Сталь для буровых штанг
Обновлено: 08.05.2024
Разрушение породы в забое шпура при бурении осуществляется буровым инструментом. Качество и конструкция бурового инструмента во многом определяют эффективность бурения шпуров. Материалом для изготовления бурового инструмента служат легированные стали, а также твердые сплавы.
Буровой инструмент для вращательного бурения шпуров состоит из штанги и съемного резца. Штанги изготовляют из витой углеродистой стали (У7 и У8) с ромбическим или реже прямоугольным сечением. Поперечные размеры прутков ромбического профиля выбираются в пределах от 30х16 до 42х20 мм; сталь с меньшими поперечными размерами используется для бурения неглубоких шпуров ручными сверлами. Витая сталь применяется для буровых штанг с целью удаления бурового шлама из шпура в процессе бурения.
При бурении шпуров колонковыми электросверлами с промывкой используются штанги, изготовленные из полой шестигранной стали. На одном конце штанги имеется головка для укрепления в ней резца, на другом — хвостовик, вставляемый при бурении в патрон шпинделя сверла.
Длина буровых штанг выбирается в зависимости от глубины буримых шпуров. Обычно бурение шпуров производится комплектом штанг длиной 0,8—1; 1,6—1,9; 2,6-2,8 м.
Основными элементами резцов являются: корпус, хвостовик и режущие перья. Резцы изготовляются из инструментальной или конструкционной сталей; перья армируются твердым сплавом. Существует довольно значительное количество различных конструкций резцов (табл. 6), они разделяются на резцы для ручных и колонковых сверл, для бурения по углю и породе (рис. 23).


Буровой инструмент для ударного бурения шпуров изготовляется цельным или составным (рис. 24). Цельные буры обычно имеют долотчатую головку, армированную твердым сплавом. Элементами составного бура являются штанга и съемная буровая коронка. Материалом для изготовления цельных буров служит углеродистая сталь У7 и У8, для составных буров — сталь У7, У8 и 45, а также специальная легированная сталь.
Цельные буры и штанги составных буров изготовляются из пустотелых стержней шестигранного или круглого сечения диаметром 22, 25, 28 и 32 мм.
Хвостовики буровых штанг (буров) изготовляют шестигранными с буртиками — для ручных молотков, шестигранными без буртиков — для телескопных и круглыми с двумя выступами — для колонковых перфораторов. Головка штанги для плотной насадки на нее буровой коронки делается конусной; резьбовое соединение штанги с буровой колонкой более сложно и менее удобно в эксплуатации. Буровые штанги выпускаются заводами различных типоразмеров длиной 700, 1300, 1600, 1900, 2500 мм и более. Индекс штанги, например БШ22-700, означает, что, диаметр штанги 22, а длина 700 мм. Длина штанг (буров) выбирается в зависимости от глубины буримых шпуров.

Материалом для изготовления буровых коронок служит сталь марки 30хГСА и 30хГТ; буровые коронки армируются пластинами или цилиндрическими вставками твердых сплавов ВК6В, ВК8В и ВК15. Формы буровых коронок довольно разнообразны, однако для бурения шпуров в проходческих забоях применяют преимущественно крестовые и долотчатые буровые коронки (см. рис. 24). Kpeстовые коронки применяют в трещиноватых, а долотчатые — в монолитных, однородных породах.
Крестовые и долотчатые коронки выпускаются сериями нескольких типоразмеров с диаметром от 32 до 52 мм (табл. 7).
Типоразмер коронок обозначается двумя двухзначными цифрами, первой из которых обозначается диаметр коронки, второй — начальный диаметр посадочного конуса; например, индексом ККА-32-19 обозначается крестообразная коронка диаметром 32 мм, имеющая начальный диаметр конусной выемки для насадки коронки на штангу 19 мм.

Изготовление и восстановление бурового инструмента. Изготовление и восстановление цельных буров и буровых штанг, восстановление съемных буровых коронок или резцов осуществляется в так называемых бурозаправочных мастерских. Комплект оборудования бурозаправочных мастерских должен обеспечивать механическую и термическую обработку металлов; в него входят: пламенная или электрическая нагревательная печь, бурозаправочный станок, масляная и водяная закалочные ванны, ящик с теплоизоляционным материалом (например, сухой известью), заточной и токарный станки и термоизмерительная аппаратура.
Нагревательные печи необходимы для нагрева буров или буровых штанг под рубку, ковку (высадку), нормализацию, отжиг и закалку.
Электрическая или пламенная на жидком топливе (нефти, мазуте) печь должна обеспечивать возможность нагрева буровой стали до 1100—1200 °C в течение непродолжительного времени (5—20 мин).

Режимы нагрева буровой стали имеют огромное влияние на стойкость бурового инструмента и должны тщательно соблюдаться, контроль за температурой нагрева буров и штанг осуществляется с помощью термоэлектрических пирометров.
Бурозаправочный станок представляет собой пневматическую универсальную ковочную машину, предназначенную для изготовления и заправки (восстановления) буров, а также для изготовления и восстановления буровых штанг (рис. 25).

При небольшом объеме горнопроходческих работ в геологоразведочных партиях нагрев буров может производиться в кузнечных горнах, а изготовление и заправка буров без бурозаправочных станков — вручную с помощью специальных матриц. Заточка затупленного бурового инструмента, армированного твердым сплавом, производится заточными кругами на заточных станках или с помощью небольших пневматических шлифовальных машин ШР (табл. 8).
Из технологических процессов изготовления и восстановления бурового инструмента выделим основные производственные операции.
Рубка и резка буровой стали. Изготовление буровых штанг и буров начинается с рубки или резки прутков буровой стали на заготовки требуемой длины. В процессе восстановления буровых штанг и буров также в ряде случаев приходится отрубать или отрезать их концы. Рубка стали может производиться на бурозаправочном станке с предварительным ее нагревом до температуры 550—600 °С. Резка стали осуществляется в холодном состоянии на отрезном станке с ножовочной пилой или токарном станке.
Изготовление и восстановление буровых штанг и буров. Буровые штанги изготовляют из заготовок буровой стали. Основной операцией изготовления буровых штанг является ковка (высадка) хвостовика, выполняемая на бурозаправочном станке после нагрева конца стальной заготовки до температуры 1050—1150°С. Откованный хвостовик буровой штанги для бурения перфораторами подвергают отжигу (хвостовики из стали 55С2, У7 и У8 нагреваются до температуры 750° и затем охлаждаются на воздухе; отжиг хвостовиков из стали 45 производят погружением не остывшей еще после ковки заготовки в сухую известь). После отжига хвостовики штанг, предназначенных для бурения с боковой промывкой или боковым отсосом, подвергают холодной обработке на токарном станке. Вслед за этими операциями производят поверхностную закалку хвостовиков; для закалки хвостовик необходимо в течение 8—10 мин нагреть до температуры 840—860 °С для стали 55С2; 800—820 °C для стали У7 и У8 и 820—840 °C для стали 45; хвостовики из сталей 55С2, У7 и У8 закаливают в масле, а из стали 45 — в воде.

Головки штанг обтачивают; закалку конусных головок производят при бурении шпуров в породах с коэффициентом крепости более 12. Хвостовики буровых штанг для сверл подвергают нормализации, для чего их нагревают до 760—780 °C, выдерживают при этой температуре 10—15 мин и затем охлаждают на воздухе.
Изготовление цельных буров отличается от изготовления буровых штанг дополнительными операциями: ковкой (высадкой) головки бура и термической обработкой, устройством пазов для пластин твердого сплава и пайкой. При восстановлении деформированных или поломанных буровых штанг и буров могут выполняться перечисленные выше технологические операции.
Заточка бурового инструмента, армированного твердым сплавом. В процессе бурения буровой инструмент затупляется, вследствие чего производительность бурения снижается. Восстановление затупленных буровых коронок, резцов и буров, армированных твердым сплавом, производят путем их заточки. Буровой инструмент, армированный пластинами твердого сплава, выдерживает 8—12 заточек до полного износа, после чего подлежит заправке или списанию. Заточка бурового инструмента может производиться или непосредственно в горных выработках с помощью шлифовальных машинок ШР, или в бурозаправочной мастерской на заточных станках абразивными заточными кругами. Заточку рекомендуется производить с охлаждением коронок (резцов) водными растворами соды или мыльного стирального порошка; при сухой заточке нельзя допускать нагрева металла до появления побежалости.
Большая Энциклопедия Нефти и Газа
Буровая сталь получается путем создания отверстий в заготовках из легированной или нелегированной стали, которые затем повторно прокатываются. Стальные заготовки можно разрезать на короткие отрезки для производства буровых головок, которые относятся к товарной позиции 8207; эти прутки можно также использовать отрезками длиной от 5 до 6 м для передачи электроэнергии при бурении на расстоянии. Отверстие, выполненное по всей длине отрезка прутка, обеспечивает подвод жидкости к режущей кромке, которая используется как для смазки, так и для предотвращения распространения пыли. [1]
Пустотелая шестигранная буровая сталь имеет продольный внутренний канал диаметром 6 мм. Диаметр канала в головке и хвостовике бура во время заправки его на бурозаправочном станке расширяется на концах до 8 мм. [2]
Эта буровая сталь - высоколегированная, самозакаливающаяся на воздухе, Однако она требует тщательного режима термообработки, что невозможно в условиях рудничных ремонтных мастерских. Отклонение от режима термообработки вызывает появление трещин на поверхности буровых штанг и, следовательно, снижение их стойкости. [3]
По размерам поперечного сечения буровая сталь бывает: шестигранная пустотелая 1 22, 25 и 32 мм ( шестигранная буровая сталь измеряется по диаметру вписанной в шестигранник окружности); круглая пустотелая 32 мм; спиральная пустотелая 22 мм; круглая сплошная 22 и 25 мм. [4]
Для изготовления штанг применяется буровая сталь такая же, как и при ударно-перфораторном бурении: шестигранная, диаметром 24 мм или круглая, диаметром 28, 32 и 38 мм с внутренним каналом 8 мм, а в штангах, применяемых при бурении с отсосом бурового штыба, с каналом 12 мм при наружном диаметре стали 28 мм. Применение стали с легирующими компонентами повышает срок службы буровых штанг в 1 2 - 2 раза. [5]
Следующим фактором после качества буровой стали , влияющим на общий ресурс бурового инструмента, является форма напряжения ударного импульса, возникающего в буровой машине и зависящего от формы поршня и соотношения его диаметра с диаметром хвостовика буровой штанги. Например, лучшие модели ГБМ при энергии удара в 2 раза большей, чем у пневматических буровых машин, имеют амплитуду ударного импульса соответственно в 3 раза более низкую. [6]
Обеспечить повышение качества проката буровых сталей марок 12ХНЗА, 28НГНЗМ и др. для изготовления буровых штанг, соединительных муфт, хвостовиков и коронок. [7]
С целью экономии расхода высококачественной буровой стали широкое применение получили буры со съемными коронками, соединяющимися со стержнем, большей частью, посредством резьбы. Изготовление стержня бура в этом случае производится из обычной углеродистой стали, а головки - из более дорогих легированных сталей следующих марок: У8А и У8Г для работы по породе с коэффициентом крепости по шкале проф. [8]
В табл. 7.5 приведен химический состав отечественных и зарубежных буровых сталей . [9]
Для бурения каждого шпура применяется комплект буров в количестве, в зависимости от глубины шпура и диаметра буровой стали , от 2 до 14 буров различной длины и с различными диаметрами буровой головки. Разницу в длине буров принимают обычно равной глубине шпура, пробуриваемого одним бурсм до затупления. [10]
По размерам поперечного сечения буровая сталь бывает: шестигранная пустотелая 1 22, 25 и 32 мм ( шестигранная буровая сталь измеряется по диаметру вписанной в шестигранник окружности); круглая пустотелая 32 мм; спиральная пустотелая 22 мм; круглая сплошная 22 и 25 мм. [11]
Определение полых прямоугольных и круглых прутков для бурения дается в примечании 1 ( п) к данной группе. Они известны также как буровая сталь . [12]
Испытания показали, что применение каретки с ГБГ позволяет снизить затраты на буровую сталь , запасные части и энергию, увеличить производительность труда на 21 %, несмотря на увеличение диаметра шпура. [13]
Буровые штанги под съемные коронки изготавливают из стали марок Ш-22-6-55С2 и Ш-25-7-55С2. При бурении быстро-ударными молотками с частотой более 2500 ударов / мин буровые штанги следует изготовлять из буровой стали К-32 П9 - 55С2, увеличивающей стойкость первых штанг соответственно в 1 2 раза. [15]
Буровая штанга какая сталь
По заказу потребителя могут изготавливаться штанги круглого (R 28 – R52) и шестигранного (S 28 – S 45) поперечного сечения длиной от 500 мм до 6000 мм, в том числе с высадкой утолщений для нарезки резьбовых соединений (например, R32/R38)
Типы резьбы – веревочная (R), трапециидальная (Т), другие по требованию заказчика.
Термообработка – объемная по всей длине штанги, поверхностная закалка ТВЧ.
Б. Сталь марки 55 С2
По заказу могут изготавливаться штанги круглого (R28 – R52) и шестигранного (S 28 – S 45) поперечного сечения длиной до 3,05 м (с объемной термообработкой по всей длине), в том числе с высадкой утолщений для нарезки резьбовых соединений.
Штанги большой длины могут поставляться без термообработки по всей длине.
По требованию заказчика могут поставляться штанги из других марок стали (например, 40ХГСМА).
Штанги из стали марки 55 С2 длиной больше 3000мм. Поставляются с объемной местной термообработкой.
2. Буровые штанги для бурения шпуров и скважин с переносными и телескопными перфораторами
А. Сталь марки 28 ХГНЗМА
По заказу потребителя могут изготавливаться штанги шестигранного (S 19 – S 28) поперечного сечения длиной от 500 мм до 6000 мм с различными типами соединения штанги с коронкой и буровой машиной, в том числе с высадкой необходимых конструктивных элементов.
Термообработка – объемная по всей длине штанги
Объемная термообработка по всей длине, HRC 45. 5 5.
3. Муфты соединительные
Для всех типов изготавливаемых буровых штанг по требованию заказчика в комплекте могут поставляться соединительные муфты.
Муфты изготавливаются из стали 12ХН3А (возможно из стали 28ХГН3МА).
Тип упрочняющей обработки – цементация.
4. Пики или «долота» к перфораторам для выполнения дорожно-строительных работ
5. Инструмент для бурения отверстий в летках доменных печей:
Инструмент выпускается из стали 55С2 с различным исполнением присоединения к буровой машине (как резьбовое соединение, так и байонетная связь).
Коронка для бурения леток выпускается 3-х перая и 4-х перая, все коронки – кованый вариант, в зависимости от использования масс коронки могут поставляться с твердым сплавом. Предприятием освоено производство цельной конструкции бура (штанга-коронка). Коронка высаживается на штанге, что позволяет уменьшить стоимость готового инструмента.
Технические характеристики
Муфта R32х32
Муфта R32х38
Муфта R38х38
Коронка
35.00.002-00 Ф 65
Коронка
35.00.002-01 75 Ф 80
ШкБ-R32(01)-KФ65
ШкБ-R32(01)-KФ75
ШкБ-R32(01)-KФ80
для вскрытия леток доменных печей
Длина по требованию заказчика до 6000 мм
для мелкошпурового бурения
ШБ-Ф32-К-К
ШБ-Ф30-К-К
для мелкошпурового бурения буровой кареткой
ШБ-25 К-К
ШБ-22 К-К
для мелкошпурового бурения буровой кареткой
ШБТ-25-K
ШБТ-22-K
для бурения вертикальных горных выработок

Буровые штанги – необходимый элемент малогабаритной буровой установки (МГБУ) и представляет собой трубу с нанесенной резьбой на концах – с одной стороны наружной, с другой внутренней для навинчивания в единую колонну при выполнении буровых работ. Назначение штанги – передача вращательного или ударного движения от станка к инструменту, который разрушает породу. Также при вымывании/выдувании почвы на глубине буровые штанги служат в качестве доставки агента очистки: воды или воздуха.
Параметры буровой штанги включают состав стали, диаметр, толщину стенки, тип резьбы (замкового соединения), а также способы изготовления, закалки и отжига. Все эти характеристики должны соответствовать требованиям к изделию и цели его применения. Например, для бурения под водяные скважины на небольшую глубину можно выбрать бюджетный вариант трубы – сварной (FOP) или более технологичный сварной трением (SFW), либо купить буровую штангу б/у.
Для нефтяного бурения требуется высокое качество материала и строгое соблюдение технологий выполнения буровой штанги. Как правило, работы по бурению нефтяной скважины проходят в очень плотной, каменистой породе, необходимо пробурить колодец большой глубины, для чего создается нить из нескольких штанг и подбирается остальной инструмент (долото, расширители, буровые головки) идентичный параметрам штанги. В изготовлении используется высокоуглеродистая легированная сталь высокой группы прочности: G-105 или S-135, они гарантируют надежную работу штанги, ее длительную эксплуатацию и достаточную эффективность при соблюдении всех норм и требований использования буровой штанги в МГБУ.


Правильное использование – это:
- соответствие марки стали и толщины стенки штанги предполагаемой нагрузке;
- подбор всех инструментов для конкретного типоразмера штанги;
- строгое соответствие радиуса изгиба штанги и трубы, а также минимальный радиус изгиба предполагаемой скважины (создается на этапе проектирования);
- смена положений бурильной штанги в созданной колонне;
- регулярная очистка замков, резьбы;
- надлежащее хранение штанг для бурения на специальных стеллажах или колодках.
Буровая сталь
Эта буровая сталь – высоколегированная, самозакаливающаяся на воздухе, Однако она требует тщательного режима термообработки, что невозможно в условиях рудничных ремонтных мастерских. Отклонение от режима термообработки вызывает появление трещин на поверхности буровых штанг и, следовательно, снижение их стойкости. [3]
Для изготовления штанг применяется буровая сталь такая же, как и при ударно-перфораторном бурении: шестигранная, диаметром 24 мм или круглая, диаметром 28, 32 и 38 мм с внутренним каналом 8 мм, а в штангах, применяемых при бурении с отсосом бурового штыба, с каналом 12 мм при наружном диаметре стали 28 мм. Применение стали с легирующими компонентами повышает срок службы буровых штанг в 1 2 – 2 раза. [5]
С целью экономии расхода высококачественной буровой стали широкое применение получили буры со съемными коронками, соединяющимися со стержнем, большей частью, посредством резьбы. Изготовление стержня бура в этом случае производится из обычной углеродистой стали, а головки – из более дорогих легированных сталей следующих марок: У8А и У8Г для работы по породе с коэффициентом крепости по шкале проф. [8]
Буровой инструмент
Инструментом для бурения шпуров перфораторами является бур – стальной стержень (буровая штанга), имеющий на одном конце головку (породоразрушающий инструмент), на другом – хвостовик с буртиком. Съемочная головка бура называется буровой коронкой. Буровые штанги для ручных и телескопных перфораторов изготовляются из шестигранной стали, для колонковых – из круглой стали типа ШБВ-32, ШБВ-40 диаметром 32 и 40 мм, длиной от 1 до 5 м (рис. 76).
Для бурения шпуров от начала до требуемой глубины необходимо иметь набор буров разной длины и разных диаметров коронок. Число буров в комплекте и шаг бура по длине зависят от крепости породы и глубины шпура. Средний шаг буров 0,7÷1 м. Каждый последующий бур в комплекте имеет диаметр головки (коронки) на 2–3 мм меньший. Большое распространение получили буры со съемными коронками, применение которых избавляет от необходимости транспортировать большое число буров в мастерские для восстановления.
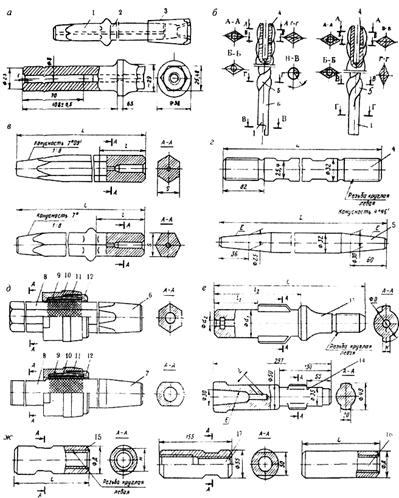
Рис. 76. Буровой инструмент:
а – для ударно-поворотного бурения; б – для вращательного бурения (1 – хвостовик буровой штанги; 2–бур; 3 – коронка); в – буровая штанга для переносных и телескопных перфораторов; г − круглые буровые штанги диаметром 32 мм с резьбовым (4) и конусным (5) соединением; д – буровые штанги со съемным резино-металлическим буртом (6 – шестигранные; 7 – круглые; 8 – штанга; 9 – резиновое кольцо; 10 – конусная гильза; 11 – гайка; 12 – втулка); е – хвостовики с втулочными выступами для колонковых перфораторов и бурильных головок (13 – с резьбовым соединением; 14 − с конусным); ж − соединительные муфты (15 − с лысками; 16 − без лысок; 17 − переходная с лысками)
Для вращательного бурения шпуров буровые штанги изготавливаются из прутков углеродистой стали У7, У9, У10. Прутки витые (рис. 76, б) длиной 5–7 м, форма поперечного сечения ромбическая, размеры 18x36 мм. Буровые штанги нарезают длиной от 0,7 до 5 м с интервалом 0,7 м.
В зависимости от крепости, трещиноватости и абразивных свойств горной породы применяют съемные коронки долотчатой, крестовой и х-образной формы с прерывистым или непрерывным лезвием (рис. 77, а, табл. 62). Коронка состоит из корпуса с посадочным конусом и пера, в которое впаяна пластинка твердого сплава, имеющая режущую кромку. В корпусе коронки имеются отверстия, предназначенные для выхода промывочной воды или отсоса пыли. Диаметр лезвия коронки несколько больше диаметра ее корпуса, конус коронки имеет небольшую величину, что облегчает выход буровой мелочи из шпура и извлечение бура по окончании бурения, уменьшает потери на трение стали о породу. В табл. 62 приведены данные о наиболее распространенных коронках для бурения шпуров перфораторами.
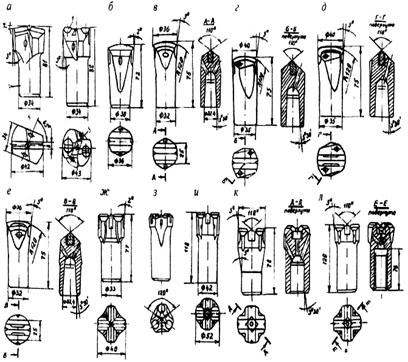
Рис. 77 (начало). Коронки для бурения шпуров:
а – твердосплавные коронки; б – коронка типа КПД; в – коронка типа БКПМ-36; г – коронка типа БКПМ-40; д – коронка БКПМ-36Ф; е – коронка БКПМ-40Ф; ж – коронка ККП;
з – коронка КТШ; и – коронка К-52; к – коронка БКПМ-КМ; л – коронка БКР
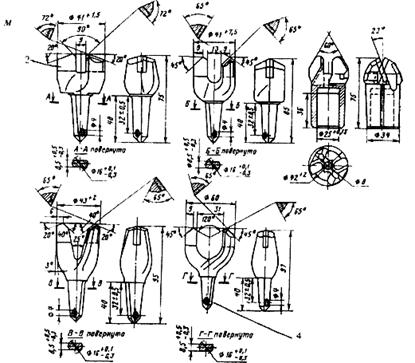
Рис. 77 (окончание). Коронки для бурения шпуров:
м – коронки и резцы для вращательного бурения. 1 – пластинка твердого сплава;
2 – перья; 3 – корпус; 4 – хвостовик; 5 – отверстие для промывки
| Типоразмер колонки | Марка стали | Форма твердосплавной пластинки | Рабочий диаметр коронки, мм | Диаметр корпуса, мм | Высота корпуса, мм |
| КДП | 35ХГСА | Г11 | |||
| ККП | 35ХГСА | Г12 | |||
| KTШ-36–22Б | 35ХГСА | Г14 | 31,5 | ||
| КТШ-40–25А | 35ХГСА | Г14 | 35,5 | ||
| KTШ-43–25A | 35ХГСА | Г14 | 35,5 | ||
| КТШ-52–32В | 35ХГСА | Г14 | |||
| БКПМ-36 | 18Х2Н4МА (38ХНЗМФА) | Г11 | |||
| БКПМ-40–22С | 18Х2Н4МА (38ХНЗМФА) | Г11 | |||
| БКПМ-40–25С | 1 8Х2Н4МА (38ХНЗМФА) | Г11 |
Продолжение табл. 62
| БКПМ-36Ф | 18Х2Н4МА (38ХНЗМФА) | ||
| БКПМ-40Ф | 18Х2Н4МА (38ХНЗМФА) | ||
| БКПМ-40–22ФС | 18Х2Н4МА (38ХНЗМФА) | ||
| БКПМ-40–25ФС | 18Х2Н4МА (38ХНЗМФА) | ||
| БКПМ-36–22КМ | 18Х2Н4МА (38ХНЗМФА) | Г12 | — |
| БКПМ-36–25КМ | 18Х2Н4МА (38ХНЗМФА) | Г12 | — |
| БКПМ-40–25КМ | 18Х2Н4МА (38ХНЗМФА) | Г12 | — |
| БКПМ-42–25КМ | 18Х2Н4МА (38ХНЗМФА) | Г12 | — |
| БКПМ-42–26КМ | 18Х2Н4МА (38ХНЗМФА) | Г12 | — |
| КРР-65 | 18Х2Н4МА (38ХНЗМФА) | — |
В монолитных, высокоабразивных, весьма крепких и крепких породах рекомендуется применять коронки типа БКПМ-36Ф, БКПМ-40Ф и штыревые типа КТШ (Т – трехперная, III – штыревая) (табл. 62); в трещиноватых средней абразивности, средней крепости породах – крестовые коронки типа ККП; в породах крепких и средней крепости любой абразивности – коронки типа БКПМ-КМ. Коронки армируются пластинками или штырями из твердого сплава ВК (вольфрам-кобальт, ВК-8В, ВК-15). Угол заточки коронок для пород ниже средней крепости 70–80 о , для пород средней крепости и крепких – 80−90 о и для крепчайших пород – 90−110 о .
Коронки типа БКР с резьбовым соединением применяются в монолитных и трещиноватых породах любой крепости при бурении шпуров колонковыми перфораторами.
Коронки и резцы (рис. 77, м) с впаянными пластинами твердого сплава из вольфрама-кобальта ВК-6В, ВК-8В применяются при вращательном способе бурения шпуров. Для бурения мягких пород типа угля резцы изготовляют с узкими и длинными перьями; для крепких – с короткими и широкими перьями. Угол заточки лезвия резца (пластины): для пород с f = 5–8 – (60–65) о ; с f = 4–5 – (50−60) о и с f < 4 – (45–50) о .
Область применения породоразрушающего инструмента приводится в табл. 63.
| Тип и марка | Область применения |
| Резцы РУ43 | В мягких породах с f < 4 |
| Резцы РУ13, РУ6–1 | В средних и крепких углях с f < 6 |
| Резцы РП7, РП-42 | Бурение шпуров ручными и колонковыми сверлами в породах с f |
| Коронки КДП-36–22Б, КДП-40–22Б, КДП-40–25Б | В крепких и средней крепости, в монолитных, малой и средней абразивности породах |
| Коронки БКПМ-36–22Б, БКПМ-40–22, БКПМ-40–25, БКПМ-40–22С, БКПМ-40–22-ФС | В крепких монолитных малой и средней абразивности породах |
| Коронки БКПМ-40–22Ф, БКПМ-40–25Ф, БКПМ-40–22ФСх, БКПМ-25ФСх | В крепких монолитных породах средней и высокой абразивности |
| Коронки ККП-40–22, ККП-40–25, ККП-43–25, ККП-46–25 | В крепких средне- и сильнотрещиноватых породах любой абразивности |
| Коронки БКПМ-36–22КМ, БКПМ-40–25КМ, БКПМ-42–25КМ | В средней крепости и крепких трещиноватых породах любой абразивности |
| Коронки КТШ-40–25А, КТШ-43–25А, КТШ-52–32В | В крепких трещиноватых и средней абразивности породах |
Для абразивной заточки коронок используют специализированные станки следующих моделей: ВЗ-130М – для долотчатых коронок; ВЗ-140 – для крестовых коронок; ВЗ-140С1 – для трехперых коронок; ВЗ-141М – для цельных долотчатых буров и долотчатых коронок. Для заточки всех коронок и шлифовки конусов штанг предназначен станок ВЗ-145.
Единственное руководство по буровой штанге, которое вам когда-либо понадобится

Буровая штанга - это общий термин в машиностроении и обрабатывающей промышленности. Вы можете использовать буровые штанги для изготовления различных инструментов, таких как фрезы, инструменты для горячей обработки, детали машин, пуансоны, напильники и многое другое. Но знаем ли мы, как правильно выбрать буровую штангу для наших нужд?
Буровые штанги различаются по прочности, долговечности, термостойкости и области применения. Имея на выбор так много различных марок и типов материалов, как мы можем гарантировать, что выберем правильную буровую штангу?
Вот тут-то мы и вступаем – это единственное руководство, которое вам когда-либо понадобится, чтобы узнать о буровых штангах, их использовании и применении. Это руководство подходит как для начинающих, так и для профессионалов в отрасли.
Давайте посмотрим на некоторые из наиболее часто задаваемых вопросов по буровым штангам!
Что такое буровая штанга?

Проще говоря, буровая штанга представляет собой более длинный стальной кусок легко поддающейся формовке инструментальной стали, который можно использовать для механической обработки для производства различных инструментов и деталей.
Обычно буровые штанги имеют круглую форму. Однако есть и квадратные, такие как квадратные келли, которые вы увидите ниже. Буровые штанги, как правило, достаточно мягкие, чтобы их можно было обработать до окончательной формы.
Буровые штанги должны иметь чистую и гладкую поверхность. Для их изготовления таким способом мы обычно используем прецизионное шлифование.
Для чего используется буровая штанга?
Буровые штанги имеют множество различных применений. Производители обычно используют буровые штанги для изготовления буровых долот, валов, установочных штифтов, разверток, пробойников, метчиков, молотков, напильников, режущих инструментов, огнеметов и т. д.
Различные марки буровых штанг лучше всего подходят для конкретных целей. Например:
- W1 подходит для инструментов для холодной обработки, ручных инструментов, режущих инструментов, пуансонов, штампов и т. д.;
- Марка O1 лучше всего подходит для пуансонов, штампов и калибров;
- A2 и D2 подходят для фрез, валков, накатников, чеканных штампов, пуансонов, штампов и т. д.;
- S7 Gade идеально подходит для выбивных штифтов, пробойников, штампов, захватов, гусеничных инструментов, речных наборов, оправок, круглых труборезов и многого другого;
- H13 (или V44) подходит для инструментов для горячей обработки, пластиковых форм, инструментов для литья под давлением, сердечников, выталкивающих штифтов и многого другого;
Типы буровых штанг по способу изготовления
В соответствии с производственный процесс они проходят, существует три различных типа буровых штанг: закалка на воздухе, закалка в воде и закалка в масле. Каждая из этих буровых штанг имеет различные области применения. Давайте объясним кое-что о каждом из этих различных типов производственных процессов и буровых штанг.
Воздушная закалка

Мы начнем с самой прочной категории инструментальной стали – буровой штанги воздушной закалки. Сталь воздушной закалки имеет больше сплава, и это делает ее такой твердой и стойкой. После термической обработки можно оставить закаливать буровые штанги на воздухе в неподвижном состоянии.
Буровые штанги с воздушной закалкой обладают превосходной обрабатываемостью и износостойкостью по сравнению со штангами с закалкой в масле или воде. Кроме того, закалка на воздухе безопаснее, чем закалка в воде или масле, в отношении деформации и стабильности размеров.
Масляная закалка

Буровые штанги с закалкой в масле занимают второе место по твердости и долговечности. Хотя стержни для закалки в масле содержат меньше сплава, чем стержни для закалки на воздухе, они все же достаточно богаты, чтобы выдерживать сварку. Кроме того, закаливаемая в масле сталь пригодна для механической обработки.
Если вы не уверены, что означает термин «закалка в масле», он подразумевает нагревание стержня до тех пор, пока он не начнет светиться красным, а затем погружение его в бассейн с теплым маслом. При этом сталь становится твердой и готовой к механической обработке или сварке.
Закалка водой

И, наконец, у нас есть буровые штанги с закалкой в воде, которые отличаются самым низким содержанием сплава, но отлично подходят для механической обработки. Однако в них недостаточно легирующих элементов, что означает, что они конструктивно не подходят для сварки.
Чтобы закалить буровую штангу водой, мы сначала нагреваем сталь до тех пор, пока она не станет пылать красным, а затем погружаем ее в бассейн с водой, чтобы она остыла. Когда металл твердый, его можно легко обрабатывать, но не сваривать. Обычно для изготовления напильников или молотков можно использовать буровые штанги с закалкой в воде.
Типы буровых штанг в зависимости от резьбы
Мы можем классифицировать буровые штанги на три разных типа в зависимости от резьбы: обычные буровые штанги, квадратные бурильные штанги и тяжелые бурильные трубы.

Обычная буровая штанга
Мы можем легко распознать обычную буровую штангу, так как это центральная или основная часть бурильной колонны. Вверху обычная буровая штанга соединяется с квадратной ведущей трубой (поясняется ниже), а внизу она крепится к утяжеленной бурильной трубе.
При бурении скважин функция обычной бурильной штанги заключается в углублении скважины, передаче крутящего момента и перемещении бура вверх и вниз.
Квадратная Келли
Как мы упоминали выше, квадратная ведущая труба находится в самой верхней части буровой установки, где она передает крутящий момент и несет часть веса буровой установки. Термин «квадратная келли» появился из-за того, что эти детали обычно имеют квадратную форму.
Квадратная келли состоит из:
- Приводная часть – обычно квадратная, но может быть и шестигранной;
- Верхний шарнир – левая резьба;
- Нижний шарнир – правая резьба;
Тяжелая бурильная труба
Выше мы упоминали, что базовая буровая штанга прикрепляется к утяжеленной бурильной трубе внизу. Между этими двумя частями находится тяжелая бурильная труба. Утяжеленная бурильная труба (сокращенно ТБТ) является переходной частью между обычной буровой штангой и утяжеленной бурильной трубой на забое.
Роль тяжелой бурильной трубы заключается в обеспечении поддержки и стабильности бурильной колонны и повышении ее износостойкости.
Из чего сделаны буровые штанги?
Изготовить буровую штангу можно из различных марок и видов отожженной инструментальной стали. Термин «инструментальная сталь» включает в себя различные типы углеродистой и легированной стали, подходящие для изготовления инструментов.
Мы производим буровые штанги из инструментальных сталей благодаря их свойствам твердости и устойчивости к температурным ударам, деформации и истиранию. Вообще говоря, эти материалы из инструментальной стали обладают высокой износостойкостью.
Для изготовления буровых штанг можно использовать различные марки инструментальной стали: W1, O1, A2, D2, S7, M2 и V44. Каждый из этих сортов имеет свои отличительные особенности и свойства, которые делают его превосходным для конкретного применения. В зависимости от типа, некоторые инструментальные стали нержавеющая сталь, в то время как другие являются полунержавеющими.
Какова твердость буровой штанги?
Твердость буровой штанги зависит от инструментальной стали, которую мы использовали для ее изготовления. Вы можете определить и сообщить твердость материала с помощью двух разных шкал: твердости по Бринеллю и шкале твердости по Роквеллу.
По шкале твердости Бринелля инструментальные стали должны иметь твердость от 207 до 341. По шкале Роквелла те же материалы должны иметь твердость от 96 до 110 Rb.
Обрабатываемость буровой штанги тесно связана с твердостью. Различные марки инструментальной стали имеют разную обрабатываемость.
По сравнению с 1.0% углеродистой сталью, вот удобство обработки различных марок инструментальной стали:
Читайте также: