Сталь для токарных работ
Обновлено: 28.04.2024
Материалы токарных резцов. Основное требование, предъявляемое к материалу рабочей части резца, — это твердость, которая должна быть больше твердости любого материала, обрабатываемого данным резцом. Твердость не должна заметно уменьшаться от теплоты резания. Одновременно с этим материал резца должен быть достаточно вязким (не хрупким); режущая кромка резца не должна выкрашиваться во время работы. Материал резца должен хорошо сопротивляться истиранию, которое происходит от трения стружки о переднюю поверхность резца, а также от трения задней поверхности резца о поверхность резания.
Этим требованиям в различной степени удовлетворяют инструментальные материалы — металлокерамические твердые сплавы, минералокерамика, быстрорежущие и углеродистые стали разных марок.
Наиболее современными материалами для токарных резцов являются металлокерамические твердые сплавы, сохраняющие свои режущие свойства при нагревании в процессе работы до температуры 800—900° С. Эти сплавы состоят из тончайших зерен карбидов 1 тугоплавких металлов — вольфрама, титана и тантала, сцементированных кобальтом. Мета и локер амические твердые сплавы разделяются на три группы: вольфрамовые, титано-вольфрамовые и титано-танталовольфрамовые.
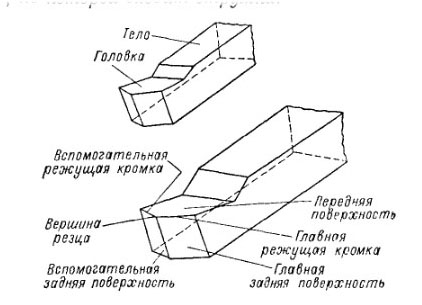
Части конструкции резца и
элементы его головки.
Мелкозернистость сплава сообщает ему износостойкость большую износостойкости нормального сплава дайной марки, при меньшей прочности и сопротивляемости ударам, вибрациям и выкрашиванию.
Крупнозернистость сплава, наоборот, повышает его прочность и сопротивляемость ударам, вибрациям и выкрашиванию и понижает износостойкость сплава.
Титано-вольфрамовые твердые сплавы применяю- ся для обработки всех видов сталей. При токарной обработке используются сплавы марок Т5К10, Т5К12В, Т14К8, Т15К6, Т30К4. В каждой из этих марок буква Т и поставленная за ней цифра указывают количество (в процентах) содержащегося в данном сплаве карбида титана, а цифра после буквы К — содержание (в процентах) кобальта. Остальное в данном сплаве карбид вольфрама. Таким образом, например, в сплаве марки Т5КЮ содержится 5% карбида титана, 10% кобальта и 85% карбида вольфрама.
Титано-танталсзольфрамовые сплавы используются в особо тяжелых случаях обработки сталей. В настоящее время в ГОСТ введена лишь одна марка этого сплава, а именно ТТ7К12, содержание которого — 7% карбидов титана и тантала, 12% кобальта и 81% карбида вольфрама.
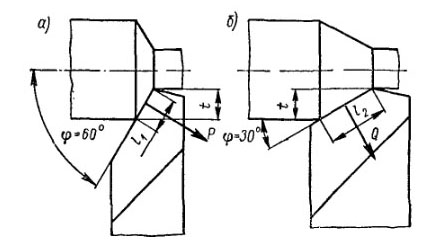
Влияние главного угла в
плане на процесс резания.
Для изготовления токарных резцов используются быстрорежущие стали марок Р18 и Р9. Основными элементами быстрорежущей стали марки Р18, наиболее широко применяемой для изготовления резцов, являются вольфрам (17,5—19%) п хром (3,8—4,4%), сообщающие стали свойство самозакаливаемости и теплостойкости при нагревании примерно до 600° С. Углерод (0,70—0,80%), входящий в состав рассматриваемой стали, соединяясь с вольфрамом и хромом, повышает ее твердость. Кроме того, в быстрорежущей стали марки Р18 содержится небольшое количество (1,0—1.4%) ванадия.
В менее распространенной быстрорежущей стали марки Р9 содержится вольфрам <8,5—10,0%), хром (3,8— 4,4%), углерод (0,85—0,95%), ванадий (2,0—2,6%) и другие не оказывающие существенного влияния элементы.
Кроме сталей Р18 и Р9 в последние годы для изготовления токарных резцов используются быстрорежущие стали марок Р18Ф2, Р14Ф4, Р9Ф5, Р18К5Ф2, Р10К5Ф5 и Р9К9. Буква Р в этих марках обозначает вольфрам, буква Ф — ванадий, буква К — кобальт. Цифры, стоящие после букв, определяют содержание в данной стали этих элементов в процентах. Кроме характеризующих данные марки стали элементов, указанных в их обозначениях, эти стали содержат также углерод, хром,молибден и другие составляющие.
Определить материал резца при отсутствии на нем маркировки можно «по искре».
При затачивании резца из быстрорежущей стали образуется небольшое количество искр красного цвета, похожих на звездочки. Чем больше в стали вольфрама, тем темнее искры и тем их меньше.
Из углеродистых сталей для изготовления резцов применяются стали марок У12А и У10А. В этих марках буква У условно обозначает, что сталь углеродистая; следующие за ней цифры указывают среднее содержание углерода в десятых долях процента, а буква А также условно указывает, что сталь высококачественная. Таким образом, маркой У12А обозначается высококачественная углеродистая сталь со средним содержанием углерода 1,2%. Кроме углерода, в этих сталях содержится марганец, кремний, хром, никель, сера и фосфор. При затачивании резца из углеродистой стали образуется много желтых искр в виде прямых линий.
При нагреве до 200° С резцы из углеродистой стали теряют стойкость и становятся негодными для дальнейшей работы. Поэтому в настоящее время они применяются очень редко и главным образом для обработки материалов мягких и средней твердости, при небольших скоростях резания.
Инструментальные стали

Инструментальные стали используются в производственной, медицинской сферах для изготовления точных, высокопрочных инструментов с твердой режущей кромкой и высокими показателями износоустойчивости. Это наиболее сложные по составу и обработке сплавы.
Существует много видов инструментальной стали. Классифицируются они в зависимости от процентного содержания углерода и легирующих добавок. О том, где применяются такие сплавы, как маркируются, какими свойствами обладают, вы узнаете из нашего материала.
Назначение инструментальных сталей
Какая сталь инструментальная? Это металл, который содержит в составе углерод от 0,7 % и выше. Между собой инструментальные стали отличаются по содержанию вторичного карбида и по структуре делятся на доэвтектоидные, ледебуритные, заэвтектоидные. В доэвтектоидном сплаве нет вторичного карбида. В остальных структурах карбиды содержатся и формируются при эвтектоидных разновидностях или образуются при распаде мартенсита.
В современном производстве инструментальные стали в основном применяются для производства следующей продукции:
- штамповочные детали, которые изготавливают горячим или холодным деформированием;
- высокоточные изделия;
- металлорежущие инструменты;
- устройства для измерения;
- формы, для литья под давлением.
Марка инструментальной стали
Область применения
Изделия для работы под давлением 1 400–1 600 МПа. Износостойкие ролики профилировочного станка, эталонные зубчатые колеса, плашки резьбонакатные, кузнечные штампы, матрицы дыропрошивные сложные, пресс-штемпели вырубные и просечные, матрицы и пресс-штемпели холодного воздействия под давлением. Сталь этой марки не используют для сварных металлоконструкций
Ответственные детали с улучшенной износоустойчивостью, усталостной прочностью, находящиеся в напряженном состоянии в зоне контакта. К ним можно отнести сверла, развертки, метчики, лерки, гребенки, инструменты для фрезерования, штемпели машинные, клейма для холодных работ. Сталь этой марки не используют для сварных металлоконструкций
Молотовые штампы мелкие, крупные молотовые или прессовые вставки при горячей деформации конструкционной стали и цветных сплавов в крупном производстве, формующая оснастка для литья под давлением различных сплавов
Приспособления для горячей деформации на кривошипных штамповочных прессах, которые подвергаются в ходе работы высокоинтенсивному охлаждению (в основном для небольшого инструмента), формующая оснастка для литья под давлением медного сплава, ножи для горячей резки металла
Р6М5, Р6М5К5, Р6М5Ф3, Р6М5К8, Р18, Р7М2Ф6, Р12МФ5, Р9М4К8, Р10М4К14, Р12М3К5Ф2, Р12М3К8Ф2, Р12М3К10Ф2, Р12М3К10Ф2
Сверла, развертки, метчики, фрезы дисковые, червячные и концевые, инструменты для зенкерования и протягивания, шеверы
Общие характеристики инструментальной стали
Существуют общие критерии для всех марок стали. Но к отдельным видам инструментальной стали (в зависимости от способов использования) предъявляются еще и характерные требования.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Отличия инструментальной стали от конструкционной:
- Твердость инструментальной стали 60–65 единиц по шкале Роквелла.
- Добавочная прочность, когда непостоянное сопротивление на разрыв выше 900 МПа.
- Сопротивляемость абразивному износу.
- Увеличенная прокаливаемость – способность инструментальной стали при закалке приобретать мартенситную структуру.
- Красностойкость – способность стали сохранять при красном калении повышенную прочность и износостойкость.
Сплавы, которые используются в условиях холодного деформирования, различаются границей текучести и упругости, иметь гладкий рабочий слой и не изменяться в размерах и формах. А сплавы, которые применяются в условиях горячего деформирования, имеют повышенную теплопроводность, стойкость к термической обработке после закалки и устойчивость к изменениям температуры. Стали, которые используют при производстве режущих инструментов, должны отвечать особым требованиям.
Типы инструментальных сталей по ГОСТу
Согласно ГОСТам, предусмотрена следующая классификация инструментальных сталей:
- Углеродистые инструментальные стали (ГОСТ 1435-99) с маркировкой У10, У12 и т. д. Цифрой указывается количество углерода в сплаве. Размерность берут в сотых долях процента. Если сталь имеет меньшее число отрицательных включений, а именно серы или фосфора, которые ухудшают механические свойства стали, то такой сплав принято обозначать добавлением литеры «А» (У12А и т. п.).
- Легированные инструментальные стали (ГОСТ 5950-2000). Обозначаются Х, 5ХВГ, 9ХС и т. п. Первая цифра в маркировке обозначает сотую долю процента карбидов в сплаве. Если цифры нет, то процент карбида составляет 1 %. Литеры указывают на наличие в сплаве легирующих веществ.
- Быстрорежущие инструментальные стали (ГОСТ 19265-73) обозначают буквой «Р». Цифра в маркировке показывает примерное количество вольфрама. Если в сплаве присутствуют кобальт или ванадий, то в маркировке пишут литеры «К» и «Ф». Хром в данной стали содержится в количестве 3-4 %, поэтому в маркировке его не показывают.
- Штампованные инструментальные стали (ГОСТ 1265-74) обозначают так же, как и легированные. Бывают холодного и горячего деформирования.
- Горячая твердость. Инструменты для резания изготавливают из быстрорежущей стали, которая способна сохранять твердость даже при температуре +600 °С. Это обусловлено тем, что в рабочем состоянии режущий инструмент интенсивно отдает тепло, часть (бывает до 80 %) которого идет на его разогрев. Это провоцирует отпуск материала и значительное снижение его твердости. Но стоит обратить внимание, что при температуре резания менее +200 °С твердость углеродистой стали будет выше, тем твердость быстрорежущей инструментальной стали при аналогичной обработке.
- Красностойкость. Все марки инструментальной режущей стали имеют повышенный показатель красностойкости – коэффициент, определяющий промежуток времени, за который сталь способна выдержать большую температуру и сохранить при этом свои рабочие свойства.
- Сопротивление разрушению. Быстрорежущая сталь более прочная, что позволяет сделать инструмент с большой глубиной и подачей резки.
- сталь марок Р6М5Ф2К8, Р10М4Ф3К10 и др. – содержание кобальта до 10 %, вольфрама до 22 %;
- сталь марок Р9К5, Р10Ф5К5, Р18Ф2К5 – содержание кобальта до 5 %, вольфрама до 18 %;
- сталь марок Р65М, Р12, Р18, Р9 – содержание вольфрама до 16 %, кобальта не содержит.
- молибденовые режущие сплавы – марки Р9М4, Р6М5, Р6М3;
- кобальтовые режущие сплавы – марки Р9К10, Р9К5;
- ванадиевые режущие сплавы – марки Р18Ф2, Р14Ф4, Р12Ф3, Р9Ф5;
- комбинированные быстрорежущие сплавы с легирующими добавками – марки Р18Ф2К5, Р12Ф2М3К8, Р12Ф4К5, Р6М5К5.
- Быстрорежущая сталь с нормальной теплоустойчивостью. Содержит вольфрам – Р9, Р12, Р18. Их современные отечественные аналоги – Р6М5 (зарубежный – HSS) и Р6М3.
- Быстрорежущая сталь с повышенной теплоустойчивостью. Содержание молибдена – 2 %, вольфрама – 2–4 %, ванадия – 6–8 %. Либо сплав, который содержит молибден – 2 %, вольфрам – 9–10 %, ванадий – 4-5 %. Также сюда относятся сплавы с легирующими добавками (кобальт – 5 %, ванадий – 3,5-4 %, вольфрам ≤ 12 % или кобальт – 6–8 %, ванадий – 1,5-2 %, вольфрам ≤ 10 %). Марки этой стали – Р6М5К5, Р6М5К8, Р9К5 и зарубежный аналог – HSS Co.
- Быстрорежущая сталь с высокой теплоустойчивостью, содержащая кобальт ≥ 12 %, вольфрам ≤ 18 % и ванадий ≤ 3,5 %. В отдельных марках сплава увеличивают процент молибдена, а содержание вольфрама уменьшают до ≤ 14 %.
- цветные металлы;
- чугун;
- нержавеющую сталь.
- углеродистые;
- легированные;
- быстрорежущие.
- вольфрамовые;
- титановольфрамовые;
- титанотантало-вольфрамовые.
- нарезка разной резьбы;
- работа с отверстиями (сверление, растачивание, зенкерование, развертывание);
- разрезание заготовки;
- создание канавок разной конфигурации по поверхности детали.
- гайками;
- валами различной конфигурации;
- втулками;
- кольцами;
- зубчатыми колесами;
- муфтами;
- шкивами.
- Токарно-винторезное оборудование. Данная группа включает наиболее распространенную аппаратуру, с помощью которой создают конусообразные изделия, поверхности цилиндрической формы разнообразных диаметров, делают резьбу, обрабатывают цветные и черные металлы.
- Токарно-карусельное оборудование. Это станки, которые способны изготавливать детали больших диаметров, а также, аналогично предыдущим, работать с цветными и черными металлами.
- Лоботокарное оборудование. Подходит для создания цилиндрических и конических изделий. В отличие от других, на таких станках заготовка устанавливается горизонтально.
- Токарно-револьверное оборудование. Применяется в случае работы с калиброванным прудком.
- рост производительности работ при использовании резцов, снабженных режущим краем из твердого сплава;
- возможность обработки изделий из цветных, черных металлов и инструментальных сталей при правильной оснастке;
- автоматизация процесса с минимальным вмешательством мастера;
- возможность включения в программу ЧПУ любых видов резания, причем с заранее заданной скоростью резания и подачи;
- повышение безопасности процесса, поскольку использование оборудования без защитного кожуха блокируется программой станка;
- увеличение точности выполнения работ благодаря проведению резки с определенной скоростью, вследствие чего снижается объем брака ответственных частей конструкций.
- вращения шпинделя и обработки изделия на высокой скорости;
- стойкости оборудования для рассекания;
- установки максимального объема производимой стружки.
- прямые;
- отогнутые;
- оттянутые – ширина крепления больше самого резца.
- фасонными;
- резьбовыми;
- канавочными;
- подрезными;
- расточными;
- проходными;
- отрезными.
- главный;
- при вершине;
- вспомогательный.
- Несоответствие шероховатости поверхности, установленной в конструкторской документации.
- Овальность формы обработанной поверхности.
- Коническая форма получившейся поверхности.
- Искажение габаритов детали в ходе токарной обработки.
- Наличие частично необработанной поверхности изделия.
- Шероховатость поверхности отличается от установленной.
- Подача излишне большая.
- Заготовка достаточно сильно дрожит по причине плохого крепления или из-за того, что подшипник шпинделя изношен.
- Зазор между разными элементами суппорта увеличен.
- Недостаточно закреплен резец.
- Излишне маленький радиус закругления резца.
- Плохая заточка инструмента.
- Большая вязкость обрабатываемого материала.
- Неправильная геометрия резца.
- Овальность формы обработанной поверхности.
- Подшипник вырабатывается неравномерно.
- Шейка шпинделя изнашивается неровно.
- В коническое отверстие шпинделя попадает грязь и/или мелкая стружка.
- регулярном проведении проверок оборудования;
- своевременном обслуживании и ремонте;
- очищении отверстий конической формы и передних центров.
- Коническая форма получившейся поверхности.
- корректной установки заднего центра;
- очищения конического отверстия пиноли и центра;
- изменения расположения оболочки задней бабки на плите, где она находится (если это нужно).
- Искажение габаритов детали в ходе токарной обработки.
- глубина резания была выставлена неточно;
- измерения пробной стружки были сделаны неверно.
- Наличие частично необработанной поверхности изделия.
- Изначальные размеры заготовки были неправильными.
- Задан недостаточный размер припуска на обработку.
- Правка заготовки выполнена плохо.
- Неправильно выставлена заготовка.
- Плохо сделана выверка.
- Центровые отверстия расположены неточно.
- Задние центры смещены.
- внимательно следить за тем, как расположены отверстия;
- регулярно проверять, насколько правильно установлены задние центры;
- наблюдать за надежностью установки заготовки;
- ставить величину припусков нужного значения;
- проводить замеры заготовок на соответствие требуемым перед их обработкой;
- поправлять заготовки перед тем, как закрепить их на оборудовании.
- Нельзя забывать о защитной рабочей одежде. В комплект должны входить: роба, головной убор, полностью закрытая обувь, защитные очки. Пренебрежение экипировкой может привести к ожогам и ранам от стружки и летящих осколков металла.
- Нельзя работать в перчатках!
- Резцы должны быть хорошо заточены, а при использовании токарного станка – отцентрованы и закреплены.
- Нужно крепко держать стамески обеими руками при работе с ними.
- Следует обязательно проводить черновую обработку заготовки перед тем, как ее формировать.
- Нельзя отвлекаться и оставлять работающий станок без внимания.
- Не следует торопиться, надо правильно рассчитать свои силы при ручной подаче.
- Обтачивание и расточку кружка и поковок.
- Торцевание и обработку плоскостей.
- Прорезывание канавок различного профиля.
- Создание качественной резьбы.
- Сверление. Этот процесс помогает создать в металлических заготовках глухие и сквозные дырки. Для этого применяют спиральное сверло.
- Растачивание. Эта процедура используется для увеличения диаметра дырок в детали. Такая работа выполняется на вертикальных или горизонтальных специальных станках.
- Строгание. Эта работа производится с помощью возвратно-поступательной манипуляции резцов. Различают для этой обработки продольно-строгальные и поперечно-строгальные инструменты.
- Протяжка. Эта манипуляция помогает сделать механическую обработку изделия. В основании такой работы используется инструмент с огромным количеством лезвий.
- Фрезеровка. Производится манипуляция специальным стандартным инструментом с разными лезвиями или фрезами различной формы.
- Шлифовка. Токарная работа на последнем этапе показана в виде этой манипуляции, она заключается в шлифовании поверхности изделия с помощью острых граней некоторых материалов, убирающих тонкий слой металла.
- Гайки.
- Валы с разными конфигурациями.
- Втулки.
- Шкивы.
- Кольца.
- Муфты.
- Специальные колеса.
- Обтачивание — обработка наружных поверхностей.
- Растачивание — обработка внутренних поверхностей.
- Подрезание — обработка плоских торцевых поверхностей.
- Резка — разделение заготовки на части или отделение готовой детали от заготовки.

Характеристики высоколегированной инструментальной стали
Для получения высоколегированной инструментальной стали берут за основу высокоуглеродистую быстрорежущую сталь с наличием углерода 0,7–1,4 % с большим содержанием карбидов хрома, вольфрама, молибдена и ванадия.
Это существенно увеличивает термостойкость сплава (до +670 °С), износостойкость и прочность изделий. Также эти свойства повышают практически в четыре раза скорость шлифования данного соединения по сравнению с другими сплавами из этой же группы (УС или НЛИС).

Основные свойства быстрорежущей инструментальной высококачественной стали:
Впервые быстрорежущая сталь («rapid steel», где «rapid» – это скорость) была создана в Британии.
Именно поэтому маркировка этой стали начинается с буквы «Р», а далее уже указывается цифра – процент содержания в ней вольфрама.
После указывают литеры «Ф», «М» и «К», показывающие долю в сплаве ванадия, молибдена и кобальта.
Быстрорежущую сталь принято делить на три группы в зависимости от наличия в ней отдельных элементов. Маркировка данного сплава указывает, к какому типу можно его отнести:
Наличие вольфрама в сплаве влияет на режущие показатели быстрорежущей стали.
Важно понимать, что повышенное содержание вольфрама, кобальта и ванадия приводят к карбидной неоднородности сплава, что способствует раскрашиванию краев режущего инструмента при эксплуатации. Если сталь содержит молибден, то весь срез будет иметь стабильные значения твердости.
Марки высоколегированной инструментальной стали
В обобщенный перечень высоколегированных инструментальных сталей и сплавов, которые последовательно появлялись в промышленности, входят Р9 и Р18 – самые первые марки легированной инструментальной стали. В состав сплава Р9 входит 0,8 % углерода, 4 % хрома, 9 % вольфрама, 2 % ванадия. Сплав Р18 содержит 0,8 % углерода, 4 % хрома, 18 % вольфрама, 1 % ванадия. Имеют повышенную теплоустойчивость.

Сталь Р18 отличается от Р9 увеличенной в два раза износостойкостью, т. к. содержит ориентировочно в 3 раза больше свободных карбидов. Также Р18 качественнее обрабатывается и меньше «прижигается». На основании этого сталь марки Р18 считается эталонной по отношению к другим маркам стали данной группы.
Чтобы улучшить режущие показатели инструментов для резания и уменьшить содержание дорогого вольфрама, российские ученые создали:
Эти и остальные марки (их больше 40) данной стали можно разделить на три группы в зависимости от производительности и теплоустойчивости – нормальная, повышенная и высокая:
Рекомендуем статьи
Режущие инструменты для станочного оборудования производят из качественной режущей инструментальной стали.
Чтобы обоснованно выбрать марку инструментальной стали для определенных условий работы, специалисты металлообрабатывающих производств должны знать марки сплавов, их особенности и характеристики, ориентироваться в свойствах легирующих добавок и отличать быстрорежущую сталь от инструментальной нержавеющей стали, а также делать выбор, основываясь на технологических и эксплуатационных показателях, зависимых от легирующих добавок, которые входят в состав режущих инструментальных сталей.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Материалы для режущих инструментов.

Режущая способность инструмента для токарных работ определяется физико-механическими свойствами материала, из которого он изготовлен. К основным свойствам, определяющим работоспособность инструмента относятся твердость, теплостойкость, износостойкость, теплопроводность и адгезионная способность.
Твердость материала, из которого изготовлен инструмент, должна превышать твердость обрабатываемого материала. В связи с тем, что на рабочую часть инструмента действуют значительные силы резания, создающие деформации изгиба, инструментальный материал должен обладать прочностью. На твердость и прочность инструментального материала существенное влияние оказывает соотношение легирующих компонентов и углерода, входящих в их состав в виде карбидов. С увеличением количества карбидов и уменьшением их зернистости твердость и износостойкость инструмента повышается, а прочность понижается.
Теплостойкость инструмента определяется температурой, выше которой снижается твердость и возрастает износ.
Износостойкость инструмента характеризуется сопротивляемостью инструмента истиранию под действием сил трения, возникающих в процессах резания.
Теплопроводность инструмента определяется способностью его отводить возникающее в процессах резания тепло от режущих граней инструмента. Чем выше теплопроводность, тем лучше отводится тепло от режущих кромок, благодаря чему повышается стойкость инструмента.
Адгезионная способность инструментального и обрабатываемого материала характеризуется температурой, при которой происходит налипание обрабатываемого материала на режущие грани инструмента. Она зависит от молекулярных сил, развивающихся при высоких температурах и давлениях в точках контакта режущего инструмента с обрабатываемой поверхностью. Чем выше температура налипания обрабатываемого материала на инструмент, тем качественней должен быть материал, из которого инструмент изготовлен.
Инструментальные стали.
Инструментальные стали делят на:
Углеродистые инструментальные стали.
Для того, чтобы изготовить режущий инструмент применяют углеродистые стали марки У10А, У11А, У12А и У13А. Буква У означает, что сталь углеродистая инструментальная. Число после буквы указывает, сколько примерно углерода в десятых долях процента содержится в данной стали.
Если в конце названия марки стали есть буква А, то это говорит о том, что сталь относится к группе высококачественных (У10А; У12А).
После закалки и отпуска твердость инструмента из этих сталей составляет HRC 60—64. Однако при нагреве до температуры свыше 220—250°С твердость инструмента резко снижается. Поэтому в настоящее время на токарных станках такой инструмент используется только на работах, связанных с невысокими скоростями резания (некоторые типы метчиков, зенкеров и разверток).
Легированные инструментальные стали.
Легированные инструментальные стали — это такие, в состав которых с целью повышения физико-механических свойств вводятся специальные примеси (легирующие элементы).
При введении хрома, молибдена, вольфрама, ванадия, титана и марганца твердость стали повышается, так как они образуют с углеродом простые или сложные соединения (карбиды), которые обладают высокой твердостью (особенно карбиды вольфрама и ванадия). При этом у стали сохраняется достаточная вязкость. Никель, кобальт, алюминий, медь и кремний, растворяясь в железе, упрочняют сталь.
При соответствующей термообработке инструмент имеет твердость HRC 62—64 и сохраняет ее при нагреве до температуры 250—300°С. Зенкера, развертки, метчики, протяжки изготовляют из сталей марок 9ХС, ХВГ и ХВ5.
Быстрорежущие инструментальные стали.
Быстрорежущие инструментальные стали — это легированные стали со значительным содержанием вольфрама, кобальта, ванадия и молибдена. Они сохраняют полученную после термообработки твердость HRС 62 – 64 при нагреве до температуры 600°, а некоторые марки комплексно легированных сталей сохраняют свою твердость даже при нагреве до температуры 700—720°С.
Эти качества быстрорежущих сталей позволяют увеличивать в процессе обработки скорости резания в два-три раза по сравнению с инструментом, изготовленным из углеродистой и обычной легированной инструментальной стали.
Все марки быстрорежущей стали обозначаются буквой Р (Р9, Р12, Р18), число, проставленное после буквы Р, показывает среднее процентное содержание вольфрама в этой стали.
Широкое применение имеют быстрорежущие стали, содержащие 3—5% молибдена (Р6М3, Р6М5). Эти стали по прочности превосходят сталь Р18, хотя имеют несколько меньшую теплостойкость. Их обычно применяют для инструментов, работающих в условиях тяжелых силовых режимов.
При обработке легированных, жаропрочных и нержавеющих сплавов и сталей эффективно применение быстрорежущих сталей повышенной производительности, в состав которых входит ванадий и кобальт (Р10КФ5, Р18К5Ф2), или комплекснолегированных сталей (марки Р18МЗК25, Р18М7К25 и Р10М5К25). При наличии в стали 10% и более кобальта твердость ее после термообработки составляет 67—68 и сохраняется до температуры нагрева 640 – 720°С.
Быстрорежущие инструментальные стали применяются для изготовления резцов, сверл, зенкеров, разверток, метчиков, плашек и другого инструмента. .
Твердые сплавы.
Твердые сплавы состоят из карбидов тугоплавких металлов, которые равномерно распределены в кобальтовой связке. Их изготовляют методом прессования и спекания. Твердые сплавы имеют высокие показатели плотности и твердости, которая не снижается даже при нагреве до 800— 900°С. По составу твердые сплавы разделяются на три группы:
Основными марками твердого сплава вольфрамовой группы, применяемыми для изготовления режущего инструмента являются ВКЗ, ВКЗМ, ВК4, ВК4М, ВК6 ВК6М ВК6В, ВК8, ВК8В, ВК10. В обозначении марки твердого сплава этой группы буква В обозначает группу, буква К и число, следующее за ней — процентное содержание кобальта, являющегося связывающим металлом. Буква М обозначает, что структура сплава мелкозернистая, а буква В — что она крупнозернистая.
Твердые сплавы титановольфрамовой группы.
Твердые сплавы титановольфрамовой группы состоят из зерен твердого раствора карбида вольфрама в карбиде титана, избыточных зерен карбида вольфрама и кобальта, являющегося связкой. Основными марками сплава этой группы являются Т5К10, Т5К12, Т14К8, Т15К6. В обозначении сплавов этой группы число после буквы Т показывает процентное содержание карбида титана, а число после буквы К — содержание кобальта в процентах. Остальное в сплаве — карбиды вольфрама.
Твердые сплавы титанотанталовольфрамовой группы.
Твердые сплавы титанотанталовольфрамовой группы состоят из зерен карбидов титана, тантала, вольфрама и связки, в качестве которой также использован кобальт. Марками этой группы сплавов являются ТТ7К12, ТТ8К6, ТТ10К8Б и ТТ20К9. В обозначении этой группы сплавов число после букв ТТ показывает содержание карбидов титана и тантала, а число после буквы К — содержание кобальта в процентах.
В зависимости от содержания карбида вольфрама, карбида титана, карбида тантала и кобальта твердые сплавы имеют различные свойства. Чем больше кобальта, тем сплав более вязок и лучше сопротивляется ударной нагрузке. Поэтому для изготовления инструментов, которыми выполняют обдирочные работы, используют сплавы с большим содержанием кобальта. При обработке стали применяют твердые сплавы, содержащие карбид титана, так как на инструмент из этих сплавов стальная стружка меньше налипает.
Вольфрамокобальтовые твердые сплавы.
Согласно ГОСТ 3882 – 74 твердые сплавы группы ВК (вольфрамокобальтовые) рекомендуются для обработки хрупких материалов (чугун, бронза). Сплавы группы ТК (титановольфрамокобальтовые) рекомендуются для обработки вязких материалов (сталь, латунь). Сплавы титанотанталовольфрамовой группы применяются при неблагоприятных условиях работы инструмента с ударными нагрузками, при обработке стальных отливок и поковок.
Минералокерамические материалы.
Минералокерамические материалы для режущего инструмента изготавливают в виде пластинок из окиси алюминия Al2O3 (глинозема) методом прессования под большим давлением с последующим спеканием. Они имеют высокую твердость, температуростойкость (до 1200°С), износостойкость и достаточную прочность на сжатие. К недостаткам этих материалов относится большая хрупкость и малая ударная вязкость. Инструменты, оснащенные минералокерамикой, обычно используются при чистовой обработке при точении с постоянной нагрузкой и в случае отсутствия вибрации.
Синтетические материалы.
Синтетический алмаз характеризуется высокими твердостью и износостойкостью, химически мало активен. Имеет небольшой коэффициент трения и слабую склонность к налипанию стружек обрабатываемого материала. Недостатки алмаза его хрупкость и сравнительно низкая температуростойкость (750—850°). Алмазные резцы применяют для финишной обработки цветных металлов, сплавов и неметаллических материалов.
Кубический нитрид бора (КНБ) — синтетический сверхтвердый материал (эльбор, кубанит, гексанит) состоящий из соединений бора и азота. Твердость его несколько ниже твердости алмаза, но температуростойкость значительно выше (1200 – 1300°С). Он химически инертен к материалам, содержащим углерод, поэтому при обработке сталей и чугунов его износостойкость значительно выше износостойкости алмазов. Вставками из КНБ оснащаются токарные резцы для обработки закаленной стали и высокопрочных чугунов.
Токарная обработка металла

Токарная обработка металла – это одна из наиболее популярных технологий изготовления деталей на специальном оборудовании. В ее основе лежит метод удаления с заготовки лишних слоев для придания ей соответствия заданным параметрам.
Токарная обработка позволяет получить различные детали из большинства известных металлов: стали, меди, титана, бронзы и многих других. В нашей статье мы расскажем про основные принципы данной технологии, опишем оборудование и инструмент, а также разберем виды дефектов и способы их предотвращения.
Технология токарной обработки металла
Для токарной обработки металла необходимо оборудование, оснащенное такими режущими инструментами, как сверла, резцы, развертки и пр. Воздействуя на заготовку, они снимают с нее слои металла заданной толщины. Технология токарных работ предписывает выполнение как главного движения, то есть вращения детали, которая установлена на планшайбу (патрон), так и движения подачи. Режущий инструмент продолжает совершать последнее (то есть подачу) до получения изделия с заданными размерами (формой, качеством обработки поверхности).

Существует большое количество приемов, которые позволяют совместить два описанных движения (главное и подачи). Это дает возможность обрабатывать на токарных станках заготовки разной конфигурации. Кроме того, токарное оборудование позволяет выполнять такие технологические операции, как:
Оборудование обладает большими функциональными возможностями, что позволяет выполнять различные виды токарной обработки металла, в том числе работать со следующими изделиями:
Производство изделий на токарном оборудовании предполагает получение качественных изделий. Качество при этом подразумевает соответствие заданным формам, размерам, точности расположения и степени шероховатости всех поверхностей готовой продукции.
Рекомендуем статьи по металлообработке
Оборудование для токарной обработки металла
Токарная обработка металла должна проводиться на станках, которые можно разделить на группы в зависимости от выпускаемых ими изделий и их точности:
Помимо перечисленного, существует оборудование, имеющее узкую специализацию. Его лишь условно можно отнести к токарным станкам, поскольку резка заготовок на них происходит с использованием резцов.

Применение системы числового программного управления (ЧПУ) дало существенный толчок развитию станкостроения. Токарная обработка металла на станках с ЧПУ предоставила возможность снизить себестоимость получаемых изделий, возросла точность и чистота обработки материала.
ЧПУ позволяет достигнуть следующих результатов:
На станках, изготавливаемых в Китае и США, широко используется числовое программное управление. ЧПУ возможно установить только на то оборудование, точность позиционирования частей которого достаточно высока.
Режущие инструменты для токарной обработки металла
Большое количество токарных операций можно проводить на станках, оснащенных различными обрабатывающими инструментами. Самыми распространенными из них стали резцы. Следовательно, резание металлов – это токарная обработка с использованием резцов.
В отличие от других инструментов, все виды резцов имеют режущий край. Такая форма оказывает серьезное влияние на тип проводимой обработки.
Резцы делают из металлов, прочность которых выше, чем у обрабатываемой детали. Это может быть вольфрам, тантал, титан. Кроме того, встречаются резцы из керамики или алмаза. Они применяются для высокоточных работ.
Эффективность обработки во многом зависит от ее скорости, глубины и показателя, определяющего продольную подачу детали.

Это дает возможность:
Вид обрабатываемого металла, а также качество и типы режущего инструмента оказывают значительное воздействие на скорость, с которой происходит резка. А на частоту, с которой вращается шпиндель, влияют скорость рассекания и обточки.
Резцы, которыми снабжено токарное оборудование, могут быть чистовыми и черновыми.
Площади слоев, снимаемых инструментом, зависят от их размеров. Существует разделение резцов по направлению их движения: левые и правые.
Кроме того, резцы делятся по своей форме и месту лезвия на:
Также существует деление режущих инструментов по их назначению. Они бывают:
Если подойти к выбору резца ответственно и правильно определить его геометрию, что оказывает существенное влияние на скорость обработки и качество, то значительно повышается эффективность работы.
Кроме того, необходимо иметь представление об углах между кромкой резака и направлением подачи инструмента.
Существуют следующие виды таких углов:
Установка резца влияет на показатели главного и вспомогательного углов, а его расточка – на показатель угла при вершине.
Главный угол может иметь большую величину, при этом значительно снижается устойчивость режущего инструмента, поскольку работает малая часть кромки. Если главный угол небольшой, то резец более устойчив и сам процесс резки становится эффективней.

При работе с деталями средней жесткости и тонкими значения главного угла будут колебаться от 60° до 90°. Если же детали имеют большое сечение, то угол должен быть в диапазоне от 30° до 45°.
Вспомогательный угол устанавливают от 10° до 30°, поскольку больший показатель сделает вершину резца слабой. При одновременном создании торцовых, цилиндрических и сферических поверхностей на изделии применяют проходные упорные резцы.
Отрезные резцы используют при отрезании части заготовки и обточки ее канавок. Прямые и отогнутые режущие инструменты для токарной обработки металла применяют для работы с наружными частями деталей.
Фасонные поверхности при линиях длиной менее 4 см создаются с помощью фасонных резцов, которые являются стержневыми, радиальными, круглыми и тангенциальными к направлению подачи.
Обточка фасонных поверхностей, у которых образуется линия длиной до 4 см, осуществляется фасонными круглыми, стержневыми, тангенциальными и радиальными резцами по направлению их подачи.
Виды и причины появления дефектов после токарной обработки металла
В ходе токарной обработки деталей может возникнуть брак. Это может быть:
Теперь подробнее о перечисленных видах.
Причин возникновения такого дефекта несколько:
Все ранее перечисленные разновидности брака исправляют снятием тончайших слоев материала с деталей.
Поверхность детали становится овальной из-за биения шпинделя. Это может произойти по причине того, что:
Описанные проблемы исключается при:
Возникновение такого дефекта связано со смещением заднего центра по отношению к переднему. Происходит это из-за проникновения в заднее отверстие пиноли грязи и мелких отходов. Избавиться от брака можно с помощью:
Несоответствие габаритов происходит из-за того, что:
Причины возникновения этого вида брака:
Техника безопасности при токарной обработке металла
Следует соблюдать определенные правила техники безопасности в процессе выполнения операций на токарном оборудовании. В противном случае можно испортить изделие, сломать резец или получить травму:
Обработка металла на токарном станке требует практики. Каждый новый станок необходимо освоить, попробовать провести разные операции на бракованных заготовках. Это даст возможность понять особенности оборудования, получить большую точность и добиться повышения производительности. Выполняя перечисленные выше рекомендации, можно получить прекрасный результат, а также избежать брака и травм.
Материал для токарных работ

Токарная обработка кажется легким и простым процессом. Это объясняется тем, что выбор необходимой детали ограничивается существующими телами вращения, а движение приспособления производится лишь в одной плоскости. Однако на самом деле это не так. В этой работе применяются разные формы используемого инструмента и большой спектр интересных технологий.
Технические возможности
Такая обработка, с технической точки зрения, помогает производить следующие операции:
Типы токарной обработки
Есть определенное количество типов, а именно:
Токарная металлообработка. Этот способ помогает получить цилиндрические элементы за счет резания и является наиболее популярным. Для выполнения этой процедуры применяется материал огромной степени твердости, прочности, тепло- и износостойкости. Чаще всего на токарных станках обрабатывают инструментальные углеродные и легированные стали, плюс еще некоторые сплавы.

Благодаря такой огромной функциональности станка на нем можно выполнить очень многое. К примеру, с его помощью делают обработку таких изделий, как:

Помните, что такая работа предполагает создание готового изделия, которое будет соответствовать некоторым стандартам качества. Под качеством в таком случае подразумевают соблюдение характеристик к геометрическим размерам и форме изделий, а также степени шероховатости поверхности и правильности их взаимного расположения.
Для полного контроля над качеством работы на специальных станках используют измерительные приспособления: на предприятиях, которые выпускают свою продукцию огромными сериями, — предельные калибры; для условий единичного и мелкосерийного создания — штангенциркули, микрометры, нутромеры и иные измерительные приборы.
Токарная обработка изделий

Эта манипуляция производится в виде расточки и обтачивания цилиндрических, конических и фасонных поверхностей, а также подрезания торцов, сверления, нарезки резьбы. Специальная обработка изделий может выполняться как на токарном станке для металла, так и на токарном станке, предназначенном для дерева. Все будет зависеть от вашего оборудования.
Еще одним основным процессом в токарном деле считается обработка дерева. Для выполнения такой работы применяют станки по дереву, которые предназначены для вытачки деревянных фигур цилиндрической формы.
Стандартными инструментами считают те станки, рабочая поверхность которых сделана из стали хорошего качества. Токарный станок помогает создавать самые разные изделия: прялки, посуду, игрушки, прочие бытовые вещи.
К наиболее популярным методикам создания деталей с указанными геометрическими параметрами можно отнести токарную обработку металла. Суть этой методики, помогающей также получать поверхность с нужной шероховатостью, заключается в том, что с заготовки убирают ненужный слой металла.
Без такой обработки сейчас очень сложно представить многие производственные отрасли. Поэтому этот вид работы с металлом продолжает расти, несмотря даже на очень высокий уровень, помогающий обеспечивать высокое качество и скорость работы.

Токарная обработка — это механическая обработка резанием наружных и внутренних поверхностей вращения, в том числе цилиндрических и конических, торцевание, отрезание, снятие фасок, обработка галтелей, прорезание канавок, нарезание внутренних и наружных резьб на токарных станках. Точение — одна из самых древних технических операций, которая была механизирована с помощью примитивного токарного станка.
Вращательное движение заготовки называют главным движением резания, а поступательное движение режущего инструмента — движением подачи. Различают также вспомогательные движения, которые не имеют непосредственного отношения к процессу резания, но обеспечивают транспортирование и закрепление заготовки на станке, его включение и изменение частоты вращения заготовки или скорости поступательного движения инструмента и др.
Точение, наиболее распространенный метод изготовления деталей типа тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др.) на токарных станках.
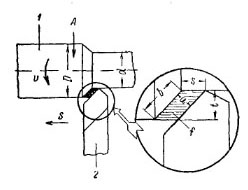
Устройство токарного резца, движения
и элементы резания токарным резцом
Вольфрамовые твердые сплавы предназначаются для обработки чугуна, цветных металлов и их сплавов и неметаллических материалов. Для изготовления токарных резцов используются вольфрамовые твердые сплавы марок ВК2, ВКЗМ, ВК4, В KG, ВК6М, ВК8, ВК8В. Буква В в каждой из этих марок означает Карбид вольфрама, буква К — кобальт; цифра, стоящая в марке после буквы К — указывает количество (в процентах) содержащегося в данном сплаве кобальта. Остальное — карбид вольфрама. Таким образом, например, в сплаве марки ВК2 содержится 2% кобальта и 98% карбида вольфрама.
Буква М, приведенная в конце некоторых марок, означает, что данный сплав мелкозернистый (величина зерен 0,5—1,5 мк). Буква В приписывается к марке сплава, если он крупнозернистый (величина зерен 3—5 мк).
Металлокерамические сплавы выпускаются в виде пластинок различных форм и размеров.
В последнее время, при определенных условиях, в качестве инструментального материала находят применение минералокерамические материалы, основной частью которых является окись алюминия. В состав этих материалов не входят относительно редкие элементы: вольфрам, титан, кобальт и др. Теплостойкость резцов, оснащенных минералокерамикой, очень высокая и достигает 1200° С и более. В этом главное преимущество минералокерамических материалов в сравнении с твердыми сплавами, основными составляющими которых являются редкие и дорогие элементы и теплостойкость которых ниже. Недостатком минералокерамического сплава является его относительно небольшая и нестабильная прочность на изгиб (хрупкость). Поэтому он применяется при получистовой и чистовой обработке чугуна, стали и цветных сплавов. Минералокерамические материалы выпускаются также в виде пластинок.
плане на процесс резания.
Читайте также: