Стальные элементы заанкеренные в бетоне и предназначенные для соединения
Обновлено: 18.05.2024
Сварные З.д. обычно состоят из пластин или отрезков угловой либо фасонной стали с приваренными к ним анкерными стержнями. В зависимости от характера действующих на деталь усилий, места ее расположения и удобства установки в арматурный каркас соединение детали с анкерами может быть тавровое и внахлестку.
Закладные детали — стальные элементы, заанкеренные в бетоне и предназнач. для соединения сборных ж.-бет. конструкций между собой или с др. конструкциями зданий и сооружений. З.д. могут быть сварные и штампов.
Способ сварки выбирают в зависимости от вида соединения детали анкера. При тавровом соединении анкеров с пластинами используют дуговую сварку под флюсом, сварку в среде углекислого газа, контактную сварку сопротивлением, ручную дуговую сварку в раззенкованное отверстие на пластине. Начинают применять контактную сварку непрерывным оплавлением. Для сварных соединений анкеров с пластинами внахлестку применяют контактную рельефную сварку и ручную дуговую фланговыми швами. При больших усилиях, действующих на З.д., применяют детали с жесткими анкерами из прокатных или сварных профилей.
Анкеры изготовляют из арматурной стали классов А-Н и А-Ш диаметром 8— 25 мм (см. Сталь арматурная). Марку стали для анкерных стержней и пластин выбирают в зависимости от темп-рных условий эксплуатации З.д. и характера-ее нагружения. Для уменьшения длины анкерных стержней на их концах приваривают пластины или высаживают горячим способом головки. Для улучшения работы З.д. на сдвиг к пластинам иногда приваривают упоры из арматурных коротышей или полосовой стали.
Сварные З.д. располагают в ж.-бет. элементе так, чтобы наружные поверхности пластин находились в одной плоскости с поверхностью соответствующей грани элемента. При изготовлении ж.-бет. изделия с механизиров. заглаживанием поверхности стальные пластины со стороны этих поверхностей заглубляют в бетоне не менее чем на 5 мм. Проектное положение З.д. в изделии обеспечивается ее фиксацией до бетонирования (врем, креплением к элементам формы).
Эксперимент, и теоретич. исследования работы сварных З.д. начались в нашей стране в 50-е гг. в связи с бурным развитием сборного ж.бет. Были разработаны рацион, конструкции З.д. и эффективные способы приварки анкерных стержней к пластине. Существ, внимание уделялось вопросам унификации сварных З.д.
Для обеспечения долговечности З.д. предусматривается ее антикоррозионная защита. Способ защиты зависит от степени агрессивности среды, в к-рой будет эксплуатироваться З.д.
Штампованны е З.д. изготовляют из стали единым элементом методом холодной штамповки. Они состоят из участка, выполняющего ф-цию пластины (аналогично сварным деталям), и полосовых анкеров, имеющих выштампов. рельеф в виде сферич. выступов или волнообразных выгибов на продольных кромках полосовых анкеров и др. Штампов. З.д. изготовляют из полосовой (листовой) стали толщиной 4—6 мм т.о., чтобы отходы при раскрое полосы были мин.
Разработка конструкций штампов., З.д. и их испытания начались в нашей стране в — На основе результатов эксперимент, исследований были разработаны и выпущены альбомы рабочих чертежей "Закладные штампованные детали". Эти детали были предназначены для применения в узлах сопряжения ж.-бет. конструкций крупнопан. зданий. В Москве был построен специализиров. цех по произ-ву штампов. З.д. и с 1980 начато их массовое произ-во. Почти все операции в этом цехе механизированы и выполняются роботами-манипуляторами. В наст, время штампов. З.д. нашли широкое применение в стр-ве в мн. городах России.
Наибольшее применение штампов. З.д. находят для соединения ж.-бет. элементов крупнопан. зданий. Преимущество штампов. З.д. перед сварными заключается в возможности создания высокомехани-зиров. поточного произ-ва, существенно уменьшающего трудоемкость изготовления и позволяющего исключить процесс сварки как фактор снижения прочности детали.
III. Арматурные изделия
а, б — сварные закладные изделия открытого типа «открытый столик» с перпендикулярным и смешанным (перпендикулярным и наклонным) расположением анкерных стержней; в — cварное закладное изделие закрытого типа «закрытый столик» (с перпендикулярным расположением анкерных стержней);
г — штампованные закладные детали с наружными и внутренними отгибаемыми анкерами/
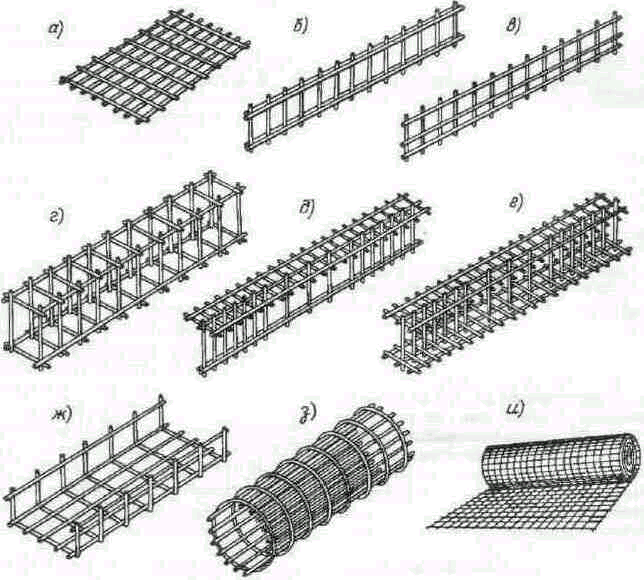
III — арматурные изделия:
а — плоская сетка; б, в — плоские каркасы;
г — пространственный каркас; д, е — пространственные каркасы таврового и двутаврового сечений; ж — гнутая сетка; з — то же, криволинейного сечения; и — рулонная сетка
Наиболее массовыми арматурными изделиями являются арматурные сетки из стержней, расположенных в двух взаимно перпендикулярныхнаправлениях и соединенных в местах пересечений (крестообразное соединение). Сетки из арматурной стали диаметром от 3 до 10 мм условно называются легкими, а свыше 12 мм - тяжелыми. Легкие сетки с продольными стержнями из арматурной проволоки диаметрами от 3 до 5 мм включительно и при поперечных стержнях диаметрами до 10 мм включительно изготовляют рулонными.
Каркас арматурный — объемный арматурный элемент, образованный путем соединения арматурных сеток или отдельных стержней. Арматурные каркасы изготовляют плоскими или пространственными.
Плоские арматурные каркасы состоят из двух, трех или четырех продольных и перпендикулярных им поперечных стержней, соединяемых в крестообразных пересечениях сваркой или вязкой. В зависимости от количества продольных стержней плоские каркасы подразделяют на двух- ("лесенка"), трех- и четырехветвевые.
Пространственные арматурные каркасы состоят из собранных в одно изделие плоских сеток и каркасов, отдельных стержней, хомутов, скоб, монтажных петель и закладных деталей, расположенных в разных плоскостях.
Хомуты являются поперечной распределительной арматурой пространственных каркасов балок, колонн, свай и других изделий. Они имеют форму замкнутых или открытых с верхней стороны прямоугольников или трапеций и охватывают снаружи рабочую арматуру. В некоторых случаях хомутами служит поперечная арматура плоских каркасов.
Монтажные (подъемные) петли представляют собой заанкеренные в железобетонные или бетонные конструкции петлевые выпуски, за которые зацепляют конструкцию крюками подъемных стропов при складировании, транспортировании, монтаже, распалубке.
Закладные детали — стальные элементы, заанкеренные в бетоне и предназначенные для соединения сборных железобетонных конструкций между собой или с другими конструкциями зданий и сооружений. Закладные детали могут быть открытые и закрытые, сварные и штампованные (рис. 13.7).
Изготовление арматурных и закладных изделий.
Сварные арматурные сетки изготовляют точечной контактной сваркой на автоматизированных и механизированных линиях, оснащенных широкосеточными многоэлектродными сварочными машинами. Мелкосерийные и одиночные сварные сетки изготовляют на одноточечных сварочных машинах.
Вязаные сетки более трудоемки в изготовлении, их применяют при отсутствии сварочного оборудования, а также при использовании для производства сеток отходов несвариваемой арматурной стали.
Арматурные каркасы собирают на специальных кондукторах, горизонтальных и вертикальных установках, соединяя элементы каркаса контактной точечной сваркой с помощью сварочных клещей, а иногда дуговой электросваркой или вязкой. Пространственные каркасы линейных элементов (свай, колонн, опор линий электропередачи) изготовляют на навивочных машинах из отдельных стержней и бухтовой проволоки, а также собирают из отдельных стержней и хомутов с помощью вязки.
Хомуты изготовляют на гибочных станках из бухтовой и стержневой арматурной стали классов АI, АIII и ВрI (S240, S400 и S500).
Монтажные петли изготовляют на гибочных станках из пластичной арматурной стали класса АI (S240) и иногда из отходов канатной арматуры класса АVI (S1200).
Сварные закладные детали обычно состоят из пластин или отрезков угловой либо фасованной стали с приваренными к ним анкерными стержнями. Для обеспечения долговечности закладных деталей предусматривается их антикоррозионная защита.
Укрупнительная cборка и установка арматуры. Укрупнительная сборка арматурных каркасов и изготовление крупных блоков сокращают время возведения конструкций, снижая трудозатраты за счет выполнения арматурщиками значительной части работы в более удобных и безопасных условиях. Укрупнительную сборку производят в проектном положении или на специальной площадке в зависимости от условий строительства.
При армировании и последующем бетонировании любой конструкции необходимо соблюдать точность установки арматуры и указанную в проекте толщину защитного слоя бетона. Для обеспечения требуемой толщины защитного слоя между арматурой и опалубкой используют фиксаторы из пластмассы или бетона, а также различные шаблоны, подставки, прокладки и подкладки.
При массе арматурного изделия до 100 кг его допускается устанавливать вручную, подавая краном сразу по несколько штук.
Изготовление предварительно напряженных конструкций. При изготовлении таких конструкций производится натяжение арматуры - это технологическая операция, обеспечивающая напрягаемой арматуре длительное (на весь период эксплуатации конструкции) усилие растяжения с целью последующего обжатия бетона конструкции.
Таблица 13.1.
Требования при устройстве арматурных конструкций
Величина параметра, мм
Отклонение в расстоянии между отдельно установленными рабочими стержнями для:
2.Конструктивное решение
Конструктивная схема здания - каркасная. Здание запроектировано как типовая стоечно-балочная система, выполняемая из унифицированных элементов. Вертикальными несущими элементами являются железобетонные колонны, горизонтальными – металлические фермы, связи металлические. Ограждающие конструкции – легкобетонные панели для неотапливаемых зданий.
2.2.Конструктивные элементы
2.2.1.Фундаменты
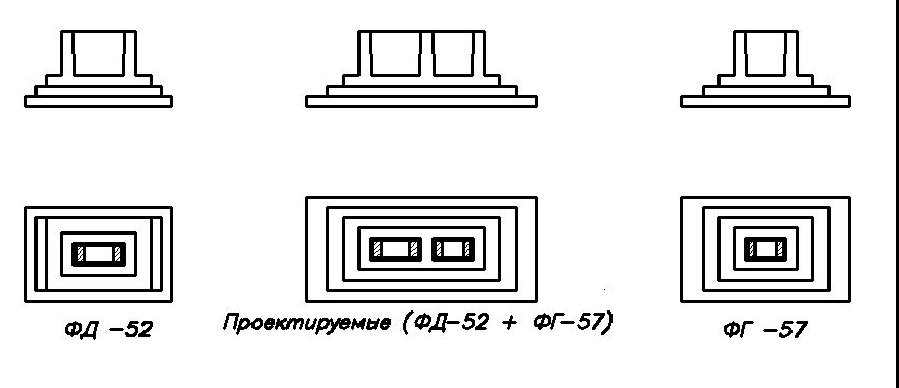
Принятые столбчатые монолитные железобетонные фундаменты под железобетонные колонны промышленного здания состоят из подколонника и трехступенчатой плитной части. Высота фундамента 2,2 м.
При вскрытии основания целиковый грунт, непосредственно воспринимающий нагрузку, выравнивается и накрывается бетонной подготовкой толщиной 100 мм из бетона класса В5. На бетонную подготовку ложится подошва фундамента. Обрез фундамента располагается на отметке -0.15 м.
Размеры в плане, axbxh, м
Буквенный индекс и номер марки
Первая ступень плитной части
Применены следующие типоразмеры фундаментов: ФБ-52 , ФГ-57
Фундаменты под смежные колонны в температурных швах и в местах перепада высоты здания делаются общими независимо от числа колонн в узле.
По всему периметру здания присутствует отмостка, предназначенная для защиты фундамента от дождевых и талых вод, проникающих в грунт близ стен здания.
В качестве фундаментных балок применены балки серии КЭ-01-23.
2.2.2.Колонны
Каркас состоит из поперечных рам, образованных защемленными в фундаментах колоннами и шарнирно опирающимися на колонны стропильными фермами.
По положению в здании колонны подразделяются на крайние и средние. К крайним колоннам с наружной стороны примыкают стеновые ограждения.
Колонны прямоугольного сечения применяются в бескрановых зданиях высотой до 9.6 м ( серия 1.423-3) и 10.8÷14.4 м ( серия 1.423-5) и в зданиях высотой до 10.8 м с опорными кранами грузоподъемностью до 20 т (серия КЭ-01-49). В зданиях высотой до 18 м с опорными кранами грузоподъемностью 30-50 т подкрановая часть колонн двухветвевая ( серия КЭ-01-52).
Колонны армируются сварными или вязаными каркасами и формуются из бетона марки 200 при прямоугольном сечении, марки 300-400 – двухветвевые. Закладные элементы, заанкеренные в бетон или приваренные для фиксации положения к рабочей арматуре, имеются во всех колоннах в местах опирания стропильных конструкций и подкрановых балок, в крайних колоннах – на уровне швов стеновых панелей, в связевых колоннах- в местах примыкания продольных связей. Закладные стальные трубки диаметром 50-70 мм образуют отверстия, используемые для строповки при распалубке и монтаже.
Для соединения с фундаментом колонна заводится в стакан на глубину до 0.85 м при прямоугольном сечении и до 1.20 м – при двухветвевом. В этих пределах для связи с бетоном замоноличивания ствол колонны снабжается горизонтальными бороздками. В двухветвевых колоннах нижняя распорка высотой 0.2 м, заводимая в стакан, имеет отверстия 0.2х0.2 м, используемые при бетонировании стыка.
Установка колонн выполняется самоходными подъемными кранами. К подъемному тросу колонна присоединяется вставленными в отверстия для строповки захватами.
В проекте, в качестве основных, используются типовые железобетонные двухветвевые колонны ступенчатого очертания. Колонны подобраны с учетом пролетов, высоты здания и грузоподъемности кранов.
Продольную устойчивость каркаса обеспечивают связи: надкрановые V– образные в крайних шагах температурных отсеков и портальные подкрановые.
Строй-справка.ру
Способ сварки выбирают в зависимости от вида соединения детали анкера. При тавровом соединении анкеров с пластинами используют дуговую сварку под флюсом, сварку в среде углекислого газа, контактную сварку сопротивлением, ручную дуговую сварку в раззенкованное отверстие на пластине. Начинают применять контактную сварку непрерывным оплавлением. Для сварных соединений анкеров с пластинами внахлестку применяют контактную рельефную сварку и ручную дуговую фланговыми швами. При больших усилиях, действующих на З.д., применяют детали с жесткими анкерами из прокатных или сварных профилей.
Сварные З.д. располагают в ж.-бет. элементе так, чтобы наружные поверхности пластин находились в одной плоскости с поверхностью соответствующей грани элемента. При изготовлении ж.-бет. изделия с механизиров. заглаживанием поверхности стальные пластины со стороны этих поверхностей заглубляют в бетоне не менее чем на 5 мм. Проектное положение З.д. в изделии обеспечивается ее фиксацией до бетонирования (врем, креплением к элементам формы).
Разработка конструкций штампов., З.д. и их испытания начались в нашей стране в —6. На основе результатов эксперимент, исследований были разработаны и выпущены альбомы рабочих чертежей "Закладные штампованные детали". Эти детали были предназначены для применения в узлах сопряжения ж.-бет. конструкций крупнопан. зданий. В Москве был построен специализиров. цех по произ-ву штампов. З.д. и с 1980 начато их массовое произ-во. Почти все операции в этом цехе механизированы и выполняются роботами-манипуляторами. В наст, время штампов. З.д. нашли широкое применение в стр-ве в мн. городах России.
Читайте также: