Сталь нержавеющая для закалки
Обновлено: 04.05.2024
Основы закалки нержавеющей стали: выбор температурных режимов, основные этапы и важные особенности. Необходимое оборудование, материалы и инструмент. Как закалить нержавейку в домашних условиях.

Закалка нержавеющей стали отличается от закалки нелегированных сталей более высокой температурой, временем выдержки, а также скоростью разогрева и охлаждения. Это вызвано тем, что легирующие компоненты изменяют критическую (аустенитную) точку нагрева и снижают теплопроводность металла.
Для того чтобы закалить коррозионностойкую сталь (нержавейку), ее необходимо нагреть до температуры не менее тысячи градусов, а затем охладить в масляной среде. Известно, что для успешной закалки обычной стали нужно, чтобы содержание в ней углерода было не менее 0.4 %.
Это не относится к нержавейке, т. к. легирующие добавки дают возможность закалить ее при более низком содержании углерода. У народных умельцев, изготавливающих ножи и режущий инструмент, самой популярной является отечественная нержавейка марки 40X13 (и ее аналоги), которая содержит 0.35÷0.45 % углерода и около 12÷14 % хрома.
Она доступна, хорошо обрабатывается, и ее можно закалять практически в любых условиях. Для того чтобы закалить свои изделия из нержавейки, домашние мастера, как правило, используют самодельное оборудование, подручные средства и недорогие материалы, а температурные режимы подбирают «на глазок».

Основные этапы процессы каления
Для закалки нержавейки желательно знать ее точную марку, или, по крайней мере, к какому из типов по углероду она относится (больше или меньше 0.4 %). Это очень важно, поскольку для того, чтобы правильно закалить изделие, после самой закалки его необходимо еще и отпустить.
Марку фабричной нержавейки можно узнать у продавца заготовки, который также может посоветовать, как лучше ее закалить. Если же в качестве исходного материала используется какая-нибудь старая вещь, то на помощь придет интернет с таблицами изделий и марками сталей, из которых они изготовлены.
В общем случае полный цикл термообработки детали из нержавейки включает в себя следующие этапы:
- Подготовка оборудования, инструмента и материалов. Сюда входит проверка топлива (уголь или газ), которого должно хватить на весь цикл разогрева. Ведь для того чтобы качественно закалить нержавейку, ее следует нагревать плавно и без перерывов.
- Разогрев горна или печки. Если для того, чтобы закалить деталь, используется газопламенный нагрев, выполняется установка заготовки из нержавейки и включение газовой горелки.
- Размещение заготовки. Нередко требуется закалить только какую-то часть будущего изделия, поэтому его следует разместить так, чтобы эта часть находилась в зоне максимальной температуры.
- Нагревание до требуемой температуры. Изделие удерживают в высокотемпературной зоне, контролируя его нагрев по цвету. Для того чтобы закалить хромистую нержавейку, ее необходимо нагреть до 1050 ºC. Это соответствует цвету, который в таблицах определяют как оранжевый или темно-желтый.
- Охлаждение. После того как нагретый металл приобрел требуемый цвет, деталь охлаждают, опуская в емкость с минеральным маслом. Оно может воспламениться, поэтому рядом с емкостью следует держать кусок плотной ткани.
- Очистка. После охлаждения в масле нержавейку следует тщательно очистить. При сильном загрязнении можно использовать растворитель.
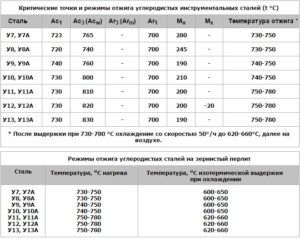
- Отпуск. Чтобы закалить свою деталь «по науке», после нагревания и охлаждения ее следует отпустить. Для сталей с содержанием углерода 0.4 % и более температура отпуска составляет 200÷250 ºC (см. табл. ниже), поэтому их достаточно на пару часов поместить в обычную кухонную духовку. При меньшем содержании углерода температура отпуска значительно выше, до 700÷750 ºC, и он выполняется с постепенным остужением на воздухе или в сухом песке.
Особое внимание следует обратить на спецодежду и все необходимое для соблюдения пожарной безопасности, особенно в процессе охлаждения детали в масле.

Что потребуется для работы
Для закалки нержавеющей стали в первую очередь нужно решить вопрос с источником нагрева. В бытовых условиях закалить нержавейку можно, нагревая ее с помощью горна, камерной печи или открытого пламени.
Если требуется качественно закалить длинномерное изделие, то лучше использовать первые два варианта, т. к. в этом случае прогревается одновременно весь объем нержавейки. При газопламенной закалке нагревание происходит путем перемещения узкой зоны нагрева вдоль изделия, поэтому качество может быть ниже.
Но этот способ хорошо подходит для разовых работ. Если же необходимо закалить большое количество изделий из нержавейки или такую работу предполагается выполнять постоянно, то лучше потратить некоторое время и усилия на изготовление небольшой камерной печи (см. фото ниже) или соорудить импровизированный кузнечный горн.

С помощью такой печки можно разогреть до нужной температуры и закалить изделия не только из нержавейки, но и из жаропрочных сталей. В качестве огнеупорного материала здесь использован шамотный кирпич типа ШБ, а нагрев выполняется пламенем газовой горелки, направленным во внутреннюю камеру.
Если же нет желания делать стационарное термическое оборудование, но при этом возникла потребность закалить деталь из нержавейки длиной до 30÷40 см, то вполне можно обойтись простейшим кузнечным горном, согнутым из листа стали (см. фото ниже).
В качестве топлива здесь используется обычный древесный уголь для шашлыков, а наддув осуществляется снизу с помощью строительного фена.

Для того чтобы качественно закалить заготовку из нержавейки с медленным остыванием, потребуется несколько литров минерального масла в жестяной емкости. Подойдет любое автомобильное или индустриальное масло, даже моторная отработка.
Главным инструментом при термообработке являются обычные или зажимные клещи. Кроме того, потребуются плотные негорючие перчатки или рукавицы и такая же спецодежда или кузнечный передник. Все работы следует выполнять либо на открытом воздухе, либо в хорошо проветриваемом помещении, вдали от горючих материалов.
Технология домашнего каления нержавейки
На самом деле закалить заготовку для будущего изделия из нержавейки (ножа или инструмента) не так уж и сложно. Для этого достаточно разобраться с температурными режимами и следовать всем рекомендациям. Однако термообработка относится к производству повышенной опасности.
Поэтому для закалки нержавеющей стали в домашних условиях прежде всего нужно определиться с организацией места проведения работ. Чтобы качественно закалить нержавейку и при этом не нанести ущерба помещению и собственному здоровью, необходимо соблюдать некоторые условия.
Во-первых, все источники нагрева должны быть безопасны, устойчивы и надежно защищены от случайного контакта с нагретыми элементами. Во-вторых, закалочные жидкости должны находиться в надежных емкостях и располагаться в стороне от нагревательного оборудования.
Если требуется закалить длинномерное изделие из нержавейки, следует использовать емкости, позволяющие полностью погрузить его в закалочную жидкость с одного раза. В-третьих, место работ должно быть достаточно просторным для перемещений и проветриваемым от дыма и газов.

Выбор температурного режима
Чтобы правильно закалить свою деталь из нержавейки, в первую очередь необходимо соблюдать требования температурных режимов для стали, из которой она изготовлена. Практически все хромистые коррозионностойкие стали при закалке разогреваются немногим выше тысячи градусов.
Для нержавейки это является точкой устойчивого формирования аустенита — твердого раствора углерода в железе. Закалить нержавеющую сталь — это значит быстро охладить такую структуру, не дав ее атомам вернуться в исходное (до нагрева) состояние.
Поэтому важны как температура разогрева и время выдержки в нагретом состоянии, так и скорость охлаждения, которая для нержавейки не должна быть слишком большой. Замедление процесса остывания достигается охлаждением изделия в масле, которое имеет низкую теплопроводность.
Если закалить деталь в воде, то она будет очень хрупкой и почти наверняка покроется микротрещинами. Продвинутые народные умельцы измеряют температуру нагрева с помощью термодатчиков, а в бытовых условиях ее определяют по цвету металла. Точные температурные режимы для каждой марки нержавейки можно найти в технологических справочниках.
Процесс каления пошагово
Чтобы закалить небольшое изделие из нержавейки в домашних условиях без использования печей или горнов, достаточно нагреть его горелкой или на газовой плите, определяя температуру по цвету металла. После этого оно остужается в масле, очищается и подвергается отпуску, для которого вполне подойдет духовка газовой плиты.
Если требуется закалить заготовку из нержавейки в изотермическом режиме (на производстве это делается поддержанием нагрева в соляном расплаве), то можно поместить ее после разогрева на газу в сухой песок. В этом случае температура остывания контролируется по цвету побежалости.
Чтобы правильно закалить нержавейку, нужно знать ее марку. Нередко встречается утверждение, что тип нержавейки достаточно точно определяется по цвету искр на точильном камне. А что вы думаете по этому поводу? Поделитесь, пожалуйста, своим мнением в комментариях.
Закалка нержавеющей стали

Не существует однозначного ответа на вопрос: «Можно ли закалить нержавеющую сталь?» Сплавы с низким содержанием углерода подвергаются закалке только после предварительного насыщения поверхностного слоя углеродом (цементации). Нержавеющие среднеуглеродистые стали закаливаются, но при несколько иных режимах, по сравнению с углеродистыми нелегированными.
Различия в закалке нержавеющей и углеродистой стали
Все легирующие элементы, входящие в состав коррозионностойкой стали, условно делят на две группы:
- Первая – элементы, повышающие температуру полиморфного превращения. К ним относятся медь, ванадий, вольфрам, молибден, титан, ниобий. Для нержавейки, включающей такие добавки, требуется повышение температуры закалки.
- Вторая – элементы, понижающие критическую температуру, при которой происходит изменение кристаллической решетки. Это марганец и никель. Со сталями, содержащими марганец, не рекомендуется допускать перегрева, поскольку этот элемент провоцирует рост аустенитного зерна.
Внимание! Карбидообразующие элементы – хром, молибден, вольфрам, ванадий, титан – подавляют рост аустенитного зерна. Поэтому содержащие их стали не подвержены перегреву, их обычно нагревают до более высоких температур, по сравнению с углеродистыми.

По отношению к нелегированным углеродистым нержавеющие стали требуют:
- из-за худшей теплопроводности – более длительной выдержки для качественного прогрева;
- более медленного охлаждения, для которого обычно используют масляные ванны.
Как закалить низкоуглеродистую нержавейку с предварительной цементацией?
Результаты, которых позволяет достичь цементация в сочетании с закалкой и отпуском:
- сердцевина изделия, не насыщенная углеродом, остается вязкой даже после закалки;
- повышается износостойкость;
- увеличивается предел выносливости.
Твердая цементация нержавеющих сталей осуществляется путем укладки изделия в ящики с карбюризатором, в качестве которого применяется измельченный графит или другой материал, далее следуют закалка и низкий отпуск. Твердый карбюризатор используют в домашних условиях или мелкосерийном производстве. Для массового изготовления металлопродукции востребована цементация в газовой среде. Варианты – жидкостная и вакуумная цементация.
Как закалить нержавеющую сталь с промежуточным насыщением поверхностного слоя углеродом?
- Процесс науглероживания проходит при температурах 910-950°C, в случае необходимости его ускорения – при 1000-1050°C.
- После цементации, являющейся промежуточным процессом, необходима закалка, которая обеспечивает упрочнение науглероженного слоя и исправляет структуру перегрева. Для корректировки дефектов структуры и уменьшения коробления металла, возникающих из-за длительной выдержки при высоких температурах науглероживания, используют двойную закалку.
Обязательная заключительная операция – низкий отпуск, осуществляемый при температурах 160-180°C, благодаря которому мартенсит закалки в поверхностном слое трансформируется в мартенсит отпуска.
Особенности закалки нержавейки в домашних условиях
Под закалкой понимают термическую обработку металла, в ходе которой осуществляется вначале сильный нагрев, а затем резкое охлаждение в жидкости. В ходе данной технологической процедуры происходит снижение пластичности и эластичности изделия, но увеличивается её прочность. Как же правильно произвести закалку предметов из нержавейки в домашних условиях?
Для чего нужна закалка стали?
Технологию закаливания человечество применяет на протяжении многих веков. Орудия сельского хозяйства и холодное оружие закаляли уже в Средние века. О закалке нержавеющей стали задумались в эпоху промышленного прорыва, когда понадобились сплавы стали с антикоррозионными качествами. Именно тогда была разработана новая методика закаливания стали, позволившая придать материалам уникальные химико-физические особенности.
Нержавеющая сталь имеет игольчатую внутреннюю структуру, именуемую мартенситом, благодаря чему данные сплавы отличаются повышенной прочностью и высоким охрупчиванием. При термической обработке такой стали происходит повышение коэффициента вязкости, что раздвигает рамки их применения.
Особенности процесса
При закалке стали требуется непрерывное наблюдение за:
- равномерным нагревом края и середины изделия;
- появлением синих и чёрных пятен на поверхности нержавейки, они свидетельствуют о сильном и неравномерном нагреве;
- сохранением температурных показателей;
- однородным охлаждением в жидкости.
В качестве такой жидкости чаще применяют обычную воду либо машинное масло. Изменение цвета при закалке металла контролируется по специальной цветовой схеме.
Как закаливать сталь в домашних условиях?
Сельские жители часто прибегают к самостоятельной закалке металла, таким образом увеличивая эксплуатационный срок бытовых предметов: плуговых лемех, столярных и слесарных инструментов, охотничьих ножей, топоров. Городскому жителю обрабатывать нержавейку тяжелее — требуется специальная мастерская.
Необходимые инструменты
Для того чтобы закаливать сталь в домашних условиях необходимо вооружиться:
- Слесарными клещами с удлинённой рукояткой;
- Молотками разных размеров;
- Напильниками для последующей обработки;
- Электрической печью;
- Газовой горелкой;
- Паяльной лампой.






Для создания охлаждающей среды потребуется любая ёмкость, соответствующая по размерам.
Способы закаливания
Закалить нержавейку можно разными способами. Прежде всего, изделие хорошо разогревается. Для этого применяют:
- Горелку;
- Электрическую печь;
- Паяльную лампу;
- Костёр на углях.
Последний вариант станет самым лучшим, костёр сможет обеспечить гораздо более высокую температуру.
В качестве охлаждающей среды чаще всего используют:
При охлаждении маслом деталь окунается в него дважды с коротким интервалом в пару секунд. Первое погружение занимает 3-4 секунды, а второе – 5-6 секунд. Сразу после этой процедуры сталь погружается в воду до полного остывания.
При втором методе охлаждения деталь несколько раз погружается в сургуч. Если нержавейка больше не проникает в жидкую среду, процесс охлаждения считается завершённым. Довольно очистить поверхность скипидаром.
Как выбрать температурный режим?
Выбор режима температуры играет большую роль при закалке стали. Перегрев чреват утратой присущей прочности, это происходит из-за количественного уменьшения углерода в структуре металла.
В некоторых случаях после завершения процесса закаливания нержавейки появляются остаточные напряжения, они снимаются с помощью дальнейшей механической обработки. Эту проблему можно предотвратить, если охлаждать закаливаемое изделие поэтапно, с размеренным понижением температурных условий. Данная поэтапная методика закалки применяется при изготовлении детали, обладающей очень высокими показателями прочности.

Как постепенно понижать температуру охлаждающей среды? Для этого подготавливают несколько ёмкостей с разными жидкостями: солевым раствором, щелочным раствором, минеральным маслом, синтетическим маслом. Подобный способ позволяет устранить полностью внутреннее напряжение, которое негативно влияет на полезные свойства стали. Небольшой минус методики – дороговизна реализации.
Мастер-класс по закаливанию кухонного ножа
После закалки нож обретает прочность и упругость. Проведение процедуры не потребует большого количества времени.
- Газовую горелку либо электрическую печь.
- Сургуч для охлаждения.
- Скипидар.
- Клещи.

- Снимите рукоять с изделия.
- Поместите лезвие в отделение печки. При использовании горелки камера изготавливается собственноручно с помощью огнеупорных кирпичей.
- Включите печку (горелку). Разогревайте нож до приобретения им насыщенного красного оттенка. При возможности контролируйте нагрев, сверяя приобретаемый окрас с цветовой таблицей.
- Выдержите нержавейку до ярко-красного цвета и извлеките из отделения.
- Незамедлительно погрузите металл в подготовленный сургуч на пару секунд. Вытащите. Повторяйте процедуру многократно до тех пор, пока деталь перестанет входить в сургуч.
- Очистите нержавейку с помощью скипидара от сургучных остатков.
Мастер-класс по закаливанию топора
- Электрическую печь;
- Проволочный круг;
- Воду;
- Машинное масло;
- 2 ёмкости для воды и масла.




- Затупите режущую кромку до 0,1 см.
- Нагрейте лезвие топора до 750-760°С.
- Чтобы определить температуру нагрева, приложите к нержавейке магнит, он не притягивается к нержавеющей стали при 768°С.
- Медленно охладите до 550°С.
- Процедура охлаждения занимает до 10 часов. Специального охладителя не требуется, достаточно оставить топор в выключенной печи.
- Очистите нержавейку от окалин с помощью проволочного круга.
- Нагрейте лезвие до 800-830°С до насыщенного огненно-красного оттенка.
- Охладите вначале в воде (30°С), опустив на 3-4 секунды. Быстро двигайте нержавейку в ёмкости, это поможет избежать образования паровой подушки.
- Охладите в машинном масле.
- Нагрейте печь до 300°С. Продержите в ней деталь в течение часа.
- Охлаждайте на свежем воздухе.
На заметку
После извлечения накаленной стали из печи (горелки) она будет эластичной и мягкой, поэтому велика вероятность её повреждения. Чтобы избежать неприятных последствий, погружать в охлаждающую среду нужно плавно и аккуратно.
При выборе изделий из стали обратите внимание на зарубежных производителей, в их инструментах процентная доля содержания нержавеющего металла превышает российские ГОСТы.
Долгое и сильное нагревание металла делает процесс закалки более глубоким, как следствие, — твёрдое и упругое лезвие. Оно после этого будет менее крепким и постепенно утрачивает режущие качества.
Одну и ту же нержавейку не следует закаливать много раз: металл начинает уставать и растрачивает необходимые качества.
Закалка стали в первый раз – ответственное мероприятие, требующее непрерывного контроля. Изделие при нагреве вынимается каждые 3-4 секунды, это позволяет строго наблюдать за цветом металла. В случае перегрева сталь обретает белый оттенок, в случае недогрева – тёмно-синий.
Чтобы осуществить закалку нержавеющей стали в домашних условиях, нужно обязательно вооружиться газовой горелкой, электрической печью, паяльной лампой или разжечь костёр. К тому же процесс невозможно осуществить без охлаждающей жидкости (воды, сургуча или машинного масла). Понадобятся клещи с длинной рукояткой и специальные рукавицы. Самостоятельная закалка нержавейки требует постоянного контроля за цветовыми изменениями материала.
Видео по теме: Твердость нержавейки и немного о спусках
Закалка нержавейки: этапы технологии и ее применение в домашних условиях
Технология закалки нержавеющей стали обладает рядом важных отличий от процесса высокотемпературной обработки нелегированных разновидностей проката. Это касается различных этапов производственного процесса данного коррозионностойкого материала.
Данный метод в целом сводится к нескольким параметрам, среди которых:
- воздействие на металл более высокими температурами;
- продолжительное время выдержки заготовок;
- быстрое охлаждение сплавов.
Чтобы процесс закаливания нержавеющей стали смог обеспечить ее оптимальные технико-эксплуатационные характеристики, он должен осуществляться при температуре более 1 000 градусов Цельсия. После этого охлаждение материалов возможно исключительно в масляной среде.

В отличие от обычных конструкционных марок коррозионностойкая сталь может подвергаться высокотермической обработке при минимальном содержании углерода в ее структуре (менее 0,5%). Например, во многих отечественных ножевых мастерских специалисты используют нержавейку отечественной марки 40х1. Ее структура, как правило, состоит из углерода всего лишь на 0,35%. Однако это не мешает качественному закаливанию материала для повышения прочностных качеств клинков режущих инструментов, в том числе армейских. Хотя для данной цели, как правило, применяются некоторые методики упрочнения сплавов.
Более того, вполне возможна закалка нержавеющей стали в домашних условиях. С этой целью умельцы нередко прибегают к использованию различных самодельных приспособлений и бюджетных разновидностей материалов. При должном опыте не составляет труда подобрать оптимальный режим температурного влияния на металл.
Ключевые стадии закалки
На особенности технологического процесса закаливания нержавеющих сталей влияет марка, к которой относится материал. Именно от этого зависит то, какое количество углерода входит в состав металла, а также оптимальный температурный режим и продолжительность воздействия на него.
В общем виде процесс состоит из следующих этапов:
- Подготовка имеющихся изделий или заготовок, оборудования и вспомогательных приспособлений. Важная задача на этой стадии состоит в проверке количества топлива в печи. Его должно хватить на полный цикл плавного разогрева, иначе готовая продукция не получит требуемых качеств. Кроме того, необходимо, чтобы поверхность заготовок была чистой.
- Разогрев оборудования. В том случае, если для закалки нержавеющей стали 12х18Н10Т или иной марки применяется газопламенный нагрев, перед активацией горелки осуществляется установка заготовки.
- Позиционирование изделия. Нередко конструкции из нержавеющего материала нуждаются в закалке лишь определенной части. В этом случае она должна быть расположена в наиболее горячей области.
- Непосредственно каление до требуемых параметров. Изделие выдерживают в сфере высокотемпературного воздействия, осуществляя визуальный контроль его поверхности по цвету. Например, при закаливании хромистых марок стали разогревание проводят при температуре до 1 050 градусов. Это (согласно нормативным таблицам) должно соответствовать оранжевому или приглушенному желтому оттенку.
- Охлаждение. После приобретения материалом требуемого цвета деталь подвергается остыванию в среде масла минерального типа. Такие составы характеризуются способностью к воспламенению, что требует соблюдения ряда мер безопасности.
- Читка поверхности. После охлаждения изделия очищаются от окалин и нагаров, для чего применяются как механические способы, так и химические составы.
Заключительным этапом закалки продукции из нержавеющих марок стали является отпуск. Он также предполагает нагревание деталей, но температурный режим при этом значительно ниже. Так, для металлов с содержанием углерода более 0,4% отпуск осуществляется при нагреве не более чем до 250 градусов на протяжении от полутора до двух часов. При меньшем значении элемента C в структуре материала температура воздействия может достигать 750 ºC. После нагрева деталь должна остывать постепенно (на воздухе или в сухих песчаных смесях).
Что необходимо для закалки в домашних условиях
Имея необходимость выполнить высокотемпературную обработку изделия из нержавейки, в первую очередь необходимо решить задачу с выбором источника разогрева. В целом в быту можно применять горны, каменные печи и даже источники открытого огня. Первые два способа оптимальны для изделий с вытянутой геометрией, а третий можно взять на вооружение для обработки небольших деталей.

Важно! При необходимости регулярно выполнять закалку нержавеющих сталей в домашних условиях целесообразно соорудить кузнечный горн или каменную печь. Такие приспособления, в отличие от открытых источников пламени, обеспечивают более равномерный и глубокий прогрев материалов, позволяют быстрее достигнуть необходимых температур.
Конструкция этой печи достаточно простая. Ее корпус может состоять из доступного шамотного кирпича. Непосредственно разогрев деталей можно выполнять газовой горелкой плазменного типа.
Также для проведения работ в быту потребуются:
- несколько литров минерального масла (например, автомобильного);
- зажимные клещи;
- кузнечный передник и термостойкие перчатки.
Выполнять работы рекомендуется в условиях отрытых пространств или в просторных помещениях с хорошей вентиляцией воздуха.
Кроме того, перед проведением работ очень важно детально разобраться в таблицах цветности материалов во время их нагрева. Это позволит избежать недо- или перекаливания металла, что играет важнейшую роль в обеспечении оптимальных характеристик готовой продукции.
Необходима ли предварительная цементация
В данном случае стоит отметить, что коррозионностойкие марки сталей, содержащие в своей структуре не более 0,3% углерода, не могут подвергаться закаливанию без предварительной дополнительной обработки, то есть цементации. Суть данной технологии состоит в насыщении поверхностного слоя материала элементом C. Он позволяет повысить содержание углерода в структуре сплава до 0,8–1,2%, обеспечивая высокую твердость поверхности изделий.
Закалку нержавеющей стали в домашних условиях графитом можно выполнить путем нагрева деталей, предварительно поместив их в емкость с карбюризатором. Это группа углеродосодержащих веществ, способных отдавать элемент C другим материалам. Данный вариант является оптимальным для обработки нержавейки в домашних условиях. В массовом же производстве используют метод цементации железа в газовых средах.
Как выбрать температурный режим
Оптимальная температура закалки нержавеющей стали (не только в быту, но и на производстве) в первую очередь зависит от марки сплава, из которого изготовлена подлежащая обработке деталь. При этом стоит учитывать, что практически все устойчивые к окислительным процессам хромосодержащие металлы требуют нагрева около 1 000 градусов Цельсия. Соблюдение температурного режима позволяет обеспечить формирование стойкого аустенита – твердого состава углерода в структуре стали.
Кроме того, закалить нержавейку – это всегда означает выполнить быстрое охлаждение материала. Данный процесс необходим для того, чтобы атомы вещества не успели вернуться в свое исходное состояние (до выполнения нагрева), то есть сформировали новую устойчивую кристаллическую решетку.

Однако скорость охлаждения детали не должна быть чрезмерно быстрой. Именно поэтому для данного этапа закаливания используют минеральные масла. Они имеют незначительную теплопроводность, что и позволяет обеспечить оптимальные темпы охлаждения заготовок.
Важно! Чтобы остудить нагретую нержавеющую сталь, независимо от ее марки, ни при каких условиях не следует использовать воду. Это жидкость с самой большой на планете теплопроводностью. Она практически моментально забирает тепло из верхних слоев материала, что приводит к их растрескиванию.
Точные температурные режимы для любых из коррозионностойких марок сталей можно отыскать в соответствующих технологических справочниках.
Обработка с промежуточным насыщением углеродом
Это так называемая технология двойной закалки, которая может потребоваться при необходимости придать изделию особые прочностные качества. Ее суть состоит в предварительном науглероживании (цементации) материала, которое выполняется при температуре от 910 до 950 градусов Цельсия. Иногда с целью ускорения процесса значения могут подниматься до 1 050 °C.
После цементации деталь подвергается вторичному нагреву. Это позволяет:
Кроме того, данная технология закаливания нержавеющих изделий в обязательном порядке предполагает их последующий низкий отпуск. Он выполняется при температуре от 160 до 180 градусов. Благодаря этому происходит трансформация мартенсита поверхностного слоя и его надежное сцепление с более глубокими слоями материала.
Таким образом, стоит отметить, что закалка изделий из устойчивых к коррозийным процессам марок стали возможна не только в промышленных условиях, но и в быту. Для этого не требуется покупка какого-либо дорогостоящего специфического оборудования, а изготовление небольшой печи своими руками не занимает много времени.
Именно по вышеуказанным причинам многие начинающие предприниматели, занимающиеся изготовлением ножей и прочих режущих инструментов, декоративной и иной продукции из нержавейки, на первых этапах своей деятельности используют крафтовые (самодельные) приспособления. Однако они не могут обеспечить серийное производство высококачественных изделий.
Основные нюансы при закалке нержавейки
Читайте также: