Сталь для корпусных деталей
Обновлено: 18.05.2024
Какие металлические корпуса мы привычно используем для современных приборов, например, для радиоэлектронной аппаратуры (РЭА)? Обычно это не просто согнутый под прямым углом кусок металла. Чаще всего это трехмерные технологические узлы со сложной внутренней структурой (перегородки, пазы, крепления и т. п.). Для изготовления таких корпусов используется листовая сталь (или нержавейка) и алюминий. В этой статье мы как можно подробнее рассмотрим, как происходит изготовление корпусов из стали.
Изготовление корпусов из нержавеющей стали: преимущества и недостатки
В состав нержавеющей стали введен хром и другие химические примеси (к примеру, азот, никель), что делает ее более пластичной и вязкой. Популярен этот металл из-за большого количества его плюсов, а именно хорошей прочности, износостойкости, устойчивости к коррозии, соответствия гигиеническим нормам. Кроме того, нержавеющая сталь отлично поддается сварке и холодной формовке.
Долговечность этого материала может составлять до 50 лет, независимо от вида изделия и места его установки. Это долгий срок, но за это продолжительное время нержавеющая сталь практически не изменяет своих изначальных свойств. Еще одним плюсом этого материала является отсутствие необходимости в постоянном уходе и покраске.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Сегодня нержавеющую сталь применяют почти во всех сферах человеческой деятельности. И если раньше ее применяли только в промышленности, то теперь ее используют и в строительстве зданий и различных сооружений. Нержавеющая сталь обладает высоким функционалом и практична в использовании.
Также сталь можно встретить и в интерьерах домов. На сегодняшний день из этого материала изготавливают двери, перила, элементы декора и другие подобные изделия. Нержавеющая сталь применяется в области электроэнергетики, в домашнем хозяйстве, в химической и пищевой промышленности.
Помимо ряда плюсов, нержавеющая сталь имеет и минусы. Один из них – это сложность механической обработки такого материала. Вторым ощутимым недостатком можно считать ее высокую стоимость.
Какие особенности имеет изготовление корпусов из стали
В области радиоэлектроники широко применяются корпуса (в качестве оболочки), изготовленные из нержавеющей стали. Они обладают высокой прочностью и надежностью, могут быть любой формы и подойдут для большинства приборов. Изготовление корпусов из нержавеющей стали осуществляется на высокотехнологичной аппаратуре, которая управляется через компьютерную программу.
Форма корпуса может быть практически любой, что дает возможность использовать его в таком оборудовании, как:
- терминал для оплаты;
- торговый (вендинговый) автомат;
- электрический щит;
- оборудование для торговли;
- другие приборы и аппараты.
Основой для изготовления корпусов служит высококачественная сталь. Они получаются очень крепкими и имеют высокие противоударные свойства. Стальной корпус – это отличный экран, защищающий приборы от радиопомех. Листовая сталь позволяет изготавливать корпуса любых размеров, и по этой причине этот материал применяется во многих сферах. К ним относятся:
- приборы для радиоэлектроники;
- аппаратура для телекоммуникации;
- техника для медицины;
- все разновидности сигнализаций;
- оборудование для электротехники;
- оптические приборы.
Осуществляя выбор стального корпуса, следует помнить о следующих особенностях, а именно:
- размер корпуса должен подбираться в соответствии с количеством элементов, которые будут монтироваться внутрь;
- частота транспортирования прибора;
- наличие электрических коробок, обеспечивающих соединение с внешними приборами;
- наличие контроллера частоты;
- условия эксплуатации прибора (наличие влаги);
- наличие у аппарата дисплея и консоли.
Рекомендуем статьи по металлообработке
Изготовление корпусов из стали может производиться с возможностью крепления к вертикальным и горизонтальным поверхностям.
Корпуса из стали обладают следующими преимуществами:
Как происходит изготовление корпусов из стали для РЭА
Изготовление корпусов из стали – процедура довольно сложная с применением ряда технических операций. Для этого недостаточно просто изогнуть лист стали по необходимому контуру. В стальных корпусах для РЭА требуется сверление отверстий разного диаметра, изготовление крепежей, перегородок и т. п.
Чаще всего стальной корпус для РЭА представляет собой массивное изделие из листовой стали, изготовленное с использованием сварки или винтовых соединений. Изготовление корпусов из стали для РЭА несложно, и для этого не требуется применение специального оборудования. Но чаще всего они изготавливаются вместе с корпусами для промышленного оборудования в производственных цехах. Это позволяет проработать корпус более детально, вследствие чего его внешний вид становится намного аккуратнее.
Стальные корпусы для РЭА подразделяются на:
Представляют собой изделия, размещаемые в разнообразных электрических и электронных узлах оборудования разного назначения. К такому оборудованию могут относиться пожарные, охранные, телекоммуникационные и другие системы. Такие корпуса позволяют защитить аппаратуру не только от воздействия окружающей среды, но и закрывают доступ к дорогим устройствам, находящимся внутри подобных аппаратов.
В таких корпусах располагаются печатные платы, разнообразные модули и другие узлы. Подобные стальные корпуса обычно монтируют в специализированные шкафы и стойки. Также существуют корпуса настольного исполнения.
Такие стальные корпуса содержат различные узлы электрической аппаратуры. Изготовление их осуществляется с применением листового металла, что делает возможным применение подобных конструкций во многих сферах.
Подобные стальные корпуса имеют узкое применение – для блоков питания различной аппаратуры: телефонов, бытовой и медицинской техники, систем видеонаблюдения и т. д.
Существует ряд критериев, по которым осуществляется выбор стального корпуса для РЭА. К ним можно отнести размеры и другие параметры изделия. Перечислим виды стальных корпусов для РЭА.
По назначению есть стальные корпуса для:
- частой транспортировки;
- эксплуатации в условиях повышенной влажности;
- соединения электрических коробок;
- контроллеров частоты;
- пультов управления и дисплеев.
По способу крепления:
- располагаемые на горизонтальной поверхности;
- размещаемые на стенах (вертикальных поверхностях).
При изготовлении корпусов из стали для РЭА используют детали, сделать которые особенно сложно. К ним можно отнести стальные корпусы:
- Монолитные – из массива металла.
- Сборные – сделанные из нескольких элементов с использованием каких-либо способов крепления.
- Гнутые – изготовленные в результате гибки металла. Такие корпуса можно вставлять друг в друга или соединять между собой при помощи клея, пайки или сварки.
Стальные корпуса для РЭА имеют следующие особенности, они:
- ударопрочные;
- долговечные;
- не плавятся при повышенных температурах;
- мало подвержены коррозии;
- стойки к химическому воздействию;
- мобильны.
Изготовление корпуса из стали своими руками
Для самостоятельной сборки электроники дома необходимо умело обращаться с паяльником, иметь навыки чтения схем. Также не помешает опыт сборки электронных компонентов и настройки их параметров (регулировки). Собранные компоненты помещаются в корпус, подходящий по всем требованиям, предъявляемым к данному изделию.
Чаще всего в роли защитного кожуха для таких приборов используется корпус какого-либо неисправного или ненужного прибора, более или менее подходящего по габаритам. Второй вариант – это приобретение готового корпуса в радиотехническом магазине, где вы также выбираете из существующего ассортимента.
Корпуса, изготовленные по всем требованиям и идеально подходящие под конкретное изделие, большая редкость. Изготовление корпусов из нержавеющей стали производится из тонких листов, толщина которых 0,5–1 мм, иногда 1,5 мм. Большинство считает, что изготовление таких корпусов осуществляется на специальных заводах или заказывается у специалистов, а дома выполнить такую работу невозможно из-за отсутствия необходимого оборудования.
Действительно, установка подобного оборудования дома проблематична, но существуют малогабаритные приспособления, которые возможно разместить в квартире и произвести с ними гибочные операции. Размер таких приспособлений зависит от размера корпуса и толщины листа металла.
Приспособление включает в себя две части:
- удерживающее лист (далее в тексте «держатель»);
- гнущее лист (далее в тексте «гиб»).
Такое приспособление комплектуется одним держателем и несколькими гибами. Чем большее количество гибов в комплекте, тем больше гибочных работ вы сможете выполнить с помощью них.
Держатель также имеет две составные части: опору и прижим. В роли опоры выступает деревянный или металлический элемент (доска, уголок и т. п.). Это позволяет получить устойчивую опору и возможность крепления в слесарных тисках. Уголок более удобен для использования в качестве прижима. Эти два уголка соединяются между собой болтами с гайками. С помощью таких болтов в дальнейшем осуществляется сжатие изгибаемого металлического листа.
Гиб представляет собой два одинаковых металлических уголка, в которых просверлены отверстия по краям. Через эти отверстия с помощью болтов с гайками осуществляется крепление и зажим гиба на тонколистовом металлическом листе. Посередине одного из уголков предусмотрено отверстие, куда устанавливается болт. На него ставится металлическая труба, которая служит рукояткой. Ее длина подбирается опытным путем.
При изготовлении гиба следует учесть некоторые особенности. Подобранные уголки обязательно подбираются одинакового профиля, длины и отверстия должны находиться на одном уровне. Для этого два уголка равномерно зажимаются, например, в тиски, так, чтобы все их стороны были совмещены. Если хотя бы одно отверстие на уголках не совпадет, то равномерный изгиб заготовки будет невозможен.

На фотографии представлена заготовка из металлического листа (толщиной 0,75 мм), зажатая в держатель. Опора выполнена из металлического уголка и закреплена в слесарных тисках. Между держателем и гибом необходимо предусмотреть зазор в толщину ножовочного полотна. Непосредственно перед началом загиба через этот зазор производится поверхностный неглубокий надпил. После этого рукоятка поворачивается в вертикальное положение, и производится гибка листа под прямым углом в месте надпила.
Радиус загиба зависит от того, насколько сильно заготовка зажата в гибе. Сильное сжатие – малый радиус. Если надпил в месте изгиба равен трети толщины листа, то при правильном усилии угол изгиба получится практически равным 90 градусам.

На верхних снимках изображены пробные экземпляры, а на нижнем – готовые корпуса.

На рисунке выше приведет эскиз приспособления. Приведенный вариант рассчитан на тонколистовое железо толщиной до 1,1 мм. Сложностей при эксплуатации такого приспособления не возникает. Достаточный запас гибов разной длины позволит изготовить корпуса из стали различного размера и сложности.
Если вы ищите, где по экономичной цене приобрести корпуса РЭА, то стоит обратиться в ООО «Треком». Профессионалы своего дела представят вам самые разнообразные типы изделий, отвечающие практически любым запросам. Материалы и вариации корпусов РЭА, имеющихся в ассортименте, дадут вам возможность найти изделия практически для любых условий, способные защитить ваше оборудование от большинства неблагоприятных условий эксплуатации.
Имеется богатый выбор корпусов из алюминиевого профиля:
- стандартные;
- фланцевые;
- многоцелевые;
- герметичные.
Условия поставок корпусов из стали и алюминиевого профиля, которые предлагает ООО «Треком», всегда ориентируются на интересы клиентов. В случае возникновения вопросов, высококвалифицированные сотрудники обязательно проведут необходимую консультацию. Все это ориентировано на то, чтобы клиенты ООО «Треком», приобретая корпуса из стали и алюминиевого профиля, подбирали для себя самые оптимальные и выгодные решения, позволяющие максимально эффективно вести свое дело.
Опыт сотрудников ООО «Треком» позволяет использовать уже имеющиеся схемы в разработке корпусов из стали для ваших изделий. Это дает возможность не только экономить время, но и использовать только эффективные, работающие решения. Итак, со своей стороны ООО «Треком» всегда предлагает:
Опытные специалисты используют только высокопрофессиональное оборудование, которое отвечает всем техническим стандартам, используемым сегодня в разработке корпусов из стали и алюминиевого профиля. Применение программных средств способствует не только точности, но и оперативности исполнения заказов наших клиентов.
Помимо непосредственной разработки корпусов из стали и алюминиевого профиля, наши специалисты берутся за любые сопроводительные работы: гравировку, дополнительные покрытия, присоединение к корпусу функциональных элементов (например, выключателей, ножек, ручек и т.д.), упаковку и доставку готовых изделий в зависимости от желания заказчика.
Производство корпусов из стали и алюминиевого профиля осуществляется собственными силами без привлечения сторонних исполнителей. Это позволяет держать под контролем весь процесс изготовления изделий. Кроме того, такой подход исключает какие-либо перебои поставок и позволяет добиться максимальной оперативности работы.
Предусмотрен индивидуальный подход к сотрудничеству с постоянными заказчиками. Например, возможно постепенное изготовление большой партии с необходимостью оплаты только того количества корпусов из стали и алюминиевого профиля, которое требуется заказчику на конкретный период.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Обработка корпусных деталей
Большинство корпусных деталей (металлорежущих станков, стационарных редукторов, центробежных насосов) изготавливают из серого чугуна СЧ15, СЧ18, СЧ21, С424.
Для сварных корпусных деталей применяют, в большинстве случаев, малоуглеродистые стали: СтЗ и Ст4.
Корпусные детали, работающие в условиях вибрации (землеройные и дорожные машины) изготавливают из ковкого чугуна или литейной стали 15Л.
В последнее время все большее применение для изготовления корпусных деталей машин получают алюминиевые сплавы.
Заготовки корпусных деталей изготовляют литьем или сваркой.
Для правильного выбора способа получения заготовки нужно рассматривать комплексно процесс получения заготовки и процесс дальнейшей ее механической обработки, совокупная стоимость которых должна быть минимальной.
Так как основными рабочими поверхностями корпусных деталей являются их плоскости, основные и крепежные отверстия, то ниже рассмотрены технологические методы их обработки.
Обработку плоских поверхностей можно производить; строганием, фрезерованием, точением, протягиванием, шлифованием, шабрением, полированием, накатыванием.
Строгание применяется в единичном и мелкосерийном производстве, а также при обработке крупных, тяжелых деталей большой длины и малой ширины. Строгание производится на продольно-строгальных и поперечно-строгальных станках.
При строгании на продольно-строгальных стайках стол, с закрепленной на нем заготовкой, совершает возвратно-поступательное движение. Поперечное перемещение осуществляется прерывисто резцовым суппортом.
Продольно-строгальные станки изготавливаются одностоечными и двухстоечными, с одним, двумя и четырьмя суппортами.
На поперечно-строгальных станках возвратно-поступательное движение имеет резец.
Заготовка, закрепляемая на столе станка, получает поперечную прерывистую подачу.
Строгание может быть черновое, чистовое и тонкое. При черновом строгании обеспечивается точность 11-12 квалитет, шероховатость Rz = 20 - 80 мкм; при чистовом - 9 - 10 квалитет точности и R a= 1,0 . 5,0 мкм; тонком - 7 - 9 квалитет точности и Ra = 0,3 . 1,0 мкм.
Для чистового и особенно тонкого строгания в последнее время все более широкое применение находят широкие резцы.
Недостатком процесса строгания является низкая производительность, достоинством - простота оборудования, технологической оснастки.
Фрезерование может производиться на консольно-фрезерных станках с ЧПУ, обрабатывающих центрах, продольно-фрезерных (1-8 шпинделей), карусельно-фрезерных (1-3 шпинделя) и барабанно-фрезерных (4 шпинделя) станках.
Для обработки плоскостей небольших деталей в единичном и серийном производстве используют консольно-фрезерные станки.
При этом для повышения производительности труда в серийном производстве применяют станки с поворотными столами и двухпозиционные поворотные приспособления.
В мелкосерийном - крупносерийном производствах обработку плоскостей поверхностей корпусных деталей производят на станках с ЧПУ. Для обработки плоскостей средних и крупных деталей в мелкосерийном и крупносерийном производствах применяют продольно-фрезерные станки с групповой обработкой деталей одновременно несколькими фрезами. При этом используются различные схемы установки деталей (рис. 7.20).
При этом одновременно можно обрабатывать разные детали.
В крупносерийном и массовом производстве получил применение высокопроизводительный способ обработки - непрерывное фрезерование. Оно выполняется на карусельно-фрезерных и барабанно-фрезерных станках.
Карусельно-фрезерные станки применяют для обработки сравнительно небольших плоскостей корпусных деталей (до 600 мм) (рис, 7.21).
Барабанно-фрезерные станки служат для обработки параллельных плоскостей детали одновременно с двух сторон (рис. 7.22).
Фрезерование позволяет обеспечить 9-11 квалитет точности и Ra = 1,0 . 5,0 мкм.
Для повышения плоскостности обрабатываемой поверхности используют высокоскоростное бреющее фрезерование торцовыми головками и одним резцом.
Рис. 7.20. Групповая обработка корпусных заготовок на продольно-фрезерном станке:
а - установка заготовок в один ряд; 6 - установка заготовок в два ряда; в - установка с перекладыванием заготовок
Рис. 7.21. Обработка плоских поверхностей корпусных заготовок на карусельно-фрезерном станке:
1 - заготовки; 2 - фрезы;
3 - карусельный стол станка;
4 - станочник
Рис. 7.22. Фрезерование на барабанно-фрезерном станке:
J - заготовки; 2 - черновые фрезы; 3 - чистовые фрезы; 4 - барабан;
5 - станочник
На заводах тяжелого машиностроения экономически целесообразно применять точение плоскостей корпусных деталей на токарно-карусельных и карусельно-расточных станках вследствие удобства их установки на планшайбу.
Протягивание плоскостей. В массовом производстве для повышения качества плоских наружных поверхностей может применяться протягивание плоскими протяжками. Оно позволяет обеспечить 7-8 квалитеты точности и Ra = 0,5 мкм.
Окончательную обработку плоскостей чугунных корпусных деталей в серийном, крупносерийном и массовом производстве часто производят на плоскошлифовальных станках с прямоугольным или круглым столом шлифованием периферией круга, торцом чашечного круга и торцом сборного сегментного круга.
Шлифование торцом круга более производительно, чем шлифование периферией, так как в процессе работы торцом круга большая площадь круга находится в соприкосновении с обрабатываемой поверхностью.
Для повышения эффективности процесса шлифования и предотвращения прижогов используют различные более современные системы подачи СОЖ, такие как обильное охлаждение и охлаждение через поры круга, а также прерывистые и тарельчатые подпружиненные шлифовальные круги.
Шлифование позволяет получить:
а) черновое - 8 - 9 квалитеты точности, Ra = 1,5 мкм;
б) чистовое - 7 - 8 квалитеты точности, Ra = 0,4 мкм;
в) тонкое - 5 - 6 квалитеты точности, Ra = 0,1 мкм.
Шабрение плоских поверхностей выполняется с помощью шабера вручную или механическим способом от себя или на себя. Обычно механическое шабрение позволяет получить 12 - 20 пятен на площади 25 х 25 мм, ручное - 25 - 30 плтен. Шабрение, как правило, применяется для повышения плоскостности прилегающих поверхностей и для окончательной обработки плоскостей корпусов в единичном и мелкосерийном производствах.
Для чернового предварительного шабрения используются пневматические шаберы.
Шабрение от себя позволяет получить Ra = 0,6 мкм, на себя - 0,08 мкм.
Полирование плоских поверхностей может производиться кругами и лентами, как на специальных полировальных станках, так и обычных фрезерных, строгальных и шлифовальных станках с использованием специальных устройств, аналогичных, как и для цилиндрических поверхностей.
Полирование позволяет получить 5-6 квалитеты точности и шероховатость Ra = 0,05 мкм. При необходимости можно получить (t10 - 50 % при Ra = 0,3 . 1 мкм).
Отделочно-упрочняющая обработка ППД плоских поверхностей может осуществляться роликами, шариковыми головками, виброупрочнением центробежного типа, вибронакатыванием.
Процесс осуществляется на строгальных, фрезерных, плоскошлифовальных и специальных накатных станках.
ОУО ППД плоских поверхностей точность не повышает, исходные высотные параметры шероховатости уменьшаются в 3 - 5 раз, повышается относительная длина опорной линии профиля шероховатости до tw- 60 %, упрочняется поверхностный слой.
Обработка основных отверстий представляет собой наиболее ответственную и трудоемкую часть технологического процесса изготовления корпусных деталей. Обработка отверстий делится на черновую, чистовую и отделочную.
При черновой обработке необходимо удалить основную часть припуска, обеспечив точность относительного положения осей отверстий при наименьшей стоимости операции.
Чистовая обработка должна обеспечить точность размеров, геометрических размеров и окончательную точность относительного положения обрабатываемых отверстий.
Отделочную обработку применяют в случае надобности для повышения точности и уменьшения шероховатости обрабатываемых отверстий.
Методы, обеспечивающие эти требования, рассмотрены в предыдущем параграфе. Естественно, что обработка этими методами отверстий корпусных деталей будет производиться на других станках, в отличие от обработки зубчатых колес.
Основные отверстия в корпусных деталях в условиях единичного и мелкосерийного производства обрабатывают на вертикально- и радиально-сверлильных станках, токарно-карусельных станках, координатно-расточных станках. В условиях мелкосерийного и серийного производства обработка основных отверстий производится на вертикально- и радиально-сверлильных станках с ЧПУ и горизонтально-расточных станках с ЧПУ, или сверлильно-фрезерно-расточных и координатно-расточных станках.
В крупносерийном и массовом производстве растачивание корпусных деталей производят обычно на агрегатных станках или автоматических линиях. Причем в единичном производстве обработку отверстий ведут по разметке, в мелкосерийном - с помощью накладных шаблонов, в серийном, массовом - с помощью специальных приспособлений и станков.
Отделочная обработка основных отверстий производится тонким растачиванием, планетарным шлифованием, хонингованием или раскатыванием.
Обработка крепежных отверстий в единичном и мелкосерийном производстве осуществляется на радиально-сверлильных станках по разметке или при помощи накладных кондукторов.
В мелкосерийном и крупносерийном производствах - на станке с ЧПУ или с использованием специальных поворотных приспособлений.
В крупносерийном и массовом производстве - на агрегатных станках. В массовом производстве - на автоматических линиях.
Дня повышения производительности труда применяют быстросменные патроны и многошпиндельные головки.
Резьбу в крепежных отверстиях нарезают метчиками, накатывают раскатниками и комбинированным метчиком-раскатником.
При нарезании резьбы в термически обработанных корпусах из сталей применяются твердосплавные метчики.
Для нарезания внутренней резьбы на револьверных станках и автоматах применяют резьбонарезные самораскрывающиеся метчики. По окончании процесса нарезания резьбы режущие перья метчика автоматически сдвигаются.
9.5. Комбинированные методы улучшения качества поверхности с помощью лазерной обработки
| Метод | Материал заготовки | Ожидаемый результат |
| Лазерное легирование легкими элементами и карбонитридами | Стали 40Х, 45, 65Г | Под слоем карбонитридов (15 . 20 мкм) создается слой азотистого мартенсита толщиной 150 . 200 мкм, далее зона углеродистого мартенсита до 2 . 3 мм |
| Легирование при лазерном нагреве с последующим азотированием | Стали 20 и 35 | Микротвердость при легировании алюминия составляет 18 000 20 000 МПа. Износостойкость увеличивается в 15 раз по сравнению с износостойкостью при азотировании |
| Последовательное ионное и лазерное воздействие | Стали 95X18 и 45 | Уменьшение размеров зерен и дробление блоков. Микротвердость возраствет на 15 - 20 % по сравнению с микротвердостью при отдельной имплантации азотом или лазерной закалке |
| Термопластическая обработка при лазерном оплавлении | Углеродистые стад и | Рост дисперсности структуры и сжимающих напряжений, что ведет к увеличению микротвердости |
| Цементация + лазерная обработка | Стали 20 и 20X43 Л | Повышение временного сопротивления и износостойкости |
| Нанесение интерметал- лидных иокрытий+ла- зерное оплавление | Порошок системы Ni - А1 | 70 %-е насыщение материала подложки при толщине слоя 0,3 . 0,4 мм, Высота неровностей не превышает 160 мкм. Микротвер- . дость 4500 . 5000 МПа. Гидроабразивнал стойкость увеличивается в 1,6-2 раза |
| Лазерное облучение и последующая электро- дуговая отделочно-уп- рочияющая обработка | Стали 45 и40Х | Уменьшаются параметры шероховатости и волнистости |
| Борохромирован не +■ лазерная обработка | Сталь 40Х | Микротвердость возрастает до 2340 МПа |
| Предварительная закалка в масле, отпуск при 625 °С и последующая лазерная обработка | Низколегированная сталь | Микротвердость увеличивается от 620 до 730 МПа |
| Никелирование и оплавление при лазерном облучении | Сплав А1 с 5 % Si и 3 % Си | Толщина покрытия 250 мкм. Структура - тонкодисперсные деидриты A13Ni и А1 в междендритных участках. 500 . 600 HV, зона термического влияния 10 . 30 мкм |
| Гальваническое покрытие Ml - В + лазерная обработка | Микротвердость 6400 . 7510 МПа | |
| Эле ктр оэррозионное покрытие электродолг из ВК8 + лазерное оплавление | Среднеуглеродистая сталь | Формируется зона термического влияния большой толщины, уменьшаются параметры шероховатости, высота микронеровностей 20 мкм, низкая пористость н значительная микротвердостъ |
| Лазерная обработка + + электроискровое легирование | Стали X12М и хвг | Лазерная закалка приводит к созданию твердой подложки, которая препятствует продав- ливанию предварительно нанесенного слоя. Стойкость штампов увеличивается в 2,5 раза |
| Лазерная обработка + + поверхностно-пластическое деформирование | Чугун | Измеияет значение и характер распределения остаточных напряжений с целью увеличения сопротивления усталости |
| Борирование + лазерное облучение | Инстр уме итал ь- ные стали | Микротвердость увеличивается от 14 ООО до 18 ООО МПа. Устраняется скол боридного слоя с режущей кромки |
| Комплексноелазерное и криогенное упрочнение | Стали Х12, ХВГ, Р6М5 | Твердость увеличивается от 730 . 830 после закалки и отпускало 1100 HV |
| Комплексное лазерное и ультразвуковое упрочнение | Ствли Х12, ХВГ, Р6М5 | Уменьшение параметров шероховатости при исходной Ra = 0,63 мкм, после совмещенной обработки Ra = 0,25 мкм. Твердость HV100 1200. 1600 при исходной HV100 250 |
Параметры лазерной обработки. Характеристики режима лазерной обработки делят на два класса: параметры, характеризующие луч, и характеристика обрабатываемого материала.
Характеристики лазерного луча определяются пятью параметрами: тип работы (непрерывный или импульсный); длина волны излучения А,; диаметр пятна, сфокусированного на поверхности; скорость перемещения луча или время взаимодействия излучения с материалом, мощность излучения Р или плотность излучаемой мощности q. В табл. 9.6 представлены параметры лазерных устройств, применяемых для упрочнения материалов.
Корпусные стали

Сталь, используемая для этой цели, должна быть «достаточно пластичной и допускать локальную выравнивающую деформацию», а для обеспечения целостности всей конструкции она не вызывает хрупкого разрушения при воздействии тяжелых loads.
Около 40 сталей и сплавов таких же требований предъявляются к подвижному составу, вагонам метрополитена, трамвайным каркасам, локомотивным несущим конструкциям, сельскохозяйственным и другим полевым машинам, а также сталям, предназначенным для изготовления инженерных конструкций, работающих в условиях изменяющихся динамических нагрузок и сезонного и суточного теплообмена.
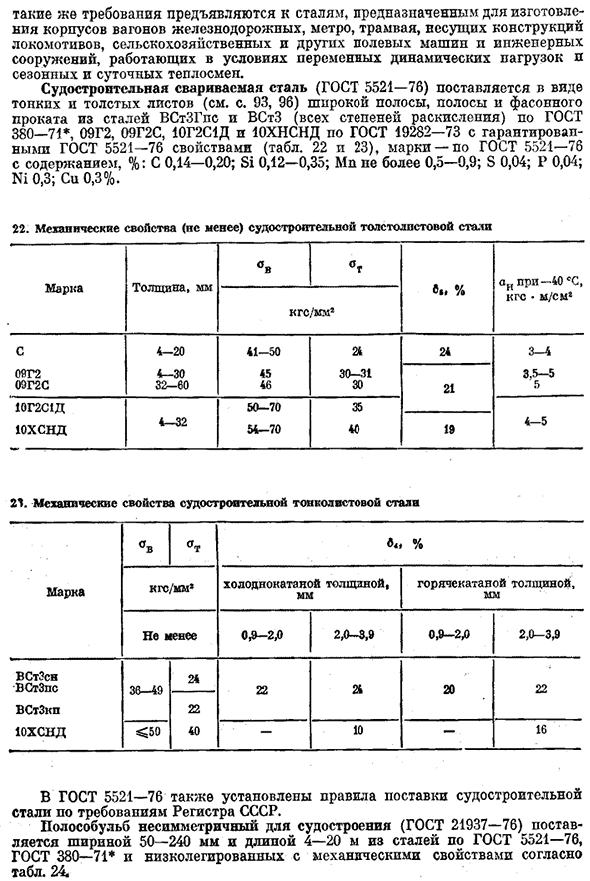
Сварка судостроительной стали (ГОСТ 5521-76) состоит из широкой полосы, Полосы и тонкого листа профилированной стали из Встзгпс и стали Встз (все степени раскисления) и толстого листа (П.), По ГОСТ 380-71*, 09Г2.Поставляемые в виде (см. 93, 96), 09Г2С, 10Г2С1Д и 10ХНСНД соответствуют ГОСТ 19282-73, а гарантированные по ГОСТ 5521-76 (таблицы 22 и 23), ГОСТ 5521-76, марки по ГОСТу, содержание:% 0,1 с-0,20; 0,12-0,35 МН; не более 0,5-0,9. Ы 0.04; П 0.04;
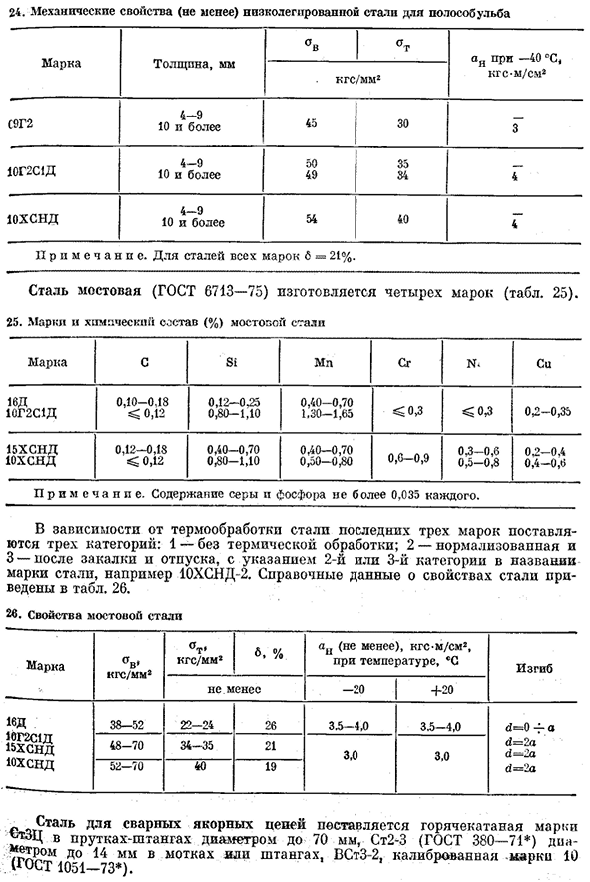
- Никель 0.3; КР 0.3%. ГОСТ 5521-76 также устанавливает правила поставки стали для судостроения в соответствии с требованиями регистрации СССР. Асимметричные полосы для судостроения (ГОСТ 21937-76) поставляются из стали по ГОСТ 5521-76, ГОСТ 380-71 *шириной 50-240 мм и длиной 4-20 м, с механическими характеристиками по таблице и низким легированием. 24, согласно термической обработке последних 3 рангов стали, обеспечены 3 категории.
1-без термической обработки. 2-нормализованные, 3-после закалки и отпуска, указывают 2-ю или 3-ю категорию стали видовым наименованием, например, 10ХСНД-2.Справочные данные по характеристикам стали представлены в таблице. 26.Сталь для сваренной цепи анкера приходит с горячекатаной рангом.- ■Стержневые катанки диаметром до 70 мм, ст2 — 3 (ГОСТ 380-71) диаметромдо 14 мм в рулонах или стержнях, Встз-2, калиброванные марки 10 (ГОСТ 1051-73).42 сталь и сплавы по ассортименту ГОСТ 5267.1-5267.15-78, сталь специальных профилей для автомобилей предусмотрена в соответствии с Ту (ГОСТ 5267.0-78).
Холоднотянутая сталь — по ГОСТ 14635-69 12 специальных профилейи 6 профилей по ГОСТ 5.1752-72. Людмила Фирмаль
Образовательный сайт для студентов и школьников
© Фирмаль Людмила Анатольевна — официальный сайт преподавателя математического факультета Дальневосточного государственного физико-технического института
Изготовление корпусов из металла

Что представляют собой современные металлические корпуса, например, для сложных приборов РЭА? Чаще всего это не простые корпуса, согнутые под прямым углом из заготовок металла, а полноценные трехмерные технологические узлы. Внутри них предусматриваются перегородки, отверстия (d = 0,5–150 мм), различные профильные пазы, внутренний и внешний крепеж, надписи и другие конструктивные элементы. Для изготовления таких конструкций используется стальной, алюминиевый или нержавеющий лист. Изготовление корпусов из металла должно происходить в сжатые сроки и с максимальной точностью.
Из каких металлов изготавливают корпуса для различных приборов и устройств

В радиоэлектронной аппаратуре металлические корпуса применяются в качестве оболочки для приборов различного назначения. Изготовление корпусов из металла для радиоаппаратуры может выполняться любой формы, а материалы, применяемые в процессе работы, обладают высокой прочностью и надежностью.
Металлические корпуса применяются для изготовления таких объектов, как:
- платежные терминалы;
- вендинговые аппараты;
- электрощиты;
- торговое оборудование;
- прочие приборы и аппараты.
Из какого металла возможно изготовить корпус
1. Корпуса из стали.
Основными преимуществами такого корпуса являются высокое качество металла, крепость и повышенные противоударные свойства. Стальной корпус – это отличная защита от помех. Он может быть любого размера, поэтому такие изделия могут применяться, например, для:
- радиоэлектронной аппаратуры;
- телекоммуникационных приборов;
- медицинской техники;
- сигнализации различного рода;
- электротехнического оборудования;
- оптических приборов.
Выбирая стальной корпус, нужно знать размеры элементов, размещаемых в нем, их количество, а также обратить внимание на следующие моменты:
- как часто планируется транспортировать прибор;
- есть ли в изделии соединительные электрические коробки;
- на наличие в приборе контроллера частоты;
- возможен ли контакт аппарата с влагой;
- есть ли необходимость в установке дисплея и консоли.
Также корпуса различаются по способу крепления – для вертикальной и горизонтальной поверхности.
Для стальных корпусов характерны следующие особенности:
2. Корпуса из алюминия.
Алюминиевые корпуса, как правило, используются при сборке промышленной аппаратуры. Многосторонние свойства этого металла определяют их применение при монтаже электронных и механических компонентов.
Изготавливаются следующие виды алюминиевых корпусов:
- Стандартный. Он отличается прочным корпусом, возможностью установки несущих шин и монтажных плат, а также обработки электромеханических частей и клемм. Вы можете указать любые, удобные вам размеры корпуса.
- Фланцевый. Его особенность – наличие отверстий для фланцевых крепежей, что позволяет зафиксировать корпус.
- Герметичный. В таком корпусе болты, служащие для крепления его крышки, не воздействуют на зону уплотнения, что позволяет добиться максимальной герметичности. Также имеются отверстия для настенных креплений.
- Многоцелевой. Как нетрудно догадаться из названия, это универсальный корпус, применяемый в различных сферах промышленности.
Алюминиевые корпуса применяются в промышленности для монтажа схем, но это не все возможности для их применения. Корпуса из алюминия могут использоваться при изготовлении следующих аппаратов:
- сетевых фильтров;
- датчиков любого типа;
- приборов измерения;
- коробок распределения;
- приборов контроля;
- управляющей техники;
- радиоприборов.
Алюминиевые корпуса обладают следующими преимуществами:
- имеют привлекательный внешний вид;
- их конструкция легкая, но в то же время прочная;
- имеют хорошие теплоотводные свойства;
- защищают от пыли и влаги.
Какие способы изготовления корпусов из металла наиболее востребованы сегодня
1. Лазерная резка.

Лазерная резка металла – это новейшая технология раскроя листового проката. Этот метод обладает несколькими преимуществами перед традиционными способами:
- при лазерной резке нет механического воздействия на обрабатываемый материал;
- лазерный луч разрезает практически любой материал, какими бы теплофизическими свойствами он не обладал;
- точность позиционирования лазерной головки примерно 0,08 мм, благодаря чему точность взаимного расположения элементов заготовки довольно высока;
- лазерную резку можно применять на легкодеформируемых и нежестких деталях;
- диаметр лазерного луча около 0,25 мм, что делает возможным создание отверстий диаметром от 0,5 мм.
- большая мощность лазерного излучения обуславливает высокую производительность процесса лазерной резки;
- используя возможности лазерной резки, можно раскроить практически любой листовой материал по сложному контуру.
Лазерная резка металла – это высокая скорость процесса, безупречное качество и приемлемая цена в любой области применения. Также лазерная резка не предусматривает высоких денежных затрат: сколько бы деталей ни было, цена на них практически не меняется.
С помощью лазера можно резать сталь, алюминий и другие материалы. Лазерный станок – это начальный этап производства корпусов. Производство металлических изделий другого типа чаще всего тоже начинается с лазерной резки. С нее начинают изготовление металлических корпусов, корпусов для РЭА, изделий из металла на заказ в виде листовых заготовок и других металлических плоских деталей любой сложности и любой геометрии. Изделия из металла, выполненные с помощью лазерной резки, не требуют последующей обработки, и изготовление корпусов из листового металла упрощается.

Гибка изделий промышленного производства выполняется на высокоточных гидравлических гибочных станках. Эти станки изгибают металл и металлические заготовки длиной до 2,5 м и толщиной от 0,3 до 8 мм. Гибка может выполняться и с установленными метизами и резьбовыми бонками. Это позволяет более технологично подходить к производственному циклу изготовления корпусных изделий.
Часто изготовление корпусов для приборов из металла подразумевает наличие приваренных или иным образом закрепленных крепежных изделий – шпилек, резьбовых бонок, резьбовых заклепок и втулок.
Все эти элементы крепежа устанавливаются в приборные корпуса различными способами. Это:
- кондесаторная приварка метизов;
- запрессовка бонок, втулок и шпилек;
- установка вытяжных заклепок и резьбовых втулок.
Иногда требуется произвести сварочные работы для закрепления согнутого корпуса. Сварка осуществляется следующими способами:
- полуавтоматической сваркой в среде углекислого газа;
- аргонно-дуговой сваркой алюминиевых сплавов переменным током и нержавейки – постоянным током;
- контактной сваркой.
Сварка соединяет изделия различной толщины, изготовленные из разных металлов:
- сварка металла толщиной от 0,5 до 10 мм;
- сварка нержавейки толщиной от 0,5 до 6 мм;
- сварка алюминия толщиной от 0,5 до 6 мм.
Сваренные металлические корпуса или сварочный шов нержавейки зачищаются, а при необходимости шлифуются или подвергаются другим видам металлообработки перед нанесением краски.
Изготовление корпусов из металла своими руками
Существует способ, позволяющий сконструировать металлический корпус и с помощью простейших средств добиться выразительной формы. Корпуса, изготовленные по этому способу, соединяются с помощью минимального количества винтов и не требуют сварки или пайки.
Представим себе две гнутые панели П-образной формы (рис. 1, а), размер которых подобран так, чтобы при их сопряжении получался замкнутый корпус (рис. 1, б). В этом и есть смысл построения корпусов из гнутых панелей.
Рис. 1. Принцип конструирования корпусов из гнутых панелей.
Для сопряжения панелей требуются стойки. Их конструкция и способ крепления показаны на рис. 2. Стойка (3) не только скрепляет верхнюю панель (1) корпуса с нижней панелью (5), но и крепит к корпусу шасси (6), которое служит основой для электрической и механической частей прибора.
Благодаря этому отпадает необходимость в дополнительных крепежных деталях, а на поверхности корпуса нет лишних винтов. Нижняя панель прикрепляется к стойке винтом, проходящим сквозь ножку (4). Этот прием позволяет замаскировать винт.
Рис. 2. Способ скрепления панелей корпуса и шасси.
Корпус, представленный на рис. 1 (б), используется для различных радиотехнических устройств. Материалом для изготовления таких корпусов служат листы из стали, алюминиевых сплавов или латуни.
Толщина листа подбирается в зависимости от размеров корпуса. Для небольших корпусов, объем которых до 5 дм3, подходит лист толщиной 1,5–2 мм. Для корпусов большого объема потребуется лист толщиной до 3–4 мм. Эти требования относятся к основанию корпуса, его нижней панели, на которую приходится основная силовая нагрузка: она служит для крепления шасси и других элементов конструкции.
Приспособление для гибки и обработки панелей корпусов представлено на рис. 3. Оно включает в себя два отрезка уголковой стали, стягиваемых двумя болтами с гайками. Болты служат направляющими при стягивании угольников и не допускают перекоса плоскостей.
Предпочтительно использовать закаленные угольники. Их длину выбирают в зависимости от длины обрабатываемых деталей, но она не должна превышать 300 мм.
Рис. 3. Приспособление для изготовления металлических корпусов.
Обрабатываемая деталь вставляется между угольниками. Для стягивания угольников используются болты с гайками или струбцины. Изготовление корпусов из листового металла по описанному методу отличается тем, что каждая панель изгибается только в одном направлении, то есть все линии гибки на одной детали параллельны, благодаря чему упрощается процесс изготовления деталей корпусов.
Рассмотрим более подробно простую технологию изготовления корпуса, который состоит всего из двух деталей П-образной формы (рис. 4). Одна из них выступает в роли несущей. Она изготавливается из более толстого материала, чем другая, служащая крышкой для корпуса.
Наиболее удачным материалом считается алюминиевый сплав АМцА-П, обладающий повышенной жесткостью и хорошей гибкостью.
Рис. 4. Корпус из листового металла.
Рис. 5. Элементы оформления корпуса.
Соединительными элементами для такого корпуса могут быть винты, установленные в резьбовые отверстия угольников, которые приклепываются к несущей детали. Все отверстия на этих двух деталях сверлят и обрабатывают после гибки. Изготовление корпусов из металла на заказ начинается с расчета размеров заготовок. К примеру, длина заготовки несущей детали корпуса вычисляется по следующей формуле:
l = 2а + с - 2 (R1 + S),
где а – ширина корпуса; с – его высота; R1 – внутренний радиус изгиба; S – толщина материала.
После определения длины заготовки несущей детали ее изгибают и производят замеры ширины а и высоты с. В случае если верхняя и нижняя стороны получаются разными, то большую из них подгоняют до размера а – меньшей. Зная размер с, можно определить ширину заготовки второй детали (с - 2S). Далее производится расчет ее длины по приведенной выше формуле, где а заменяется на (а - 5), R1 на R2, а S на t. При соблюдении описанной последовательности изготовления деталей гарантируется точное (без зазоров) соединение их по всему периметру.
Процедура изготовления корпусов из металла в домашних условиях – достаточно сложный процесс, поэтому лучше доверить такую задачу профессионалам. Наша компания ООО «Треком» специализируется на оказании таких услуг.
Со своей стороны ООО «Треком» всегда предлагает:
- Отработанные технические процессы.
Опытные специалисты используют только высокопрофессиональное оборудование, которое отвечает всем современным техническим стандартам. Применение программных средств способствует не только точности, но и оперативности исполнения заказов наших клиентов.
Помимо непосредственной разработки изделий, наши специалисты берутся за любые сопроводительные работы: гравировку, дополнительные покрытия, присоединение к корпусу функциональных элементов (например, выключателей, ножек, ручек и т. д.), упаковку и доставку готовых изделий в зависимости от желания заказчика.
Производство осуществляется собственными силами без привлечения сторонних исполнителей. Это позволяет держать под контролем весь процесс изготовления изделий. Кроме того, такой подход исключает какие-либо перебои поставок и позволяет добиться максимальной оперативности работы.
Предусмотрен индивидуальный подход к сотрудничеству с постоянными заказчиками. Например, возможно постепенное изготовление большой партии с необходимостью оплаты только того количества изделий, которое требуется заказчику на конкретный период.
Читайте также: