Сталь для толкателей клапанов
Обновлено: 16.05.2024
ГОСТ Р 54909-2012
(ИСО 683-15:1992)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЕТАЛЛОПРОДУКЦИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ И СПЛАВОВ ДЛЯ КЛАПАНОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ
Metal products from alloyed steel and alloys for valves of internal combustion engines. Specifications
Дата введения 2012-10-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный научно-исследовательский институт черной металлургии им. И.П.Бардина (ФГУП "ЦНИИчермет им. И.П.Бардина") на основе русской версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 375 "Металлопродукция из черных металлов и сплавов"
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 683-15:1992* "Термоупрочняемые стали, легированные стали и автоматные стали. Часть 15. Клапанные стали для двигателей внутреннего сгорания" (ISO 683-15:1992 "Heat-treatable steels, alloy steels and free-cutting steels - Part 15: Valve steels for internal combustion engines") путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту, а также путем изменения его структуры для приведения в соответствие с правилами, установленными в ГОСТ Р 1.5-2004 (подразделы 4.2 и 4.3).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении ДЕ.
При этом дополнительные фразы, слова, ссылочные данные, показатели, их значения, включенные в текст стандарта для учета потребностей национальной экономики Российской Федерации и/или особенностей российской национальной стандартизации, выделены курсивом. Раздел 10 и приложение А полностью идентичны, а приложения ДА, ДБ, ДВ, ДГ, ДД, ДЕ дополняют его с учетом потребностей национальной экономики Российской Федерации и/или особенностей российской национальной стандартизации.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
В настоящий стандарт включены дополнительные по отношению к международному стандарту ИСО 683-15 требования, отражающие потребности национальной экономики Российской Федерации:
- приведен химический состав отечественной клапанной стали;
- приведены механические свойства металлопродукции из отечественной клапанной стали.
В разделе 4 "Обозначения" приведены тождественные обозначения величин механических свойств по ИСО 683-15 и национальным стандартам Российской Федерации;
- приведена схема условных обозначений металлопродукции;
- приведены данные о клапанной стали по ЕН 10090.
1 Область применения
1.1 Настоящий стандарт распространяется на металлопродукцию из легированной деформируемой стали и сплавов, предназначенную для изготовления клапанов двигателей внутреннего сгорания [далее - клапанные стали (сплавы)]:
1.2 Настоящий стандарт не распространяется на износостойкие и коррозионно-стойкие стали, которые применяют для защиты поверхностей седла клапана.
1.3 В дополнение к требованиям настоящего стандарта применяют общие технические условия поставки по стандарту [1].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 53845-2010 (ИСО 377:1997) Прокат стальной. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 5582-75 Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7350-77 Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Методы отбора проб для определения химического состава
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 12363-79 Стали легированные и высоколегированные. Методы определения селена
ГОСТ 12364-84 Стали легированные и высоколегированные. Методы определения церия
ГОСТ 14955-77 Сталь качественная круглая со специальной отделкой поверхности. Технические условия
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18143-72 Проволока из высоколегированной коррозионно-стойкой и жаростойкой стали. Технические условия
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ГОСТ 28033-89 Сталь. Метод рентгенофлюоресцентного анализа
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 клапанные стали (сплавы): Легированные стали и сплавы, обладающие в различной степени стойкостью к нагреву, циклическому изменению температуры, коррозии, окислению, усталостным нагрузкам, ударным нагрузкам, трению и абразивному износу.
Клапанные стали применяют для изготовления впускных и выпускных клапанов двигателей внутреннего сгорания с возвратно-поступательным движением.
3.2 плавочный анализ: Анализ химического состава жидкой стали.
4 Обозначения*
* Наименование раздела 4 в бумажном оригинале выделено курсивом. - Примечание изготовителя базы данных.
4.1 Обозначения химических элементов:
С - углерод, Si - кремний, Mn - марганец, Р - фосфор, S - сера, N - азот, Cr - хром, Ni - никель, Ti - титан, AI - алюминий, Nb - ниобий, Се - церий, Cu - медь, Zr - цирконий, Та - тантал, Мо - молибден, W - вольфрам, V - ванадий.
4.2 Обозначения характеристик механических свойств:
- условный предел текучести при значении остаточной деформации 0,2%, Н/мм;
- временное сопротивление, Н/мм;
- относительное удлинение, %. Значение относится к образцам для испытаний с расчетной длиной ;
- предел ползучести, соответствующий 1% общей деформации, Н/мм, при температуре за время .
Сталь для толкателей клапанов
ГОСТ Р 53812-2010
Технические требования и методы испытаний
Automobile engines. Valve tappets. Technical requirements and test methods
* В ИУС N 1-2011 ОКС 43.060.20. - Примечание изготовителя базы данных.
Дата введения 2010-09-15
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт "НАМИ" (ФГУП "НАМИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 56 "Дорожный транспорт"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 7 июля 2010 г. N 140-ст
4 ВВЕДЕН ВПЕРВЫЕ
Настоящий стандарт распространяется на толкатели клапанов, применяемые в автомобильных двигателях.
ГОСТ Р 50779.30-95 Статистические методы. Приемочный контроль качества. Общие требования
ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества
ГОСТ Р ИСО/ТО 8550-1-2007 Статистические методы. Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 1. Общие требования
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 801-78 Сталь подшипниковая. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3443-87 Отливки из чугуна с различной формой графита. Методы определения структуры
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 10702-78 Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16093-2004 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
3 Технические требования
3.1 Толкатели клапанов изготавливают в соответствии с требованиями настоящего стандарта и конструкторской документации (КД), утвержденной в установленном порядке.
3.2 Толкатели клапанов изготавливают из сталей марок: 15Х, 20Х по ГОСТ 4543; марок 15, 20 по ГОСТ 1050 с упрочнением цементацией; из сталей марок 35, 40 и 45 по ГОСТ 1050; 15ХФ по ГОСТ 4543; ШХ15 по ГОСТ 801 с последующей закалкой.
Толкатели, изготавливаемые методом холодного выдавливания, - из стали по ГОСТ 10702.
При условии обеспечения требуемых свойств допускается применение биметаллической стали с упрочнением специальным чугуном или другими твердосплавными материалами либо низколегированного серого чугуна с последующей закалкой или отбелом поверхностей.
3.3 Рабочие поверхности толкателей, изготавливаемых из сталей, подвергают закалке или цементации с последующей закалкой.
Для цельнолитых чугунных толкателей допустимы следующие виды технологии термообработки:
- отбел рабочей поверхности, отжиг, закалка, отпуск.
3.4 Глубина цементованного слоя на рабочем торце должна быть в пределах от 0,8 до 1,5 мм. Разность глубин цементованного слоя толкателя не должна превышать 0,4 мм.
3.5 Толщина закаленного слоя на торце толкателя при поверхностной закалке должна быть не менее 2,0 мм.
3.6 Толщина отбеленного слоя для толкателей из чугуна с отбеленными рабочими поверхностями должна быть в пределах от 2,0 до 6,0 мм.
Толщина припаиваемой твердосплавной пластинки должна быть от 1,0 до 3,0 мм.
Наличие не припаянных поверхностей недопустимо.
3.7 Твердость рабочей поверхности торца, пяты, ролика толкателей должна быть:
- для толкателей из стали - не менее 56 HRC;
- для толкателей из чугуна - не менее 50 HRC отбеленного слоя, не менее 61 HRC закаленного слоя;
- для биметаллических толкателей - не менее 61 HRC (не менее 50 HRC для нижнеклапанных двигателей).
3.8 Твердость цилиндрической части толкателя должна быть:
- не менее 35 HRC для толкателей из стали;
- от 187 до 241 НВ для толкателей из чугуна.
Допускается снижение твердости биметаллических толкателей до 20 HRC на длине не более 10,0 мм от торцов.
Твердость стального коромысла роликовых толкателей должна быть не менее 167 НВ.
3.9 На обработанных рабочих поверхностях толкателей не допускаются раскатанные пузыри, закаты, плены, песочины, раковины, царапины, видимые невооруженным глазом, и трещины.
3.10 Допустимые размеры мелких дефектов в виде отдельных раковин на чугунных толкателях или наплавленных чугуном рабочих поверхностях и остатки окалины на внутренних поверхностях толкателей, не подвергающихся механической обработке, устанавливают в КД.
3.11 Шероховатость рабочей поверхности, сопрягающейся с кулачком, и цилиндрической рабочей поверхности не должна быть более 0,32 мкм числового значения параметра Ra по ГОСТ 2789.
3.12 Резьба должна быть выполнена по ГОСТ 9150. Поле допуска резьбы - 4h по ГОСТ 16093 (для цементованных толкателей - не менее 6g, для толкателей нижнеклапанных двигателей - устанавливают в КД).
3.13 Допускается стебель толкателя выполнять бочкообразным. При этом некруглость направляющей поверхности толкателя не должна быть более 0,006 мм.
Овальность, конусность, огранка и отклонение от прямолинейности толкателя должны быть в пределах поля допуска.
3.14 Биение рабочей поверхности толкателя, сопрягающейся с кулачком распределительного вала, относительно направляющей поверхности не должно превышать 0,012 мм на каждые 10 мм диаметра рабочей поверхности.
Допуск плоскостности рабочей поверхности при плоской тарелке не должен превышать 0,005 мм. Вогнутость не допускается. Пятно контакта сферической поверхности при проверке на краску по калибру должно быть не менее 50%.
Для роликовых толкателей допуск параллельности поверхности под ось коромысла относительно поверхности ролика толкателя не должен превышать 0,06 мм.
Вращение ролика у роликовых толкателей должно быть легким, без заеданий.
Отклонение от перпендикулярности одного из торцов ступицы относительно отверстия под ось коромысла роликового толкателя должно быть не более 0,05 мм.
Допуск отверстия под пяту у роликовых толкателей не должен превышать 0,04 мм.
3.15 При окончательной обработке на рабочую торцовую поверхность толкателя разрешается наносить приработочные покрытия.
3.16 Рабочие поверхности толкателей не должны иметь микротрещин.
3.17 По наружному диаметру направляющей поверхности толкатели разбивают на размерные группы с градацией 0,007 мм.
Допускается не проводить разбивку на размерные группы толкателей, работающих в блоке цилиндров из магниевых сплавов.
3.18 Ресурс толкателей клапанов должен быть не менее ресурса двигателя, на который их устанавливают.
3.19 Противокоррозионное покрытие и упаковка толкателей должны предохранять их от коррозии в течение не менее 12 месяцев со дня их отгрузки с предприятия-изготовителя при их хранении в условиях 2 по ГОСТ 15150.
4 Правила приемки
4.1 Изготовленные толкатели клапанов (далее в разделе - изделия) до их отгрузки, передачи или продажи потребителю подлежат приемке с целью удостоверения их годности для использования в соответствии с требованиями, установленными в настоящем стандарте и в КД, договорах, контрактах (далее в разделе - нормативная и техническая документация).
4.2 Для контроля качества и приемки изготовленные изделия подвергают:
- приемке (контролю) службой технического контроля (СТК);
- типовым испытаниям (при внесении предлагаемых изменений в конструкцию выпускаемых изделий и (или) технологию их изготовления).
4.3 Приемка СТК и периодические испытания в совокупности должны обеспечивать достоверную проверку всех свойств выпускаемых изделий, подлежащих контролю на соответствие требованиям нормативной и технической документации.
Внешнему осмотру и проверке величин биения рабочей торцовой поверхности относительно направляющей поверхности подвергают все толкатели, по остальным параметрам количество толкателей отбирают в соответствии с КД.
4.4 Применяемые при испытаниях и контроле средства измерений и контроля должны быть поверены, а испытательное оборудование аттестовано в установленном порядке по ГОСТ Р 8.568.
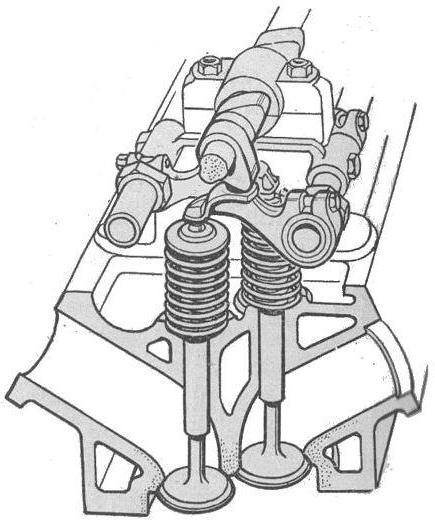
Из чего сделан толкатель клапана
МАТЕРИАЛЫ,ПРИМЕНЯЕМЫЕ ДЛЯ ДЕТАЛЕЙ МЕХАНИЗМА ГАЗОРАСПРЕДЕЛЕНИЯ
Распределительные валы изготовляют из легированных сталей 15Х, 15НМ и 12ХНЗА, или из углеродистых сталей 40 и 45, или из чугуна. Кулачки и шейки стальных распределительнных валов подвергаются цементации с последующей закалкой или поверхностной закалке, а чугунных — отбеливанию.
Для распределительных шестерен применяют сталь 20 и 45 или серый чугун. Для уменьшения шума при работе зубья шестерни делают косыми, а шестерню изготовляют из текстолита (при стальной ступице).
Толкатели изготовляют из легированных сталей 15Х, 20Х 12ХНЗА и 18ХНЗА, из стали 45 с последующей поверхностной закалкой. В некоторых двигателях толкатели делают из отбеливающихся чугунов. Твердость рабочих торцов толкателя не должна быть ниже HRC 54—56.
Выпускные клапаны в карбюраторных двигателях изготовляют из сталей ЭСХ8, Х9С2, Х10СМ, Х12Н7С, ЭН107 и ЭЯ2. С целью экономии жаропрочные материалы в ряде двигателей применяют только для головок клапанов, а стержни делают из сталей 40Х или 40ХН, затем эти детали сваривают. Для повышения коррозионной стойкости выпускных клапанов и уменьшения износа рабочей поверхности на нее и на головку клапана со стороны цилиндра наплавляют слой твердого сплава ВЗК (на кобальтовой основе), сормайта (на железной основе) или стеллита (60% Niи 15% Сг) толщиной 1,5—2,5 мм.
Для впускных клапанов применяют хромистую и хромони-келевую сталь 40Х, 40ХН, 50ХН, 37С и 40ХНМА.
Седла клапанов изготовляют из серых перлитовых чугунов СЧ 24—48, стали 45. В некоторых случаях седла клапанов отливают из отбеливающихся чугунов, при этом седла хорошо противостоят ударной нагрузке и химическому воздействию газов. Кроме того, обработка точно отливаемых колец для седел сводится только к шлифованию, без обтачивания и притирки.
Направляющие втулки изготовляют из чугуна или из алюминиевой бронзы.
Для пружин применяют специальную пружинную проволоку диаметром 3—5 мм из сталей СОГ, 65Г, 50ХФХ и П1.
Детали крепления тарелки, пружины и стержня клапана (сухари, чеки) изготовляют из сталей 40, 45, 12НЗА и чугуна СП-4Ф и др.
Коромысла штампуют из углеродистых сталей 20 и 30. Применяют также легированные стали 20ХНЗА, 12ХЗА, ЭИ274 и др. Ударной части коромысла с помощью термической обработки придается высокая твердость.
Отличие толкателя клапана с гидрокомпенсатором от обычного толкателя
Автор: Евгений Живоглядов.
Дата публикации: 10 февраля 2019 .
Категория: Автотехника.
В современных автомобильных двигателях для открытия клапанов газораспределительного механизма (ГРМ) применяют две основные разновидности толкателей: механические и с гидрокомпенсацией (в народе их называют просто «гидрики»). И те и другие, имеют как свои достоинства, так и недостатки. В краткой обзорной статье мы попробуем разобраться в их принципиальных отличиях. А также, что лучше при повседневной эксплуатации транспортного средства – гидрокомпенсатор или обычный механический толкатель. Причем чтобы проще было сравнивать будем рассматривать обе разновидности (обычную и гидравлическую) одной геометрической формы, а именно, в виде стаканчика (так называемой шляпкообразной).
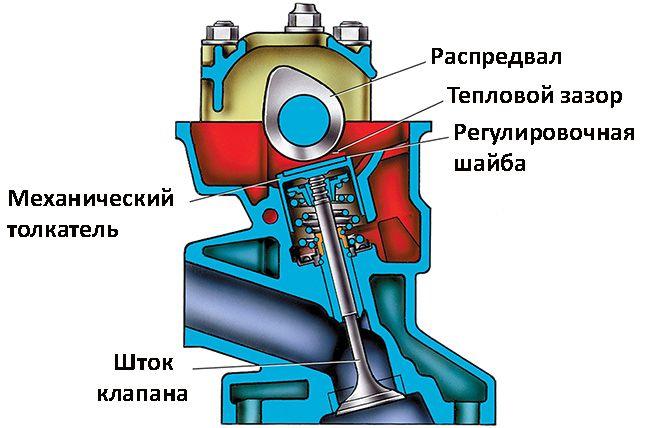
Тепловой зазор и принцип работы механического толкателя
Напомним вкратце, как работает газораспределительный механизм (ГРМ) двигателя автомобиля. При вращении распредвала происходит его «наезд» (если быть точнее, то выступающей частью, которую называют кулачком) на поверхность толкателя, опирающегося на шток клапана. В этот момент происходит открытие последнего. Когда кулачок перестает «контактировать» с толкателем, возвратная пружина закрывает клапан. Казалось бы все просто. Но, по мере прогрева мотора все металлические элементы конструкции расширяются. Это известно всем еще из школьного курса физики. В двигателях, оборудованных обычными механическими толкателями, изначально для компенсации температурного расширения элементов предусмотрен определенный зазор. По мере прогрева он уменьшается, и мотор начинает уверенно выдавать все заявленные производителем характеристики. Если бы этого не было сделано, то в прогретом двигателе расширенные элементы ГРМ в лучшем случае испытывали бы повышенные нагрузки (что привело бы к их преждевременному износу), в худшем – их просто бы заклинило.
Достоинства и недостатки механического толкателя
К несомненным достоинствам обычных толкателей стоит отнести:
- Простоту конструкции, и, как следствие, невысокую стоимость.
- «Нетребовательность» к качеству масла (нагар и отложения не влияют на их работу) и периодичности его замены (как правило, через каждые 15000 км пробега).
Самым главным недостатком простой и достаточно надежной конструкции механического толкателя является необходимость периодической ручной регулировки величины теплового зазора (такую процедуру у современных транспортных средств приходится производить не так уж часто – через каждые 80000÷100000 км пробега). Как это делают? Сначала производят замер величины зазора с помощью специальных щупов. Затем подбирают регулировочную шайбу (если она есть, как например, во многих двигателях семейства переднеприводных автомобилей ВАЗ) необходимой толщины. Но, не всегда это возможно сделать. У многих иномарок приходится менять толкатель на новый, так как регулировочная шайба в их конструкции просто не предусмотрена.

Кратко об устройстве и принципе работы гидрокомпенсатора
По внешнему виду гидрокомпенсатор мало чем отличается от обычного механического толкателя. Не будем подробно расписывать внутреннее технологическое устройство «гидрика». Отметим только, что на его корпусе имеется специальная канавка и отверстие для подачи внутрь масла, а в самой головке блока цилиндров обустроены специальные каналы.

Принцип работы гидрокомпенсатора в кратком изложении:
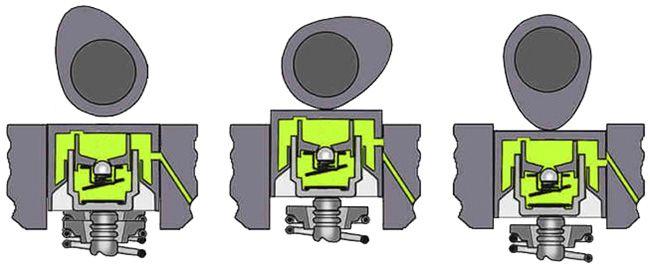
- При заглушенном двигателе давление масла отсутствует. А между распредвалом и «крышкой» гидрокомпенсатора имеется определенный зазор.
- После запуска мотора масло под давлением заполняет внутренний объем корпуса. Гидрокомпенсатор поднимается вверх, и зазор автоматически «выбирается» (то есть, он отсутствует).
- Заполненный несжимаемым маслом (именно такие сорта применяют в современных двигателях) гидрокомпенсатор приобретает достаточную «жесткость», чтобы без потерь передавать механическое усилие и открывать клапан (при «наезде» кулачка распредвала на верхнюю поверхность «гидрика»).
- Далее выступающая часть распределительного вала перестает «контактировать» со «шляпкой» гидротолкателя. Клапан закрывается под действием возвратной пружины.
На заметку! При вращении распредвала отверстие в корпусе гидрокомпенсатора циклически проходит мимо масляного канала блока цилиндров. При этом происходит выравнивание давления смазывающей жидкости снаружи (то есть в самом двигателе) и внутри корпуса «гидрика». В результате происходит постоянный контакт поверхностей распредвала и толкателя.
Плюсы и минусы толкателей с гидрокомпенсацией
Гидрокомпенсаторы обладают целым рядом неоспоримых достоинств (по сравнению со стандартными механическими толкателями):
- После запуска двигателя тепловой зазор между распредвалом и поверхностью толкателя «выбирается» автоматически. То есть, полностью отпадает необходимость его регулировки ручным способом.
- Максимальный прижим «шляпки» гидрокомпенсатора к поверхности распредвала осуществляется независимо от температуры двигателя. Это позволяет достичь стабильной «жизнедеятельности» мотора во всем рабочем диапазоне оборотов.
- Более четкая работа клапанов приводит к ощутимой экономии топлива.
- Сам двигатель работает значительно тише, по сравнению с аналогами, оборудованными механическими толкателями.
- Долговечность. Как правило, гидрокомпенсаторы от проверенных временем производителей (при правильной эксплуатации транспортного средства) рассчитаны на весь «жизненный срок» самого двигателя.
- Меньший износ всех деталей ГРМ.
Почему же не все автопроизводители спешат перейти к таким удобным в эксплуатации автоматическим приспособлениям регулировки зазора? Да потому, что как любые технические приспособления, они обладают рядом недостатков:
- Сложность конструкции, как самого толкателя, так и головки блока цилиндров, в которой необходимо обустраивать специальные каналы и отверстия для подачи масла в корпус гидрокомпенсатора.
- Это в свою очередь приводит к значительному удорожанию изделия (в разы по сравнению с механическим «оппонентом») и двигателя, и, как следствие, всего автомобиля в целом.
- Возрастание эксплуатационных расходов. Для бесперебойной и долгосрочной эксплуатации необходимо применять только высококачественные сорта полусинтетических или синтетических масел. К тому же его замену лучше производить не реже чем каждые 10000 км. А при эксплуатации в мегаполисах (с постоянными простоями в пробках и «на светофорах») лучше сократить периодичность до 7000÷8000 км. Это предотвратит забивание каналов и отверстий подачи масла, как в головке блока, так и в корпусе самого гидрокомпенсатора.

- Повышенные требования к производительности масляного насоса. Дополнительная мощность этого узла необходима для создания нужного давления для «закачки» масла внутрь корпуса гидрокомпенсаторов.
- Не ремонтопригодность. При выходе из строя изделие подлежит замене на новое. Гидрокомпесаторы от некоторых производителей служат «верой и правдой» не более 100000÷150000 км пробега. Это вполне соизмеримо с частотой регулировки зазора механических толкателей. Однако заменить «гидрики» значительно дороже, чем выставить необходимые зазоры (особенно, если для этого можно применять регулировочные шайбы).

В заключении
Количество приверженцев гидрокомпенсаторов приблизительно равно числу «упорных» почитателей обычных механических толкателей. Кто-то при тюнинге своего автомобиля меняет «механику» на «гидрики». Кто-то (с точностью до наоборот) устанавливает в мотор «стаканчики» с регулировочными шайбами (вместо штатных гидротолкателей). Наш совет: регулярно меняйте масло и проводите все предусмотренные производителем профилактические мероприятия, и ваш двигатель прослужит долго, независимо от того какой способ открытия клапанов (механический или гидравлический) применен инженерами при проектировании конкретного автомобиля.
Толкатель клапана: описание и фото
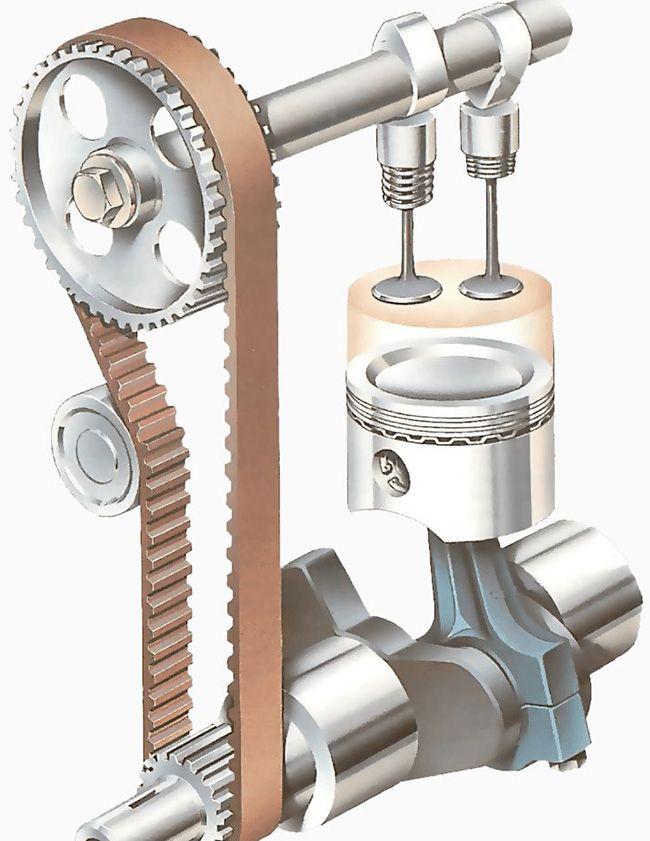
В любом двигателе внутреннего сгорания есть система фаз газораспределения. Она включает в себя цепной или ременной привод, шестерни, впускные и выпускные клапана. Последние регулируют подачу и выпуск топливно-воздушной смеси, которая сгорает в камере цилиндра. Также здесь используется толкатель клапана двигателя. Что это за устройство и в чем его особенности? Обо все этом – далее в нашей статье.
Характеристика
Толкатель клапана (ВАЗ в том числе) являет собой элемент, предназначенный для передачи усилий на штангу от распределительного вала. На современных автомобилях используются механизмы бочкообразного типа. Их изготавливают из чугуна.

Другие разновидности
Некоторые толкатели клапана механические оснащены кулачками с прямым профилем.

О плоском основании
Толкатель клапана данного типа проворачивается на своих направляющих. Что это дает? Благодаря этому уменьшается проскальзывание между толкателем и кулачком. Также снижается износ распределителя. Он более равномерный. Что касается элементов роликового типа, они не должны проворачиваться на своих осях с закругленными концами.
Гидравлические
Весь процесс работы двигателя сопровождается большим тепловыделением. А поскольку большая часть механизмов силового агрегата выполнена из металла, ему свойственно расширятся. Соответственно, меняются тепловые зазоры, особенно на клапанах.
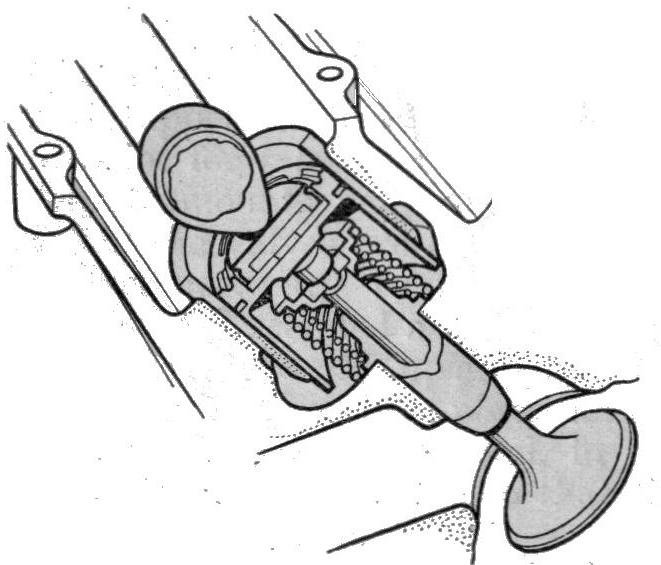
Как устроены?
В корпусе гидравлического толкателя имеется плунжер. В последнем есть две камеры. Это нагнетательная и камера подачи, в которую поступает смазка от двигателя во время работы. Далее это масло проходит через шариковый клапан в нагнетательную часть. Чтобы компенсировать зазоры с высокой точностью, объем жидкости дозируется в плунжере. Ее из корпуса толкателя выдавливает пружина. Таким образом, тепловой зазор восстанавливается до нормальных значений. Во время открытия впускного или выпускного клапана, масло находится в камере нагнетания. Шариковый клапан возвращает часть его назад, в камеру подачи. Когда корпус толкателя перемещается вверх, создается определенное давление жидкости. Масло не дает плунжеру переместиться относительно корпуса. Когда клапан закрывается, происходит утечка смазки со стороны плунжера. Однако при новом открытии этот недостаток компенсируется через нагнетательную камеру. При запуске двигателя, элементы газораспределительного механизма набирают рабочую температуру. Металл расширяется, а объем масла в камере нагнетания уменьшается. Благодаря слаженной работе механизма, компенсируются зазоры между клапанами. Также в работе задействуются такие элементы, как коромысло и штанга клапана. Ниже мы рассмотрим, что они собой представляют.
Штанга и коромысло
Первый элемент являет собой металлическую трубку диаметром 12 миллиметром.
Какой толкатель клапана выбрать?
Как мы уже отметили ранее, существуют механические, роликовые и гидравлические элементы. При замене данных деталей встает вопрос о выборе наилучшего типа толкателя. Итак, давайте по порядку. Механические элементы – это наиболее простые и удешевленные толкатели. Главный их недостаток – невозможность компенсирования зазора. В результате при наборе двигателем рабочей температуры они начинают издавать характерный шум. Все зазоры приходится выставлять вручную, через регулировочный болт. Что касается гидравлических, они автоматически выставляют все зазоры.

Как определить неисправность?
Поломку данного элемента можно выявить по характерным звукам. Поскольку деталь выставляет нужный зазор, при поломке будет слышен металлический звон под клапанной крышкой. С увеличением оборотов он усиливается. Это значит, что в корпус элемента не поступает масло или не работает одна из камер.
Когда это нормально?
Стоит отметить, что шум из клапанной крышки при запуске мотора – вполне нормальное явление.

Как выставить тепловой зазор?
Если это механический толкатель, придется делать это самостоятельно. Регулировка выполняется на холодном двигателе. Сперва необходимо открыть клапанную крышку. Далее выставляем четвертый цилиндр в верхней мертвой точке. Для этого следует совестить центральную риску на передней крышке ДВС с метой шкива коленвала. последний вращаем подходящим рожковым ключом за храповик. Далее приступаем к регулировке восьмого и шестого клапана.

Заключение
Итак, мы выяснили, что собой представляют данные элементы. При любых симптомах не медлите с заменой толкателей. Это может сократить ресурс двигателя, в частности, деталей газораспределительного механизма.
Читайте также: