Стальной отвод своими руками
Обновлено: 28.04.2024
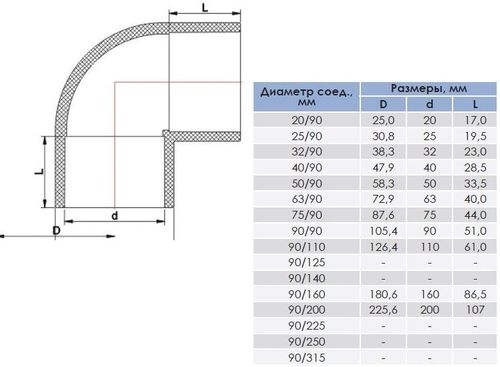
Для ремонта трубопроводов часто необходима замена отвода. Для его изготовления в условиях мастерской необходимо знать его характеристики:
- D — диаметр отвода (равен наружному диаметру соединяемых труб).
- R — радиус отвода (определяется специалистом-проектантом, исходя из местных условий).
- Y — угол отвода (определяется специалистом-проектантом, исходя из местных условий).
- N — количество элементов отвода (крайние включительно). Определяет плавность изменения направления.
Если эти данные Вам предоставят, делаем отвод по чертежам. Если каких-либо данных нет — делаем копию отвода.
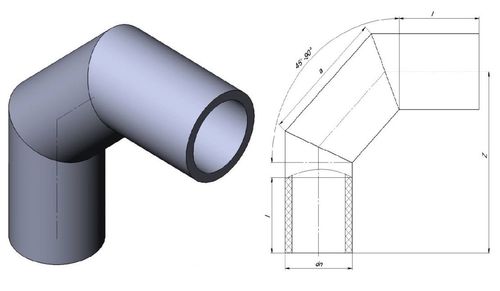
Как сделать сварной отвод по чертежам?
Cварные отводы , состоящие из звеньев и стаканов изготавливаются из труб или из листового материала, которые предварительно размечаются, с тем чтобы определить линии сопряжений, по которым элементы обрезаются, затем стыкуются и свариваются.
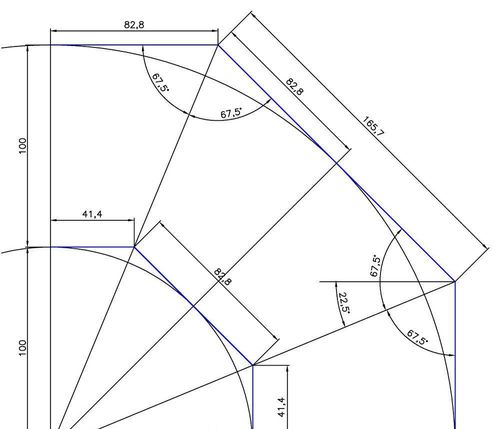
Изготовление шаблона и разметка по нему производятся следующим образом: на листе бумаги, картона, паронита или толи вычерчивают развертку всего элемента фасонной части или его конца с линией сопряжения. Затем развертка обрезается ножницами, образуя шаблон, который накладывается на размечаемую трубу и обводится мелом; по мелу вырезается нужный элемент или его часть.
Предлагаемая нами таблица Excel позволяет получить размеры для построения шаблона (развёртки) для изготовления элементов отвода с любыми . характеристиками.
Введите в жёлтые ячейки таблицы характеристики отвода, длину отрезков на оси X и вы мгновенно получите ординаты и абсциссы точек построения.

Перенесите эти точки на паронит или картон и плавно соедините их между собой.

Вы получили лекало крайнего полузвена отвода.

Зеркально отображаем развёртку крайнего полузвена относительно горизонтальной оси и получаем всем известную «рыбку». С её помощью размечают средние элементы отвода.

Правильно изготовленное лекало, свёрнутое кольцом и уложенное на плоскость не имеет зазоров.
При разметке звеньев необходимо иметь в виду следующее:

2. При пользовании предложенными методами разметки не должно получаться отходов или неиспользованных труб. При вырезке звеньев из листового материала в целях рационального его использования разметку звеньев следует производить так, чтобы они располагались на листе, как указано на рис. 2. В этом случае после вырезки и сварки звеньев сварные швы будут располагаться как на шейке, так и на затылке звена или стакана. В тех случаях, когда отводы изготовляются из толстого листового материала (толщиной более 2 мм), рекомендуется материал предварительно свальцевать и превратить в трубу, а затем произвести разметку, вырезку и сварку нужных элементов.
. Никогда не верьте ГОСТовскому диаметру трубы. Перед тем, как изготавливать шаблон, определите длину шаблона. Плотно оберните выбранный материал вокруг трубы, сделайте засечку, разверните будущий шаблон и замерьте длину окружности. Меняя при вводе в таблицу значение диаметра трубы добейтесь совпадения измеренной длины с расчётной длиной шаблона. На трубе, предназначенной для изготовления отвода мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.
Совет 2.
Очень важно.
Резка труб должна производиться так, чтобы пламя резака (струя кислорода) двигалось в плоскости предполагаемого сечения. Представьте, что вы режете колбасу ножом. Такова должна быть плоскость реза. А на практике резак всегда держат перпендикулярно трубе и на шейках вырезанных звеньев получаются огрехи: на малой шейке — подрез металла, а на большой — «шишка». При стыковке секторов с этими «шишками» в середине появляется пустота, зависящая от толщины стенки трубы. Если сварщик примет решение оставить «шишки» и заварить пустоты, то накладывая «шишку» на «шишку» Вы неизбежно измените длину большой шейки и, как следствие, угол отвода. Изделие будет испорчено. «Сдуйте» шишки или сточите, сделайте доводку, сверяясь по шаблону и после этого разделывайте кромки под сварку. Поставьте элемент на плоскость — зазоры должны быть минимальными.
Стандарты
Существует целый ассортимент отводов с разными углами – 45, 60, 90 и 180 О . Все они изготавливаются по ГОСТ 17375-2001 из различных марок сталей и отвечают всем требованиям надежности и прочности. Однако купить их бывает довольно непросто, особенно когда проживаешь в сельской местности и до крупных магазинов далековато.

Стандарты угловых отводов
ГОСТ 17375-2001 подразумевает использование стали более высокого качества, чем при изготовлении труб, но на таких диаметрах и для бытовых задач вполне достаточно и материала, из которого изготовлены трубы. Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.

Угол по ГОСТ 17375-2001
Как быть в такой непростой ситуации и реально ли в домашних условиях из подручных материалов своими руками изготовить отвод поговорим в настоящей статье.
Техника изготовления воронок
Если понимать, что фальцевое соединение — суть чуть ли не любого жестяного изделия, можно дать волю воображению и собирать сложные изделия из нескольких более простых. Пример тому — всевозможные воронки, тройники и угловые отводы.

Воронка состоит из двух коротких отрезков труб большего и меньшего диаметра. Они собираются как и обычные трубы, вот только края у них развальцовываются наружу на 8–12 мм. Впоследствии эти отогнутые бортики и используют для дальнейшего изготовления фальцев, либо, если нет претензий к герметичности, загибают жёсткие кромки и скрепляют между собой просекателем.
Техника клепания разных изделий может существенно отличаться, но на деле это не так важно, как правильное составление выкройки. Все заготовки следует вырезать только по шаблону
Например, для центральной части воронки — усечённого конуса — выкройка представляет собой сегмент кольца, где длина внутренней дуги определяется диаметром слива, а внешней — диаметром приемного раструба.

К сожалению, оборудование для производства подобных изделий имеет весьма узкую специализацию, а потому недоступно в виду как высокой цены, так и малой распространённости. Однако все изделия из жести и листового металла, будь то ведро, бак или обычный конёк, можно изготовить и вручную, станки лишь облегчают некоторые операции.
Приобрести трубы из оцинковки можно свободно, но стоимость таких изделий бывает достаточно высокой, поэтому желание сделать трубу из оцинковки своими руками продиктовано, в первую очередь, соображениями экономии.
Трубы из оцинкованного металла применяют для оборудования дымоходов, они пользуются популярностью из-за легкого веса и, соответственно, простотой установки. Дымоходы из оцинковки не требуют сооружения фундамента, а это существенно снижает затраты на оборудование дымохода.
Такие трубы отвечают нормам пожарной безопасности, выдерживая температурный режим до 900°, поэтому они могут применяться даже для дымоотведения из твердотопливных отопительных котлов и печей.
Также оцинкованные трубы в домашнем строительстве применяют для оборудования водостоков. Такие трубы и так довольно демократичны по затратам, но при этом процесс можно удешевить еще больше, используя собственноручно изготовленные изделия.
Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Самодельные патрубки водостока из жести
Чтобы изготовить прямой патрубок водостока из жести, отмеряют по размерам длины и ширины кусок оцинковки и обрезают ножницами по размеченным линиям.
Напильником тщательно зачищают кромки от заусенцев, обрабатывают их до гладкого состояния. По длинной стороне загибают в одном направлении обе кромки листа на ширину 10-15 мм.

Последовательность работы в процессе создания прямого патрубка водосточной системы из оцинкованной стали (из меди) своими руками. Главный инструмент – деревянный молоток жестянщика
На жёстко закреплённой трубе подходящего диаметра обстукивают оцинкованный лист до придания ему круглой формы. Затем накладывают загнутые ранее кромки одна на другую.
Пользуясь деревянным молотком и металлическим прямоугольным бруском, «заворачивают» кромки в замок. Тщательно обстукивают молотком вдоль шва до получения надёжно спрессованного соединения. Выравнивают форму изделия на трубе-болванке, стараясь получить цилиндр, близкий к идеальному кругу.

Пример изготовления прямого патрубка водостока из оцинкованного металлического листа. Правка под круглую форму осуществляется при помощи обычной металлической трубы подходящего диаметра
Обладая навыками изготовления прямых водосточных патрубков из оцинковки, несложно освоить технологию производства приёмных воронок и других деталей системы. С тем же успехом мастера-самоучки делают кронштейны под металлические желоба и для крепления водосточных труб.

Так своими руками делают кронштейны для металлических водосточных систем. Под круглые желоба и трубы достаточно толщины металлической полосы 1,5 мм. Под квадратные водостоки 3-4 мм

Технология изготовления стального (медного) кронштейна:
- Отрезать кусок стальной полосы длиной 300 мм.
- Обработать напильником торцевые части.
- Отступить от любого конца 10 мм, сделать загиб под 90º.
- Последовательно перемещая полосу и фиксируя в тисках, выгнуть её дугой под размер радиуса желоба.
- На оставшейся прямой части полосы высверлить отверстия под фиксатор и крепёж.
Точно так же делаются кронштейны для водосточных труб, но уже в виде хомута, состоящего из двух полос овальной формы, загнутые торцевые кромки которых дополнены отверстиями под стяжку болтами.
На нашем сайте есть несколько статей с подробными инструкциями по изготовлению водостоков для крыши, рекомендуем ознакомиться:
- Водостоки для крыши своими руками: инструкция по самостоятельному изготовлению системы водоотвода
- Как сделать водосливы для крыши: рекомендации по обустройству водоотвода своими руками
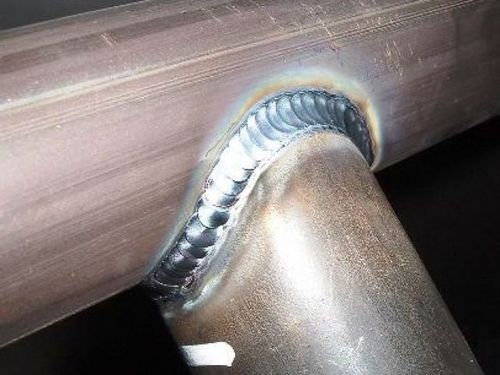
Как правильно приварить фитинг
Для того чтобы выполнить красивый и надежный монтаж трубопровода и приварить отвод к трубе 90 градусов нужно правильно подобрать сварочный аппарат и электроды. Эту информацию лучше поискать на профильных форумах, где специалисты охотно расскажут какими электродами и режимами работы сварочного аппарата пользуются они в профессиональной работе.

Детали трубопроводов варятся по методу встык, это когда края плотно прилегают друг к другу. Толщина электрода для таких работ берется 2-3 мм при сварочном напряжении 80-110 Ампер. Для того, чтобы внутрь попадало как можно меньше отгоревшего металла электрод нужно располагать под углом 45 О к поверхности. Круглые трубы желательно варить одним непрерывным швом. После сварки необходимо дождаться полного охлаждения шва и отбить шлак, и только после этого переходить к следующему шву.

Для того чтобы получались красивые и ровные швы необходимо набить руку, поэтому не отчаивайтесь если сразу не будет получаться. Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
Секторные сварные отводы. Изготовление отводов из рыбок.
В этой статье речь пойдет о секторных отводах, о их изготовлении и разметке труб на сектора с помощью таблиц. В одной из своих статей я уже писал общую статью про отводы, в том числе про секторные. Но она скорее всего вводная и в ней не приведены конкретные цифры и таблицы про разметку секторных отводов, или как их еще называют сварные отводы, на сегменты.
Для того, чтобы изготовить такие отводы изготавливают специальные шаблоны, по которым размечают трубу, а затем и режут ее на отдельные части (сектора и полусектора). Эти шаблоны называются «рыбками» (Рис. 2,3). Для простоты разметки такого шаблона (рыбки) используют обычную бумагу.
Сначала необходимо выбрать угол поворота отвода, который нам нужен (30˚, 45˚, 60 ˚, 90 ˚). Затем из рис.1. собрать наш отвод из секторов и полусекторов.
Рис.1. Сектора и полусектора сварных отводов.
Полусектор — это часть секторного отвода, которая с одной своей стороны имеет прямой, а с другого конца скошенный угол
Сектор — это деталь без прямых углов скоса, является соединительной частью полусекторов в середине отвода.
Если есть возможность порезки трубы под углом, пользуются таблицей 1. Размеры сварных отводов, секторов и полусекторов., но она также необходима для размеров для справки, сверки порезанных частей, при сборке и расчете веса отводов.











Что потребуется для врезки в металлический водопровод
Для того чтобы врезать отвод в металлический (стальной, чугунный) внутренний водопровод, потребуется такое приспособление, как седельный хомут со сверлом. Хомут разборный — его части для закрепления на участке трубы фиксируются при помощи болтов. В зависимости от модификации седелки, хомут может продаваться в сборе с трещоткой, блокировочными болтами и промывочным краном.
Данные блоки присоединяются к хомуту с использованием уплотнительных прокладок из резины. Кроме того, уплотнители толщиной до 12 миллиметров используются в местах прилегания хомута к поверхности трубы. В случае необходимости резина приклеивается непосредственно к прижимному устройству, что даст возможность контролировать точное положение прокладки во время монтажа седельного хомута.
Совет по выбору хомута: при покупке приспособления изучите состояние сварного шва в месте присоединения штуцера. Некачественный шов может привести к образованию свища.
Некоторые мастера-профессионалы и вовсе советуют выбирать не сварной, а клёпаный хомут. Кроме того, постарайтесь подобрать хомут соответствующего диаметра, в противном случае придётся подкладывать толстый слой уплотнителей.
Характеристики и применение отвода трубы 90 градусов
Металлические трубы различного назначения используются повсеместно. А так как при монтаже и производстве различных конструкций и трубопроводов бывает необходимо соблюдать определенную геометрическую форму, то широко используются дополнительные конструктивные элементы. Одним из таких элементов является отвод. Отвод – специальный фитинг, который изменяет направление течение различных жидкостей и газов.
ГОСТ 17375-2001 подразумевает использование стали более высокого качества, чем при изготовлении труб, но на таких диаметрах и для бытовых задач вполне достаточно и материала, из которого изготовлены трубы. Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.

Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.


Как сделать отвод из трубы своими руками?
Как врезать отвод в трубу водопровода под давлением







Как сделать трубу из оцинковки своими руками: пошаговая инструкция, расчет по схеме и чертеж
Доброго времени суток, дорогой гость!
Первый лист с гальваническим покрытием сошел с конвейера одного из британских заводов еще в 1867 году. Правда в то время металл покрывали исключительно золотом и серебром. Но перед первой мировой войной на поток было поставлено производство деталей с защитным слоем из цинка, и с тех пор они невероятно популярны.
Это и не удивительно — цинк продлевает жизнь железа в 20-30 раз. Изделия, выполненные из оцинковки – прочны, не поддаются ржавчине, и ведут себя в быту не хуже нержавейки, хотя стоят на порядок дешевле.
В сегодняшней статья я предлагаю уделить больше внимания этому скромному материалу и расскажу, как сделать трубу из оцинковки своими руками.
Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.
К ним относятся:
- Прочность;
- Способность выдерживать высокие температуры;
- Превосходная теплопроводность;
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.
Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды;
- Увеличенный срок службы;
- Повышенная прочность;
- Широкий диапазон рабочих температур;
- Высокая сопротивляемость механическим воздействиям;
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление;
- Простота и удобство монтажа;
- Высокая стойкость к возгоранию;
- Цинк убивает все патогенные микроорганизмы;
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
- Не очень привлекательный дизайн;
- Дороговизна по сравнению с обычной сталью;
- Цинк усложняет процесс сварки;
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.
Сделать самому или заказать
Что же лучше, купить оцинкованный лист нужной толщины и согнуть трубу самостоятельно, либо пойти в магазин и купить готовое изделие?
Советы по выбору и примерная цена
Как обычно – начнем с цены. Готовая труба диаметром 100мм и длиной 3 метра обойдется нам с вами примерно в 500 рублей.
Себестоимость материала в данном случае — 150 рублей, остальное — трудозатраты и наценка продавца.
А если планируется организация целой системы водостока? Сами видите, переплатить за готовые изделия придется в 2.5-3 раза. Самостоятельное изготовление труб значительно облегчит финансовую нагрузку.
К тому же заводские изделия имеют строго определенные размеры, и иногда подобрать нужный именно для вашей системы – сложно. Да и толщина готовой трубы обычно не превышает 1мм.
Обязательно следует помнить — любое заводское изделие, в отличие от самодельного, проходит строгий контроль ОТК, имеет идеально круглую поверхность и точность сварного шва.
Сможет ли домашний мастер обеспечить соблюдение всех этих условий — далеко не факт.
Какой материал выбрать
Если было принято решение изготовить деталь своими силами, начать следует с выбора материала, в нашем случае – оцинкованного листа необходимой толщины.
Что понадобится для работы
После приобретения листа с необходимыми характеристиками, следует запастись нужным инвентарем.
- Ножницы по металлу. Выбирайте удобный инструмент для резки широкого листа металла;
- Молоток ручной отбойный (он же киянка) с резиновым или деревянным наконечником. Киянка должна быть твердой, тяжелой, но без острых краев;
- Стальная трубная заготовка для формовки тела трубы («пушка»). Длина ее — не менее 1 метра, диаметр — зависит от необходимого диаметра готового изделия;
- Линейка;
- Инструмент для разметки оцинковки (острый металлический стержень);
- Верстак. На углу стола-верстака должен располагаться металлический уголок, длиной не менее 1м. Он будут использоваться для загиба краев трубы, поэтому закреплен должен быть очень надежно;
- Плоскогубцы.
Расчет размеров
Стандартный лист из оцинкованной жести имеет размеры 1000×2000мм, либо 1250×2500мм, хотя можно найти и другие раскрои.
Ширина заготовки рассчитывается по формуле:
L (длина окружности, она же ширина заготовки) = 2*3.14*R (R –необходимый радиус трубы, мм).
Таким образом, для изготовления трубы диаметром 100мм понадобиться заготовка шириной
К полученной чистовой длине прибавляем загиб 15мм и получаем необходимую величину для раскроя -300мм.
Важный момент – ширина заготовки — величина не постоянная. С одной стороны она равна 330мм, с другой 340 (для трубы и даметром100мм). Делается это для удобства последующего монтажа труб друг с другом либо с другими элементами системы .
Чертеж и схема
Рис. 1. Выкройка листа для трубы диаметром 100мм.
Схема формирования фальца выглядит следующим образом:
изготовления
Ознакомьтесь с полезными видео по теме.
Врезка трубы в плоскость:
Советы специалистов
Для удобства соединения готовой трубы с другими элементами системы необходимо сделать на конце изделия раструб.
Как сделать раструб на металлической трубе оцинкованной
Раструб -технологическое расширение, предназначенное для удобства монтажа элементов коммуникации друг с другом и врезки в плоскости. Раструб на готовой трубе делается по широкому краю, методом развальцовки края на глубину 15-20мм. В заводских условиях для развальцовки используется специальный инструмент -вальцовочный конус.
В домашних условиях расширить край трубы можно самостоятельно, с помощью плоскогубцев. В идеале – установить на концы заготовки специальные кольца — ребра жесткости.
Рис.3. Схема развальцовки:
Особенности работы с жестью
Оцинкованная жесть – материал недорогой и надежный. Его основная особенность – небольшая толщина (чаще всего в домашних условиях используют лист толщиной от 0.3 до 1мм) и пластичность. Благодаря мягкости, работать с оцинковкой удобно и изготовить нужное изделие самостоятельно даже начинающему жестянщику не представит особого труда.
В тоже время, несмотря на мягкость стали, полученный фальцевый шов весьма надежен и способен выдержать значительные механические воздействия.
Заключение
Область применения оцинкованных труб обширна. Они используются для водостока, дымоотвода, систем вентиляции, поэтому умение самостоятельно изготовить детали однозначно не будет лишним.
(3 5,00 из 5) Загрузка…



Когда нужна врезка в водопровод
Врезка необходима в большинстве случаев, связанных с реконструкцией, ремонтом квартиры, переносом или заменой коммуникаций, установкой новых водопотребителей, в случае, когда перекрыть вводной кран невозможно, либо он отсутствует.
Итак, врезка потребуется в таких случаях:
- подключение нового потребителя, к примеру, стиральной или посудомоечной машины;
- покупка и запуск новых сантехнических точек — таких, как душ Шарко, душевая кабина или биде;
- перепланировка жилья с изменением мест размещения моек, ванн, переносом кранов, объединением или разделением санузлов — ванных и туалетных комнат;
- замена трубопроводов в случае их износа или в целях модернизации сети.


Порядок работы с металлическими трубами
Для того чтобы врезаться в водопровод из металла под давлением, нужно провести несколько этапов работ — подготовку рабочей зоны, монтаж хомута, сверление трубы и установку шарового крана.
Разберём эти этапы детально:
- Подготовка рабочей зоны. На подготовительном этапе перед монтажом хомута следует тщательно очистить поверхность трубопровода от ржавчины и грязи в зоне работы.
Помните: состояние старых труб может быть неудовлетворительным или вовсе аварийным. При невозможности замены таких труб не переусердствуйте при их очистке во избежание повреждения водопровода.
Внимание! В целях обеспечения безопасности нужно использовать ручную либо аккумуляторную дрель.
По готовности отверстия монтируем шаровый кран. Впрочем, гораздо проще приобрести хомут с вкрученным краном, через полость которого и производится сверление. Вентиль крана перекрывается после того, как в месте сверления начинает проступать вода.
После этого нужно проверить плотность посадки зажима — нет ли течи в районе размещения прокладок. В случае обнаружения утечки следует подтянуть болты. Если же седло сухое, то всё сделано правильно. На завершающем этапе работы открываем кран, доделываем отверстие с помощью молотка и пробойника такого же диаметра, как и сверло, после чего закрываем кран.
Если есть возможность порезки трубы под углом, пользуются таблицей 1. Размеры сварных отводов, секторов и полусекторов., но она также необходима для размеров для справки, сверки порезанных частей, при сборке и расчете веса отводов.
Читайте также: