Стальные сварные швы стандартный блок для калибровки оборудования для ультразвукового контроля
Обновлено: 20.05.2024
Плоские стандартные образцы (СОП) с нахлесточным сварным швом и с отражателями типа «зарубка» применяют для настройки чувствительности и длительности развертки дефектоскопов при контроле сварных соединений и основного металла наклонными совмещенными и наклонными раздельно-совмещенными преобразователями в соответствии с требованиями РД-25.160.10-КТН-016-15.
Основные технические характеристики
- Стандартный образец (СОП) выполняется из заготовки, содержащей нахлесточный сварной шов, соответствующий требованиям РД-25.160.10-КТН-016-15
- Стандартный образец (СОП) может иметь несколько отражателей типа «зарубка» имеющих разную площадь, часть из которых выполняется в околошовной зоне;
- Геометрические размеры стандартных образцов (СОП) и отражателей типа «зарубка» определяются РД-25.160.10-КТН-016-15;
- Предпочтительным считается изготовление стандартных образцов (СОП) из материала Заказчика т.к. стандартный образец (СОП) по своим акустическим свойствам будет соответствовать объекту контроля;
- Стандартный образец (СОП) могут быть изготовлены из стали: 20; 45; 09г2с; 12Х18Н10Т; 08Х18Н10Т и др. материалов.
- Все образцы изготавливаются в соответствии с ГОСТ Р 55724-2013 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые».
Каждый стандартный образец (СОП) имеет маркировку и паспорт, который содержит сведения о конструктивных параметрах образца и материале, из которого он изготовлен, вид и размеры искусственных отражателей, результаты первичной аттестации (калибровки), результаты переаттестации, условия хранения.
К производимым нами СОП (НО) для настройки чувствительности с любым видом ультразвуковых отражателей, независимо от НТД, предъявляется следующие требования:
- равномерность акустических свойств, таких как затухание и скорость распространения ультразвуковых колебаний. Плоские СОП с отражателями типа "зарубка" отличаются по этим параметрам в пределах одной серии не более, чем ± 5% ;
- отсутствие в материале плоских СОП со сварным швом естественных несплошностей, выявляемых при поисковом уровне чувствительности, заданной для данного объекта контроля;
- допустимое соотношение сигнал / шум, при настройке по СОП, должно быть не меньше, чем 12 dB, для углеродистых и низколегированных сталей. Данный критерий во многом зависит и может изменяться в зависимости от структуры материала СОП (от размера зерна) и от используемых параметров контроля;
Цена на СОП может измениться если:
1. Если количество искусственных отражателей будет не соответствовать требованиям НТД.
2. Если в тз Заказчика будет указано нанесение искусственных дефектов электро-эррозионным способом.
3. Если материал образца 12Х18Н10Т или 08Х18Н10Т или аналогичный по свойствам - тогда цена и сроки поставки обсуждаются в индивидуальном порядке.
Гарантийный срок эксплуатации: 3 года.
Комплект поставки: Паспорт, документ о прохождении метрологической аттестации (калибровка)
Стандартные и настроечные образцы (меры) можно купить с доставкой курьерской службой до двери или до терминалов транспортной компании в следующих городах: Москва, Санкт-Петербург, Челябинск, Екатеринбург, Самара, Саратов, Тюмень. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
Стальные сварные швы стандартный блок для калибровки оборудования для ультразвукового контроля


Товары
Услуги
Полезная информация
Настроечные образцы (СОП)
Настроечные образцы (ранее СОПы) используются для настройки ультразвуковых приборов на решение конкретных задач НК. Образцы изготавливаются из материала, аналогичного материалу ОК и содержат определенные отражатели, используемые для настройки амплитудной и временной шкалы путем сравнения показаний от несплошностей ОК с показаниями от известных отражателей. Наиболее распространенными типами отражателей при контроле сварных соединений являются плоскодонные отражатели, «зарубки» и сегменты.
Настроечные образцы изготавливаются в соответствии с требованиями ГОСТ Р 55724-2013 (взамен ГОСТ 14782-86). Данный норматив, вместо используемого ранее термина «стандартный образец предприятия» или «СОП» вводит понятие «настроечный образец». Помимо ГОСТ Р 55724-2013 среди документов, регламентирующих изготовление отраслевых настроечных образцов можно выделить следующие:
Плоские настроечные образцы
Плоские настроечные образцы (СОПы) с отражателями различного типа применяются для настройки длительности развертки и чувствительности дефектоскопов при контроле листовых изделий. СОПы изготавливаются в соответствии с требованиями нормативной документации регулирующей порядок проведения УЗК в соответствующих областях промышленности. Каждый образец имеет паспорт и сертификат калибровки сроком действия 3 года. Возможно изготовление настроечных образцов из материалов, аналогичных материалам ОК.
Трубные настроечные образцы
Трубные настроечные образцы (СОПы) с отражателями различного типа применяются для настройки длительности развертки и чувствительности дефектоскопов при контроле трубных изделий. СОПы изготавливаются в соответствии с требованиями нормативной документации регулирующей порядок проведения УЗК в соответствующих областях промышленности. Каждый образец имеет паспорт и сертификат калибровки сроком действия 3 года. Возможно изготовление настроечных образцов из материалов, аналогичных материалам ОК.
Стандартные образцы для ультразвуковой толщинометрии
Стандартный образец типа «ступенька» предназначен для настройки толщиномера перед проведением ультразвукового контроля. Образец изготавливается из стали марки СТ20 и алюминия. По заявке возможно изготовления образца из других материалов по размерам заказчика.
Контрольные образцы для объектов атомной энергетики
В соответствии с ПНАЭ Г-7-014-89 УЗК данные образцы необходимы для определения параметров УЗ дефектоскопа и преобразователя при работе на объектах атомной энергетики. Более подробное описание контрольных образцов содержится в разделе 4 ПНАЭ Г-7-014-89. В комплект контрольных образцов по ПНАЭ Г-7-014-89 УЗК входят:
Настроечный образец (СОП) "Утюг"
Настроечный образец (СОП) с общепринятым названием "Утюг" предназначен для настройки чувствительности дефектоскопа и определения эквивалентных размеров дефектов при работе с прямыми и наклонными ПЭП.
Настроечные образцы (меры) для контроля на расслоение
Настроечные образцы (меры) для контроля на расслоение предназначены для настройки предельной чувствительности, блока ВРЧ и глубиномера ультразвуковых дефектоскопов при контроле прямыми преобразователями.
Настроечные образцы (меры) для контроля шпилек и анкерных болтов
Настроечные образцы (меры) для контроля шпилек и анкерных болтов в соответствии с требованиями РД-19.100.00-КТН-036-13 предназначены для настройки чувствительности при проведении УЗК прямыми совмещенными ультразвуковыми преобразователями.
Настроечные образцы (меры) для контроля валов
Настроечные образцы (меры) для ультразвукового контроля валов в соответствии с требованиями РД-19.100.00-КТН-036-13 предназначены для настройки чувствительности при проведении УЗК прямыми раздельно-совмещенными ультразвуковыми преобразователями.
Настроечные образцы (меры) с плоскодонными отверстиями
Стандартные образцы предприятия (меры) с отражателем типа «плоскодонное отверстие» в соответствии с требованиями РД-19.100.00-КТН-036-13 предназначены для настройки предельной чувствительности, блока ВРЧ и глубиномера ультразвуковых дефектоскопов при проведении УЗК наклонными совмещенными ультразвуковыми преобразователями.
Настроечные образцы (меры) угловые со сварным швом
Плоские настроечные образцы (меры) с угловым сварным швом с плоскими угловыми отражателями типа «зарубка» и отражателем типа «боковое цилиндрическое отверстие» применяют для настройки чувствительности и длительности развертки дефектоскопов при проведении УЗК сварных соединений и основного металла наклонными совмещенными и наклонными раздельно-совмещенными ультразвуковыми преобразователями в соответствии с требованиями РД-25.160.10-КТН-016-15.
Настроечные образцы с нахлесточным сварным швом
Плоские настроечные образцы (меры) с нахлесточным сварным швом и с отражателями типа «зарубка» применяют для настройки чувствительности и длительности развертки дефектоскопов при контроле сварных соединений и основного металла наклонными совмещенными и наклонными раздельно-совмещенными преобразователями в соответствии с требованиями РД-25.160.10-КТН-016-15.
Настроечные образцы (меры) с сегментными отражателями
Стандартные образцы предприятия (меры) с отражателями типа «сегмент» в соответствии с требованиями СТО 00220256-005-2005 применяют для настройки предельной чувствительности, блока ВРЧ и глубиномера ультразвуковых дефектоскопов при проведении УЗК прямыми и наклонными совмещенными и раздельно-совмещенными ультразвуковыми преобразователями.
Комплект настроечных образцов (мер) по РД РОСЭК-001-96
Стандартные образцы предприятия (меры) с отражателями типа «плоскодонное отверстие» и «зарубка» в соответствии с требованиями РД РОСЭК-001-96 применяют для настройки предельной чувствительности, блока ВРЧ и глубиномера ультразвуковых дефектоскопов при проведении УЗК прямыми и наклонными совмещенными и раздельно-совмещенными ультразвуковыми преобразователями.
Комплект настроечных образцов (мер) по ОСТ 108.961.07-83
Стандартные образцы предприятия (меры) с отражателями типа «плоскодонное отверстие» в соответствии с требованиями ОСТ 108.961.07-83 применяют для настройки предельной чувствительности, блока ВРЧ и глубиномера ультразвуковых дефектоскопов при проведении УЗК прямыми и наклонными совмещенными и раздельно-совмещенными ультразвуковыми преобразователями.
Образцы для аттестации по УЗК
Комплект образцов для аттестации по УЗК, используется для обучения специалистов ультразвуковому контролю. Комплект для аттестации состоит из четырех образцов, каждый из которых имеет характерные дефекты, возникающие в процессе производства и эксплуатации сварных швов и основного металла (трещины, поры, непровары, шлаковые и вольфрамовые включения и т.д.).
Купить настроечные образцы предприятия (СОП) и другие приборы неразрушающего контроля можно заказать по цене указанной в прайс-листе. Цена стандартных образцов указана с учетом НДС. Смотрите так же разделы – Ультразвуковые дефектоскопы, Ультразвуковые толщиномеры, Толщиномеры покрытий, Стандартные образцы СО.
Стандартные (настроечные) образцы предприятия (СОП) можно купить с доставкой до двери или до терминалов транспортной компании в следующих городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
Калибровочные блоки по международным стандартам
Термин калибровочный блок (calibration block) широко используется в зарубежных стандартах по ультразвуковому неразрушающему контролю. В Российсих стандартах, в частности в ГОСТ Р 55724-2013 используется термин - мера. В данном контексте для простоты будем использовать термин - образец.
Образцы, изготовленные по международным стандартам, поставляются с паспортами и, по требованиям Заказчиков, с сертификатами о калибровке.
Образец V1 по стандарту ISO 2400
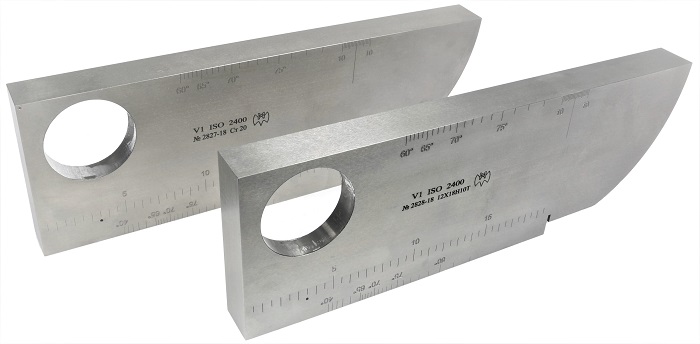 |
Образец V1 изготавливается из сталей различных марок в соответствии с требованиями международных стандартов EN 12223, ISO 2400. Образец V1 содержит отверстие Ø50мм, в которое запрессовыван цилиндр из органического стекла, отверстие Ø1,5мм, паз и цилиндрическую поверхность. На боковые грани образца V1 нанесены шкалы для определеия параметров ультразвуковых преобразователй.
Образец V1 предназначен для:
- настройки глубиномера дефектоскопа и проверки линейности развертки для прямых ПЭП,
- настройки глубиномера дефектоскопа для наклонных ПЭП,
- определение точки ввода наклонного ПЭП,
- определения угла ввода наклонного ПЭП,
- проверки мертвой зоны прямых совмещенных и раздельно-совмещенных ПЭП,
- задания опорного сигнала дефектоскопа с наклонным ПЭП,
- настройка предельной чувствительности дефектоскопа при работе с прямыми и наклонными ПЭП.
Образец V2 по стандарту ISO 7963
 |
Образец V2 изготавливается из сталей различных марок в соответствии с требованиями международного стандарта ISO 7963 . Образец V2 содержит отверстие Ø4мм и две цилиндрические боковые грани. Также на образец нанесены шкалы для определения угла ввода и стрелы наклонных ультразвуовых преобразователей.
Образец V2 используется для:
- настройки глубиномера дефектоскопа при работе с прямыми и наклонными ПЭП,
- определения точки ввода наклонных ПЭП,
- определение стрелы наклонных ПЭП,
- определения угла ввода наклонных ПЭП,
- настройка предельной чувствительности дефектоскопа при работе с наклонными ПЭП.
Образцы по стандарту ASME Sec. V
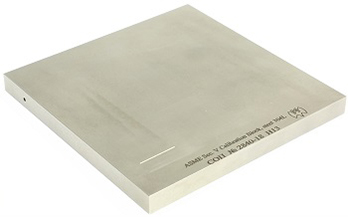 | 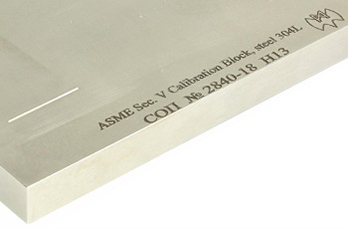 |
Образцы по стандарту ASME Sec.V используются в технологии ультразвукового контроля сварных соединений. Образцы изготавливается из сталей различных марок. Образец содержит три боковых цилиндрических отверстия на глубине 1/4, 1/2, 3/4 толщины изделия и две риски прямоугольной формы на верхней и нижней гранях.
ГОСТ Р ИСО 17640-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
Ультразвуковой контроль. Технология, уровни контроля и оценки
Non-destructive testing of weld. Ultrasonic testing. Techniques, testing and assessment levels
Дата введения 2016-11-01
Предисловие
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Негосударственным образовательным учреждением дополнительного профессионального образования "Научно-учебный центр "Контроль и диагностика" ("НУЦ "Контроль и диагностика") и Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
4 Настоящий стандарт идентичен международному стандарту ИСО 17640:2010* "Неразрушающий контроль сварных швов. Ультразвуковой контроль. Методы, уровни контроля и оценка" (ISO 17640:2010 "Non-destructive testing of welds - Ultrasonic testing - Techniques, testing levels, and assessment", IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Международный стандарт разработан Техническим комитетом ISO/TC44 "Сварка и смежные процессы". Подкомитетом SC5 "Диагностика и контроль сварных швов".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
1 Область применения
Настоящий стандарт определяет технологию ручного ультразвукового контроля сварных соединений, полученных сваркой плавлением, в металлических материалах толщиной не менее 8 мм, с низким коэффициентом затухания ультразвука (главным образом по причине рассеивания) при температуре объекта контроля от 0°С до 60°С. Настоящий стандарт предназначен главным образом для контроля сварных соединений с полным проплавлением, где основной металл и металл шва являются ферритными.
Указанные в настоящем стандарте значения, зависящие от материала, приведены для сталей, скорость звука в которых равна (5920±50) м/с для продольных волн и (3255±30) м/с - для поперечных волн.
Настоящий стандарт определяет четыре уровня контроля, каждый из которых соответствует различной вероятности обнаружения дефектов. Рекомендации по выбору параметров для уровней контроля А, В и С приведены в приложении А.
Уровень контроля D, применяемый в особых случаях, должен соответствовать общим требованиям настоящего стандарта. Уровень контроля D применяется только в случае, когда это указано в спецификации на продукцию.
Он включает в себя контроль металлов, не относящихся к ферритным сталям, контроль сварных соединений с неполным проплавлением, контроль с применением автоматизированного оборудования, и контроль при температурах, не входящих в диапазон от 0°С до 60°С.
Настоящий стандарт может быть использован для оценки дефектов в целях приемки одним из двух способов:
a) оценка, основанная на протяженности и амплитуде сигнала от дефекта;
b) оценка, основанная на определении характеристик и размеров дефекта посредствам перемещения преобразователя.
Применяемый способ должен быть согласован.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для недатированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 5817, Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections [Сварка. Сварные швы при сварке плавлением стали, никеля, титана и их сплавов (лучевая сварка исключена). Уровни качества в зависимости от дефектов]
ISO 9712, Non-destructive testing - Qualification and certification of personnel (Неразрушающий контроль. Квалификация и аттестация персонала)
ISO 11666:2010, Non-destructive testing of welds - Ultrasonic testing - Acceptance levels (Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Уровни приемки)
Заменен на ISO 11666:2018.
ISO 17635, Non-destructive testing of welds - General rules for metallic materials (Контроль неразрушающий сварных соединений. Общие правила для металлических материалов)
ISO 23279, Non-destructive testing of welds - Ultrasonic testing - Characterization of indications in welds (Неразрушающий контроль сварных швов. Ультразвуковая дефектоскопия. Снятие характеристик индикаций в сварных соединениях)
EN 473, Non-destructive testing - Qualification and certification of NDT personnel - General principles (Неразрушающий контроль. Аттестация и выдача свидетельств персоналу, занимающемуся НК. Основные принципы)
Заменен на EN ISO 9712:2012.
EN 583-1, Non-destructive testing - Ultrasonic examination - Part 1: General principles (Неразрушающий контроль. Ультразвуковой контроль. Часть 1. Основные положения)
Заменен на EN ISO 16810:2014.
EN 583-2, Non-destructive testing - Ultrasonic examination - Part 2: Sensitivity and range setting (Неразрушающие испытания. Ультразвуковой контроль. Часть 2. Чувствительность и диапазон установки)
Заменен на EN ISO 16811:2014.
EN 583-4, Non-destructive testing - Ultrasonic examination - Part 4: Examination for discontinuities perpendicular to the surface (Неразрушающий контроль. Ультразвуковой контроль. Часть 4. Контроль прерывностей, перпендикулярных к поверхности)
Заменен на EN ISO 16826:2014.
EN 1330-4, Non-destructive testing - Terminology - Part 4: Terms used in ultrasonic testing (Неразрушающий контроль. Терминология. Часть 4. Термины, применяемые при ультразвуковом контроле)
Заменен на EN ISO 5577:2017.
EN 12668 (all parts). Non-destructive testing - Characterization and verification of ultrasonic examination equipment (Контроль неразрушающий. Определение характеристик и проверка оборудования для ультразвукового контроля)
ГОСТ Р 55724-2013
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. СОЕДИНЕНИЯ СВАРНЫЕ
Non-destructive testing. Welded joints. Ultrasonic methods
Дата введения 2015-07-01
1 РАЗРАБОТАН Федеральным государственным предприятием "Научно-исследовательский институт мостов и дефектоскопии Федерального агентства железнодорожного транспорта" (НИИ мостов), Государственным научным центром РФ "Открытое акционерное общество "Научно-производственное объединение "Центральный научно-исследовательский институт технологии машиностроения" (ОАО НПО "ЦНИИТМАШ"), Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при Московском государственном техническом университете им.Н.Э.Баумана"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 371 "Неразрушающий контроль"
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Апрель 2019 г.
Настоящий стандарт устанавливает методы ультразвукового контроля стыковых, угловых, нахлесточных и тавровых соединений с полным проваром корня шва, выполненных дуговой, электрошлаковой, газовой, газопрессовой, электронно-лучевой, лазерной и стыковой сваркой оплавлением или их комбинациями, в сварных изделиях из металлов и сплавов для выявления следующих несплошностей: трещин, непроваров, пор, неметаллических и металлических включений.
Настоящий стандарт не регламентирует методы определения реальных размеров, типа и формы выявленных несплошностей (дефектов) и не распространяется на контроль антикоррозионных наплавок.
Необходимость проведения и объем ультразвукового контроля, типы и размеры несплошностей (дефектов), подлежащих обнаружению, устанавливаются в стандартах или конструкторской документации на продукцию.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.001 Система стандартов безопасности труда. Ультразвук. Общие требования безопасности
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 18353* Контроль неразрушающий. Классификация видов и методов
ГОСТ 18576-96 Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые
ГОСТ Р 55725 Контроль неразрушающий. Преобразователи ультразвуковые пьезоэлектрические. Общие технические требования
ГОСТ Р 55808 Контроль неразрушающий. Преобразователи ультразвуковые. Методы испытаний
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 А-развертка: Форма представления ультразвукового сигнала на экране ультразвукового прибора, при котором ось абсцисс представляет время, а ось ординат - амплитуду.
3.1.2 акустическая ось: Линия, соединяющая точки максимальной интенсивности акустического поля в дальней зоне преобразователя и ее продолжения в ближней зоне.
3.1.3 АРД-диаграмма: Графическое изображение зависимости амплитуды отраженного сигнала от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя.
3.1.4 боковое цилиндрическое отверстие: Цилиндрический отражатель, расположенный параллельно поверхности ввода.
3.1.5 дефект: Каждое отдельное несоответствие продукции установленным требованиям.
3.1.6 иммерсионный способ: Акустический контакт через слой жидкости, толщиной больше пространственной длительности акустического импульса для импульсного излучения или нескольких длин волн для непрерывного излучения.
3.1.7 контактный способ: Акустический контакт через слой вещества толщиной менее половины длины волны.
3.1.8 контролепригодность: Свойство объекта, характеризующее его пригодность к проведению диагностирования (контроля) заданными средствами диагностирования (контроля).
3.1.9 мера (калибровочный образец): Образец из материала определенного состава с заданными чистотой обработки поверхности, режимом термообработки, геометрической формой и размерами, предназначенный для калибровки (поверки) и определения параметров ультразвукового прибора неразрушающего контроля.
3.1.10 мертвая зона: Область, прилегающая к поверхности ввода, в пределах которой не регистрируются эхо-сигналы от несплошностей.
3.1.11 настроечный образец: Образец, изготовленный из материала, аналогичного материалу объекта контроля, содержащий определенные отражатели; используется для настройки амплитудной и (или) временной шкалы ультразвукового прибора.
3.1.12 несплошность: Нарушение однородности материала.
3.1.13 плоскодонный отражатель: Плоский отражатель, имеющий форму диска.
3.1.14 преобразователь: Электроакустическое устройство, имеющее в своем составе один или более активных элементов и предназначенное для излучения и (или) приема ультразвуковых волн.
3.1.15 стрела преобразователя: Расстояние от точки выхода луча наклонного преобразователя до его передней грани.
3.1.16 точка выхода луча: Точка пересечения акустической оси преобразователя с его рабочей поверхностью.
3.1.17 щелевой способ: Акустический контакт через слой жидкости, толщиной порядка длины волны.
3.1.18 электромагнитоакустический преобразователь; ЭМА-преобразователь: Преобразователь, принцип действия которого основан на явлении магнитной индукции (эффекте Лоренца) или магнитострикции материала объекта контроля, при котором электрические колебания преобразуются в звуковую энергию или наоборот.
3.1.19 SKH-диаграмма: Графическое изображение зависимости коэффициента выявляемости от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя.
3.1.20 браковочный уровень чувствительности: Уровень чувствительности, при котором принимается решение об отнесении выявленной несплошности к классу "дефект".
3.1.21 дифракционный способ: Способ ультразвукового контроля методом отражений, использующий раздельные излучающий и приемный преобразователи и основанный на приеме и анализе амплитудных и/или временных характеристик сигналов волн, дифрагированных на несплошности.
3.1.22 контрольный уровень чувствительности (уровень фиксации): Уровень чувствительности, при котором производят регистрацию несплошностей и оценку их допустимости по условным размерам и количеству.
3.1.23 опорный сигнал: Сигнал от искусственного или естественного отражателя в образце из материала с заданными свойствами или сигнал, прошедший контролируемое изделие, который используют при определении и настройке опорного уровня чувствительности и/или измеряемых характеристик несплошности.
3.1.24 опорный уровень чувствительности: Уровень чувствительности, при котором опорный сигнал имеет заданную высоту на экране дефектоскопа.
Читайте также: