Сталь нерж для термообработки
Обновлено: 06.05.2024
Аустенитные стали, обладая рядом особых свойств, применяются в тех рабочих средах, которые отличаются высокой агрессивностью. Такие сплавы незаменимы в энергетическом машиностроении, на предприятиях нефтяной и химической промышленности.
1 Аустенитные стали – общее описание
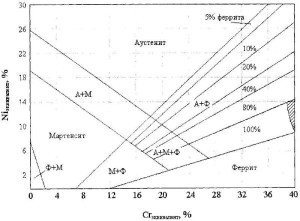
К аустенитным относят сплавы с высоким уровнем легирования, которые при кристаллизации обычно образуют однофазную систему, характеризуемую кристаллической гранецентрированной решеткой. Такой тип решетки в описываемых сталях остается неизменным даже в тех случаях, когда металл охлаждается до очень низких температур, называемых криогенными (в районе -200 градусов Цельсия). В некоторых случаях стали аустенитного класса имеют и еще одну фазу (ее объем в сплаве может достигать десяти процентов) – феррита с высокой степенью легирования. В этом случае решетка является объемноцентрированной.
Разделение аустенитных сталей на две группы производится по составу их основы, а также по содержанию в сплаве легирующих компонентов – никеля и хрома:
- Композиции на основе железа: содержание никеля – до 7 %, хрома – до 15 %, общее количество легирующих добавок – не более 55 %.
- Композиции на никелевой (55 % и более никеля) и железоникелевой основе (в них содержится 65 и больше процентов никеля и железа, причем отношение первого ко второму составляет 1 к 1,5).
В таких сплавах никель увеличивает пластичность, жаропрочность и технологичность стали, а хром отвечает за придание ей требуемой коррозионной и жаростойкости. А добавляя другие легирующие компоненты, можно добиться уникальных свойств аустенитных составов, набор коих и обуславливает служебное предназначение того или иного сплава.
Чаще всего аустенитные стали легируются следующими элементами:
- Ферритизаторами, которые стабилизируют структура аустенита. К ним относят ванадий, вольфрам, ниобий, титан, кремний и молибден.
- Аустенитизаторами, коими являются азот, углерод и марганец.
Все указанные компоненты располагаются как в избыточных фазах, так и непосредственно в твердом стальном растворе.
По принятой классификации, учитывающей систему легирования, любая аустенитная сталь может быть причислена к хромомарганцевой либо к хромоникелевой. Кроме того, сплавы делят на хромоникельмарганцевые и хромоникельмолибденовые.
2 Коррозионно-, жаро- и хладостойкие аустенитные сплавы
Разнообразие добавок позволяет создавать особые аустенитные стали, которые используются для изготовления деталей для конструкций, работающих в высокотемпературных, коррозионных и криогенных условиях. Исходя из этого, аустенитные составы и подразделяют на разные группы:
- ;
- коррозионностойкие;
- хладостойкие.
Жаростойкие составы не разрушаются при воздействии на них химической среды. Их можно применять при температурах до +1150 градусов. Из таких сталей изготавливают разнообразные слабонагруженные изделия:
- элементы газопроводных систем;
- арматуру для печного оборудования;
- нагревательные детали.

Жаропрочные марки сталей могут достаточно долго сопротивляться нагрузкам в высокотемпературных условиях, сохраняя при этом свои изначально высокие механические характеристики. Их обязательно легируют вольфрамом и молибденом (каждая из присадок может содержаться в стальной композиции в количестве до семи процентов). А для измельчения зерна в некоторые аустенитные сплавы вводят в небольших количествах бор.
Обозначим часто встречающиеся марки жаростойких и жаропрочных сталей описываемого в статье класса: Х15Н35ВТР, 10Х12Н20Т3Р, 40Х18Н25С2, 1Х15Н25М6А, 20X23H13, 10X15H18B4T, 10Х16Н14В2БР, 10X18H12T, 08Х16Н9М2, 10Х15Н35ВТ, 20Х25Н20С2, 1Х15Н25М6А, 20X23H13, 10X15H18B4T, 10Х16Н14В2БР, 10X18H12T.
Аустенитные нержавеющие стали (то есть коррозионностойкие) характеризуются малым содержанием углерода (не допускается наличия свыше 0,12 процентов этого химического элемента). Никеля в них может быть от 8 до 30 %, а хрома от 12 до 18%. Любая аустенитная нержавеющая сталь проходит термическую обработку (отпуск, закалку или отжиг стали). Термообработка необходима для того, чтобы изделия из нержавейки хорошо "чувствовали" себя в разных агрессивных средах – в щелочных, газовых, жидкометаллических, кислотных при температурах от +20 градусов и больше.

Наиболее известны следующие марки аустенитных коррозионностойких сталей:
- хромоникельмолибденовые: 03Х21Н21М4ГБ, 08Х17Н15М3Т, 08X17Н13M2T, 03X16H15M3, 10Х17Н13М3Т;
- хромомарганцевые: 07Х21Г7AН5, 10X14AГ15, 10X14Г14H4T;
- хромоникелевые: 08Х18Н12Б, 03Х18Н11, 08X18H10T, 06X18Н11, 12X18H10T, 08X18H10;
- с большим содержанием кремния (от 3,8 до 6,7 %): 15Х18Н12C4Т10, 02Х8Н22С6.
Хладостойкие аустенитные композиции содержат 8–25 % никеля и 17–25 % хрома. Применяются они для криогенных аппаратов, имеют высокую стоимость производства, поэтому используются весьма ограниченно. Чаще всего встречаются криогенные стали 07Х13Н4АГ20 и 03Х20Н16АГ6, которые легируются азотом. Этот элемент вводят для того, чтобы сплав при температуре +20° имел более высокий предел текучести.
3 Особенности аустенитных сплавов разных систем легирования
Наиболее распространенными считаются аустенитные хромоникелевые стали, которые имеют добавки молибдена. Их применяют тогда, когда есть риск образования щелевой либо питтинговой коррозии. Они демонстрируют высокую стойкость в восстановительных атмосферах, и делятся на два вида:
- нестабилизированные титаном с содержанием углерода не более 0,03 %;
- стабилизированные титаном с углеродом от 0,08 до 0,1 %.
Такие марки хромоникелевых композиций, как Х17Н13М2 и Х17Н13М3, оптимальны для конструкций, функционирующих в сернокислых средах, в уксусной десятипроцентной кислоте, в фосфорной кислоте в кипящем состоянии.

Хромоникелевые стали с добавлением ниобия или титана отличаются минимальной опасностью к образованию коррозии межкристаллитного типа. Ниобия вводят по сравнению с углеродом в 9–10 раз больше, а титана – в 4–5,5 раз больше. К сплавам с подобной возможностью относят следующие составы: 0Х18Н12Б, 0Х18Н10Т, Х18Н9Т и некоторые другие.
Увеличить коррозионную стойкость описываемых сталей также можно посредством введения в них кремния. Яркими представителями таких специальных композиций являются такие сплавы:

Они без преувеличения идеальны для производства химических сварных агрегатов, в которых хранится и перерабатывается азотная концентрированная кислота.
Хромомарганцевые стали типа 2Х18Н4ГЛ характеризуются высокими литейными характеристиками, поэтому их эксплуатируют на производствах, где применяются коррозионностойкие литые конструкции. Другие хромомарганцевые сплавы (например, 10Х13Г12Н2СА и 08Х12Г14Н4ЮМ) в горючих средах более стойки к коррозии, нежели хромоникелевые.
4 Термообработка аустенитных сталей и ее особенности
Жаропрочные и жаростойкие сплавы аустенитной группы подвергаются при необходимости разным видам термической обработки с целью увеличения своих свойств, а также для модификации имеющейся структуры зерна: число и принцип распределения дисперсных фаз, величина блоков и самого зерна и так далее.
Отжиг таких сталей применяется для уменьшения твердости сплавов (когда это требуется по условиям их эксплуатации) и устранения явления хрупкости. При подобной термической обработке металл нагревают до 1200–1250 градусов в течение 30–150 минут, а затем максимально быстро подвергают охлаждению. Сложные высоколегированные стали чаще всего охлаждают в масле либо на воздухе, а вот сплавы с малым количествам легирующих компонентов обычно погружают в воду.

Для сплавов типа ХН35ВТЮ и ХН70ВМТЮ рекомендуется термообработка в виде двойной закалки. Сначала выполняется первая нормализация их состава (при температуре около 1200 градусов), благодаря которой металл повышает показатель сопротивления ползучести за счет формирования твердой гомогенной фазы. А после этого осуществляется вторая нормализация с температурой не более 1100 градусов. Результатом описанной обработки является значительное увеличение пластических и жаропрочных показателей аустенитных сталей.
Аустенитная сталь повышает свою жаропрочность (а заодно и механическую прочность) в тех случаях, когда проходит двойную термообработку, заключающуюся в закалке и следующим за ней старении. Кроме того, практически все аустенитные металлы, которые относят к группе жаропрочных, искусственно старят перед эксплуатацией (то есть выполняют операцию их дисперсионного твердения).
Основные нюансы при закалке нержавейки
Основы закалки нержавеющей стали: выбор температурных режимов, основные этапы и важные особенности. Необходимое оборудование, материалы и инструмент. Как закалить нержавейку в домашних условиях.

Закалка нержавеющей стали отличается от закалки нелегированных сталей более высокой температурой, временем выдержки, а также скоростью разогрева и охлаждения. Это вызвано тем, что легирующие компоненты изменяют критическую (аустенитную) точку нагрева и снижают теплопроводность металла.
Для того чтобы закалить коррозионностойкую сталь (нержавейку), ее необходимо нагреть до температуры не менее тысячи градусов, а затем охладить в масляной среде. Известно, что для успешной закалки обычной стали нужно, чтобы содержание в ней углерода было не менее 0.4 %.
Это не относится к нержавейке, т. к. легирующие добавки дают возможность закалить ее при более низком содержании углерода. У народных умельцев, изготавливающих ножи и режущий инструмент, самой популярной является отечественная нержавейка марки 40X13 (и ее аналоги), которая содержит 0.35÷0.45 % углерода и около 12÷14 % хрома.
Она доступна, хорошо обрабатывается, и ее можно закалять практически в любых условиях. Для того чтобы закалить свои изделия из нержавейки, домашние мастера, как правило, используют самодельное оборудование, подручные средства и недорогие материалы, а температурные режимы подбирают «на глазок».

Основные этапы процессы каления
Для закалки нержавейки желательно знать ее точную марку, или, по крайней мере, к какому из типов по углероду она относится (больше или меньше 0.4 %). Это очень важно, поскольку для того, чтобы правильно закалить изделие, после самой закалки его необходимо еще и отпустить.
Марку фабричной нержавейки можно узнать у продавца заготовки, который также может посоветовать, как лучше ее закалить. Если же в качестве исходного материала используется какая-нибудь старая вещь, то на помощь придет интернет с таблицами изделий и марками сталей, из которых они изготовлены.
В общем случае полный цикл термообработки детали из нержавейки включает в себя следующие этапы:
- Подготовка оборудования, инструмента и материалов. Сюда входит проверка топлива (уголь или газ), которого должно хватить на весь цикл разогрева. Ведь для того чтобы качественно закалить нержавейку, ее следует нагревать плавно и без перерывов.
- Разогрев горна или печки. Если для того, чтобы закалить деталь, используется газопламенный нагрев, выполняется установка заготовки из нержавейки и включение газовой горелки.
- Размещение заготовки. Нередко требуется закалить только какую-то часть будущего изделия, поэтому его следует разместить так, чтобы эта часть находилась в зоне максимальной температуры.
- Нагревание до требуемой температуры. Изделие удерживают в высокотемпературной зоне, контролируя его нагрев по цвету. Для того чтобы закалить хромистую нержавейку, ее необходимо нагреть до 1050 ºC. Это соответствует цвету, который в таблицах определяют как оранжевый или темно-желтый.
- Охлаждение. После того как нагретый металл приобрел требуемый цвет, деталь охлаждают, опуская в емкость с минеральным маслом. Оно может воспламениться, поэтому рядом с емкостью следует держать кусок плотной ткани.
- Очистка. После охлаждения в масле нержавейку следует тщательно очистить. При сильном загрязнении можно использовать растворитель.
- Отпуск. Чтобы закалить свою деталь «по науке», после нагревания и охлаждения ее следует отпустить. Для сталей с содержанием углерода 0.4 % и более температура отпуска составляет 200÷250 ºC (см. табл. ниже), поэтому их достаточно на пару часов поместить в обычную кухонную духовку. При меньшем содержании углерода температура отпуска значительно выше, до 700÷750 ºC, и он выполняется с постепенным остужением на воздухе или в сухом песке.
Особое внимание следует обратить на спецодежду и все необходимое для соблюдения пожарной безопасности, особенно в процессе охлаждения детали в масле.

Что потребуется для работы
Для закалки нержавеющей стали в первую очередь нужно решить вопрос с источником нагрева. В бытовых условиях закалить нержавейку можно, нагревая ее с помощью горна, камерной печи или открытого пламени.
Если требуется качественно закалить длинномерное изделие, то лучше использовать первые два варианта, т. к. в этом случае прогревается одновременно весь объем нержавейки. При газопламенной закалке нагревание происходит путем перемещения узкой зоны нагрева вдоль изделия, поэтому качество может быть ниже.
Но этот способ хорошо подходит для разовых работ. Если же необходимо закалить большое количество изделий из нержавейки или такую работу предполагается выполнять постоянно, то лучше потратить некоторое время и усилия на изготовление небольшой камерной печи (см. фото ниже) или соорудить импровизированный кузнечный горн.

С помощью такой печки можно разогреть до нужной температуры и закалить изделия не только из нержавейки, но и из жаропрочных сталей. В качестве огнеупорного материала здесь использован шамотный кирпич типа ШБ, а нагрев выполняется пламенем газовой горелки, направленным во внутреннюю камеру.
Если же нет желания делать стационарное термическое оборудование, но при этом возникла потребность закалить деталь из нержавейки длиной до 30÷40 см, то вполне можно обойтись простейшим кузнечным горном, согнутым из листа стали (см. фото ниже).
В качестве топлива здесь используется обычный древесный уголь для шашлыков, а наддув осуществляется снизу с помощью строительного фена.

Для того чтобы качественно закалить заготовку из нержавейки с медленным остыванием, потребуется несколько литров минерального масла в жестяной емкости. Подойдет любое автомобильное или индустриальное масло, даже моторная отработка.
Главным инструментом при термообработке являются обычные или зажимные клещи. Кроме того, потребуются плотные негорючие перчатки или рукавицы и такая же спецодежда или кузнечный передник. Все работы следует выполнять либо на открытом воздухе, либо в хорошо проветриваемом помещении, вдали от горючих материалов.
Технология домашнего каления нержавейки
На самом деле закалить заготовку для будущего изделия из нержавейки (ножа или инструмента) не так уж и сложно. Для этого достаточно разобраться с температурными режимами и следовать всем рекомендациям. Однако термообработка относится к производству повышенной опасности.
Поэтому для закалки нержавеющей стали в домашних условиях прежде всего нужно определиться с организацией места проведения работ. Чтобы качественно закалить нержавейку и при этом не нанести ущерба помещению и собственному здоровью, необходимо соблюдать некоторые условия.
Во-первых, все источники нагрева должны быть безопасны, устойчивы и надежно защищены от случайного контакта с нагретыми элементами. Во-вторых, закалочные жидкости должны находиться в надежных емкостях и располагаться в стороне от нагревательного оборудования.
Если требуется закалить длинномерное изделие из нержавейки, следует использовать емкости, позволяющие полностью погрузить его в закалочную жидкость с одного раза. В-третьих, место работ должно быть достаточно просторным для перемещений и проветриваемым от дыма и газов.

Выбор температурного режима
Чтобы правильно закалить свою деталь из нержавейки, в первую очередь необходимо соблюдать требования температурных режимов для стали, из которой она изготовлена. Практически все хромистые коррозионностойкие стали при закалке разогреваются немногим выше тысячи градусов.
Для нержавейки это является точкой устойчивого формирования аустенита — твердого раствора углерода в железе. Закалить нержавеющую сталь — это значит быстро охладить такую структуру, не дав ее атомам вернуться в исходное (до нагрева) состояние.
Поэтому важны как температура разогрева и время выдержки в нагретом состоянии, так и скорость охлаждения, которая для нержавейки не должна быть слишком большой. Замедление процесса остывания достигается охлаждением изделия в масле, которое имеет низкую теплопроводность.
Если закалить деталь в воде, то она будет очень хрупкой и почти наверняка покроется микротрещинами. Продвинутые народные умельцы измеряют температуру нагрева с помощью термодатчиков, а в бытовых условиях ее определяют по цвету металла. Точные температурные режимы для каждой марки нержавейки можно найти в технологических справочниках.
Процесс каления пошагово
Чтобы закалить небольшое изделие из нержавейки в домашних условиях без использования печей или горнов, достаточно нагреть его горелкой или на газовой плите, определяя температуру по цвету металла. После этого оно остужается в масле, очищается и подвергается отпуску, для которого вполне подойдет духовка газовой плиты.
Если требуется закалить заготовку из нержавейки в изотермическом режиме (на производстве это делается поддержанием нагрева в соляном расплаве), то можно поместить ее после разогрева на газу в сухой песок. В этом случае температура остывания контролируется по цвету побежалости.
Чтобы правильно закалить нержавейку, нужно знать ее марку. Нередко встречается утверждение, что тип нержавейки достаточно точно определяется по цвету искр на точильном камне. А что вы думаете по этому поводу? Поделитесь, пожалуйста, своим мнением в комментариях.
Термообработка нержавеющей стали – особенности сложного процесса!
Термообработка нержавеющей стали – это специальное тепловое воздействие на металлическую основу с целью последующего изменения определенных свойств или структуры металла.
1 Отжиг стали 1 рода – важный этап термообработки
Отжиг металла включает в себя нагревание до определенной температуры, затем выдержку и обработку при той же заданной температуре и постепенное охлаждение. Такая процедура необходима для получения максимально эластичных свойств металла, а также получения полноценной, равновесной структуры и снижения первоначальных прочностных характеристик. Таким образом, процедура бывает двух родов. В первом случае обработка металла не несет в себе каких-либо существенных структурных потерь, во втором отжиг направлен на создание определенных свойств, на всех этапах и видах отжига остановимся подробнее далее в статье.

Рекристаллизация – еще один способ обработки металла, при котором происходит его нагрев до высоких температур (выше температуры начала кристаллизации), а затем медленное и продолжительное охлаждение. Продолжительность подобной процедуры зависит от типа металла, его размеров и изначальных свойств. Как правило, среднее время рекристаллизации равно 2-2,5 часам. В результате такого отжига увеличивается пластичность металла и уменьшается его прочность, кроме того, это необходимо для предотвращения наклепа или нагартовки, которые ведут к полному разрушению металлических свойств.
Снятие внутреннего напряжения металла – этот этап применяется для снятия напряжения, которое возникло в процессе других типов обработки. Чаще всего следствием необходимости такого процесса является неравномерный нагрев или охлаждение детали, шлифовка, порезка, сварка.
Таким образом, внутренние напряжения, которые создаются в различных частях сплава, могут в итоге влиять на прочность нержавеющей стали и приводить к деформации и нарушению допустимых пределов использования. Снятие напряжения проводят при температурах существенно ниже порога начала кристаллизации, что обеспечивает равномерное распределение внутренней разрядки в металле. При обычной температуре добиться нормализации напряжения можно лишь за очень долгий промежуток времени.
2 2 род – создание структурного равновесия в металле
В отличии от процесса первого рода, в данном случае удается добиться полного изменения структурных свойств металлического сплава. При этом специалисты в термообработке различают два вида отжига второго рода – полный и частичный. Закалка – вид термической обработки, при котором сплав получает неравновесную структуру и максимально прочные свойства. При закалке происходит равномерное нагревание до высоких температур, затем обработка стали при этих же температурах и резкое, почти мгновенное охлаждение металла. Закалка может также быть двух видов – с полиморфным превращением и без такового.

В первом случае металл при обработке нагревается до температуры, при которой происходит замена типа кристаллической решетки на нужную в одном из основных легирующих элементов сплава. Во втором обработке подвергается металлический сплав с органическим сочетанием легирующих элементов одного в другом. Иногда подобный процесс также называется старением, и необходим он для получения равновесия в структуре сплава и необходимого уровня свойств.
Отпуск металлического сплава – еще один вид термообработки, который направлен на уменьшение напряжения с полиморфным превращением. Этот процесс необходим для придания металлу оптимального сочетания свойств пластичности и прочности. Различают четыре этапа в процессе отпуска, которые направлены на создание естественного или искусственного старения металла. Эти факторы напрямую влияют на характеристики прочности и твердости.
3 Химическая обработка и повышение коррозионной стойкости
Химическая обработка представляет собой одновременное воздействие на металл температуры среды и химических свойств с тем, чтобы влиять на поверхность детали. Как правило это либо повышение антикоррозионной защиты поверхности, либо создание специальных слоев, например, дополнительных износостойких или антифрикционных возможностей металла. При термомеханической процедуре происходит одновременная деформация и термическая обработка металла (например, ковка, закалка), что также влияет на конечные свойства металла, причем при термообработке можно добиться существенно лучших показателей, чем при обработке металла двумя способами по отдельности.

Чтобы повысить стойкость металлического сплава к коррозии межкристального типа, необходимо добавить дополнительные легирующие элементы в процессе термической обработки. Наиболее эффективными элементами в данном случае выступают Cr и Ni – свинец и никель соответственно. В процессе обработки антикоррозийная защита стали включает в себя такие виды работ, как:
- снижение содержание кристаллов азота и углерода в составе;
- введение дополнительных элементов (титан, свинец);
- отжиг металла;
- уменьшение времени охлаждения при термической обработке.
Самые распространенные и массово применяемые виды стали – хромистые. В них нет полиморфных превращений, что упрощает процесс их обработки. Поэтому чаще всего обработка таких сталей сводится либо к смягчению (отжиг) либо к упрочнению материала (закалка). Температура при этом выбирается в зависимости от желания производителя получить те или иные свойства в доминирующем виде. Температура в первом случае не должна превышать 900 градусов, а закалка и отпуск проводятся в печи при оптимальных температурах нагрева до 650 градусов.
Таким образом, термообработка стали является самым распространенным способом улучшения свойств сплава и придания ему необходимой формы и содержания. Изделия после термообработки применяются в различных областях строительства и промышленности. Кроме того, с ее помощью можно добиться увеличения срока службы стальной конструкции (антикоррозийное покрытие, механическая обработка). В зависимости от типа обработки и состава сплава различают и различные маркировки стали, по которым можно определить способ, которым она была обработана.
Нержавеющая сталь – проведем классификацию без избытка цифр
Нержавеющая сталь еще на заре своей истории стойкими к коррозии свойствами порождала немало мифов среди людей, а изделия из нее считались чудодейственными, так как были неподвластны времени. Что этот сплав представляет собой сегодня, обсудим в статье.
1 Как работают антикоррозийные свойства?
Сегодня нержавеющие стали – это довольно большой набор сплавов с различными свойствами, которые описывают многочисленные ГОСТы и ТУ. Но объединяет их одно общее свойство – стойкость к влаге и кислороду, главным врагам железосодержащих материалов. Добиться такой "живучести" позволяет особый химический состав. Все виды этого сплава содержат более 10 % хрома в своем составе, который легко запускает процесс пассивирования на поверхности стали.

Неактивность поверхности нержавейки объясняется тончайшим слоем оксидной пленки, которую образует хром под действием кислорода. Это защищает изделие от любого другого взаимодействия, в том числе и воды – основного активатора коррозийных процессов. Причем прелесть такого состава в том, что даже при нарушении целостности поверхности такой слой очень быстро появляется снова. Например, если образовался скол или глубокая царапина, то хром, равномерно присутствующий во всем объеме стали, снова вступит в реакцию с кислородом и создаст защитную пленку. Такой своего рода эффект заживления.
Но нержавеющие стали имеют и слабое место из-за своего необычного свойства. В бескислородных средах или средах с малым содержанием этого окислителя слой оксида хрома будет образовываться медленно и неравномерно, что обязательно отразится появлением очагов коррозии. Также причиной порчи материала может стать и простое нарушение технологии производства. Тогда коррозию называют щелевой. Еще она бывает электрохимической природы, поэтому сбрасывать со счетов опасность взаимодействия с другими металлами и соленой средой (например, морской водой) тоже не надо.
Несмотря на завидные свойства, нержавеющие стали могут изменять свое качество в зависимости от легирующих элементов. Например, серой можно укрепить сплав, но в ущерб антикоррозионным способностям, а никель усилит невосприимчивость к кислотным средам. Такими же свойствами наделяют сталь добавки из Mn (марганца), Mo (молибдена), Cu (меди) и других металлов этого семейства. Более экзотические металлы, как Ti (титан), Nb (ниобий) или Ta (тантал) сделают сплав более жаростойким.
2 Нержавеющие сплавы – ферритные, мартенситные и аустенитные
По структуре хромистые нержавеющие стали делятся на 5 видов, интерес для широкого пользователя представляют 3 – ферритная (F), мартенситная (C) и аустенитная (A). Первая разновидность содержит мало углерода, поэтому она более мягкая, может иметь магнитные свойства. Вторая самая твердая, менее стойкая к коррозии, также может выступать в качестве магнитного материала. Применение уместно для столовой посуды, режущего инструмента и в некоторых областях машиностроения. Аустенинтная считается самой популярной. Это немагнитный сплав, с большим содержание хрома (почти 20 %) и никеля (до 15 %), устойчивый к коррозии. Такая нержавеющая сталь поддается обработке и используется в большом количестве промышленных задач и для изготовления крепежных элементов.

По отечественному ГОСТу ферритная нержавеющая сталь чаще обозначается 12Х17, это жаропрочная разновидность, но плохо свариваемая. Поэтому из нее делают в основном цельнокатаные изделия, трубы или прутки, а также встречается и листовая форма выпуска. По каждому изделию можно найти соответствующий ГОСТ с требованиями по качеству. Для доступа ко всем характеристикам нержавеющих сталей можно воспользоваться ГОСТ 5632–72. Все виды сплава с кратким описанием применения, химического состава и физических свойств можно найти в одном этом документе. Более подробные данные и особые указания лучше смотреть в отдельных ГОСТ, которые есть почти у каждой марки нержавейки. Мартенситные виды антикоррозийной стали – признанные лидеры по прочности из-за наиболее стабильной структуры. Также они обладают своеобразной металлической памятью с технологической точки зрения. Достаточно часто такая сталь помечается, как жаростойкая.
Как можно увидеть из ГОСТ 5632–72, аустенитная группа сталей представлена шире всего, это очень разнообразный список сплавов и по составу, и по свойствам, но все они жаропрочные и весьма устойчивы к коррозии. Это так называемые нержавейки 300 серии. Такая сталь универсальна, поэтому так популярна на рынке. Ее виды мы обсудим в отдельном пункте.
3 Сталь А4 и ее аустенитная семья
Сталь А1 характеризуется большим содержанием серы, это накладывает некоторый отпечаток на ее устойчивость к коррозии, хоть она очень жаростойкая, иногда порог достигает 1000–1100 °C. Правда, важно следить за кислотностью среды, атмосфера должна быть восстановительной, а серы там не должно быть более 2 г/ 2 м. Элементы из такой стали применяются при изготовлении щелочей или гидрогенизации, естественно, из них сделаны все установки для термических операций (печи, отводные трубы моторов и турбин, крекинговые узлы, машины для реформинга). Также из такого сплава делают двери, штифты и кронштейны для печей.

В рамках этого типа существуют несколько аналогов с различным, но существенно низким содержанием углерода. Эти стали устойчивы к межкристаллической коррозии (скрытой от человеческого глаза и выявляемой уже на поздних стадиях), отчего лидируют в тех отраслях, где это свойство важно. В основном изделия из А2 вы найдете в установках для легкой, химической и пищевой промышленности, в фармацевтическом производстве и изготовлении пластмасс. Также ГОСТ 5632–72 допускает оснащение пищеблоков стальными материалами, например, кухни, рестораны, бары.
Сталь А3 очень похожа по характеристикам на А2, но имеет полезные легирующие добавки (Ti, Nb, Ta), из-за этого она более жаропрочная, чем предыдущая разновидность. Даже при высоких температурах изделие способно не терять качества и не покрываться изъедающей коррозией. Выдерживает достойное качество такой сплав до 800 °C. Поэтому нередко его применяют для химического оборудования, в корпусах котлов, в качестве компенсационных соединений.
Сталь А4 самая кислотостойкая. Ее состав немногим отличается от А2, в основном присутствием молибдена в небольшом количестве (около 2–3 %). Но даже это небольшое количество делает ее менее подверженной межкристаллической коррозии даже в агрессивных средах. Изделия из А4 могут сохранять свои свойства на достойном уровне – до -60 °C в отрицательном диапазоне и до 450 °C в положительном. Под этой маркировкой тоже есть различные комбинации сталей по химическому составу, более подробные пропорции, которые может иметь такая кислотостойкая марка, можно найти в ГОСТ 5632–72. Сплав А4 – главный претендент на применение в пищевой и химической промышленности. Из него изготавливают инструмент, который будет иметь контакт с морской водой. Также можно обнаружить довольно часто всевозможные метизы из стали А4. Причина их популярности – универсальность, они не боятся ни воды, ни кислот и довольно прочные.
Под маркой А5 собран некий усредненный вариант между А4 и А3, поэтому свойства получаются такие же востребованные. Эта сталь жаропрочная и может устоять в агрессивных химических средах, то есть тоже может выступить как кислотостойкая.
Особые химические процессы внутри кристаллической решетки создают прочный иммунитет к межкристаллической коррозии. Сфера применения изделий из такой стали схожа с описанием А4. Маркировка выражается по стандарту DIN, но почти в каждой стране с крупной сталелитейной промышленностью имеется свой стандарт, сводные таблицы можно найти на просторах сети. Также в каждом виде нержавеющего сплава имеются более дробное разделение – стали маркируются, исходя из состава и пропорций входящих в него элементов. Это отчетливо видно в ГОСТ 5632–72, в котором перечислено огромное количество марок и их аналогов.
4 Какую сталь можно использовать на пределе возможностей?
Так как набор нержавеющих сплавов огромен, и сориентироваться в них довольно сложно, надо знать некоторые особые маркировки. Например, высокопрочная марка нержавеющей стали 16Х16Н3МАД чаще всего используется в авиационной промышленности. Она способна не страдать от коррозии и может делать это в жестких условиях среды и нагрузках на элемент. Такая высокопрочная марка используется и для тросов для мостов и строительных конструкций. Ввиду возложенной ответственности на изделия из этого материала, весь металлопрокат имеет массу требований, изложенных в многочисленных ОСТ, ГОСТ и ТУ.

Кислотостойкая разновидность стали – тоже весьма важный компонент промышленных и не только установок, и ошибки в ее выборе тоже могут обойтись очень дорого. Причем опасность тут в том, что химикаты способны разрушать сплав скрытно, на уровне кристаллической решетки, и откроются человеческому глазу уже тогда, когда произойдет авария. Самая типичная представительница таких сталей – 10Х17Н13М2Т. Эта кислотостойкая марка имеет несколько близких аналогов – 15Х25Т, 08Х22Н6М2Т.
Отжиг, закалка и термическая обработка нержавеющей стали

Вас интересует термическая обработка, отжиг, закалка нержавеющей стали. Поставщик Авек Глобал предлагает купить нержавеющую сталь отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Актуальность
Нержавеющая сталь обычно подвергаются термической обработке для снятия напряжений, упрочнения или с целью повышения пластичности. Термическая обработка осуществляется в контролируемых условиях, чтобы избежать науглероживания и обезуглероживания.
Отжиг
Отжиг используют для перекристаллизации структуры аустенитных нержавеющих сталей и стимуляции образования карбидов хрома, Кроме того, эта обработка устраняет напряжения, возникающие во время предшествующей обработки, и гомогенизирует сварные швы. Температура кратковременного отжига нержавеющих сталей выше 1040 °C, чтобы исключить рост зерна в структуре. Контролируемая температура отжига некоторых сплавов может быть более низкая, учитывая размер зерна.
Стабилизирующий отжиг
Его обычно проводят после обычного отжига. Стабилизация заключается в осаждении углерода в форме карбидов (чаще — ниобия и титана) в температурном диапазоне от 870 до 900°C) в течение 2−4 часов с последующим быстрым охлаждением. Все ферритные и мартенситные нержавеющие стали могут быть отожжены в диапазоне температур образования феррита, или при нагревании выше критической температуры в диапазоне аустенита.
Субкритический отжиг
Температура субкритического отжига от 760 до 830 °C. Мягкую структуру сфероидизированных и ферритовых карбидов можно получить путем охлаждения материала (до t° 25°С) в течение часа, или выдержкой материала в течение часа при температуре докритического отжига. Отожжённые детали, прошедшие холодную обработку, можно отжигать на докритических температурах.
Рекристаллизационный отжиг
Сорта ферритной стали во всем диапазоне рабочих температур требуют короткого рекристаллизационного отжига (температура от 760 до 955°C). Поставщик Авек Глобал предлагает купить нержавеющую сталь отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Термообработка в контролируемой атмосфере
Контролируемые условия отжига позволяют уменьшить искажение формы. Эту обработку можно проводить в соляной ванне, но в основном предпочтителен отжиг, выполняемый в восстановительной среде,
Закалка
Как и низколегированные стали, мартенситные нержавеющие марки закаляют с одновременной аустенизацией. Температура аустенизации составляет от 980 до 1010 ° C. При температуре аустенизации 980 ° С, твердость вначале увеличивается, а затем падает. Процесс производится также с целью устранения возможного коррозионного растрескивания стали.
Отпуск
Мартенситные нержавеющие стали имеют высокое содержание сплавов и, следовательно, высокую прокаливаемость. Полная твердость может быть достигнута за счет воздушного охлаждения при температуре аустенизации, но для упрочнения больших участков может потребоваться закалка в масло. Закаленные компоненты должны быть отпущены сразу же после охлаждения на воздухе. В некоторых случаях компоненты перед обработкой охлаждают при -75°C. Закалка мартенситных сталей проводится при температурах выше 510 °C, а затем выполняется быстрое охлаждение сталей при температурах ниже 400 °C, чтобы избежать охрупчивания.
Купить. Поставщик, цена
Вас интересует термическая обработка, закалка нержавеющей стали. Поставщик Авек Глобал предлагает купить нержавеющую сталь отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
Читайте также: