Сталь гнется или нет
Обновлено: 05.05.2024
Успешная гибка листового металла зависит от многих параметров: прилагаемого усилия траверсы, угла гибки, положения осей в канавке и ширины раскрытия матрицы, значения упругой деформации материала и даже от направления волокон. На практике даже опытному специалисту, работающему на промышленном гибочном станке, не удастся согнуть лист под углом в 68° два раза подряд без точного учета всех этих параметров.
Но главным критерием для такого производства остается именно выбор самого металла. Толщина листа, предел прочности и свойство материала – все это напрямую влияет на качество, стоимость и скорость производства готовых изделий. Для придания нужной формы того же алюминия требуется значительно меньше усилий, чем при создании аналогичной конструкции из оцинкованной стали или нержавейки, что напрямую сказывается на итоговой стоимости производства.
В этой статье мы поделимся с вами следующей информацией о гибке листовых металлов:
- Какие металлы используются в производстве металлоконструкций.
- Какие из них проще подвергаются гибке за счет обычного давления без термического воздействия.
- И какие из листовых металлов лучше в соотношении «цена/качество».
Черная сталь
Стандартный сплав железа с углеродом, где содержание последнего не превышает 2%. Классифицируется на 3 типа в зависимости от доли содержания углерода: низкоуглеродистая (до 0,25%), углеродистая (0,25-0,6%), высокоуглеродистая (свыше 0,6%). Сплавы с содержанием углерода в пределах 2-4,5% уже являются чугунами и практические не используются для гибки из-за особенностей кристаллической решетки.
Также отдельное внимание стоит обратить на способ получения проката черной стали. В зависимости от температуры обработки такую сталь можно разделить на горячекатаную и холоднокатаную.
- Для первой применяется только низкосортная сталь, а толщина таких листов может составлять 3-150 мм.
- Холоднокатаная сталь лучше поддается гибке за счет тонколистового металла. В среднем его толщина составляет всего 0,4-5 мм, что позволяет использовать такой металл для тонколистовых конструкций и изделий. Но и стоимость холоднокатаной стали значительно выше в сравнении с горячекатаной.
Оцинкованная сталь
По сути – аналог черных металлов с похожими свойствами и характеристиками для деформации. Единственное отличие – высокая коррозийная стойкость. Гибка оцинкованного листа используется для наружных конструкций, где важно перекрыть доступ кислорода и воды к металлу, предотвращая коррозийный эффект. Для создания такого материала применяется метод горячего цинкования.
Оцинковка и чермет одинаковы по характеристикам упругой деформации и пределам прочности. Если брать два листа с одинаковой толщиной и углом гибки, то после снятия усилия гиба оба металла «спружинят» на одно и то же значение.
Нержавеющая сталь
Легированные стали с содержанием железа, углерода и примеси хрома от 10,5% и выше. На нашем производстве популярна именно гибка нержавеющего листа, поскольку по своим характеристикам этот металл совмещает преимущества черных сталей и оцинковки: от высокой коррозийной стойкости, до высокой прочности и подверженности холодной деформации.
Чаще всего для гибки листов на заказ используются нержавеющая сталь 300-й (процентное содержание хрома 15-20%) и 400-й марки (доля хрома 11-17%). У первой значительно выше стойкость к коррозии, но зато 400-я нержавейка легче гнется на станках под любым углом.
Изготовление заборов, в том числе с элементами холодной ковки от 6000 руб.
Принципиальные особенности гибки нержавеющей стали и проблемы, связанные с ее пружинением

Благодаря высокому пределу текучести, высокой твердости и заметному упрочнению при холодной деформации, процесс изгиба листовой нержавеющей стали имеет следующие особенности:
- Поскольку теплопроводность нержавеющей стали хуже, чем у обычной низкоуглеродистой стали, ее коэффициент удлинения мал, следовательно, усилие деформации должно быть большим.
- В сравнении с углеродистой сталью, листовая нержавеющая сталь имеет выраженную тенденцию к упругому восстановлению после изгиба.
- Относительное удлинение листовой нержавеющей стали меньше, чем у углеродистой стали, и угол изгиба заготовки (R) должен быть больше, чем у углеродистой стали. В противном случае возможно образование трещин.
- Из-за высокой твердости листовой нержавеющей стали и заметного упрочнения после холодной деформации нужно изготавливать пуансон из инструментальной стали. Твердость пуансона после термообработки должна быть выше HRC 60, а шероховатость его поверхности – лучше, чем у инструментов для гибки углеродистой стали.
Исходя из перечисленных выше особенностей, в целом можно сказать:
- Чем толще стальной лист, тем большая изгибающая сила требуется, и при увеличении толщины листа изгибающая сила также должна увеличиваться.
- Чем больше прочность при растяжении, тем меньше коэффициент удлинения, и тем больше требуемая изгибающая сила и угол изгиба.
- Если расчетная толщина листа соответствует радиусу изгиба (на основании опытных данных), к размеру развертки заготовки с одним изгибом необходимо добавить два катета и отнять две толщины. Полученное значение полностью отвечает требованиям к точности расчетов. Использование эмпирических формул может упростить вычислительный процесс и существенно повысить производственную эффективность.
- Чем выше предел текучести материала, тем больше коэффициент пружинения и меньше угол пуансона, рассчитанный для угла гибочной части 90°.
При одинаковой толщине листов угол изгиба нержавеющей стали больше, чем у углеродистой стали. Обратите особое внимание на этот фактор, в противном случае при изгибе появятся трещины, ухудшающие прочность заготовки.
II. Обратное пружинение нержавеющей стали
Безусловно, упругое восстановление нержавеющей стали после изгиба является нежелательным.
Это явление обусловлено многими причинами:
- Твердость: чем выше твердость, тем больше обратное пружинение. Последнее время я использовал нержавеющую сталь 301-EH, и угол пружинения составлял 14°.
- Чем больше отношение радиуса изгиба к толщине листа из нержавеющей стали, тем больше упругое восстановление.
- Упругое восстановление нержавеющей стали SUS 301 больше, чем нержавеющей стали SUS 304. При равных условиях угол пружинения нержавеющей стали 304 на 2° меньше, чем у нержавеющей стали 301. Кроме того, упругое восстановление нержавеющей стали 301, изготовленной в Японии, больше, чем у тайваньской нержавеющей стали.
- Также есть различия, зависящие от методов гибки. Обратное пружинение при одноступенчатом изгибе больше, чем при многоступенчатом изгибе.
- Обычно я проверяю форму после испытаний и соответствующим образом изменяю ее, обращаю внимание на изменения угла и радиуса после упругого восстановления в зависимости от конкретной ситуации.
Конечно, технический специалист высокой квалификации сможет эффективно провести регулировку формы, а затем сообщить разработчику о внесенных изменениях.
Обычно при регулировке я пытаюсь переместить 5 деталей одновременно. Это существенно зависит от квалификации и опыта технического специалиста.
Вы можете также изучить основное руководство для листогибочного пресса «The Ultimate Guide to Press Brake» (версия 2018 г.), перейдя по ссылке, чтобы получить полную информацию о данном устройстве.
Ковка дело тонкое!) Разбираемся в том, что такое «кованые диски» вместе со спецом в лице @RangeRobber – пришло время узнать всё, повышаем свою компетентность!


Сначала пару слов про Антона, чтобы было понятно с кем у нас происходит общение : ) Антон RangeRobber c 2011-ого года руководит представительством Solomon Alsberg в Москве, а также является эксклюзивным дистрибьютором кованых дисков Rocksroad Luxury Forged Wheels в России.
Алан: Приветствую тебя : ) Рад, что мы наконец смогли найти время и пообщаться, сразу перейду к вопросам, потому что их очень много : ) Расскажи, чем же отличаются кованые диски от литых на уровне обывателя?
RangeRobber: Методикой изготовления. Если литой диск производится литьем жидкого металла в литейную форму и там остывает до твердого состояния, то кованый диск производится из твердой заготовки за несколько кузнечных переходов. При этом, очень строго контролируется температура нагрева металла в процессе деформации.

После формирования заготовки как литая заготовка, так и кованая заготовка проходят процесс термической обработки для придания металлу нужных свойств в зависимости от состояния его структуры. После все заготовки идут на фрезерные и токарные операции, контроль качества и т.п. Кстати, все литые диски должны проходить один вид испытаний, который характерен только для литых изделий – проверка на герметичность. Этим испытанием проверяется наличие литейных пор в изделии. Что в принципе не может быть в случае кованых дисков.
Алан: А в чем преимущество такой технологии?
RangeRobber: Чтобы не перегружать читателей специальной информацией, которая может быть интересна и понятна узкому кругу профессионалов, отвечу кратко. Основные преимущества кованых дисков — это меньшая масса и высокие (относительно литых) упругие характеристики.

Кованый диск деформируется упруго, то есть в пределах допустимых нагрузок работает как пружина, возвращаясь к первоначально заданной геометрии. Это связано с иной структурой металла. Для понятного примера могу привести обычный веник – если взять один прутик, то он легко сломается, а если взять несколько прутиков вместе и попытаться их сломать, то для этого понадобится намного большее усилие.
Алан: А насколько важна масса диска?
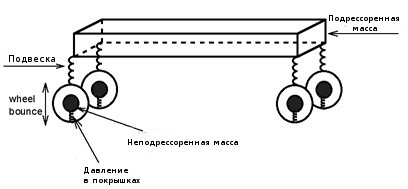
RangeRobber: Это неподресоренная масса автомобиля. Об этом уже очень много написано, и можно найти информацию в Википедии. Снижение массы каждого из четырех колес на 1 килограмм эквивалентно уменьшению веса в салоне автомобиля приблизительно на 40 килограммов. В качестве примера зачем нужно облегчать неподрессоренную массу можно привести: машина ведет себя точно также, как и человек. Если Вы наденете кирзовые сапоги и пробежите 100 метров, то у Вас будут определенные ощущения и результаты, а если Вы пробежите 100 метров в кроссовках, то Вы сами почувствуете разницу – энергии затрачено будет меньше, а результат будет лучше.
Алан: Да, это действительно существенно! А как себя ведет литой диск при ударе?
RangeRobber: Литой диск – это жесткая конструкция в силу метода производства и особенностей металла. Поэтому, литые диски передают всю энергию удара от неровностей дороги на подвеску. Кованый же диск частично за счет собственной упругой деформации компенсирует эту энергию удара и передает на подвеску меньшее значение.

Алан: А что кованый диск нельзя погнуть или расколоть?
RangeRobber: И кованый диск можно согнуть и сломать, всё зависит от приложенной силы. При прочих равных для кованого диска потребуется значительно большее усилие, чем для литого.
Алан: То есть это забуждение, что кованые диски неубиваемые?
RangeRobber: Да, конечно, это заблуждение. Всё можно сломать! В одинаковых условиях для кованого диска потребуется намного больше усилия, чтобы вызвать сильную деформацию.

RangeRobber: Раз мы обсуждаем на сколько кованые диски надежнее, чем литые, то уместно вспомнить пример из личного опыта одного нашего заказчика. Он отправился в дальнюю поездку на Mercedes-Benz Viano, на котором установлены наши кованые диски диаметром 19’’ дюймов на низкопрофильных шинах, а его коллеги ехали на аналогичном Viano вслед за ним, но на оригинальных литых дисках диаметром 16’’ дюймов. Оба автомобиля двигались друг за другом, но в Украине неожиданно попали на участок, где проводились дорожные работы. Viano на наших кованых дисках преодолел это препятствие без видимых потерь, а на втором Viano передний диск разрушился (откололся крупный сегмент диска из-за чего спустила шина), и все это было с литым диском при большей высоте профиля, когда еще и шина защищает диск от разрушения.

Установив запаску на втором Viano, они продолжили путешествие до Финляндии. Спустя 8,000 километров, позабыв о том происшествии, уже в Финляндии, после ночной стоянки на первом Viano спустило переднее колесо. В шиномонтаже обнаружилась трещина в диске, которая и явилась причиной сдутия шины.
Алан: Получается, что на подбитом кованом диске проехали еще 8,000 километров?
RangeRobber: Да, именно так. После того удара диск деформировался упруго, но в связи с превышением расчетной нагрузки образовалась микротрещина, которая за 8000 не самых идеальных километров расширилась — обычное усталостное разрушение. Этот пример я расцениваю как отличный показатель эксплуатационной надежности наших дисков. Основная функция была выполнена – безопасное движение после непредвиденного случая до безопасной остановки.
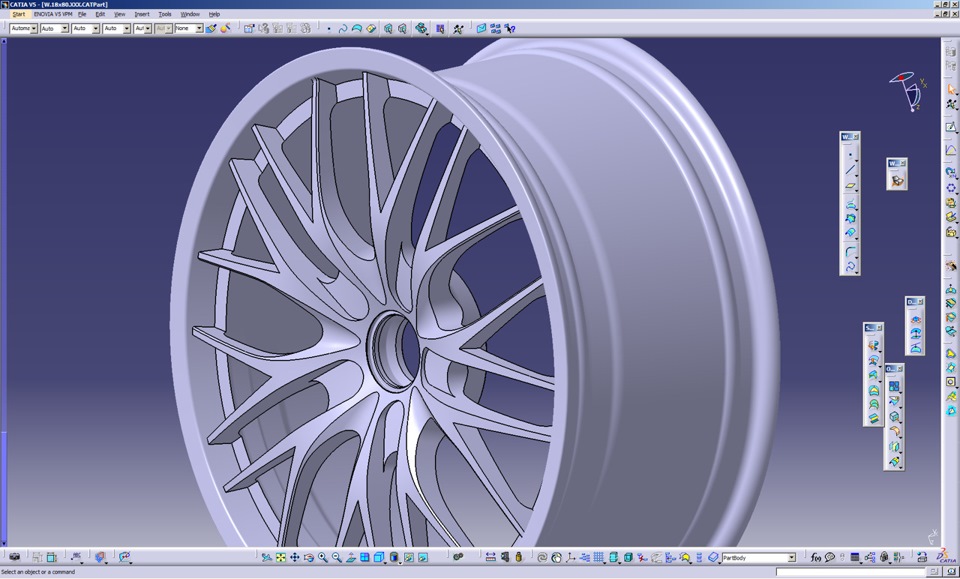
RangeRobber: Кстати, можешь посмотреть на этот диск прямо сейчас.

Алан: Заказчик-то не сильно расстроился? :)
RangeRobber: Конкретно этот человек не далек от автоспорта и автомобильного тюнинга, то есть человек с реальными техническими знаниями, и в Финляндию он поехал на этап чемпионата мира WRC, поэтому он трезво оценил ситуацию, понял, что диск отлично себя проявил, позвонил из Финляндии, рассказал эту историю, поблагодарил, и заказал еще два диска, чтобы появилась и запаска..
Алан: Это здорово, что заказчик оказался специалистом, и не забыл об ударе 8000 километров назад в Украине, а то мог бы и подумать, что колесо просто ночью само по себе треснуло :)

RangeRobber: Да, бывает, что люди и не понимают, как должен был бы повести себя диск в той или иной ситуации, или вовсе забывают о каком-то сильном ударе, который мог повлечь какие-либо изменения в структуре диска. Вообще существует такое заблуждение, что коваными дисками можно ломать бордюры, резать асфальт и так далее :)
Алан: Уверен, что благодаря нашему общению сегодня, понимающих и разбирающихся в этой теме людей станет намного больше. А верно ли утверждение, что кованый диск может разрушить шину в момент удара или обязательно появится грыжа?

RangeRobber: Нет, это совершенно неверно. Независимо от используемого диска, шина ведет себя при ударе по-разному, это зависит от вектора направления удара.
Алан: Еще один вопрос, который наверняка всех интересует, это ценообразование дисков?
RangeRobber: Оттолкнемся от литых дисков, за редким исключением, это серийное поточное производство, то есть производится большое количество одинаковых дисков с одинаковыми параметрами, что и сказывается на относительно низкой себестоимости, хотя некоторые популярные бренды литых дисков всё равно стоят немалые деньги. Себестоимость кованого диска по умолчанию выше из-за сложности, многоступенчатости технологии изготовления и высокоотходности.

RangeRobber: Вот это верно, до 40% массы заготовки уходит в стружку. Нужно отметить, что некоторые компании, известные по производству кованых дисков, нашли компромиссный вариант, чтобы снизить себестоимость. Например, Rays с их культовой моделью Volk TE37, где диск штампуется с уже сформированным «лицом» (дизайном), а мы всегда работаем с моноблочной заготовкой, называемая «слепышом», так как нам интересней не серийное производство, а индивидуальное изготовление.


Алан: Окей, а что скажете про сборные диски?
RangeRobber: Единственное преимущество — возможность подбора обода по ширине, или двух ободов, если это трехсоставной диск. Это позволяет производителям опять же сэкономить на себестоимости, так как можно подобрать нужную ширину к уже готовой центральной части. Говорить о надежности трудно, потому что все производители используют разные комплектующие.

Очевидным недостатком является необходимость регулярного обслуживания такой конструкции. Например – нужно через определенный интервал пробега (10-15 тыс км) проверять болтовые соединения, герметичность сборки обода (если и обод состоит из частей), т.е. как и машину обслуживают в сервисных центрах, нужно следить и за сборной конструкцией диска.

Алан: Это какая-то головная боль :) Получается, что в плюсе от «сборки» остается только производитель и продавец?
RangeRobber: Ну почти, что так, но некоторым нравится внешний вид сборных дисков, поэтому несколько моделей из нашей коллекции могут быть изготовлены с фальшболтами, а некоторые дизайны могут быть выполнены таким образом, будто спицы и обод не являются единым целым. Мы занимаемся исключительно моноблочными коваными дисками, так как считаем это самым правильным и надежным продуктом.

Финиш. Друзья, вот такая получилась познавательная беседа с нашими дисковым экспертом в лице RangeRobber – уверен, что каждый из Вас подцепил какой-нибудь новой информации для себя, а это замечательно. Через пару дней ждите вторую часть, где разберем нюансы производства кованых дисков и тогда станем с Вами абсолютными экспертами по теме, спасибо за внимание!
С уважением, Енилеев Алан.
п.с. еще одна картинка с суровыми реалиями от DenMega !)


п.с. рад видеть Вас у себя в instagram и вконтакте, на facebook и в twitter, на surfingbird и на моем youtube-канале, спасибо за внимание, рад радовать! : )
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

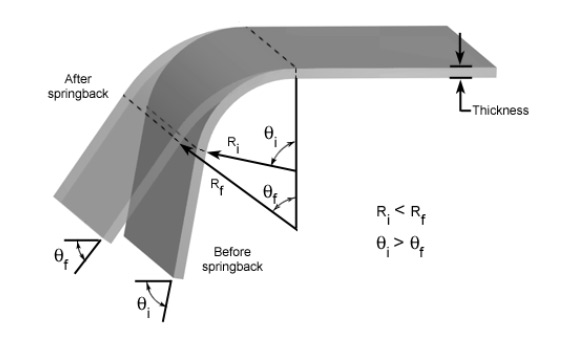
Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: