Сталь прокатная тонколистовая гост
Обновлено: 02.05.2024
Настоящий стандарт распространяется на тонколистовой горячекатаный и холоднокатаный прокат из углеродистой стали качественной и обыкновенного качества общего назначения, изготовляемый шириной 500 мм и более, толщиной до 3,9 мм включительно.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84 Металлы. Методы испытания на растяжение
ГОСТ 1763-68 Сталь. Методы определения глубины обезуглероженного слоя
ГОСТ 2284-79 Лента холоднокатаная из углеродистой конструкционной стали. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5640-68 Сталь. Металлографический метод оценки микроструктуры листов и ленты
ГОСТ 7564-97 Сталь. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 10510-80 Металлы. Метод испытания на выдавливание листов и лент по Эриксену
ГОСТ 11701-84 Металлы. Методы испытания на растяжение тонких листов и лент
ГОСТ 14019-80 Металлы и сплавы. Методы испытания на изгиб
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22975-78 Металлы и сплавы. Метод измерения твердости по Роквеллу при малых нагрузках (по Супер-Роквеллу)
3 Классификация, основные параметры и размеры
по способу производства:
- горячекатаный;
по видам продукции:
по минимальному значению временного сопротивления (В) на группы прочности: К260В, К270В, ОК300В, К310В, К330В, К350В, ОК360В, ОК370В*, К390В, ОК400В, К490В;
по нормируемым характеристикам на категории 1, 2, 3, 4, 5, 6;
по качеству отделки поверхности на группы:
особо высокой отделки - I**;
высокой отделки - II;
повышенной отделки - III (IIIa, IIIб);
повышенной отделки - III;
обычной отделки - IV;
по способности к вытяжке (холоднокатаный прокат толщиной до 2 мм групп прочности К260В, К270В, К310В, К330В, К350В):
- нормальной - Н.
* Для производства сварных баллонов для сжиженных углеводородных газов на давление до 1,6 МПа.
** По требованию потребителя.
3.2 В части сортамента прокат должен соответствовать требованиям: ГОСТ 19903 - горячекатаный, ГОСТ 19904 - холоднокатаный.
3.3 Схема условных обозначений приведена в приложении А .
4 Общие технические требования
4.1 Характеристики
- из углеродистой стали обыкновенного качества групп прочности ОК300В, ОК360В, ОК370В, ОК400В;
- из углеродистой качественной стали групп прочности К260В, К270В, К310В, К330В, К350В, К390В, К490В.
Примечание - Группу прочности обозначают тремя цифрами, соответствующими нижнему пределу временного сопротивления. Прокат из стали обыкновенного качества обозначают буквами ОК, из стали качественной - К.
4.1.2 Марки стали для каждой группы прочности приведены в приложении Б .
4.1.2.1 Марку стали устанавливает изготовитель.
Свариваемость проката групп прочности ОК300В, ОК360В и ОК370В категорий 4 и 5 обеспечивается технологией изготовления и химическим составом стали.
Примечание - Для проката, предназначенного для сварных конструкций и конструкций ответственного назначения, устанавливают в заказе марку стали и требования к свариваемости.
4.1.3 Категории проката в зависимости от нормируемых характеристик приведены в таблице 1 .
К260В К270В К310В К330В К350В
ОК300В ОК360В ОК370В
Испытание на изгиб
Испытание на вытяжку сферической лунки
Испытание на изгиб и на вытяжку сферической лунки
Испытания механических свойств
Испытания механических свойств и на изгиб
Испытание механических свойств, на вытяжку сферической лунки и на изгиб
4.1.4 Механические свойства проката и диаметр оправки при испытании на изгиб на 180° в холодном состоянии должны соответствовать требованиям таблицы 2 .
В месте изгиба не должно быть надрывов, трещин и расслоений.
Временное сопротивление s в, Н/мм 2
Относительное удлинение d 4, %, не менее
Изгиб до параллельности сторон (а - толщина образца, d - диаметр оправки)
d = 0 (без прокладки)
d = 2a
Примечание - Допускается испытание на изгиб холоднокатаного и горячекатаного проката групп прочности К260В, К270В, ОК300В, К310В, К350В и ОК360В у изготовителя не проводить (кроме изготовления проката с учетом требований, изложенных в 4.1.5 - 4.1.7).
4.1.5 Для проката из углеродистой качественной стали толщиной до 2,8 мм допускается превышение верхнего предела временного сопротивления на 30 Н/мм 2 (3 кгс/мм 2 ) при сохранении остальных норм.
4.1.6 Для холоднокатаного проката группы прочности ОК300В допускается снижение нижнего предела временного сопротивления на 30 Н/мм 2 (3 кгс/мм 2 ) при сохранении остальных норм.
4.1.6.1 По соглашению изготовителя с потребителем допускается изготовление проката групп прочности ОК300В, ОК360В, ОК370В, ОК400В без ограничения верхнего предела временного сопротивления.
4.1.7 Для проката глубокой вытяжки допускается снижение нижнего предела временного сопротивления на 20 Н/мм 2 (2 кгс/мм 2 ) при сохранении остальных норм.
4.1.8 По соглашению изготовителя с потребителем для проката групп прочности К390В и К490В допускается снижение нижнего предела временного сопротивления на 20 Н/мм 2 (2 кгс/мм 2 ) при одновременном повышении относительного удлинения на 2 % абс.
4.1.9 Глубина лунки при испытании на выдавливание должна соответствовать требованиям таблицы 3 .
При изготовлении проката группы прочности К270В из стали марок 10пс и 10 нормы глубины сферической лунки должны соответствовать норме групп прочности К310В - К350В.
Глубина лунки, не менее, для проката
глубокой вытяжки групп прочности
нормальной вытяжки групп прочности
K310B, К330В, К350В
1 Для проката промежуточных толщин нормы глубины сферической лунки берутся по ближайшей меньшей толщине, приведенной в таблице.
2 При испытании на автоматической машине допускается уменьшение глубины сферической лунки на 0,3 мм.
4.1.10 Величина зерна феррита для холоднокатаного проката из углеродистой качественной стали 6-й категории глубокой вытяжки должна быть не крупнее 6-го номера.
Неравномерность зерна допускается в пределах трех смежных номеров зернистости.
4.1.11 Горячекатаный прокат изготовляют термически обработанным, холоднокатаный - термически обработанным и дрессированным. По соглашению изготовителя с потребителем холоднокатаный прокат изготовляют в недрессированном состоянии, при этом допускаются полосы - линии скольжения, пятна слипания сварки и перегибы, а показатели по глубине сферической лунки, относительному удлинению, плоскостности и шероховатости не нормируются.
Горячекатаный прокат со станов непрерывной прокатки допускается изготовлять без термической обработки.
4.1.12 Горячекатаный прокат изготовляют как с травленой, так и с нетравленой поверхностью.
4.1.13 На кромках проката не допускаются дефекты, глубина которых превышает половину предельного отклонения по ширине проката и выводящие его за номинальный размер по ширине.
4.1.14 Прокат не должен иметь загнутых уголков, заворотов торцов и кромок под углом более 90°, а также складок. Длина концов рулонов неполной ширины не должна превышать ширину рулона.
4.1.15 Поверхность холоднокатаного проката должна быть без плен, сквозных разрывов, пузырей-вздутий, раскатанных пузырей, пятен слипания сварки, порезов, надрывов, вкатанной окалины, перетравов, недотравов, полос нагартовки, вкатанных металлических и инородных частиц.
Расслоения не допускаются.
Поверхность горячекатаного проката должна быть без плен, порезов, пузырей, закатов, трещин, вкатанных инородных и металлических частиц, сквозных разрывов, вкатанной окалины, перетравов, недотравов.
Нетравленая поверхность может сохранять неотделяющийся слой окалины, допускающий выявление поверхностных дефектов.
Характеристика качества отделки поверхности приведена в таблице 4.
Характеристика качества отделки поверхности
На обеих сторонах проката не допускаются дефекты, глубина которых превышает 1/2 суммы предельных отклонений по толщине и выводящие прокат за минимальные размеры по толщине, а также цвета побежалости на расстоянии, превышающем 50 мм от кромок. На лицевой стороне (лучшей по качеству поверхности) не допускаются риски и царапины длиной более 50 мм
На обеих сторонах проката не допускаются дефекты, глубина которых превышает 1/2 суммы предельных отклонений по толщине и выводящие прокат за минимальные размеры по толщине
цвета побежалости не допускаются на расстоянии более 200 мм от кромок
цвета побежалости допускаются по всей поверхности проката
На обеих сторонах проката не допускаются дефекты, глубина которых превышает сумму предельных отклонений по толщине и выводящие прокат за минимальные размеры по толщине
4.1.15.1 Допускается удаление поверхностных дефектов зачисткой мелкозернистым наждачным или войлочным кругом с наждачной пастой проката III и IV групп отделки поверхности.
При этом на поверхности проката допускаются следы абразивной зачистки, а глубина зачистки не должна выводить прокат за минимальный размер по толщине.
4.1.16 Величина относительного удлинения и глубина сферической лунки проката из кипящих и полуспокойных марок стали, изготовляемого в дрессированном состоянии, гарантируются изготовителем в течение 10 сут с момента отгрузки.
4.1.17 Прокат групп прочности К260В и К270В глубокой вытяжки может изготовляться без испытаний механических свойств, вытяжки и микроструктуры при условии штампуемости металла у потребителя.
4.2 Характеристики исполнения, устанавливаемые по требованию потребителя
4.2.1 Прокат с регламентированным химическим составом
Химический состав по плавочному анализу ковшевой пробы должен соответствовать:
- для проката из стали обыкновенного качества ГОСТ 380;
- для проката из стали качественной ГОСТ 1050.
Допускается изготовление проката из качественных полуспокойных марок стали взамен кипящих.
Для проката из стали с номерами марок 3, 4, 5 (всех ступеней раскисления) допускается снижение массовой доли марганца на 0,10 %.
При раскислении полуспокойной стали алюминием, титаном или другими раскислителями, не содержащими кремния, а также несколькими раскислителями (ферросилицием и алюминием, ферросилицием и титаном и др.) массовая доля кремния допускается менее 0,05 %. При этом массовая доля алюминия не должна превышать 0,07 %.
Предельные отклонения по химическому составу в готовом прокате должны соответствовать установленным в ГОСТ 380 и ГОСТ 1050.
4.2.2 Прокат с обеспечением свариваемости
Свариваемость обеспечивается технологией изготовления и химическим составом стали.
4.2.3 Прокат II группы отделки поверхности с нормируемой шероховатостью поверхности. Нормы шероховатости устанавливаются по согласованию потребителя с изготовителем.
4.2.4 Прокат группы прочности К490В с глубиной обезуглероженного слоя (по чистому ферриту) не более 2,5 % на сторону и не более 4 % для обеих сторон от фактической толщины листа.
4.2.5 Горячекатаный прокат из углеродистой качественной стали 5-й категории с контролем зерна феррита, величина которого должна быть не крупнее 5-го номера.
4.2.6 Холоднокатаный прокат групп прочности К260В и К270В из кипящих марок сталей для глубокой вытяжки толщиной 0,6 мм и менее с контролем на наличие структурно-свободного цементита.
4.2.7 Прокат из углеродистой качественной стали толщиной свыше 2,8 мм с ограничением верхнего предела временного сопротивления величинами, не более чем на 50 Н/мм 2 (5 кгс/мм 2 ) превышающими указанные в таблице 2 .
4.2.8 Прокат групп прочности К390В и К490В с механическими свойствами по ГОСТ 2284 .
4.2.9 Прокат 6-й категории глубокой вытяжки с нормируемым пределом текучести и повышенным относительным удлинением.
4.2.10 Холоднокатаный прокат 6-й категории особо высокой отделки поверхности (I группа) Характеристика качества отделки поверхности приведена в таблице 5 .
Характеристика состояния отделки поверхности
Характеристика качества поверхности
Шероховатость Ra не более 0,6 мкм
На лицевой стороне проката не допускаются дефекты, кроме отдельных рисок и царапин длиной менее 20 мм. На обратной стороне проката не допускаются дефекты, глубина которых превышает 1/4 суммы предельных отклонений по толщине, а также пятна загрязнений, цвета побежалости и серые пятна
Шероховатость Ra не более 1,6 мкм
Шероховатость Ra более 1,6 мкм
4.2.11 Прокат 6-й категории глубокой и нормальной вытяжки с контролем твердости. Величина твердости должна соответствовать требованиям таблицы 6 и может уточняться при необходимости изготовителем и потребителем.
Сталь прокатная тонколистовая гост

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ПРОКАТ СТАЛЬНОЙ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНЫЙ И ХОЛОДНОКАТАНЫЙ ГОРЯЧЕОЦИНКОВАННЫЙ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ С НЕПРЕРЫВНЫХ ЛИНИЙ
Steel cold rolled and cold rolled hot-galvanized sheet with polymer coating, prepainted by the continuous coil-coating process. Specifications
____________________________________________________________________
Текст Сравнения ГОСТ 34180-2017 с ГОСТ Р 52146-2003 см. по ссылке.
- Примечание изготовителя базы данных.
____________________________________________________________________
____________
* Вероятно ошибка оригинала. Следует читать "МКС 77.140.50". - Примечание изготовителя базы данных.
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный научно-исследовательский институт черной металлургии им.И.П.Бардина" (ФГУП "ЦНИИчермет им.И.П.Бардина")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июня 2017 г. N 100-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения
Госстандарт Республики Беларусь
4 Приказом Федерального агентства по техническому регулированию и метрологии от 16 августа 2017 г. N 909-ст межгосударственный стандарт ГОСТ 34180-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2018 г.
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 52146-2003
6 ВВЕДЕН ВПЕРВЫЕ
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 2022 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на стальной тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный прокат с полимерным (лакокрасочным и пластизолевым) покрытием, нанесенным валковым методом в агрегатах непрерывного действия, предназначенный для применения в строительстве, приборостроении, при производстве внешних панелей бытовой техники и в других отраслях промышленности, кроме автомобилестроения.
По согласованию изготовителя с заказчиком для проката с полимерным покрытием может применяться стальная основа с цинковым, железоцинковым, цинкалюминиевым, цинкалюмомагниевым и другими видами металлических покрытий, нанесенными методом горячего погружения в расплав.
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.072-77 Покрытие лакокрасочное. Термины и определения
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 13345-85 Жесть. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 19851-74 Лента резаная из холоднокатаного проката. Технические условия
ГОСТ 26877-2008 Металлопродукция. Методы измерения отклонений формы
ГОСТ 31149-2014 (ИСО 2409:2013) Материалы лакокрасочные. Определение адгезии методом решетчатого надреза
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 полимерное (лакокрасочное, пластизолевое) покрытие: Покрытие на основе высокомолекулярных соединений на поверхности проката, сформированное при горячей сушке нанесенных валковым методом жидких лакокрасочных материалов (грунтовок, отделочных и защитных эмалей, пластизолей и т.д.).
3.2 лицевая сторона проката с полимерным покрытием: Сторона, подвергающаяся влиянию внешних воздействий.
3.3 обратная сторона проката с полимерным покрытием: Сторона, противоположная лицевой стороне.
3.4 многослойное полимерное покрытие: Покрытие, состоящее из слоя грунта, слоя или слоев промежуточного покрытия и слоя отделочного покрытия, пластизоля или защитной эмали.
3.5 двухслойное полимерное покрытие: Разновидность многослойного покрытия, состоящего из слоя грунта и слоя отделочной эмали, пластизоля или защитной эмали.
3.6 грунтовочный слой: Нижний слой в системе полимерного покрытия, наносимый непосредственно на подготовленную металлическую поверхность, предназначенный для обеспечения прочного сцепления и высокой коррозионной стойкости всего покрытия в целом.
3.7 отделочный слой: Верхний лицевой слой в системе полимерного покрытия с особыми требованиями к внешнему виду, антикоррозионной защите и т.д.
3.8 промежуточный слой: Каждый слой покрытия между грунтовочным и отделочным слоями.
3.9 полимерное покрытие лицевой стороны: Двух- или многослойное покрытие, обладающее комплексом защитных, декоративных, физико-механических и других специальных свойств.
По согласованию обе стороны проката могут быть с полимерным покрытием лицевой стороны.
3.10 полимерное покрытие обратной стороны: Покрытие любого вида (одно- или двухслойное) без регламентирующих требований к внешнему виду, коррозионной стойкости и т.п., предназначенное преимущественно для защиты полимерного покрытия лицевой стороны от механического воздействия в рулонах и пачках проката.
3.11 прокат с односторонним полимерным покрытием: Прокат, на одну сторону которого наносится полимерное покрытие лицевой стороны, а на другую сторону - полимерное покрытие обратной стороны.
3.12 прокат с двусторонним полимерным покрытием: Прокат, на обе стороны которого наносится полимерное покрытие лицевой стороны.
3.13 номинальная толщина полимерного покрытия: Толщина покрытия с учетом всех слоев с одной (лицевой или обратной) стороны проката.
3.14 металлическая основа: Стальная основа для холоднокатаного проката или стальная основа с металлическим покрытием для холоднокатаного проката с горячими покрытиями.
3.15 номинальная толщина проката с полимерным покрытием: Толщина металлической основы без учета толщины полимерного покрытия.
3.16 фактура полимерного покрытия: Внешнее строение поверхности покрытия.
3.16.1 гладкое покрытие: Покрытие, полученное нанесением лакокрасочного материала, образующего в мокром слое и сохраняющего после отверждения практически гладкую поверхность.
3.16.2 рельефное покрытие: В соответствии с ГОСТ 9.072 рельефное покрытие в зависимости от технологии образования рельефа подразделяют на:
3.16.2.1 тисненое покрытие: Полимерное покрытие, полученное из гладкого отвержденного покрытия путем механического выдавливания фактуры при помощи специального оборудования.
3.16.2.2 сморщенное покрытие: Покрытие, полученное нанесением лакокрасочного материала, образующего практически гладкую поверхность в мокром слое и гофрированную поверхность с низким равномерным блеском в отвержденном покрытии.
3.16.2.3 текстурированное покрытие: Покрытие, обладающее рельефной, шероховатой, однородной поверхностью, создаваемой за счет присутствия в лакокрасочном материале текстурирующего наполнителя: гранул полиамида, керамики, стекла и др.
3.16.3 Допускается производство проката с другими фактурами поверхности.
3.17 рисунчатое покрытие: Полимерное покрытие, внешний слой которого имеет определенный рисунок.
3.18 обрезная кромка проката с полимерным покрытием: Кромка, которую обрезают после холодной прокатки и термической обработки для холоднокатаного проката или после процесса цинкования перед обработкой на линии агрегата полимерных покрытий.
3.19 необрезная кромка проката с полимерным покрытием: Кромка, которую не обрезают после холодной прокатки и термической обработки для холоднокатаного проката или после процесса цинкования перед обработкой на линии агрегата полимерных покрытий.
ПРОКАТ ТОНКОЛИСТОВОЙ ИЗ СТАЛИ ПОВЫШЕННОЙ ПРОЧНОСТИ
Rolled sheet of high-strength steel. Specifications
Дата введения 1997-01-01
1 РАЗРАБОТАН Техническим комитетом ТК 120 "Чугун, сталь, прокат"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 6 от 21 октября 1995 г.)
Наименование национального органа по стандартизации
Госстандарт Республики Казахстан
3 Стандарт соответствует МС ИСО 4996-91 "Листы из горячекатаной стали с высоким пределом текучести" в части классов прочности Н355 и Н390 и МС ИСО 5951-80 "Листы горячекатаные из стали с высоким пределом текучести и улучшенной штампуемости" в части классов прочности Н275 и Н255, за исключением требований к изгибу
4 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 24.01.94 N 31 межгосударственный стандарт ГОСТ 17066-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
6. ИЗДАНИЕ (сентябрь 2009 г.) с Поправкой (ИУС 11-97)
Настоящий стандарт распространяется на тонколистовой горячекатаный и холоднокатаный прокат толщиной от 0,5 до 3,9 мм шириной не менее 500 мм из стали повышенной прочности, изготовляемый в листах и рулонах.
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1969) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 12364-84 Стали легированные и высоколегированные. Методы определения церия
ГОСТ 19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО 4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 27809-95 Чугун и сталь. Методы спектрографического анализа
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
3 Основные параметры и размеры
3.1 Прокат изготовляют классов прочности 295, 315, 345, 355, 390.
3.2 По форме, размерам и предельным отклонениям горячекатаный прокат должен соответствовать требованиям ГОСТ 19903, холоднокатаный - ГОСТ 19904.
3.3 Степени точности проката по размерам, плоскостности, кривизне в пределах, предусмотренных в стандартах на сортамент, указываются потребителем в заказе. При отсутствии в заказе требований точность изготовления определяет предприятие-изготовитель.
Примеры условных обозначений
Прокат тонколистовой горячекатаный, повышенной точности прокатки (А), нормальной плоскостности (ПН), с обрезной кромкой (О), размером 3х1000х2000 мм по ГОСТ 19903-74, класса прочности 315, из стали марки 12ГС:
Прокат рулонный горячекатаный, нормальной точности прокатки (Б), с обрезной кромкой (О), размером 2х1000 мм по ГОСТ 19903-74, класса прочности 345:
Прокат тонколистовой холоднокатаный повышенной точности прокатки по толщине (AT), улучшенной плоскостности (ПУ), с обрезной кромкой (О), размером 2х1500х3000 мм по ГОСТ 19904-90, класса прочности 390:
Прокат тонколистовой холоднокатаный, нормальной точности прокатки (Б), с необрезной кромкой (НО), нормальной плоскостности (ПН), размером 3х2000х3000 мм по ГОСТ 19904-90, класса прочности 345, из стали марки 09Г2С, термообработанной (ТО):
Прокат рулонный горячекатаный, нормальной точности прокатки (Б) с обрезной кромкой (О), размером 3,5х850 мм по ГОСТ 19903-74, класса прочности 295Д:
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии о т 4 апрел я 199 9 г . № 11 3 межгосударственный стандарт ГОС Т 16523-9 7 введен в действие непосре дственно в качестве государственного стандарта Российской Федерации с 1 января 200 0 г.
5 ВЗАМЕН ГОСТ 16523-89
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОКАТ ТОНКОЛИСТОВОЙ ИЗ УГЛЕРОДИСТОЙ СТАЛИ КАЧЕСТВЕННОЙ И ОБЫКНОВЕННОГО КАЧЕСТВА ОБЩЕГО НАЗНАЧЕНИЯ
Технические условия
Rolled sheets from quality and ordinary carbon steel for general purposes. Specifications
Дата введения 2000-01-01
1 Область применения
2 Нормативные ссылки
3 Классификация, основные параметры и размеры
3.1 Прокат подразделяют:
повышенной отделки - III ( IIIa , III б );
3.2 В части сортамента прокат должен соответствовать требованиям: ГОСТ 19903 - горячекатаный, ГОСТ 19904 - холоднокатаный.
3.3 Схема условных обозначений приведена в приложении А.
4 Общие технические требования
4.1 Характеристики
4.1.1 Прокат изготовляют:
4.1.2 Марки стали для каждой группы прочности приведены в приложении Б.
4.1.2.1 Марку стали устанавливает изготовитель .
4.1.3 Категории проката в зависимости от нормируемых характеристик приведены в таблице 1.
4.1.4 Механические свойства проката и диаметр оправки при испытании на изгиб на 180° в холодном состоянии должны соответствовать требованиям таблицы 2.
Временное сопротивление s в, Н/мм 2 (кгс/мм 2 )
Относительное удлинение d 4 , %, не менее
d = 0 (без прокладки)
d = 2 a
Примечание - Допускается испытание на изгиб холоднокатаного и горячекатаного проката групп прочности К260В, К270В, ОК300В, К310В, К350В и ОК360В у изготовителя не проводить (кроме изготовления проката с учетом требований, изложенных в 4.1.5-4.1.7).
4.1.5 Для проката из углеродистой качественной стали толщиной до 2,8 мм допускается превышение верхнего предела временного сопротивления на 30 Н/мм 2 (3 кгс/мм 2 ) при сохранении остальных норм.
4.1.6 Для холоднокатаного проката группы прочности ОК300В допускается снижение нижнего предела временного сопротивления на 30 Н/мм 2 (3 кгс/мм 2 ) при сохранении остальных норм.
4.1.6.1 По соглашению изготовителя с потребителем допускается изготовление проката групп прочности ОК300В, ОК360В, ОК370В, ОК400В без ограничения верхнего предела временного сопротивления.
4.1.7 Для проката глубокой вытяжки допускается снижение нижнего предела временного сопротивления на 20 Н/мм 2 (2 кгс/мм 2 ) при сохранении остальных норм.
4.1.8 По соглашению изготовителя с потребителем для проката групп прочности К390В и К490В допускается снижение нижнего предела временного сопротивления на 20 Н/мм 2 (2 кгс/мм 2 ) при одновременном повышении относительного удлинения на 2 % абс.
4.1.9 Глубина лунки при испытании на выдавливание должна соответствовать требованиям таблицы 3.
K 310 B , К330В, К350В
4.1.10 Величина зерна феррита для холоднокатаного проката из углеродистой качественной стали 6-й категории глубокой вытяжки должна быть не крупнее 6-го номера.
4.1.11 Горячекатаный прокат изготовляют термически обработанным, холоднокатаный - термически обработанным и дрессированным. По соглашению изготовителя с потребителем холоднокатаный прокат изготовляют в недрессированном состоянии, при этом допускаются полосы - линии скольжения, пятна слипания сварки и перегибы, а показатели по глубине сферической лунки, относительному удлинению, плоскостности и шероховатости не нормируются.
4.1.12 Горячекатаный прокат изготовляют как с травленой, так и с нетравленой поверхностью.
4.1.13 На кромках проката на допускаются дефекты, глубина которых превышает половину предельного отклонения по ширине проката и выводящие его за номинальный размер по ширине.
4.1.14 Прокат не должен иметь загнутых уголков, заворотов торцов и кромок под углом более 90°, а также складок. Длина концов рулонов неполной ширины не должна превышать ширину рулона.
4.1.15 Поверхность холоднокатаного проката должна быть без плен, сквозных разрывов, пузырей-вздутий, раскатанных пузырей, пятен слипания сварки, порезов, надрывов, вкатанной окалины, перетравов, недотравов, полос нагартовки, вкатанных металлических и инородных частиц.
На обеих сторонах проката не допускаются дефекты, глубина которых превышает 1 /2 суммы предельных отклонений по толщине и выводящие прокат за минимальные размеры по толщине, а также цвета побежалости на расстоянии, превышающем 50 мм от кромок. На лицевой стороне (лучшей по качеству поверхности) не допускаются риски и царапины длиной более 50 мм
На обеих сторонах проката не допускаются дефекты, глубина которых превышает 1 /2 суммы предельных отклонений по толщине и выводящие прокат за минимальные размеры по толщине
4.1.15.1 Допускается удаление поверхностных дефектов зачисткой мелкозернистым наждачным или войлочным кругом с наждачной пастой проката III и IV групп отделки поверхности.
4.1.16 Величина относительного удлинения и глубина сферической лунки проката из кипящих и полуспокойных марок стали, изготовляемого в дрессированном состоянии, гарантируются изготовителем в течение 10 сут с момента отгрузки.
4.2 Характеристики исполнения, устанавливаемые по требованию потребителя
4.2.3 Прокат II группы отделки поверхности с нормируемой шероховатостью поверхности. Нормы шероховатости устанавливаются по согласованию потребителя с изготовителем.
4.2.4 Прокат группы прочности К490В с глубиной обезуглероженного слоя (по чистому ферриту) не более 2,5 % на сторону и не более 4 % для обеих сторон от фактической толщины листа.
4.2.5 Горячекатаный прокат из углеродистой качественной стали 5-й категории с контролем зерна феррита, величина которого должна быть не крупнее 5-го номера.
4.2.6 Холоднокатаный прокат групп прочности К260В и К270В из кипящих марок сталей для глубокой вытяжки толщиной 0,6 мм и менее с контролем на наличие структурно-свободного цементита.
4.2.7 Прокат из углеродистой качественной стали толщиной свыше 2,8 мм с ограничением верхнего предела временного сопротивления величинами, не более чем на 50 Н/мм 2 (5 кгс/мм 2 ) превышающими указанные в таблице 2.
4.2.9 Прокат 6-й категории глубокой вытяжки с нормируемым пределом текучести и повышенным относительным удлинением.
4.2.10 Холоднокатаный прокат 6-й категории особо высокой отделки поверхности (I группа) Характеристика качества отделки поверхности приведена в таблице 5.
На лицевой стороне проката не допускаются дефекты, кроме отдельных рисок и царапин длиной менее 20 мм. На обратной стороне проката не допускаются дефекты, глубина которых превышает 1 /4 суммы предельных отклонений по толщине, а также пятна загрязнений, цвета побежалости и серые пятна
4.2.11 Прокат 6-й категории глубокой и нормальной вытяжки с контролем твердости. Величина твердости должна соответствовать требованиям таблицы 6 и может уточняться при необходимости изготовителем и потребителем.
ГОСТ 16523-97
2 Нормативные ссылки
3 Классификация, основные параметры и размеры
3.1 Прокат подразделяют:по способу производства:
- горячекатаный;
- холоднокатаный;по видам продукции:
- листы;
- рулоны;
по минимальному значению временного сопротивления (В) на группы прочности: К260В, К270В, ОК300В, К310В, К330В, К350В, ОК360В, ОК370В*, К390В, ОК400В, К490В;
по нормируемым характеристикам на категории 1, 2, 3, 4, 5, 6;
по качеству отделки поверхности на группы:
- холоднокатаный:особо высокой отделки - I**;
высокой отделки - II;
повышенной отделки - III (IIIa, IIIб);
- горячекатаный:
повышенной отделки - III;
обычной отделки - IV;
по способности к вытяжке (холоднокатаный прокат толщиной до 2 мм групп прочности К260В, К270В, К310В, К330В, К350В):
- глубокой - Г;
- нормальной - Н.
____________
* Для производства сварных баллонов для сжиженных углеводородных газов на давление до 1,6 МПа.
** По требованию потребителя.
4 Общие технические требования
4.1 Характеристики
4.1.1 Прокат изготовляют:
- из углеродистой стали обыкновенного качества групп прочности ОК300В, ОК360В, ОК370В, ОК400В;
- из углеродистой качественной стали групп прочности К260В, К270В, К310В, К330В, К350В, К390В, К490В.
Примечание
- Группу прочности обозначают тремя цифрами, соответствующими нижнему пределу временного сопротивления. Прокат из стали обыкновенного качества обозначают буквами ОК, из стали качественной - К.
4.1.2.1 Марку стали устанавливает изготовитель.Свариваемость проката групп прочности ОК300В, ОК360В и ОК370В категорий 4 и 5 обеспечивается технологией изготовления и химическим составом стали.
Примечание - Для проката, предназначенного для сварных конструкций и конструкций ответственного назначения, устанавливают в заказе марку стали и требования к свариваемости.
4.1.3 Категории проката в зависимости от нормируемых характеристик приведены в таблице 1.
Т а б л и ц а 1
Т а б л и ц а 2
Примечание
- Допускается испытание на изгиб холоднокатаного и горячекатаного проката групп прочности К260В, К270В, ОК300В, К310В, К350В и ОК360В у изготовителя не проводить (кроме изготовления проката с учетом требований, изложенных в 4.1.5-4.1.7).
4.1.5 Для проката из углеродистой качественной стали толщиной до 2,8 мм допускается превышение верхнего предела временного сопротивления на 30 Н/мм2 (3 кгс/мм 2 ) при сохранении остальных норм.
4.1.7 Для проката глубокой вытяжки допускается снижение нижнего предела временного сопротивления на 20 Н/мм2 (2 кгс/мм2) при сохранении остальных норм.
4.1.8 По соглашению изготовителя с потребителем для проката групп прочности К390В и К490В допускается снижение нижнего предела временного сопротивления на 20 Н/мм2 (2 кгс/мм2) при одновременном повышении относительного удлинения на 2 % абс.
Т а б л и ц а 3
Примечания
1 Для проката промежуточных толщин нормы глубины сферической лунки берутся по ближайшей меньшей толщине, приведенной в таблице.
2 При испытании на автоматической машине допускается уменьшение глубины сферической лунки на 0,3 мм.
4.1.10 Величина зерна феррита для холоднокатаного проката из углеродистой качественной стали 6-й категории глубокой вытяжки должна быть не крупнее 6-го номера.
Неравномерность зерна допускается в пределах трех смежных номеров зернистости.
4.1.11 Горячекатаный прокат изготовляют термически обработанным, холоднокатаный - термически обработанным и дрессированным. По соглашению изготовителя с потребителем холоднокатаный прокат изготовляют в недрессированном состоянии, при этом допускаются полосы - линии скольжения, пятна слипания сварки и перегибы, а показатели по глубине сферической лунки, относительному удлинению, плоскостности и шероховатости не нормируются.
Горячекатаный прокат со станов непрерывной прокатки допускается изготовлять без термической обработки.
4.1.15 Поверхность холоднокатаного проката должна быть без плен, сквозных разрывов, пузырей-вздутий, раскатанных пузырей, пятен слипания сварки, порезов, надрывов, вкатанной окалины, перетравов, недотравов, полос нагартовки, вкатанных металлических и инородных частиц.Расслоения не допускаются.
Поверхность горячекатаного проката должна быть без плен, порезов, пузырей, закатов, трещин, вкатанных инородных и металлических частиц, сквозных разрывов, вкатанной окалины, перетравов, недотравов.
Расслоения не допускаются.
Нетравленая поверхность может сохранять неотделяющийся слой окалины, допускающий выявление поверхностных дефектов.Характеристика качества отделки поверхности приведена в таблице 4.
Т а б л и ц а 4
4.1.15.1 Допускается удаление поверхностных дефектов зачисткой мелкозернистым наждачным или войлочным кругом с наждачной пастой проката III и IV групп отделки поверхности.При этом на поверхности проката допускаются следы абразивной зачистки, а глубина зачистки не должна выводить прокат за минимальный размер по толщине.
4.1.17 Прокат групп прочности К260В и К270В глубокой вытяжки может изготовляться без испытаний механических свойств, вытяжки и микроструктуры при условии штампуемости металла у потребителя.4.2 Характеристики исполнения, устанавливаемые по требованию потребителя
4.2.1 Прокат с регламентированным химическим составом
Химический состав по плавочному анализу ковшевой пробы должен соответствовать:
- для проката из стали обыкновенного качества ГОСТ 380;
- для проката из стали качественной ГОСТ 1050.
Допускается изготовление проката из качественных полуспокойных марок стали взамен кипящих.
Для проката из стали с номерами марок 3, 4, 5 (всех ступеней раскисления) допускается снижение массовой доли марганца на 0,10 %.
При раскислении полуспокойной стали алюминием, титаном или другими раскислителями, не содержащими кремния, а также несколькими раскислителями (ферросилицием и алюминием, ферросилицием и титаном и др.) массовая доля кремния допускается менее 0,05 %. При этом массовая доля алюминия не должна превышать 0,07 %.
Предельные отклонения по химическому составу в готовом прокате должны соответствовать установленным в ГОСТ 380 и ГОСТ 1050.
4.2.2 Прокат с обеспечением свариваемости
Свариваемость обеспечивается технологией изготовления и химическим составом стали.
4.2.5 Горячекатаный прокат из углеродистой качественной стали 5-й категории с контролем зерна феррита, величина которого должна быть не крупнее 5-го номера.
Неравномерность зерна допускается в пределах трех смежных номеров зернистости.
4.2.7 Прокат из углеродистой качественной стали толщиной свыше 2,8 мм с ограничением верхнего предела временного сопротивления величинами, не более чем на 50 Н/мм 2 (5 кгс/мм 2 ) превышающими указанные в таблице
2.4.2.8 Прокат групп прочности К390В и К490В с механическими свойствами по ГОСТ 228
4.4.2.9 Прокат 6-й категории глубокой вытяжки с нормируемым пределом текучести и повышенным относительным удлинением.
Т а б л и ц а 5
Т а б л и ц а 6
4.2.12 Прокат из стали обыкновенного качества с контролем предела текучести. Величина предела текучести должна соответствовать требованиям таблицы 7 и может уточняться при необходимости между изготовителем и потребителем.
Т а б л и ц а 7
4.3 Маркировка
4.3.1 Маркировка проката - по ГОСТ 7566 с дополнениями.
4.3.2 Маркировка проката должна содержать группу прочности по минимальному значению временного сопротивления, группу отделки поверхности, размер проката, способность к вытяжке. При изготовлении проката в соответствии с требованиями
4.1.17 указываются обозначения - ШТ.
Марка стали указывается при изготовлении проката в соответствии с требованиями 4.2.1 и 4.2.2.
4.4 Упаковка
4.4.1 Упаковка проката - по ГОСТ 7566 с дополнениями.
4.4.2 Горячекатаный прокат с травленой поверхностью и холоднокатаный прокат должны быть смазаны с обеих сторон слоем смазки, предохраняющей его от коррозии.
По требованию потребителя прокат не смазывают, при этом допускаются следы смазки, пятна ржавчины и царапины, обусловленные отсутствием слоя смазки.Пачки листов холоднокатаного проката обертывают листами мягкой стали, укладывают на брусья и прочно скрепляют стальными полосами.
Допускается использование других материалов и способов упаковки, обеспечивающих сохранность проката при транспортировании.По требованию потребителя пачки перед обертыванием листами мягкой стали дополнительно обертывают влагонепроницаемой бумагой.
5 Правила приемки
5.1 Приемка проката - по ГОСТ 7566 с дополнениями.
5.1.1 Прокат к приемке предъявляют партиями. Партия должна состоять из проката одной садки в печь или одного режима термической обработки для печей непрерывного действия, одной группы прочности, одной категории вытяжки, одного размера по толщине, одной группы отделки поверхности.
Партия проката, изготовленная в соответствии с требованиями 4.2.1 и 4.2.2, должна состоять из стали одной плавки-ковша.
5.2 Каждая партия должна сопровождаться документом о качестве в соответствии с ГОСТ 7566 с дополнениями:- группы прочности;- группы отделки поверхности;- способности к вытяжке;- плоскостности;- категории по нормируемым характеристикам.
Примечание - При изготовлении проката в соответствии с требованиями 4.1.2.1, 4.2.2 указывается свариваемость (ев). Марка стали, указывается при изготовлении проката в соответствии с требованиями 4.2.1 и 4.2.2. При изготовлении проката в соответствии с требованиями 4.1.2.1 в документе о качестве указывается фактический химический состав стали. При использовании других (кроме кремния) раскислителей делается соответствующее указание в документе о качестве.
5.3 Для контроля поверхности, размеров, плоскостности, химического состава, механических свойств, проведения испытаний на изгиб, выдавливание и определения микроструктуры от каждой партии отбирают два листа или один рулон.
5.4 При получении неудовлетворительных результатов испытаний хотя бы по одному показателю повторную проверку проводят по ГОСТ 7566.
6 Методы контроля
6.1 Для проверки механических и технологических свойств проката от каждого отобранного рулона отбирают одну пробу на расстоянии не менее 2,0 м от его конца. От каждой пробы рулона или отобранного листа отбирают:- по одному поперечному образцу на растяжение и на изгиб (места вырезки - по ГОСТ 7564);
- один образец на выдавливание.
Образец вырезают длиной, соответствующей ширине проката. Испытания проводят в местах, соответствующих середине и краю по ширине проката (не ближе 40 мм от кромки). За результат испытания принимают среднее арифметическое трех измерений;
- два образца на микроструктуру:
один - с края, другой - из средней части ширины проката;
- по одному образцу на твердость.
6.2 Испытания проводят:
- на растяжение по ГОСТ 11701 или ГОСТ 1497 на образцах с расчетной длиной 80 мм и шириной рабочей части 20 мм;
- на изгиб по ГОСТ 14019;
- на выдавливание по ГОСТ 10510.
Допускается проводить испытания на приборе Эриксена на образцах шириной 80-90 мм;- на величину зерна по ГОСТ 5639;
- на обезуглероживание по ГОСТ 1763;
- на наличие структурно-свободного цементита по 5640.
6.3 Качество поверхности проката проверяют внешним осмотром без применения увеличительных приборов.
6.4 Отбор проб для химического анализа - по ГОСТ 7565.
6.5 Химический анализ - по ГОСТ 22536.0 - ГОСТ 22536.8, ГОСТ 18895 или другими методами, обеспечивающими требуемую точность.
При возникновении разногласии применяют методы, установленные настоящим стандартом.
6.6 Измерение твердости - по ГОСТ 9013 или ГОСТ 22975. Твердость определяют на образцах, отобранных для испытания на растяжение вне их рабочей части или на образцах для контроля микроструктуры.
6.7 Допускается проводить контроль величины ферритных зерен в средней части толщины проката при удовлетворительных результатах всех других испытаний.
6.8 Шероховатость поверхности проката измеряют контактным профилометром по ГОСТ 2789. Образцы отбирают от контрольного рулона (листа) на расстоянии не менее 40 мм от кромки и из средней части ширины рулона (листа) по одному образцу размером 200•200 мм.
6.9 Допускается применение статистических и неразрушающих методов контроля, обеспечивающих точность определения, достигаемую прямыми методами измерения.
При возникновении разногласий и при периодических испытаниях применяются методы контроля, установленные настоящим стандартом.
6.10 Контроль глубины залегания дефектов поверхности проводят по методике завода-изготовителя.
7 Транспортирование и хранение
Транспортирование и хранение - по ГОСТ 7566.
Схема условных обозначений проката
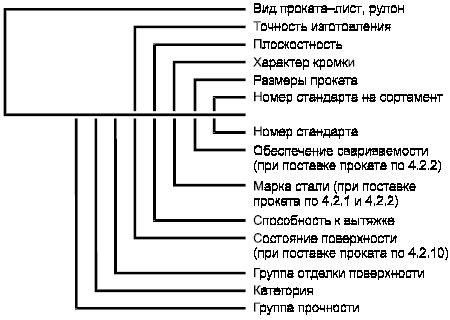
Примечание - При отсутствии указания какого-либо из параметров его выбирает предприятие-изготовитель.
Используемые марки стали
Ключевые слова: прокат тонколистовой, листы, рулоны, холоднокатаный, горячекатаный, группы прочности, углеродистая сталь качественная, углеродистая сталь обыкновенного качества, химический состав, качество отделки поверхности, категории нормируемых характеристик, временное сопротивление, относительное удлинение после разрыва, изгиб до параллельности сторон, глубина лунки, состояние поверхности, твердость, предел текучести, партия, контроль механических свойств, химический анализ
Читайте также: