Сталь для изготовления болтов и гаек
Обновлено: 17.05.2024
Высокопрочные болты, винты и шпильки при небольших габаритах способны обеспечить разъемное соединение, не уступающее по прочности сварному и превосходящее заклепочное. Интенсивно эксплуатируемая техника или массивные строительные металлоконструкции требуют применения именно высокопрочного крепежа. Стремление снизить расходы и использовать в ответственных узлах крепления низкопрочные детали может привести к быстрому разрушению конструкций или выходу из строя механизмов.
Перед внедрением высокопрочного крепежа в той или иной проект проектировщики производят точный расчет болтовых соединений с учетом силовой нагрузки на метизы и их прочностных характеристик. К сожалению, в отечественной промышленности объем использования высокопрочных крепежных изделий меньше, чем в развитых зарубежных странах. Это связано с отсутствием достаточной информации о преимуществах и эффективности их применения, а также технической литературы и справочных данных для их практического использования.
Создание долговечной выносливой техники также невозможно без особо прочного крепежа. К сожалению, но факт, что наши автомобили часто не выдерживают даже гарантийного срока эксплуатации из-за крепежных деталей низкой прочности, чего не скажешь об автомобильном парке немецкого, японского, французского, американского производства. Но ситуация в нашей стране постепенно налаживается не только за счет импорта высокопрочного крепежа, но и из-за того, что многие отечественные метизные заводы налаживают его выпуск по российским и европейским стандартам.

В чем отличие высокопрочного крепежа от обычного?
Главное отличие от метизов общего назначения заключается в особых физико-механических свойствах высокопрочного крепежа, которые дают ему возможность воспринимать более тяжелую нагрузку. К примеру, болт высокого класса прочности 12.9 разорвется при нагрузке 1200 Н/мм², а аналогичный по диаметру низкого класса 4.8 – при 420 Н/мм², то есть при нагрузке в 2.7 раза меньшей.

Высокопрочный винт ISO 7380-1 класса прочности 10.9
Помимо колоссальной стойкости к повышенным нагрузкам, крепеж высокого класса прочности дает еще целый ряд преимуществ:
- Снижение металлоемкости изделий и конструкций, при одновременном сохранении надежности крепежных узлов. Это достигается путем использования меньших по размеру винтов, но рассчитанных на более высокие нагрузки.
- Использование шпилек меньшего диаметра влечет за собой уменьшение диаметра монтажных отверстий и, как следствие, повышение прочности металлоконструкций, фланцевых соединений. Кроме того, замена обычных метизов на более прочные позволяет сократить количество точек крепления, снизив тем самым затраты на крепеж.
- Возможность применения в различных климатических условиях. Высокопрочные болты северного исполнения могут эксплуатироваться в условиях сурового климата до -60°С (маркировка «ХЛ») или средних холодных температур до -40°С (маркировка «У»).
- Способность воспринимать постоянные, переменные и особые нагрузки (подвижные, вибрационные, динамические, сейсмические).
- Возможность применения в конструкциях, эксплуатируемых в слабо-, средне-, сильноагрессивных средах с использованием защитных металлических или лакокрасочных покрытий.
- Создание сдвигоустойчивых соединений. В обычном болтовом соединении при нагрузке на сдвиг происходит смещение соединяемых элементов, равное величине зазора между шпилькой и стенкой отверстия. Высокопрочный болткомплект позволяет стянуть элементы с большим усилием, благодаря чему между ними возникает трение, исключающее сдвиг. Такое соединение называется фрикционным.
Преимущества перед сварочным соединением:
- Соединения на болтах снижают трудоемкость монтажа, позволяют вести сборку силами рабочих невысокой квалификации, автоматизировать, механизировать сборочный процесс.
- Применение высокопрочных болтовых соединений при монтаже металлоконструкций позволяет использовать элементы из трудносвариваемых сталей повышенной прочности.
- Возможность визуального контроля целостности монтажного соединения на болтах, тогда как в сварных швах могут быть скрытые дефекты.
Преимущества перед заклепочным соединением:
Сегодня при возведении металлоконструкций на смену заклепкам пришли высокопрочные болткомплекты, которые более выносливы переменным нагрузкам за счет равномерного распределения напряжения по сечению болтового соединения. К тому же в отличие от заклепок они могут быть легко заменены в случае износа, дают возможность сборки/разборки конструкции, могут использоваться многократно, что облегчают ремонт оборудования.
Высокие классы прочности и их расшифровка

Согласно международной классификации резьбовых метизов, к высокопрочным болтам, винтам, шпилькам относятся изделия, имеющие цифровую маркировку классов прочности 8.8, 9.8, 10.9, 12.9, а к сверхпрочным – 14.9. Это важнейшая из характеристик, которая обязательно учитывается в любом проекте. Чем выше эти значения, тем прочнее, выносливее, качественнее и соответственно дороже метиз.
Первая цифра указывает на предельную нагрузку на растяжение, при которой крепеж разорвется. Эта величина называется пределом прочности на разрыв, определяется как одна сотая от номинального временного сопротивления, выражается в МПа или Н/мм².
Например, для болта 10.9 она равняется: 10 / 0,01 = 1000 МПа (Н/мм²).
Вторая цифра говорит нам о напряжении, при котором крепеж необратимо деформируется при изгибе, а называется этот параметр – предел текучести. Определяется умножением первой цифры на вторую и на 10.
Например, для того же болта 10.9 он равен: 10х9х10 = 900 МПа (Н/мм²).
При расчете соединения для заданной нагрузки значение предела текучести умножают на коэффициент 1/2 или 1/3 для обеспечения 2-х или 3-кратного прочностного запаса.
Марки сталей и особенности изготовления крепежа высокой прочности
Крепежные изделия классов от 8.8 до 14.9, включая болты для автомобильной промышленности, производятся из конструкционных среднеуглеродистых сталей, легированных упрочняющими добавками. Эксплуатационные свойства крепежа определяются двумя факторами:

Самые популярные марки: 35, 40, 40Х Селект, 38ХА, 30ХГСА, 35ХГСА, 40ХН2МА, 38ХГНМ. Реже используют слаболегированные борсодержащие стали марок 12Г1Р, 20Г2Р, 30-35Г1Р. Стали, легированные бором, обладают благоприятным сочетанием прочностных и пластических свойств, но из-за некоторых технологических трудностей при их выплавке, их внедрение в метизное производство сдерживается.
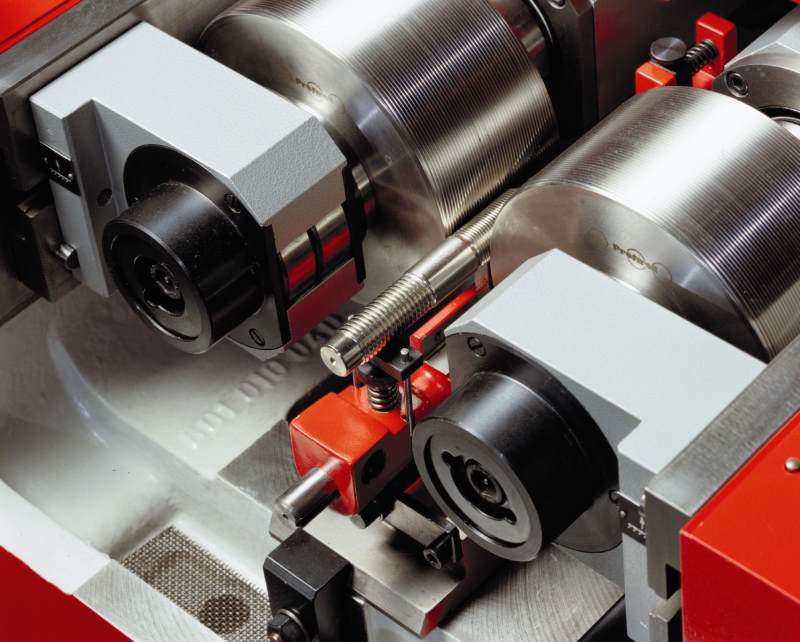
Исходное сырье поступает на производство в виде стержней или проволоки. Болты формируют методом холодной штамповки под давлением на высадочных автоматах, затем на них наносят резьбу на накатных автоматах. Для придания готовым изделиям высоких прочностных характеристик, эксплуатационной надежности и устранения хрупкости их подвергают термическому упрочнению путем нагревания в закалочной печи и последующему отпуску (охлаждению).
Таблица 1. Марки сталей, рекомендованные для изготовления болтов, винтов, шпилек высоких классов прочности.
| Класс прочности | 8.8 | 10.9 | 12.9 |
| Марка стали | Ст.35, Ст.35Х, Ст.38ХА, Ст.40Х, Ст.20Г2Р | Ст.35Х, Ст.38ХА, Ст.45Г, Ст.40Г2, СТ.40Х, Ст.40Х Селект Ст.30ХГСА, Ст.35ХГСА | Ст.30ХГСА, Ст.35ХГСА, Ст.40ХНМА |
| Граница прочности, МПа | 800. 830 | 1000. 1040 | 1200. 1220 |
| Граница текучести, МПа | 640. 660 | 900. 940 | 1080. 1100 |
| Твердость по Бринеллю, НВ | 242. 318 | 304. 361 | 366. 414 |
Стандарты ГОСТ и DIN на высокопрочный крепеж
Сегодня “высокопрочка” поступает на рынок от отечественных, европейских и азиатских производителей. И если качество китайского крепежа вызывает недоверие у потребителей, то российский и европейский продукт пользуется большим спросом. Во многих зарубежных нормативах DIN, EN прописано использование болткомплектов (болт, гайка, шайба в сборе) от одного производителя. В наших документах нет таких правил. Нет в них и требований по виду защитного покрытия, тогда как европейские метизы оцинковываются, как правило, горячим методом.
Таблица 2. Стандарты на высокопрочный крепеж в России и Европе.
| Национальные стандарты РФ | Европейские стандарты |
| ГОСТ Р 52643-2006 Общие технические условия | DIN EN 14399-1:2006 Общие требования |
| ГОСТ Р 52644-2006 (ИСО 7411:1987) Болты | DIN EN 14399-2:2006 Проверка пригодности к предварительным натяжениям |
| ГОСТ Р 52645-2006 (ИСО 4775:1984) Гайки | DIN EN 14399-4:2006 Гарнитуры из болтов и гаек. Система HV |
| ГОСТ Р 52646-2006 (ИСО 7415:1984) Шайбы | DIN EN 14399-5:2006 Шайбы |
| DIN EN 14399-6:2006 Шайбы с фаской |
Основные виды высокопрочных болтов, винтов и шпилек, используемые в России строительными компаниями и машиностроительными предприятиями:
Перечисленные стандарты распространяются на шестигранные болты высокой прочности (БВП), разработанные для использования при монтаже строительных металлоконструкций из стали, а также в мостостроении и тяжелом машиностроении для создания высоконагруженных соединений. Размерный ряд ограничен диаметрами М16 – М48. Выпускаются в климатическом исполнении «У» и «ХЛ»
- ГОСТ 7798, ГОСТ 7805, DIN 933, DIN 931, ISO 4014, ISO 4017
Стандарты на БВП с нормальной шестигранной головкой, полной и неполной резьбой, используемые для скрепления деталей и элементов конструкций в автомобилестроении, других производственных и строительных областях. Имеют широкий диапазон диаметров от М3 до М64. Выпускаются без покрытия или оцинкованными разными способами (гальваническим, термодиффузионным, горячим). Аналоги с мелкой резьбой – DIN 960, DIN 961.
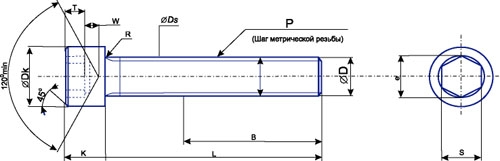
По данным стандартам изготавливаются винты с внутренним шестигранником и головкой в форме цилиндра, которые используются в самых разных отраслях промышленности. Винты DIN, ISO имеют более длинный перечень размеров, выпускаются только в высоких классах прочности 8.8, 10.9, 12.9, тогда как ГОСТ допускает их изготовление и низких классов, но ограниченного диаметра от М3 до М36.
Настоящие стандарты описывают требования к откидным винтам (болтам) с ушком и метрической резьбой диаметром от М5 до М36, которые применяются в станочных приспособлениях, в качестве детали соединения в машиностроении или совместно со строительными анкерами с внутренней резьбой.
Данные стандарты регламентируют размеры, длину, шаг и тип резьбы резьбовых шпилек (штанг). К высокопрочным относят шпильки с границей прочности 800…1200 Нм. Они имеют фиксированную длину 1000 или 2000 мм, диаметр от М4 до М48. Применяются в машиностроении, строительной отрасли, при монтаже кабельно-трубных эстакад.
Все вышеперечисленные метизы изготавливаются в черном исполнении (под покраску) и оцинкованном различными способами.
Усилие затяжки высокопрочных болтов

При установке БВП следует учитывать характер монтажного соединения: сдвигоустойчивое (фрикционное) или с несущими болтами. В первом случае соединение затягивается до требуемой (проектной) величины динамометрическими ключами для обеспечения сил трения между соединяемыми элементами. Момент затяжки – это усилие, приложенное к гайке или головке винта и создающее в теле метиза контролируемое усилие натяжения. Расчетные значения момента закручивания и усилия предварительной затяжки болтов сведены в специальные справочные таблицы.
Таблица 3. Нормы затяжки болтов (коэффициент трения 0,14)
| Диаметр резьбы, мм | Шаг резьбы, Р | Площадь сечения As, мм | Усилие предварительной затяжки Q, кН | Крутящий момент Мкр, кН | ||||
| 8.8 | 10.9 | 12.9 | 8.8 | 10.9 | 12.9 | |||
| М4 | 0,7 | 8,78 | 4,3 | 6,3 | 7,4 | 3,3 | 4,8 | 5,6 |
| М5 | 0,8 | 14,2 | 7 | 10,3 | 12 | 6,5 | 9,5 | 11,2 |
| М6 | 1 | 20,1 | 9,9 | 14,5 | 17 | 11,3 | 16,5 | 19,3 |
| М8 | 1,25 | 36,6 | 8,1 | 26,6 | 31,1 | 27,3 | 40,1 | 46,9 |
| М10 | 1,5 | 58 | 28,8 | 42,2 | 49,4 | 54 | 79 | 93 |
| М12 | 1,75 | 84,3 | 41,9 | 61,5 | 72 | 93 | 137 | 160 |
| М14 | 2 | 115 | 57,5 | 84,4 | 98,8 | 148 | 218 | 155 |
| М16 | 2 | 157 | 78,8 | 115,7 | 135,4 | 230 | 338 | 395 |
| М18 | 2,5 | 193 | 99 | 141 | 165 | 329 | 469 | 549 |
| М20 | 2,5 | 245 | 127 | 181 | 212 | 464 | 661 | 773 |
| М22 | 2,5 | 303 | 158 | 225 | 264 | 634 | 904 | 1057 |
| М24 | 3 | 353 | 183 | 260 | 305 | 798 | 1136 | 1329 |
| М27 | 3 | 459 | 240 | 342 | 400 | 1176 | 1674 | 1959 |
| М30 | 3,5 | 561 | 292 | 416 | 487 | 1597 | 2274 | 2662 |
| М33 | 3,5 | 694 | 363 | 517 | 605 | 2161 | 3078 | 3601 |
| М36 | 4 | 817 | 427 | 608 | 711 | 2778 | 3957 | 4631 |
| М39 | 4 | 976 | 512 | 729 | 853 | 3597 | 5123 | 5994 |
Где и как маркируется прочность на изделии?

Маркировка высокопрочных болтов
Требования к обозначению прочности болтов, винтов, шпилек прописаны в ГОСТ 1759.0-87 (для диаметров до 48 мм) и ГОСТ 18126-94 (для диаметров от 48 мм). Знаки маркировки хорошо читаются на метизах, поэтому потребитель может легко определить класс прочности крепежа, с которым имеет дело.
Болты с шестигранными головками, винты с цилиндрическими головками под внутренний шестигранник и резьбовые шпильки маркируются по прочности цифровым кодом 8.8, 10.9, 12.9, 14.9 (с разделительной точкой или без нее), а шестигранные гайки – 9, 10, 12, 14. Это нестираемые выпуклые или углубленные клейма, нанесенные на головку болтов сбоку или сверху.
Маркировка классов прочности на крепеже малых диаметров может выполняться по системе циферблата.
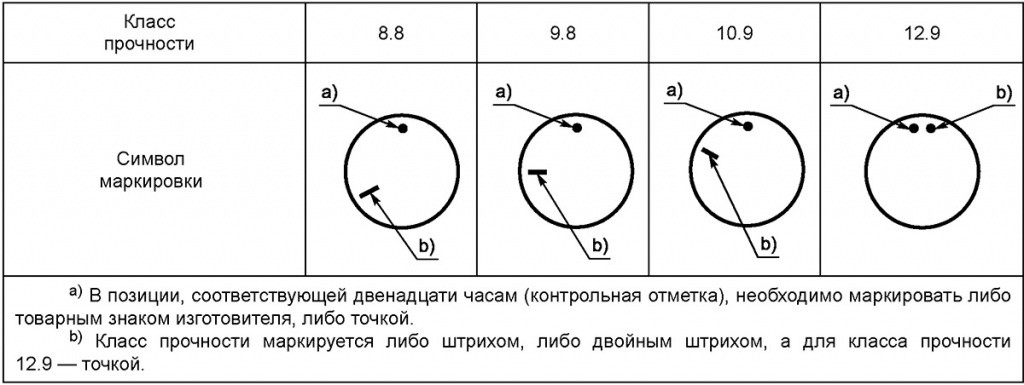
Таблица 4. Циферблатная маркировка прочности болтов
Классы прочности шпилек отображаются, как правило, на их торцевой поверхности. Если шпилька имеет неполную резьбу, то цифровой код может быть нанесен на ее гладкую часть. Для шпилек также может применяться маркировка цветом (желтый для класса 8.8, белый для 10.9) или условными обозначением, нанесенным на торец:
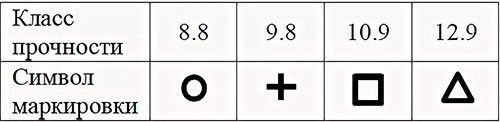
Маркировка высокопрочных шпилек
Критерии выбора высокопрочного крепежа
- Тип, размер и класс прочности крепежных изделий должен соответствовать проектной документации.
- Замену одних деталей крепления на другие вправе производить только специалист после проведения соответствующих нормативных расчетов.
- Крепежные изделия должны быть равны или превышать по прочности материал конструкции.
- Несущая способность БВП должна соответствовать поставленной задаче, а антикоррозийная защита соответствовать эксплуатационным условиям.
- Необходимо учитывать совместимость металла конструкции и метиза во избежание гальванической коррозии.
- Не стоит покупать высокопрочные метизы у поставщиков с сомнительной репутацией.
- Перед покупкой желательно провести визуальный контроль для выявления возможных дефектов.
Высокопрочные болты, винты и шпильки – это особый вид метизов, на которые возлагается большая ответственность за надежность и долговечность автомобилей, станков, грузоподъемной техники, мостов, эстакад, портовых сооружений, спортивных арен, других масштабных строительных объектов. Компания «Крепком» сотрудничает только с ответственными производителями, на предприятиях которых исследуется состав поступающего сырья, а каждая партия готового крепежа проходит испытания, установленные действующими стандартами. Кроме того, в собственной лаборатории «Крепком» осуществляется входной контроль поступающей продукции на соответствие стандартным прочностным показателям.
Изготовление болтов: технологии, марки стали, техпроцесс
Болт — это крепежный элемент, который широко применяется в строительстве, производстве технических приборов, бытовой техники, в машиностроении и во многих других областях. Как происходит изготовление детали болт на производстве и в условиях обычной мастерской, читайте в наше статье.
Болты — востребованные метизы
Деталь болт состоит из шляпки и шпильки (стержня) с наружной резьбой. Шляпка чаще всего имеет шестигранную форму. На головке может быть прямой или крестообразный шлиц. На многих разновидностях болтов шлиц отсутствует.

В болтовом соединении фиксация выполняется с помощью гайки, которую накручивают до нужного уровня на резьбу. Болтовое соединение появилось гораздо раньше сварки. Если сравнивать крепеж с помощью болтов и сварные швы, у болтового соединения есть следующие недостатки:
- При использовании болтового крепежа выше расход металла, чем при сварке.
- Прочность и долговечность болтового соединения зависит не только от прочности метиза, но и от баланса силы затяжки и плотности фиксации болта.
- Для обеспечения высокопрочного соединения требуется соответствие прочности резьбы болта и резьбы гайки. Любое несоответствие негативно сказывается на качестве крепежа.
- Нагрузка на болт при закручивании и при эксплуатации должна быть центрированная. Этот вид метизов не рассчитан на длительные нагрузки с изгибающим усилием.
- Болтовое соединение не такое прочное из-за отверстия.
При этом у болтов есть важные преимущества:
- Универсальность. Болты можно найти везде: в сборке летательных аппаратов и в кухонной бытовой технике.
- Простой монтаж. При затягивании следует учитывать материал, в который закручивается метиз. Для застопоривания резьбы (чтобы гайки не раскручивались) в условиях вибрации принято использовать анаэробные герметики.
- Надежность и длительный срок эксплуатации. Под каждый тип условий эксплуатации болтового соединения можно подобрать детали из соответствующего материала (легированные и углеродистые стали, латунь и другие сплавы).
- Возможность разобрать соединение за считаные минуты. В редких случаях происходит закисание головки болта: если использована деталь, не имеющая антикоррозийного покрытия, или в случае длительной эксплуатации крепежа.

Классификация болтов по конструктивным особенностям и сфере применения:
- Высокопрочные болты — крепежные изделия из легированных сталей (содержание углерода до 0,4%), работают на осевое растяжение. Болты высокопрочные термически обрабатывают в специальных электрических печах для увеличения прочности и защиты деталей от коррозии. Для затягивания гаек на высокопрочных болтах необходим специальный ключ.
- Самонарезающие болты — изготавливаются из термоупрочненной стали. Крепеж не сквозной. Используются для крепления профлиста и прочих листовых материалов к каркасу, фахверку или обрешетке. — передают растягивающее усилие с вертикальных конструктивных элементов на основание. Пример использования — закрепление оконной рамы внутри проема.
- Болты особой конструкции — болт анкерного типа с гайкой, рым-болт (на головке имеется проушина или кольцо), метизы с T-образной и U-образной головкой, с квадратной формой подголовка, изогнутые болты для фундамента. Метизы предназначены для конкретных задач.
По типу резьбы различают следующие виды болтов:
- С метрической резьбой — форма профиля резьбы равнобедренный треугольник.
- С трапециевидной резьбой — форма профиля резьбы трапеция.
- С упорной резьбой — профиль резьбы имеет форму треугольника с прямым углом у основания. Этот вид резьбы применяется для компенсации значительных нагрузок в боковых направлениях.
- С прямоугольной резьбой — такие болты используются при высоком давлении на крепежную деталь.
Если вы умеете обращаться с токарно-винторезным станком и нарезать резьбу плашкой, небольшую партию метизов можно сделать самостоятельно. Если же болты нужны в большом количестве, проще заказать партию изделий заводского качества или приобрести необходимый крепеж в магазине.
Заготовка для изготовления крепежа — какой должна быть?
Прежде чем приступить к технологическому процессу изготовления болта, необходимо определить его основные параметры:
- Диаметр резьбы (варьируется от 1,6 до 160 мм).
- Диаметр участка шпильки, на котором резьба отсутствует.
- Размер крепежа под ключ (обычно составляет 1,3-1,4 диаметра шпильки для шестигранных метизов).
- Длина шпильки, длина резьбы.
- Наличие отверстий, шлицов, углублений в головке.
- Уровень точности изготовления (повышенная, нормальная, грубая, классы А, В и С соответственно).
В качестве материала для будущего болта используется стальная заготовка. В зависимости от предназначения и класса прочности метиза, используются разные виды стали:
- Легированные стали марок А2 и А4.
- Стали закаленные и отпущенные, с присадками из бора, марганца или хрома.
- Коррозионно-стойкие стали (марки 20Х13, 20Х18Н10Т).
Болты изготавливают из сплавов цветных металлов (медь, латунь, бронза). Заготовки для дальнейшего нанесения резьбы на станке можно приобрести в магазинах крепежа. В условиях производства заготовки делают в промышленных масштабах методом штамповки. В качестве исходного материала при изготовлении болта на токарном станке используется стальной пруток, имеющий шестигранную либо цилиндрическую форму.
К качеству заготовок для заводской штамповки предъявляют более высокие требования. При оценке качества исходного сырья проверяют следующие параметры:
- Пластичность стали, прочностные и антикоррозийные характеристики.
- Наличие структурных дефектов (пузырей газа, включений неметаллов, неровностей поверхности).
Заготовки для холодной штамповки предварительно чистят от внешних дефектов механическим путем или прокаливанием. Для удаления ржавчины и жировых загрязнений заготовки выдерживают в растворе серной кислоты или в концентрированной соляной кислоте. Очищенные заготовки подвергают известкованию, затем наносят смазочный материал. Только после всех перечисленных манипуляций сырье поступает на штамповку. Для горячей штамповки заготовки нарезают с помощью ленточных станков. Исходное сырье проверяют также тщательно, как в случае с холодной штамповкой.

Технологическое изготовление болта
Существуют два принципиально разных метода изготовления этого вида крепежа:
- Точение — процесс изготовления болтов штучно или небольшими партиями из стального прутка на токарно-винторезном станке.
- Холодная или горячая штамповка в заводских условиях с последующей накаткой резьбы.
Процесс изготовления болтов независимо от метода состоит из следующих этапов:
- Подготовка металлического прутка (катанки).
- Нарезание заготовок нужной длины.
- Выполнение фаски на конце шпильки.
- Формовка головки болта.
- Нарезание резьбы.
На всех стадиях производства выполняется контроль качества. При изготовлении метизов по индивидуальному чертежу первая изготовленная деталь проверяется максимально тщательному контролю. При обнаружении отклонений от технического задания следует пересмотреть технологический процесс изготовления болта и найти причину несоответствия.
Изготовление на токарно-винторезном станке
Этапы и методы обработки заготовки зависят от типа исходного материала (шестигранный или цилиндрический пруток, характеристики металла), а также от степени точности заготовки. Горячекатанные заготовки обладают меньшей точностью, что исключает возможность точного центрирования будущей детали на токарно-револьверном станке или на станке с ЧПУ.
Техпроцесс изготовления детали болт на токарном станке из холоднотянутого шестигранного прутка делится на несколько этапов:
- От стального прутка с помощью ножовки по металлу отрезают заготовку нужной длины.
- Заготовку фиксируют в шестигранной цанге, чтобы головка детали не смесилась относительно центральной оси будущего болта.
- Подрезка торца прутка в размер, центрирование на токарно-винторезном станке.
- Обтачивание заготовки до получения заданных размеров, снятие фаски с помощью резцов.
- Нарезание резьбы с помощью плашки или
резьбового резца. - Обтачивание головки болта, снятие фаски.
- Обработка головки фрезой.
Если имеются особые требования к шестиграннику головки детали, техпроцесс изготовления болта на токарном станке усложняется. Чтобы исключить смещение оси головки относительно оси цилиндра, заготовку подвергают дополнительной обработке.
Изготовление болтов холодной штамповкой
Первый этап техпроцесса — подготовка металла к процессу штамповки:
- Поверхность заготовки должна быть ровной и блестящей. Зачистку поверхности в условиях производства выполняют механически либо с помощью прокаливания.
- Выполняется очистка от окалины и жировых загрязнений.
- Смазывания поверхности заготовки (предварительно поверхность металла покрывают подсмазочным слоем, перед волочением это обязательно).
Окалину с поверхности металлических заготовок обычно удаляют путем травления. Для этого пруток погружают в раствор серной или соляной кислоты определенной концентрации на время от 5 минут до получаса. Чтобы устранить травильный шлам, заготовки промывают в горячей воде. Если травление проводилось с помощью раствора серной кислоты, остатки смывают и нейтрализуют известкованием прутка.
Изготовление болтов из металлического прутка происходит без нагрева металла. Деформация заготовки при холодной штамповке сопровождается наклепом — увеличением механической прочности металла. Готовая деталь получается путем заполнения стандартного штампа заданной конфигурации материалом заготовки. Далее происходит высадка детали — извлечение готового металлического метиза из штампа.
Преимущества метода холодной штамповки при производстве болтов:
- Высокий уровень производительности техпроцесса.
- Максимальная чистота поверхностей деталей и точность типоразмеров.
- Изготовление болтов с диаметром стержня до 52 мм.
При выборе метода холодной штамповки следует учитывать соотношение размеров головки и диаметра стержня детали, а также соотношение диаметра головки к ее высоте и показатели относительной и истинной деформации. Если соотношения для перечисленных величин выше критических значений, следует рассмотреть возможность изготовления детали горячей штамповкой.
Изготовление болтов горячей штамповкой
Суть горячей штамповки заключается в осадке металла и к перераспределению его от середины к краям штампа. Если штамповка происходит в открытых штампах, образуется заусенец из металла (облой). Штамповка в закрытых штампах называется безоблойной. Техпроцесс изготовления детали болт с помощью горячей штамповки начинается с очистки и нарезания заготовок. Затем заготовки проходят полный цикл операций по превращению в прочный и надежный крепеж:
- Разогрев до 1000 градусов с помощью индуктора.
- Формирование головки детали с помощью ударного пресса.
- Снятие фаски на фрезерном станке.
- Нарезание резьбы на автоматическом станке.
Чтобы обеспечить высокую коррозийную стойкость крепежа, болты подвергают оцинковке. Этапы нанесения покрытия:
- Промывка деталей в горячей воде.
- Химическая очистка поверхности от окислов металла путем травления в соляной кислоте.
- Нейтрализация оставшейся кислоты с помощью повторной промывки водой.
- Погружение деталей в цинковый раствор, разогретый до температуры 450 градусов.
При химической гальванизации слой цинка на деталь осаждают в растворе электролита. Готовые болты полируют и устраняют механические дефекты.
Горячая штамповка обеспечивает высокие прочностные характеристики готовых метизов. В первую очередь это касается штамповки в закрытых штампах. Повышенная прочность объясняется тем, что волокна, ориентированные по форме контура штампа, не обрезаются вместе с заусенцем (безоблойная штамповка).
Высокопрочные болты — маркировка и стандарты
Болты входят в число самых распространенных и популярных элементов крепления в различных областях деятельности, начиная от машиностроения и строительства, и заканчивая мелким домашним ремонтом. Болт выглядит как стержень из металла с нанесенной резьбой и головкой, форма которой обеспечивает надежный захват инструментом для обеспечения крутящего момента. Самые распространенные варианты таких метизов имеют шестигранные головки — под ключ подходящего размера.
Маркировка высокопрочных болтов
Существует много классификаций, в которых приняты различные обозначения высокопрочных болтов. Но наиболее значимая характеристика, по которой их различают и делят на группы, это прочность болтов по отношению к физическому давлению. Стойкость к такому воздействию характеризует функциональный потенциал метиза и его срок службы. Она также распространяется на способность крепежного соединения противостоять изменениям температуры и другим явлениям искусственного и природного характера.
Вот некоторые из используемых обозначений:
| Класс прочности | Материал изготовления | Основные типоразмеры |
|---|---|---|
| Болты класса прочности 8.8 | 40Х | М30-М64 |
| 40ХН2МА | М30-М64 | |
| 40ХН | М30-М64 | |
| Болты класса прочности 10.9 | 40Х | М12-М36 |
| 40ХН2МА | М24-М48 | |
| Болты класса прочности 12.9 | 40Х | М12-М30 |
| 40ХН2МА | М24-М36 |
Метизы, имеющие класс прочности 8.8, производятся из закаленной стали и подходят для большинства строительных и монтажных работ. Болты более высокого класса прочности рассчитаны не только на постоянную нагрузку, но и на переменное давление, поэтому применяются в конструкциях повышенной сложности, а также там, где планируется регулярный монтаж и демонтаж отдельных элементов.
Эксплуатация высокопрочных болтов (сферы, области и примеры)
Применение высокопрочных болтов часто встречается в таких сферах как строительство, изготовление дорожной техники, приборо- и машиностроение, а также других областях, связанных с производством. Высокий спрос на них обусловлен тем, что такие метизы практически не имеют ограничений по эксплуатации и применяются и в токсичных агрессивных средах, и при низких температурах (до −60С).
Высокопрочные крепежные элементы выдерживают как постоянные нагрузки, так и переменные, с перемещаемым центром тяжести, и даже сильные вибрации. Поэтому с помощью этих метизов строят здания, изготавливают промышленную аппаратуру, тяжелую технику (в том числе и военную) и спецтранспорт узкого назначения (краны, погрузчики и т. п.).
Таблица высокопрочных болтов (стандарты)
Производителей высокопрочных болтов не так много, поскольку для изготовления этих метизов необходимо сырье высокого качества, а технологии производства сложны. Сталь высокопрочных болтов должна отвечать большому списку требований и ограничений. Большинство заводов по производству таких крепежей имеют собственные конструкторские отделы для разработки нестандартных индивидуальных заказов, особенно под класс прочности 12.9. Кроме того, такие предприятия обычно снабжены лабораториями контроля качества для тщательной работы с сырьем и тестирования готовой продукции.
Правила монтажа высокопрочных болтов
Перед началом работ всегда производится предварительный анализ технических условий эксплуатации будущей конструкции. На выбор нужного метиза будут влиять следующие факторы:
- Характеристики дополнительной фурнитуры.
- Коэффициент закручивания.
- Соответствие технических и механических свойств метиза той среде, в которой он будет работать.
- Устойчивость к различным внешним воздействиям.
- Свойства стали, из которой он сделан.
- Шаг и тип резьбы.
- Отверстия в соединяемых элементах совмещают и жестко закрепляют элементы с помощью сборочных пробок. Обычно пробками скрепляют десятую часть отверстий — этого вполне достаточно для надежной фиксации.
- В отверстия, свободные от пробок, вставляют высокопрочные болты и производят их натяжение в соответствии с правилами и с усилием, указанным в технических документах.
- Затем извлекают сборочные пробки, устанавливают оставшиеся болты и натягивают все детали до проектной силы. После этого рабочую поверхность можно грунтовать.
Пользуйтесь тарировочном ключом, который позволяет контролировать и регулировать силу натяжения болтов.
Нержавеющие стали для изготовления крепежа и метизов
Нержавеющие стали - наиболее качественный материал для изготовления крепёжных и метизных изделий. Непосредственно сталь – это смесь железа и углерода. Свойства таковой зависят от количественного содержания в первую очередь железа и углерода, а также и других элементов (титан, молибден, никель, ниобий, сера, фосфор и т.д.). Высоким сопротивлением ржавлению отличаются стали с примесью хрома и небольшим количеством углерода. В процентном соотношении нержавеющая сталь – это смесь железа (Fe), углерода (C < 1,2%) и хрома (Cr >10,5%). Также могут добавляться различные легирующие элементы, как титан, молибден, никель, сера и прочие для придания особых свойств. Для нержавеющей стали обязательным является содержание углерода меньше, чем 1,2%, и хрома больше, чем 10,5%. В мире существуют разные классификации и стандарты сталеварной промышленности. Отдельные классификации могут совпадать, другие – не будут иметь аналогов.
Так, основными мировыми стандартами нержавеющей стали являются:
- ГОСТ - Государственный Стандарт (Применяются на постсоветском пространстве. Российские стандарты идут с приставкой “Р” - ГОСТ Р)
- AISI - американский институт чугуна и стали
- ASTM - American Society for Testing and Materials
- EN - европейские нормы
- DIN - Deutsche Industrie Norm
- DIN EN - Европейские Стандарты в немецком издании
- SUS – японский стандарт JIS
Наиболее применяемые марки стали в производстве имеют аналоги в каждой из систем.
Нержавеющая сталь подразделяется на несколько групп:
Аустенитные нержавеющие стали
Высокая прочность, стойкость к коррозии, пластичность, а также высокая технологичность. Слабо- и немагнитные, содержат около 15-20% хрома и 5-15% никеля, который придаёт противокоррозионные свойства. Может подвергаться сварке, холодной обработке давлением и горячей обработке. В классификаторах обозначаются буквой «А». Эта группа наиболее популярна в изготовлении крепёжных элементов. Аустенитная нержавеющая сталь делится на подгруппы:
- А1 (DIN 1.4305; AISI 303; ГОСТ 12Х18Н10Е) – с примесью серы, из-за чего нержавеющая сталь становится подвержена коррозии, но обладает повышенной износостойкостью и твёрдостью. А1 используется для изготовления штифтов, пружинных шайб, подвижных соединений, а также некоторых видов шплинтов.
- А2 (DIN 1.4301, 1.4948, 1.4306; AISI 304, 304Н, 304L; ГОСТ 12Х18Н10, 08Х18Н10, 03Х18Н11) – самая распространённая, характеризуется нетоксичностью, немагнитностью, не закаливаема и устойчива к коррозии. При холодной обработке (штамповке, высадке) сталь А2 может становиться слабомагнитной. Крепёжные элементы из смеси А2 нельзя использовать в агрессивном окружении (в помещениях с сильной кислотностью или хлорированостью). Может выдерживать температуру до -200˚C. Нержавеющая сталь А2 не содержат титана, так как он лишает материал пластичности, а при штамповке пластичность необходима. Сталь А2 используют в изготовлении посуды и крепёжных элементов для пищевого и химического оборудования.
- А3 (DIN 1.4541; AISI 321; ГОСТ 08Х18Н10Т) – смесь, подобная А2, но с добавлением легирующих элементов – титана, ниобия или тантала. Они повышают устойчивость стали к коррозии при высоких температурах и придают ей пружинные свойства. А3 используется при изготовлении шайб, колец и других подобных элементов, где необходима жесткость и пружинистость.
- А4 (DIN 1.4401, 1.4404, 1.4435; AISI 316, 316L, 316S; ГОСТ 03Х17Н14М2, 03Х17Н14М3, 03Х17Н14М3) – сталь с примесью молибдена (2-3%). Крепёж А4 используется там, где нельзя применить А2 – в кислотной и хлорсодержащей среде, поэтому сталь А4 вторая по популярности при изготовлении крепежа. Она без потери свойств выдерживает температуру до -60˚C, коррозиестойкая, как на воздухе, так и в воде, не намагничена.
- А5 (DIN 1.4571; AISI 316Ti; ГОСТ 08Х17Н13М2Т) – смесь, с дополнительными легирующими добавками – титаном, ниобием, танталом и прочими с процентным соотношением, которое придаёт стали повышенную сопротивляемость к высоким температурам. А5 используется, как и А3, для изготовления деталей с пружинными свойствами и высокой жёсткостью, но выдерживает высокие температуры и агрессивную кислотную среду.
Химический состав сталей А1, А2, А3, А4, А5
| Марка | Хром | Никель | Молибден | Медь | Фосфор | Селен |
| А1 | от 16 до 19% | от 5 до 10% | 0,7% | от 1,75 до 2,25% | 0,200% | от 0,15 до 0,35% |
| А2 | от 15 до 20% | от 8 до 19% | - | 4% | 0,050% | 0,03% |
| А3 | от 17 до 19% | от 9 до 12% | - | 1% | 0,045% | 0,03% |
| А4 | от 16 до 18,5% | от 10,5 до 14% | от 2 до 3% | 1% | 0,045% | 0,03% |
| А5 | от 16 до 18,5% | от 10,5 до 14% | от 2 до 3% | 1% | 0,045% | 0,03% |
Мартенситные нержавеющие стали
Более твердые, чем аустенитные стали, может быть магнитной. Мартенситные стали упрочняются закалкой с последующим отпуском и находят применение как режущие кромки инструмента, при изготовлении столовых приборов. Активно применяются в машино- и приборостроении. Они более подвержены коррозии, хотя имеют хорошую стойкость к коррозии в слабоагрессивной среде, такой как слабый кислотный раствор, либо слабый щелочной раствор. В классификационных таблицах обозначены буквой «С».
Ферритные нержавеющие стали
Этот вид стали намного мягче мартенситных из-за небольшого содержания углерода. Он обладает магнитными свойствами. Начальная буква в обозначении - «F». Преимущества: стойкость к коррозии в азотных кислотах, водных растворах аммиака, азотной смеси, аммиачной селитре и других высокоагрессивных средах. Применяется: пищевая промышленность, легкая промышленность, изготовление изделий для окислительных сред, бытовые приборы, теплообменное оборудование в машиностроительной отрасли;
Аустенитные стали подгрупп А2 и А4 – наиболее популярны в изготовлении нержавеющих крепёжных элементах. Но состав всех типов нержавеющей стали может не соответствовать стандарту по содержанию и содержать незначительное количество примесей, которые не будут включены в описание товара со ссылкой на «коммерческую тайну», но эти примеси будут придавать конкретные необходимые свойства сплаву, в соответствии с типом крепежа.
Читайте также: