб из этого материала противостоять внутреннему давлению до 7400 КПа включительно.
Аналоги
Зарубежные подобия такой стали неизвестны. Но можно ориентироваться на сплавы с идентичным классом прочности (К52), что позволяет компенсировать отсутствие прямых импортных заменителей. В российской практике подходящими альтернативами являются:
Применение
В основном такой сплав отпускают на выпуск деформируемых в горячем состоянии труб с высокой коррозионной стойкостью. Типично для этих труб изготовление по бесшовной методике. Потом их отпускают для сооружения нефтепроводов и газопроводов. Популярность такого варианта применения продукции из 13ХФА связана с:
- хладостойкостью;
- низкотемпературностью вязко-хрупкого периода;
- отличной сопротивляемостью химическому разложению;
- малой растрескиваемостью;
- стабильностью свойств в широком температурном диапазоне.
Трубы из 13ХФА могут иметь длину 4-12,5 м. Помимо них, из этой стали делают арматуру, включая и различные фланцы. Эта арматура также уходит преимущественно в нефтегазовую отрасль. Такие изделия находят применение и на магистральных, и на технологических коммуникациях.
Допускается также использование их в местностях с очень низкой температурой (для поддержания давления в пласте) и в жарких районах (на добывающих и перекачивающих контурах), а также в трубопроводах внутри добывающих систем.


Обработка и сварка
Для стали 13ХФА типична высокая свариваемость. Но есть и определенные ограничения при такой работе. Помимо ручной дуговой сварки, варить ее можно и автоматически (под слоем защитного флюса). Допускается при использовании стали 13ХФА:
- разрезание механическими приспособлениями в продольном или поперечном сечении;
- ковка;
- инструментальная обработка.
Закалочные структуры при сварке появятся обязательно. Потому следует всячески избегать сильного перегрева, чтобы размер зерен не увеличивался. Сплав следует варить электродами:
- ОММ-5;
- СМ-5;
- ЦМ-7;
- КПЗ-32Р;
- ОМА-2;
- СМ-11;
- УОНИ-13/45.
При сварке под флюсом работать надо на постоянном токе обратной полярности. Недопустимо, чтобы его сила была более 800 А.
Сварочный ток подбирают с учетом марки и сечения электродов. Напряжение в дуге ограничивают уровнем 40 В. Темп сварки составляет от 13 до 30 м (в пересчете на 60 минут). Ковка проводится при температуре от 860 градусов. Сварщики должны сами решать, будут ли они прогревать металл и заниматься его последующей термообработкой. Прихватки должны соответствовать толщине обрабатываемого материала. При самой сварке прихватки до конца переплавляют, чтобы в них не появлялись трещины. Автоматические методики сваривания подразумевают использование заходных и выходных планок.
ЦМ-7 хорошо подходят для скоростной сварки в нижнем положении. При их использовании выделяется достаточно шлаков и газов, чтобы надежно защитить рабочую зону от посторонних воздействий. СМ-11 надо применять, если соединение должно иметь высокую пластичность и ударную вязкость. Еще их рекомендуют для наиболее ответственных конструкций, применяемых при низкой температуре воздуха. Такие электроды серии СМ подразумевают использование переменного либо постоянного электротока обратной полярности.
Такой же ток подается при применении электродов ОМА-2. Они позволяют варить металл в любом возможном положении. Обрабатываемые листы могут иметь толщину от 0,1 до 0,3 см. Перед сваркой показана часовая прокалка металла при 120 градусах. Наконец, если используют УОНИ 13/45, то нужно:
Какими электродами варить сталь 13хфа
Читайте также: