Сталь для заклепок гост
Обновлено: 08.05.2024
Часто возникает необходимость в соединении двух деталей так, чтобы они скрепились, как говорится, намертво. Конечно, можно выполнить данную процедуру с помощью болта и гайки, но намного проще и, что не менее важно, дешевле использовать для этого заклепки. В пользу такого выбора говорит широкий ассортимент этих крепежных деталей, позволяющий сопрягать элементы различных конструкций даже из разных, но твердых материалов. Особой популярностью среди домашних мастеров пользуются т.н. «заклепки под молоток», изготавливаемые по нормам ГОСТов 10299 и 10300, принятых в 1980 году.
Конструкция и материал изготовления
Конструктивное исполнение заклепок, утвержденное данными стандартами, во многом схоже. Эти детали состоят из:
цилиндрического стержня; его конец в результате расплющивания от ударов молотка преобразуется в замыкающую головку.

Заклепка, изготовленная по нормам ГОСТ 10299-80

Заклепка, соответствующая требованиям ГОСТ 10300-80
В качестве сырья для изготовления заклепок, соответствующих требованиями обоих нормативных документов, используется металл, типы которого указаны в ГОСТе 10304-80. Содержащиеся в нем сведения представлены в таблице.
ГОСТ 10702, ГОСТ 5663 либо ГОСТ 1050
Технические характеристики заклепок, выполненных по нормам ГОСТ 10299
Действие Государственного стандарта №10299 от 1980 года распространяется на заклепки, изготовленные с нормальной и грубой точностью – класса «В» и класса «С», соответственно. Данным нормативным документом установлено одно исполнение этих крепежных деталей.
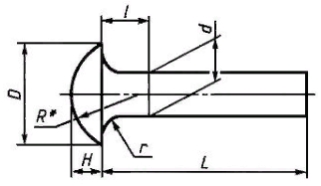
Численные значения рабочих параметров заклепок, выполненных по нормам ГОСТа 10299-80 указаны в таблице. Обозначение этих технических характеристик такое же, как и на чертеже. Единица измерения –миллиметры.
Диаметр стержня (обозначение d)
Диаметр головки (параметр D)
Расстояние от места измерения диаметра до основания головки (l)
Высота головки (Н)
Длина стержня (параметр L)
Радиус (r) места перехода основания головки в стержень
Радиус сферы головки (обозначение R)
Не рекомендуется использовать заклепки с диаметром стержня, равным 22,0 мм; 18,0 мм; 14,0 мм; 3,5 мм и 1,4 мм.
Требования ГОСТа 10299-80 касательно предельного отклонения высоты головки (обозначим этот параметр следующей последовательностью литер: Пр. Откл. В. Гол.) выглядят так:
при Н=1,0 мм: Пр. Откл. В. Гол. ± 0,28 миллиметров;
Технические характеристики заклепок, выполненных по нормам ГОСТ 10300
Государственный стандарт №10300, принятый в 1980 году, нормирует производство заклепок с нормальной (класс «В») и грубой (класс «С») точностью. Данным нормативным документом установлен один вариант исполнения этих крепежных деталей.
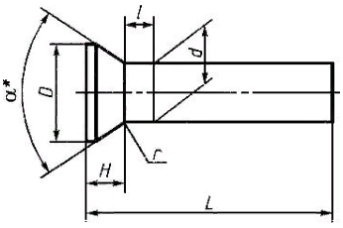
В таблице указаны технические характеристики заклепок, соответствующих требованиям ГОСТа 10300-80. Обозначены эти параметры так же, как и на чертеже.
Радиус перехода конической опорной поверхности головки в стержень (параметр r)
Длина изделия (L)
Расстояние от точки измерения диаметра до опорной поверхности головки (l)
Внешний диаметр шляпки (D)
Не рекомендуется применять заклепки с диаметром стрежня 14 и 1,4 миллиметра. Предельные отклонения параметра Н – высота головки – аналогичны указанным выше для ГОСТ 10299, то есть:
когда Н=1,0 мм: Пр. Откл. В. Гол. ± 0,28 миллиметров.
Подбор заклепок по длине
Корректная установка крепежа заклепочного типа предполагает точный подбор его длины. Только в этом случае будет сформировано прочное соединение без необязательных зазоров, и появится возможность создать замыкающую головку из выступающего отрезка стержня требуемой конфигурации.
При подборе длины подлежит первоочередному учету общая толщина скрепляемых объектов (S). Сначала следует определить длину припуска – так называется часть стержня, которая будет выступать над поверхностью одной из скрепляемых деталей. В этом аспекте стоит прислушаться к рекомендациям экспертов. Так, для заклепки:
- выполненной по нормам ГОСТа 10299 и имеющей полукруглую головку, длина припуска (обозначим ДП 1 ) вычисляется по формуле: ДП 1 = (1,2…1,5)×d;
- изготовленной в соответствии с положениями ГОСТа 10300 с головкой под потай, для вычисления ее длины следует применять такую формулу: ДП 2 = (0,8…1,1)×d, где d – это диаметр стержня заклепки.
Общая длина стержня применяемой крепежной детали данного типа определяется так:
- вариант со сферической головкой: L 1 = S+ДП 1
- заклепка с головкой под потай: L 2 = S+ДП 2
Приведем пример расчета, когда требуется соединить листовые детали, общая толщина которых составляет 42 миллиметра, с использованием заклепки с потайной шляпкой и диаметром стержня ⌀10 мм.
L 2 = 42 + 0,8×10 = 42 +8 =50 мм
Заключение
Численные значения диаметров крепежных деталей обоих рассматриваемых видов колеблются в широком диапазоне – min 1,0 мм; max 36 мм. Этот фактор накладывает определенные требования к подбору подходящего сверла под отверстия заклепочного шва. При этом необходимо помнить, что зазор между стенками гнезда и телом заклепки (обозначение Т):
при диаметре крепежного элемента d
когда d≥5 мм, величина зазора не должна превышать 0,2 мм, то есть Т≤0,2 мм.
При соблюдении этих требований сформированное соединение будет прочным и долговечным.
ГОСТ 10304-80* «Заклепки классов точности В и С. Общие технические условия»
Стандарт распространяется на заклепки общемашиностроительного применения, классов точности В и С, предназначенные для работы при температуре от плюс 300 до минус 60 град. С.
| Обозначение: | ГОСТ 10304-80* |
| Название рус.: | Заклепки классов точности В и С. Общие технические условия |
| Статус: | действующий |
| Заменяет собой: | ГОСТ 10304-70 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.01.1981 |
| Утвержден: | Госстандарт СССР (06.05.1980) |
| Опубликован: | Издательство стандартов № 1986 |

ГОСУДАРСТВЕННЫЙ СТАНДАРТСОЮЗА ССР
ЗАКЛЕПКИ классов точности В и С.
ГОСТ 10304-80
(СТ СЭВ 1329-78)
ГОСУДАРСТВЕННЫЙКОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Rivets classes В and С . General specifications
Взамен
ГОСТ 10304-68
ПостановлениемГосударственного комитета СССР по стандартам от 6 мая 1980 г. № 2011 сроквведения установлен
Проверен в 1985 г. ПостановлениемГосстандарта от 23.04.85 № 1138 срок действия продлен
(Измененная редакция, Изм. № 3).
Настоящий стандартраспространяется на заклепки общемашиностроительного применения, классовточности В и С, предназначенные для работы при температуре от плюс 300 до минус60 ° С.
Стандарт полностьюсоответствует СТ СЭВ 1329-78.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. По форме, размерам,предельным отклонениям, не указанным в настоящем стандарте, заклепки должны соответствоватьстандартам на технические условия.
1.2. Схема построенияусловных обозначений заклепок приведена в обязательном приложении.
1.3. Марки материалов и ихусловные обозначения должны соответствовать указанным в табл. 1.
Условное обозначение марки
или ГОСТ 10702-78
* Сведения о материалахприведены в справочном приложении 2.
Допускается применять другиематериалы с временным сопротивлением не ниже указанного в табл. 2.
(Измененная редакция, Изм. № 1, 2).
1.3а. Заклепки должны изготовлятьсяс покрытиями или без покрытий. Виды покрытий и их условные обозначения - поГОСТ 1759.0-87. Выбор толщины покрытий - по ГОСТ9.303-84 .
(Измененная редакция, Изм. № 1, 2, 3).
1.4. Технические требованияк покрытиям - по ГОСТ9.301-86 .
1.5. Временное сопротивлениесрезу заклепок должно соответствовать указанному в табл. 2.
Временное сопротивление срезу, МПа (кгс/мм 2 ), не менее
Без термической обработки
Л 63 (антимагнитная)
Закалка и естественное старение
1.6. Допускается изготовлятьзаклепки без термической обработки.
1.7. Заклепка должнавыдерживать испытание в холодном состоянии на прочность соединения головки состержнем. Изгиб головки по отношению к стержню на угол 15 ° должен происходить безвозникновения поперечных надрывов.
1.8. Конец стержня илиметалла, подготовленного для изготовления заклепок, должен выдерживатьиспытание на расклепываемость без появления в образованной головке трещин инадрывов. Испытанию на расклепываемость допускается не подвергать заклепки,изготовленные методом холодной штамповки, и термообработанные заклепки.
На поверхности допускаются:
поверхностные дефекты,допускаемые стандартами на проволоку и прутки, из которых изготовляют заклепки,в том числе дефекты, измененные в результате деформирования материала привысадке. Глубина измененных дефектов на головках должна быть не более 0,2 мм;
следы инструмента и закаты,находящиеся в пределах допустимых отклонений размеров заклепок;
заусеницы на головке, еслиих величина не превышает половины поля допуска на диаметр головки заклепки; длязаклепок с диаметром стержня d > 16 мм заусеницы на головках не более 1 мм;
неотделяющийся цветной налетокисей.
(Измененная редакция, Изм. № 2, 3).
1.9а. Шероховатостьповерхности заклепок не должнапревышать:
Ra = 6,3 мкм для классаточности В,
Ra = 50 мкм для классаточности С.
Шероховатость поверхностейзаклепок, изготовленных методом холодной штамповки, и шероховатости торцастержня не контролируются.
(Введено дополнительно, Изм. № 3).
1.10. Поля допусков ипредельные отклонения размеров заклепок должны соответствовать указанным в табл. 3.
Поля допусков и предельные отклонения
Класс точности В
Класс точности С
Диаметр стержня d
Диаметр головки D
Длина заклепки L
Высота головки Н > 1 мм
1.11. Допускаемые отклоненияформы и расположения поверхностей не должны превышать следующих значений:
косой срез стержня (черт. 1):
a = 3 ° для диаметров от 1 до 16 мм;
a = 5 ° » » свыше 16 мм;
допускперпендикулярности опорной и торцовой поверхностей головок относительно осистержня (черт. 1) t ; t = 0,0175 D для класса точности В и t = 0,0349 D для класса точности С;
высота цилиндрическогопояска b и недопрессовка на вершине головокв виде площадок D 1 (черт. 2) - согласно табл.4
b , не более
Для заклепок диаметромстержня до 6 мм по согласованию между изготовителем и потребителем допускаетсяувеличение значений b , указанных в табл. 4 на 0,1мм;
допуск соосности оси головкиотносительно оси стержня (черт. 2) -согласно табл. 5.
уменьшение диаметра стержня,измеренное на расстоянии, равном диаметру стержня от конца заклепки, - согласнотабл. 6.
Уменьшение диаметра конца стержня
В пределах нижнего отклонения
2. ПРИЕМКА
2.1. Правила приемкизаклепок - по ГОСТ 17769-83 .
2.2. Каждая партия заклепок должнасопровождаться документом о качестве с указанием:
наименования или товарногознака завода-изготовителя;
перечня и результатовпроведенных испытаний;
массы нетто партии;
средств временнойпротивокоррозионной защиты и срока защиты.
Примечание . Допускается вкладывать документ о качестве заклепок втару или контейнер, при этом должна обеспечиваться сохранность его притранспортировании.
3. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
3.1. Контроль механическихсвойств заклепок должен производиться на соответствие требованиям табл. 2.
3.2. Контроль качествапокрытий - по ГОСТ 9.302-79.
3.3. Внешний вид заклепок (п. 1.9) проверяют визуально без примененияувеличительных приборов.
Для заклепок диаметром менее3 мм допускается применение увеличительных средств (до 3 ´ ).
Шероховатость поверхностизаклепок, изготовленных методом холодной высадки, не контролируется.
3.5. Отклонения размеров ирасположения поверхностей заклепок проверяют предельными калибрами, шаблонами,контрольными матрицами, универсальными измерительными приборами илиинструментом.
Длина заклепок при косомсрезе конца должна проверяться по короткой стороне стержня.
3.6. Высоту потайных иполупотайных головок заклепок проверяют с помощью контрольной матрицы и шаблонапо схеме, указанной на черт. 3.
Высоту полупотайных головокзаклепок Н контролируют по размеру ( H + h ) сдопуском, равным по величине допуску на размер Н, черт. 4.
Допускаются другие методыконтроля высоты головок.
3.7. Отклонение отперпендикулярности опорной поверхности головки к оси стержня проверяют угловым шаблономили щупом по просвету между опорной поверхностью головки и торцевойповерхностью контрольной матрицы.
3.8. Прямолинейность стержнязаклепок проверяют по свободному вхождению заклепки в контрольную матрицу,диаметр отверстия которой соответствует максимальному диаметру стержнязаклепки.
Поле допуска отверстияматрицы - Н14.
3.9. Отклонение от соосностиголовки относительно стержня заклепок определяют разностью размеров s и s 1 (черт. 5), измеренных с помощью штангенглубиномера илимикрометрического глубиномера. Допускаются другие методы контроля.
(Измененная редакция, Изм. № 1, 3).
3.10. Значения величины углаи радиуса скругления плоской головки, радиуса под головкой, перпендикулярностиопорной и торцовой поверхностей голосок к оси стержня, прямолинейности стержня,косой срез стержня и соосность головки относительно оси стержня допускается неконтролировать в готовых заклепках при условии обеспечения этих геометрическихпараметров инструментом.
3.11. Прочность соединенияголовки со стержнем испытывают в контрольной матрице по схеме, указанной на черт. 6 ударами по головке заклепки досоприкосновения ее опорной поверхности с плоскостью матрицы.
Диаметр отверстия матрицы d 1 должен выбираться из 2-горяда ГОСТ 11284-75.
Надрывы под головкой недопускаются.
Испытанию не подлежатзаклепки с потайной и полупотайной головками, отожженные и изготовленныегорячей штамповкой.
Допускается проводитьиспытание стальных заклепок с диаметром стержня более 10 мм в горячем состоянии(при температуре 850-950 ° С).
3.13. Испытание заклепок насрез стержня проводят по требованию потребителя по методике, согласованноймежду изготовителем и потребителем.
При определении значениявременного сопротивления срезу расчет ведется по действительному диаметрузаклепок.
Допускается вместо заклепокподвергать испытанию образцы проволоки из бухты, которая была использована длявысадки заклепок (при условии, что эти образцы термообработаны одновременно спредставленными на испытание заклепками).
(Введено дополнительно, Изм. № 1).
3.14. Методика контроляпокрытий - по ГОСТ9.302-88 .
4. Транспортированиеи хранение
Упаковка заклепок, маркировкатары, транспортирование и хранение - по ГОСТ18160-72 .
Разд. 5. (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ1
Обязательное
Схема построения условного обозначения заклепок
1 -классточности. Класс точности В не указывается; 2-диаметрстержня;
3- длина;4-условное обозначение марки (группы)материала; 5-марка материала.Указывается для групп 01, 03, 21, 38 и для материала, не предусмотренного внастоящем стандарте. Допускается не указывать марку материала для групп 01, 03,21, 38; 6-условное обозначение видапокрытия. Отсутствие покрытия не указывается; 7-толщина покрытия; 8 -обозначение стандарта на конкретный вид заклепок.
Примерусловного обозначения заклепки класса точности С, диаметром d = 8 мм, длиной L = 20 мм, из материалагруппы 38, марки меди МЗ, с никелевым покрытием толщиной 6 мкм:
Заклепка С 8 ´ 20.38.М3.136ГОСТ .
ПРИЛОЖЕНИЕ2
Справочное
Материалы для изготовления заклепок
Сталь для заклепок гост
Хотите оставить заявку? Напишите или позвоните нам!
Заклепки ГОСТ 10304-80

ГОСТ 10304-80 Настоящий стандарт распространяется на заклепки общемашиностроительного применения, классов точности В и С, предназначенные для работы при температуре от плюс 300 до минус 60°С.
Стандарт полностью соответствует СТ СЭВ 1329-78.
1. Технические требования ГОСТ 10304-80
1.1. По форме, размерам, предельным отклонениям, не указанным в настоящем стандарте, заклепки должны соответствовать стандартам на технические условия.
1.2. Схема построения условных обозначений заклепок приведена в обязательном приложении.
1.3. Марки материалов и их условные обозначения должны соответствовать указанным в таблице 1.
Таблица 1
Допускается применять другие материалы с временным сопротивлением не ниже указанного в таблице 2.
1.3а. Заклепки должны изготовляться с покрытиями или без покрытий. Виды покрытий и их условные обозначения - по ГОСТ 1759.0-87. Выбор толщины покрытий - по ГОСТ 9.303-84.
1.4. Технические требования к покрытиям - по ГОСТ 9.301-86.
1.5. Временное сопротивление срезу заклепок должно соответствовать указанному в таблица 2.
Таблица 2
Материал заклепок
1.6. Допускается изготовлять заклепки без термической обработки согласно ГОСТ 10304-80.
1.7. Заклепка должна выдерживать испытание в холодном состоянии на прочность соединения головки со стержнем. Изгиб головки по отношению к стержню на угол 15° должен происходить без возникновения поперечных надрывов.
1.8. Конец стержня или металла, подготовленного для изготовления заклепок, должен выдерживать испытание на расклепываемость без появления в образованной головке трещин и надрывов. Испытанию на расклепываемость допускается не подвергать заклепки, изготовленные методом холодной штамповки, и термообработанные заклепки.
1.9. Поверхность заклепок должна быть чистой, без грата, трещин, надрывов, расслоений материала, пузырей, раковин и отделяющейся окалины.
На поверхности допускаются:
- поверхностные дефекты, допускаемые стандартами на проволоку и прутки, из которых изготовляют заклепки, в том числе дефекты, измененные в результате деформирования материала при высадке. Глубина измененных дефектов на головках должна быть не более 0,2 мм;
- следы инструмента и закаты, находящиеся в пределах допустимых отклонений размеров заклепок;
- заусеницы на головке, если их величина не превышает половины поля допуска на диаметр головки заклепки; для заклепок с диаметром стержня d > 16 мм заусеницы на головках не более 1 мм; неотделяющийся цветной налет окисей.
1.9а. Шероховатость поверхности заклепок не должна превышать:
- Ra = 6,3 мкм для класса точности В,
- Ra = 50 мкм для класса точности С.
Шероховатость поверхностей заклепок, изготовленных методом холодной штамповки, и шероховатости торца стержня не контролируются.
1.10. Поля допусков и предельные отклонения размеров заклепок должны соответствовать указанным в таблица 3.
Таблица 3
Наименование параметра
1.11. Допускаемые отклонения формы и расположения поверхностей не должны превышать следующих значений:
косой срез стержня (чертеж 1):
- a = 3° для диаметров от 1 до 16 мм;
- a = 5° » » свыше 16 мм;
- допуск перпендикулярности опорной и торцовой поверхностей головок относительно оси стержня (чертеж 1) t; t = 0,0175D для класса точности В и t = 0,0349D для класса точности С;
Чертеж 1
Высота цилиндрического пояска b и недопрессовка на вершине головок в виде площадок D1 (чертеже 2) - согласно таблице 4
Чертеж 2
Для заклепок диаметром стержня до 6 мм по согласованию между изготовителем и потребителем допускается увеличение значений b, указанных в таблице 4 на 0,1 мм:
Таблица 4
Допуск соосности оси головки относительно оси стержня (чертеж 2) - согласно таблице 5.
Таблица 5
Уменьшение диаметра стержня, измеренное на расстоянии, равном диаметру стержня от конца заклепки, - согласно таблице 6.
Таблица 6
2. Приёмка ГОСТ 10304-80
2.1. Правила приемки заклепок - по ГОСТ 17769-83.
2.2. Каждая партия заклепок должна сопровождаться документом о качестве с указанием:
- наименования или товарного знака завода-изготовителя;
- условного обозначения заклепок;
- перечня и результатов проведенных испытаний;
- массы нетто партии;
- средств временной противокоррозионной защиты и срока защиты.
Примечание. Допускается вкладывать документ о качестве заклепок в тару или контейнер, при этом должна обеспечиваться сохранность его при транспортировании.
3. Методы контроля и испытаний ГОСТ 10304-80
3.1. Контроль механических свойств заклепок должен производиться на соответствие требованиям таблице 2.
3.2. Контроль качества покрытий - по ГОСТ 9.302-79.
3.3. Внешний вид заклепок (п. 1.9) проверяют визуально без применения увеличительных приборов.
Для заклепок диаметром менее 3 мм допускается применение увеличительных средств (до 3´).
Шероховатость поверхности заклепок, изготовленных методом холодной высадки, не контролируется.
3.5. Отклонения размеров и расположения поверхностей заклепок проверяют предельными калибрами, шаблонами, контрольными матрицами, универсальными измерительными приборами или инструментом.
Длина заклепок при косом срезе конца должна проверяться по короткой стороне стержня.
3.6. Высоту потайных и полупотайных головок заклепок проверяют с помощью контрольной матрицы и шаблона по схеме, указанной на чертеже 3.
Чертеж 3
Высоту полупотайных головок заклепок Н контролируют по размеру (H+h) с допуском, равным по величине допуску на размер Н, чертеж 4.
Допускаются другие методы контроля высоты головок.
Чертеж 4
Отклонение от перпендикулярности опорной поверхности головки к оси стержня проверяют угловым шаблоном или щупом по просвету между опорной поверхностью головки и торцевой поверхностью контрольной матрицы.
3.8. Прямолинейность стержня заклепок проверяют по свободному вхождению заклепки в контрольную матрицу, диаметр отверстия которой соответствует максимальному диаметру стержня заклепки.
Поле допуска отверстия матрицы - Н14. ГОСТ 10304-80
3.9. Отклонение от соосности головки относительно стержня заклепок определяют разностью размеров s и s1 (чертеж 5), измеренных с помощью штангенглубиномера или микрометрического глубиномера. Допускаются другие методы контроля.
3.10. Значения величины угла и радиуса скругления плоской головки, радиуса под головкой, перпендикулярности опорной и торцовой поверхностей голосок к оси стержня, прямолинейности стержня, косой срез стержня и соосность головки относительно оси стержня допускается не контролировать в готовых заклепках при условии обеспечения этих геометрических параметров инструментом.
Чертеж 5
3.11. Прочность соединения головки со стержнем испытывают в контрольной матрице по схеме, указанной на чертеже 6 ударами по головке заклепки до соприкосновения ее опорной поверхности с плоскостью матрицы.
Диаметр отверстия матрицы d1 должен выбираться из 2-го ряда ГОСТ 11284-75.
Надрывы под головкой не допускаются.
Испытанию не подлежат заклепки с потайной и полупотайной головками, отожженные и изготовленные горячей штамповкой.
Чертеж 6
4. Транспортирование и хранение ГОСТ 10304-80
Упаковка заклепок, маркировка тары, транспортирование и хранение - по ГОСТ 18160-72.
ПРИЛОЖЕНИЕ 1 Обязательное
Схема построения условного обозначения заклепок
1-класс точности. Класс точности В не указывается; 2-диаметр стержня; 3-длина; 4-условное обозначение марки (группы) материала; 5-марка материала. Указывается для групп 01, 03, 21, 38 и для материала, не предусмотренного в настоящем стандарте. Допускается не указывать марку материала для групп 01, 03, 21, 38; 6-условное обозначение вида покрытия. Отсутствие покрытия не указывается; 7-толщина покрытия; 8 - обозначение стандарта на конкретный вид заклепок.
Пример условного обозначения заклепки класса точности С, диаметром d = 5 мм, длиной L = 25 мм, из материала группы 21, марки нержавеющей стали 08Х18Н10, с никелевым покрытием толщиной 6 мкм, ГОСТ 10299-80
Заклепка С 5 ´ 25.21. 08Х18Н10 .136 ГОСТ 10299-80
Купить заклепки ГОСТ 10304-80 по оптовой цене на металлургическом заводе АВАЛДА по телефону или заказать через электронную почту, Online - заказ
Заклепка ГОСТ 10299, ГОСТ 10300: Технические характеристики
Читайте также: