Термическая обработка пружинных сталей
Обновлено: 16.05.2024
Пружинные стали общего назначения в виде проволоки или ленты можно упрочнять холодной пластической деформацией с последующим стабилизирующим отпуском (старением) или закалкой на мартенсит с последующим средним отпуском (обычно 420–500 ºС ).
Первый способ экономичен и прост, т.к. отсутствует нагрев под закалку. Отсутствие закалки дает высокую стабильность размеров и точность конфигурации пружин при почти полном отсутствии окисления и обезуглероживания, резко снижающих усталостную прочность. Но, чтобы получить хорошие упругие свойства, нужны большие степени деформации, поэтому этот способ может быть применим для получения полуфабриката – проволоки или ленты – небольшого сечения (диаметр проволоки или толщина ленты менее 6 мм). Указанный способ годится для изготовления мелких или средних пружин. Перед холодной пластической деформацией исходная структура катанки должна представлять собой тонкопластинчатый перлит (сорбит), т.к. он обеспечивает чрезвычайно высокий запас пластичности, что позволяет проводить волочение с большими степенями обжатия (75–85 %) и обеспечивает после волочения высокие значения временного сопротивления (до 4500 МПа) с сохранением достаточно высокой пластичности и вязкости.
Для углеродистых сталей с содержанием углерода 0,65–1,2 % и некоторых низколегированных сталей (65Г, 50ХФА и др.) предварительной термической обработкой для получения структуры сорбит является патентирование. Патентирование – изотермический распад переохлажденного аустенита при температуре 450 – 550 ºС, обеспечивающий структуру сорбит.
Патентирование обычно осуществляется на агрегатах непрерывного действия, включающих нагревательную печь для аустенитизации, переохлаждающую ванну и смоточно-намоточные устройства. Нагрев при аустенитизации можно проводить и электроконтактным способом. В качестве охлаждающей среды могут быть использованы расплавы солей (реже свинца), «кипящий» слой и другие среды.
Режим патентирования зависит от диаметра проволоки, химического состава стали, скорости движения проволоки. Для проволоки из углеродистой стали с 0,8 % С температура аустенитизации составляет 900 ± 20 °С, а патентирования 500 ± 20 °С.
Имеется положительный опыт применения высокотемпературной аустенитизации (свыше 1000 °С) при патентировании проволоки из заэвтектоидной стали с 0,9–1,2 % С.
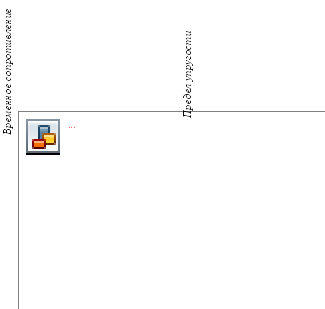
Временное сопротивление патентированной холоднотянутой проволоки зависит от содержания углерода и степени деформации. С увеличением степени деформации при волочении проволоки со структурой сорбита происходит деформация как пластинок феррита, так и цементита. Известно, что получение высокой прочности сплава с гетерогенной структурой объясняется уменьшением областей свободного перемещения дислокаций. Для патентированной высокоуглеродистой стали показано (В.Н. Гриднев, Ю.Я. Мешков), что временное сопротивление можно выразить зависимостью, аналогичной уравнению Холла-Петча:
где – длина эффективной плоскости скольжения в феррите, пропорциональная межпластиночному расстоянию.
Графическое выражение этой зависимости для патентированной проволоки показано на рисунке 3.7.
Рисунок 3.7 – Прочность в холоднотянутой патентированной проволоки
в зависимости от межпластиночного расстояния
(В.Н. Гриднев, Ю.А. Мешков)
При больших значениях временного сопротивления холоднодеформированная патентированная проволока и лента имеют пониженный предел упругости, что обусловлено высокими остаточными напряжениями и наличием подвижных дислокаций. Для повышения предела упругости проводят старение (стабилизирующий отпуск). При старении происходит блокирование дислокаций сегрегациями примесных атомов, ограничение их подвижности, что приводит к повышению сопротивления началу пластической деформации.
На практике температуры отпуска холоднодеформированной проволоки и ленты обычно соответствуют температурам, при которых достигается максимальный предел упругости, т.е. для углеродистой стали 150–200 °С, а для сталей с кремнием 200–300 ºС.
Из патентированной холоднотянутой проволоки прокаткой получают плющеную ленту, которая также широко используется для производства пружин и упругих элементов. На рисунке 3.8 приведены свойства плющеной ленты при разном содержании углерода в зависимости от температуры отпуска (деформационного старения).
При старении в интервале 150–200 ºС повышаются как временное сопротивление, так и особенно предел упругости (0,03) холоднодеформированной стали.
Рисунок 3.8 – Изменение механических свойств (в,0,03и числа перегибовn)
холоднодеформированной (плющеной) ленты в зависимости от температуры отпуска (С.В. Грачев): 1 – сталь 50; 2 – У8А; 3 – У10А
Падение пластичности (число перегибов) в области 400 °С обусловлено протеканием полигонизации в -фазе. Необходимо отметить, что для оценки пластических свойств проволоки и ленты часто используют различные технологические характеристики пластичности: число перегибов, число скручиваний до разрушения, которые для подобных материалов в ряде случаев более надежны, чем относительное удлинение или относительное сужение.
Обычно патентированную проволоку и ленту изготовляют из углеродистых или низколегированных сталей (60С2, 65Г, 70С2ХА).
Легирование патентированной стали ограничено, так как большинство легирующих элементов повышают устойчивость аустенита в перлитной области, что нежелательно для операции патентирования. Кремний повышает предел упругости патентированной холоднодеформированной проволоки и ленты, повышает ее теплостойкость и релаксационную стойкость.
При отпуске холоднодеформированных сталей изменяется и релаксационная стойкость, причем максимум релаксационной стойкости может достигаться при более высоких температурах отпуска, чем максимум предела упругости. Повышение релаксационной стойкости при отпуске объясняется повышением предела упругости и увеличением стабильности структуры стали.
Обработку пружинной проволоки и ленты путем закалки на мартенсит с последующим среднетемпературным отпуском проводят на углеродистых и легированных сталях. Термическую обработку проволоки и особенно ленты часто проводят на закалочно-отпускных агрегатах непрерывного действия, хотя во многих случаях закалке и отпуску подвергают и готовые пружины.
В тонких сечениях пружинная проволока и лента их углеродистых сталей имеют сквозную прокаливаемость, поэтому легирование пружинных сталей осуществляется в основном для повышения предела упругости и сопротивления релаксации напряжений. При этом следует иметь в виду, что углеродистая сталь может иметь высокий предел упругости, но, с одной стороны, он достигается при таких температурах и выдержках при отпуске, когда еще недостаточна пластичность (вязкость) стали, а с другой стороны, предел упругости углеродистых сталей очень чувствителен к отпуску, в то время как легированные стали сохраняют высокий предел упругости более широком интервале температур и выдержек отпуска.
При легировании пружинных сталей кремнием, молибденом, вольфрамом растет их релаксационная стойкость при комнатной и повышенной температурах.
Легирование пружинной стали карбидообразующими элементами, задерживающими распад мартенсита при отпуске – молибденом и вольфрамом (сталь 70С3ХМВА), смещает максимум релаксационной стойкости в сторону более высоких температур отпуска (по сравнению со сталью 70С2ХА).
Закалка производится с температур АС3 + (50–70) ºС в масле. Содержание остаточного аустенита должно быть минимальным, т.к. он даже в небольших количествах (2–4 %) значительно понижает предел упругости и сопротивление релаксации напряжений, а при больших количествах (8–15 %) может вызвать поломку пружин в процессе работы вследствие протекания мартенситного превращения инициируемого внешней нагрузкой. Поэтому для сталей повышенной степени легирования с целью уменьшения количества остаточного аустенита в ряде случаев применяют после закалки обработку холодом. Отпуск проводят при температурах 420–520 ºС. Температура отпуска тем выше, чем более легирована сталь карбидообразующими элементами. Структура, получаемая после отпуска, тростит отпуска, обеспечивает наиболее высокий предел упругости.
Значительное влияние на свойства пружинной проволоки и ленты, а также готовых пружин, упрочняемых путем закалки на мартенсит и отпуска, оказывает предварительная обработка перед закалкой. Закаленная и отпущенная лента и проволока с предварительной обработкой на структуру тонкопластинчатого сорбита имеют более высокий комплекс механических свойств по сравнению с обработкой на структуру зернистого цементита.
В целом пружинная проволока и лента и изделия из них, обработанные путем пластической деформации и отпуска (деформационного старения), обладают более высокими значениями вязкости (число перегибов или скручиваний) и сопротивления усталости. Проволока и лента, упрочняемые путем закалки на мартенсит и отпуска, имеют более высокие значения предела упругости и сопротивления релаксации, а также более высокие силовые характеристики пружин.
Высокие значения предела упругости, вязкости и усталостной прочности можно получить после изотермической закалки на нижний бейнит при температуре выдержки 280–350 ºС с последующим отпуском на эту же температуру. Повышение свойств можно достигнуть после ВТМО, применение которой очень эффективно при изготовлении рессор. Наибольший эффект достигается на сталях с карбидообразующими элементами (Cr, Mo, W, V) типа 50ХМФ.
Значительно повысить эксплуатационную стойкость пружин и рессор позволяет дробеструйный наклеп. Возникающие при этом в поверхностном наклепанном слое напряжения сжатия повышают предел выносливости (усталости) деталей и уменьшает вредное действие всевозможных дефектов поверхности.
Основные марки и закалка рессорно-пружинной стали
Особой разновидностью стального сплава является рессорно-пружинная сталь. Пружинная сталь обладает рядом особенностей — очень высокий предел текучести, твердость, приемлемый уровень коррозийной устойчивости. Такой материал может гнуться, изменять свою форму под действием внешних факторов. Во время сжатия он сохраняется все свои физические свойства (прочность, механическая устойчивость, химическая инертность). Если такую пружину разжать, то материал вернется в свою обычную форму с сохранением всех физических свойств.

Основные сведения
Рессорно-пружинная сталь — сплав, который обладает очень высоким пределом текучести. Предел текучести — это физическое свойство какого-либо материала, характеризующее напряжение, при котором деформация продолжают расти без увеличения нагрузки. По факту этот показатель отражает способность материала сохранять свою форму при изгибе и скручивании.
Чем лучше материал сохраняют форму при деформации, тем выше у него предел текучести. Высокий предел текучести возникает в материале за счет специальных методов обработки (закалка, отпуск). Это отличает сталь-пружину от многих других стальных сплавов, которые обычно «обретают необычные свойства» за счет включения в их состав различных легирующих добавок.
В России для производства пружинной стали применяются низколегированные сплавы с минимальным количеством добавочных компонентов. В американских, европейских, азиатских странах также часто применяются среднеуглеродистые и высокоуглеродистые соединения, содержащие хром.
Также применяются соединения, содержащие большое количество марганца, никеля, кремния, вольфрама, азота. Эти компоненты делают материал еще более пластичным, а также повышают его химическую инертность (то есть такой материал не будет вступать в реакцию с щелочами, кислотами, солями). Как ясно из названия, пружинная сталь обычно применяется для производства пружин, торсионов, рессор, фортепианных струн, хомутов и многих других изделий.

Физические свойства
- Высокое сопротивление упругой деформации. Этот показатель отражает тот факт, как легко пластичный элемент подвергается сжатию при наличии внешних источников давления. В случае высокого сопротивления стальная пружина плохо поддается сжатию, что помогает детали восстановить свою естественную форму после разжатия.
- Низкий коэффициент остаточного растяжения. При наличии внешнего источника давления такой материал принимает соответствующую форму. Однако после исчезновения такого источника давления деталь вновь принимает старую форму. Чем ниже коэффициент остаточного растяжения, тем слабее материал подвергается остаточной деформации при исчезновении внешнего источника давления.
- Хорошая прочность. При сжатии стальной пружины деталь не трескается, сохраняется свою кристаллическую структуру, не рассыпается на несколько частей. Естественная прочность детали может быть повышена за счет внесения в состав стального сплава различных легирующих добавок (никель, хром, титан, свинец).
- Неплохая коррозийная устойчивость (при наличии легирующих компонентов). Если пружина изготовлена из стали с большим содержанием хрома, то она будет хорошо выдерживать коррозию. Физика процесса выглядит так: при наличии в металле хрома на поверхности материала создается тонкая оксидная пленка. Такая пленка препятствует контакту железа с кислородом, азотом, что минимизирует риск возникновения ржавчины.
- Химическая инертность (при наличии легирующих компонентов). Легирующие добавки на основе ванадия, вольфрама, алюминия, селена, кремния уменьшают вероятность контакта железа с внешними веществами. Поэтому при контакте металла с каким-либо химическим веществом окислительно-восстановительные реакции не возникают. Это делает пружину инертной в химическом смысле.

Легирующие добавки
Чтобы сталь-пружина стала упругой, она должна пройти прокаливание по всему своему сечению. Этот момент является очень важным. Если его проигнорировать, то высокий предел текучести возникнет только на отдельных фрагментах детали. Поэтому при длительном сжатии такая деталь может треснуть, надломиться или лопнуть.
При выборе стального сплава для изготовления пружинно-рессорного элемента нужно помнить о концентрации легирующих добавок. Оптимальная концентрация углерода в составе сплава — 0,5-0,7%. Применение материала с более высоким содержанием углерода допускается, однако в этом нет большого практического смысла. Ведь в таком случае значительно повышается риск растрескивания материала при длительной нагрузке, что делает сталь-пружину бесполезной.
- Кремний — не более 2,5%.
- Марганец — до 1,1%.
- Вольфрам — до 1,2%.
- Никель — не более 1,7%.
Для получения рессорной стали используются закалка обычного стального материала. Закалку рекомендуется проводить при температуре порядка +800-900 градусов. Во время закалки заметно повышается предел текучести, но одновременно с этим образуется большое количество мартенсита, который негативно влияет на упругость. Для разрушения мартенсита применяются различные технологии. Оптимальная методика — это применение отпуска при средних температурах (400-500 градусов).
Недостатки пружинной стали
- Плохая свариваемость. Закалка приводит к частичной деформации, разрушению наружного слоя материала. В случае сварки расплавление внешнего закаленного слоя может привести к созданию плохого, некачественного шва с трещинами.
- Проблематичная резка. Рессорный стальной сплав обладает высоким сопротивлением упругой деформации, поэтому резать такой материал будет сложно.

Марки стальных сплавов
В соответствии с нормами ГОСТ любой металл маркируется с помощью специального короткого кода, который отражает количественный состав сплава. Код имеет буквенно-числовое обозначение. Структура кода такая — ЧЛ1Л2Л3. Расшифровывается код следующим образом:
- Ч — это число, которая отражает содержание углерода в сотых или десятых долях процента.
- Л1, Л2, Л3 — это легирующие добавки (буква) и ее содержание в целых долях процентах (число). Если возле обозначения добавки число отсутствует, то это значит, что элемент содержится в концентрации менее 1%. Обозначения для некоторых элементов: Х — хром, Н — никель, С — кремний, Г — марганец, В — вольфрам, А — азот.
- Если легирующая добавка одна, то она записывается в виде Л1. При наличии дополнительных элементов легирующие добавки записываются в виде Л2, Л3 и так далее.
- Для примера рассмотрим два сплава: 50ХГ и 65С2ВА. Сплав 50ХГ содержит 0,50% углерода, а также хром и марганец в концентрации менее 1%. Сплав 65С2ВА содержит 0,65% углерода, 2% кремния + вольфрам и азот в концентрации менее 1%.

Технология закалки, отпуска пружинной стали
- Сперва выполняется закалка пружинной стали при высоких температурах. Благодаря закалке заметно повышается предел текучести материала, что делает сталь упругой, ковкой, устойчивой.
- Однако во время высокотемпературной закалки внутри сплава образуются мартенситные соединения, которые резко ухудшают упругость материала, делают его необычайно ломким и твердым.
- Чтобы избавиться от мартенситных соединений следует применять отпуск пружинной стали при невысоких температурах. Во время такой обработки мартенситы разрушаются, что позволяет получить материал с нужными свойствами.
Обратите внимание, что температура и время обработки на каждом из этапов зависят от того, какие применяются марки пружинной стали. Для примера: марка рессорно пружинной стали 65Г должна проходить закалку при температуре +800-850 градусов, отпуск — при +400-500 градусах.
В ряде случаев закалка, отпуск комбинируются с процедурой нормализации металла. Эта процедура позволяет избавиться от лишних напряжений внутри металла, однако в большинстве случаев нормализация происходит сама собой во время остывания материала. Поэтому дополнительная обработка методом нормализации обычно не требуется.

Термическая закалка
- Методика нагрева металла, характер остывания материала, температура окружающей среды.
- Состав металла, наличие и тип легирующих добавок, общая концентрация углерода.
- Способ сохранения нужного температурного диапазона для проведения закалки.
- Методика охлаждения материала после проведения закалки, способ хранения материала.
Малолегированные стали рекомендуется нагревать быстро. Ведь при медленном нагреве происходит постепенное испарение углерода, что критично для малолегированных материалов. Однако со скоростью нагрева не нужно перестараться. Если нагрев будет идти очень быстро, то в таком случае может произойти неравномерный разогрев материала. Из-за этого возрастает риск образования различных металлических дефектов (трещины, кромки, разрушение углов).
Оптимальным способом нагрева будет применения двух печей. В первой печи материал постепенно нагревается до 500-700 градусов, а потом он поступает во вторую печь, где происходит финальная закалка.
Для нагрева рекомендуется применять газовые печи. Однако во время нагрева следует следить за распределением тепла, чтобы избежать появления «термических островков» на металле. Электрические печи нагреваются достаточно медленно, поэтому их применение в данном случае проблематично с практической точки зрения. Единственное исключение из этого правила — закалка тонких металлов, которые не нуждаются в дополнительном равномерном прогреве по понятным причинам.
Время выдержки зависит от многих параметров, однако в среднем общее время закалки составляет 80 минут для пламенных печей и 20 минут для электрических установок. Определенное значение также имеет форма изделия. При работе с плоским листами закалка может проводиться быстро. Тогда как в случае материала, обладающего сложной формой, рекомендуется выполнить дополнительный прогрев. Оптимальный способ охлаждения материала — на открытом воздухе.
Финальный термический отпуск
Чтобы избежать появления твердых мартенситных фракций, нужно выполнить термической отпуск непосредственно сразу же после закалки. Температурный режим также зависит от того, какая марка рессорно пружинной стали подвергалась закалке. Для отпуска можно применять как пламенные, так и электрические печи. Тип печи будет также влиять на длительность отпуска.
Пример: сталь 65Г рекомендуется подвергать высокому отпуску при температуре +400-500 градусов. Способ охлаждения — воздушный. Время выдержки — 30-150 минут в зависимости от типа печи. После проведения закалки рекомендуется выполнить контрольные мероприятия. Однако делать это нужно только после полного остывания материала, чтобы не повредить сплав.

Заключение
Пружинная сталь обладает повышенным пределом текучести. Благодаря этому материал легко поддается сжатию, однако после разжатия он быстро восстанавливает свою естественную форму. Как ясно из названия, из подобной стали делаются различные пружинистые соединения — рессоры, кольца, тормозные башмаки, фрикционы. Пружинную сталь получают путем закалки обычного стального сплава. Для обработки подходят 50ХГ, 60Г, 70С3А, 85 и другие марки стали.
Пружинная сталь обладает несколькими недостатками. Главные минусы — это неудобная резка и проблематичная сварка.
Производство пружинистой стали выполняется в два этапа. На первом этапе материал помещают в электрическую или пламенную печь, где материал проходит термическую закалку. Во время этой процедуры повышается предел текучести, но одновременно с этим в металле образуется мартенсит. Этот материал при затвердевании становится очень прочным, что негативно сказывается на свойствах металла. Поэтому после закалки необходимо обязательно выполнить термической отпуск. Подобная обработка позволит расплавить вредный мартенсит. Для отпуска можно применять те же самые печи, однако температуру в них нужно значительно снизить. После отпуска металл рекомендуется поместить под открытый воздух, чтобы он смог самостоятельно остыть до комнатной температуры.
Рессорно-пружинные стали
Рессорно-пружинные стали – это специальные стали, которые предназначаются для производства различных упругих элементов, в частности пружин и рессор.

Данный тип материала относится к высоко- и среднелегированным сталям. Главное отличие рессорно-пружинной стали от иных видов – это значительно увеличенный предел текучести данного материала. Другими словами можно сказать, что этот тип обладает высокой степенью упругости, то есть возвращается в исходные состояния и форму после устранения нагрузки. Это параметрическое свойство обусловлено областью применения рессор и пружин. В нормальном режиме работы они постоянно подвергаются сжатию/растяжению или упругой деформации и должны выполнять свои функции даже после большого цикла наложения и снятия деформации. Также данный материал должен обладать хорошей пластичностью и высокой стойкостью к хрупким разрушениям.
Основными легирующими элементами являются кремний, марганец, вольфрам и никель. Эти присадки увеличивают сопротивление пластическим и упругим деформациям путем измельчения зерна сплава. Готовым продуктом можно считать и проволоку, которую в дальнейшем применяют при изготовлении витых и компонованных пружин.
Свойства рессорно-пружинной стали
Основными характеристиками для данного вида сталей является высокое сопротивление упругим деформациям и низкий коэффициент остаточного растяжения. Это связано с недопустимостью увеличения или уменьшения конструкционного размера пружины.

Хороших конструкционных и эксплуатационных свойств добиваются, протягивая заранее патентированную проволоку при низких температурах, при этом производят сильную обтяжку материала.
Процесс патентирования ведется в промежутке между двумя вытяжками, сталь нагревают выше температурной точки образования аустенита и затем охлаждают в ванне с расплавом свинца, при этом аустенит переходит в тонкопластинчатый сорбит и увеличивается её механическая прочность.
Для достижения одинаковых физико-химических свойств по всему сечению материала пружинная сталь должна пройти процесс прокаливания сквозной методикой, это обеспечит гомогенную структуру по всему сечению. Особенно важен этот метод для изготовления рессор и пружин большого диаметра, когда неравномерность свойств исходного материала может привести к разрушению готового изделия.
Как для любого другого материала, для рессорно-пружинной стали характерно наличие в составе углерода. В данном случае его содержание может колебаться в пределе 0.50-0.80 % от массы сплава. Дополнительно используют такие легирующие добавки:
- кремний – до 2.5 %;
- марганец – до 1.3 %;
- вольфрам – до 1.3 %;
- никель – до 1.7 %.

Микроструктура рессорно-пружинной стали
Стоит заметить, что хром и марганец при совместном легировании увеличивают сопротивление стали низким пластичным деформациям. Никель и вольфрам образуют тонкую и однородную структуру карбидной фракции, которая препятствует дислокации.
Рессорно-пружинная сталь очень критична к деформациям наружного слоя материала, так как эти напряжения являются концентраторами возможных дефектов готового изделия.
Закалка данного типа производится при температурах 850 – 880 о С, но после такой термической обработки сталь проявляет слабые упругие свойства из-за образования мартенсита, для повышения данного типа свойств её отпускают при температурах порядка 420-510 о С, что способствует образованию троостита и повышению упругой деформации сплава до предела прочности 1200-1900 МПа и пределу текучести 1100-1200 МПа. При этом проведение закалки изотермически – при постоянной температуре – положительно сказывается на показателях пластичности и вязкости материала.
Стали данного типа обладают хорошими антикоррозионными свойствами из-за наличия в составе сплава таких легирующих добавок как хром и молибден. Это положительно сказывается на длительности эксплуатации и препятствует образованию трещин во время работы.
Стоит отметить так же несколько основных недостатков рессорно-пружинной стали:
- плохая свариваемость – это обусловлено разрушением наружного слоя материала и локальном перегреве детали;
- сложность резки – некоторые трудности возникают при попытках реза такого типа стали, связанно это напрямую с большим сопротивление деформации.
Классификация пружинных сталей
Для начала разберем маркировку такого типа материала, чаще всего она имеет вид «50А2БВГ», где:
50 – содержание углерода в долях процента;
А2 – легирующий элемент №1 и его содержание в процентах;
Б,В,Г – легирующие элементы №2,3,4 и т.д.
Важно! Если после обозначения легирующего элемента не стоит число, значит, его массовое содержание не превышает 1.5%, если число 2 – массовая доля больше 1,5%, но меньше 2,5%, если 3 – массовая доля выше 2,5%.
Например, сталь 50ХГФ – это сплав, в котором содержание углерода составляет 0,50%, и легирующие компоненты хром, марганец и ванадий составляют меньше 1,5%.
Если в маркировке стали есть только цифра, например, ст 50, ст 65 и др., это обозначает, что она относится к углеродистым сталям, а если в названии есть минимум 2 элемента, такая рессорно-пружинная сталь относится к легированным.
Рассмотрим основные классификации данного типа:
- По способу обработки:
- Кованный и горячекатаный.
- Калиброванный.
- Со специальной обработкой наружных поверхностей.
- Горячекатаный круглый с обточенной поверхностью.
- Качественная.
- Высококачественная.
Марка рессорно-пружинной стали дает возможность определить её конструкционные и физико-химические свойства, определить область использования и возможности по механической обработке.
Область использования пружинной стали
Исходя из названия, можно сделать вывод, что данный вид предназначен для использования в областях, связанных с большими упругими деформациями, растяжением, скручиванием. Применяют такую сталь для изготовления всевозможных видов пружин для разнообразного технологического оборудования, полосок стали под рессоры, суппорты и прочее.
Основные области использования:- производство рессор автомобилей и тяжелой техники;
- производство пружин для технологично оборудования, при этом это относится к пружинам на сжатие и растяжение;
- пружины плоские, цилиндрические, сложные из прутков различных сечений и др.
- упругие элементы тяжелой техники, станкового оборудования;
- пружины тракторной техники и локомотивной техники;
- ножи земельной техники;
- блокировочные и тормозные устройства;
- обоймы подшипников.
![Рессора автомобиля]()
Рассмотрим сводную таблицу самых распространенных марок рессорно-пружинных сталей с указанием их маркировки и области применения:
Маркировка Основные легирующие компоненты Эксплуатационные особенности 50ХГ Хром, марганец Рессоры автомобилей, пружины железнодорожной техники 50ХСА Хром, кремний, азот Упругие элементы часовой техники 55ХГР Хром, марганец, бор Штамповка пластин рессор 60С2 Кремний Валы с нагрузкой на скручивание, цанги, подпружиненные шайбы 60Г Марганец Пружинные кольца, бандажи, тормозные башмаки 65 — Детали, работающие в условиях высокого трения 65С2ВА Кремний, вольфрам, азот Рессоры и пружины, работающие под высокой динамической нагрузкой 70Г2 Марганец Ножи для землеройных машин 70С3А Кремний, азот Тяжело нагруженные пружины механизмов 85 — Фрикционные диски с высокой прочностью Как видно из таблицы, величина и количество легирующих присадок напрямую отвечают за износостойкость и механическую прочность деталей. Видно, что с повышение содержания углерода от 0,5% до 0,85% увеличивается прочность и упругость материала, хром препятствует образованию ржавчины, вольфрам повышает твердость и красностойкость стали, а марганец увеличивает стойкость к ударам.
Закалка и отпуск стали 65Г
Конструкционная высокоуглеродистая сталь марки 65Г, поставляемая соответственно техническим требованиям ГОСТ 14959, представляет собой сталь рессорно-пружинной группы. Она должна сочетать в себе высокую поверхностную твёрдость (для чего в её состав вводится до 1% марганца) и повышенную упругость. Все эти характеристики обеспечиваются в результате выполнения надлежащей термической обработки изделий, изготовленных из рассматриваемой стали.
![Закалка ТВЧ]()
Исходный химсостав стали и требования к деталям, изготавливаемым из неё
Относясь к разряду экономнолегированных, сталь 65Г относительно дешёвая, что обуславливает её широкое и эффективное применение. В числе главных её компонентов находятся:
- углерод (в пределах 0,62…0,70 %);
- марганец (в пределах 0,9…1,2 %);
- хром и никель (до 0,25…0,30 %).
Все остальные составляющие – медь, фосфор, сера и т.д. – относятся к примесям, и допускаются в химическом составе данного материала в количествах, ограничиваемых госстандартом.
![Рессорно-пружинные стали]()
При достаточной твёрдости (например, после поверхностной нормализации она должна составлять не менее 285 НВ), и прочности на растяжение (не ниже 750 МПа), сталь 65Г обладает достаточно высокой для своего класса ударной вязкостью – 3,0…3,5 кг∙м/см 2 . Это даёт возможность использовать материал для производства ответственных деталей подъёмно-транспортного оборудования (в частности, ходовых колёс мостовых кранов, катков), а также пружинных шайб и пружин неответственного назначения.
Стоит отметить, что детали пружин, изготовленные из стали 65Г, плохо свариваются, а также не могут противостоять периодически возникающим растягивающим напряжениям (относительное удлинение не превышает 9%), а потому не подлежат применению в неразъёмных конструкциях машин и механизмов. При проведении процессов холодного пластического деформирования сталь становится весьма малопластичной уже при малых (до 10%) деформациях, поэтому, при необходимости изготовления из неё пружин больших размеров, приходится применять нагрев исходных заготовок, даже под листовую штамповку. Впрочем, и в горячем состоянии предельные степени деформации стали 65Г не превышают 50…60%.
![Химический состав стали 65Г]()
Химический состав стали 65Г
Несмотря на то, что в ходе деформационного упрочнения предел временного сопротивления материала увеличивается до 1200…1300 МПа, этих показателей недостаточно для того, чтобы придавать конечной продукции (например, пружинам) необходимую эксплуатационную прочность. Поэтому закалка и отпуск стали 65Г обязательны.
Оптимальные технологические процессы термической обработки материала
Выбор режима термообработки диктуется производственными требованиями. В большинстве случаев для придания надлежащих физико-механических характеристик используют:
- нормализацию;
- закалку с последующим отпуском.
Температурно-временные параметры термической обработки и выбор её вида зависят от исходной структуры стали. Данный материал принадлежит к сталям доэвтектоидного типа, поэтому в его составе при температурах выше нижней точки аустенитного превращения — 723 °С — на 30…50 °С содержится аустенит в виде твердой механической смеси с незначительным количеством феррита. Поскольку аустенит – более твёрдая структурная составляющая, чем феррит, то интервал закалочных температур для стали 65Г будет существенно ниже, чем для конструкционных сталей с более низким процентным содержанием углерода. Таким образом, температурный интервал закалки стали данной марки должен находиться в пределах не более 800…830 °С.
![Технология закалки]()
Примерно такой же температурный диапазон применяют и для проведения нормализации – технологической операции термообработки, которую используют с целью исправления структуры материала изделия, для снятия внутренних напряжений, а при последующей механической обработке полуфабриката – и для улучшения его обрабатываемости.
Поскольку ударная вязкость у закалённой стали 65Г – пониженная, то после закалки изделия из неё, в частности, пружины, обязательно должны пройти высокий отпуск. Происходящие в ходе отпуска мартенситно-аустенитные превращения снижают уровень возникающих во время закалки внутренних напряжений, снижают хрупкость и несколько поднимают показатели ударной вязкости.
Переход высокого отпуска исключается из режима только в том случае, когда заготовка проходит изотермическую закалку. В результате высокого отпуска сталь 65Г приобретает структуру сорбита, характерными особенностями которой являются мелкодисперсность структуры при сохранении изначально высоких показателей твёрдости, что полностью соответствует эксплуатационным требованиям.
Режимы закалки стали 65Г
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
- способ и оборудование для нагрева изделий до требуемых температур;
- установление нужного температурного диапазона закалки;
- выбор оптимального времени выдержки при данной температуре;
- выбор вида закалочной среды;
- технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров. Однако чересчур быстрый нагрев вызывает к жизни иные неприятности. В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.
![Температура заготовки в зависимости от цвета при нагреве]()
Температура заготовки в зависимости от цвета при нагреве
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь. Быстрее всего нагрев осуществляется в расплавах солей, медленнее – в газовых печах, и ещё медленнее – в электрических печах. Именно поэтому поверхностная закалка изделий из стали 65Г в индукционных печах выполняется достаточно редко. Индуктор, как закалочный агрегат, используется лишь для изделий с малым поперечным сечением. При выборе вида нагревательного устройства важен также состав атмосферы, которая в нём создаётся. В частности, для термических печей, работающих на газе, стараются всемерно снижать длительность пребывания детали в печи, поскольку в противном случае происходит выгорание части углерода поверхностного слоя.
Исходя из нормируемой для стали 65Г температуры закалки в 800…820 °С, предельная величина обезуглероженного слоя не должна быть более 50…60 мкм.
Температурный диапазон закалочных температур может корректироваться в зависимости от конфигурации изделия. Например, если деталь имеет сложные очертания, малые габариты и изготовлена из листового металла, то оптимальной температурой будет нижняя граница указанного выше диапазона. Управляя температурой закалки (например, с помощью автоматических датчиков температуры), можно менять толщину закалённого слоя и величину зоны, которая прокалилась менее остальных. К подобным техническим решениям прибегают, когда различные части детали работают в разных эксплуатационных условиях.
Сталь 65Г не боится перегрева, однако при закалке по верхнему значению температурного диапазона ударная вязкость материала начинает уменьшаться, что сопровождается ростом зерён в микроструктуре.
Для снижения коробления деталей, которые имеют тонкие рёбра и перемычки, пользуются нагревом в соляных закалочных ваннах. Чаще применяют расплав хлористого натрия, а для раскисления в рабочий объём ванны добавляют буру или ферросилиций.
Выдержка при закалке изделий из стали 65Г при заданном температурном интервале происходит до тех пор, пока полностью не произойдёт перлитное превращение. Этот процесс зависит от размера поперечного сечения детали и способа нагрева. Для наиболее употребительных случаев можно воспользоваться данными таблицы:
Временя нагрева и выдержки в зависимости от закалочной среды и габаритов заготовки
Наибольший габаритный размер детали, мм Закалка в пламенной печи Закалка в электропечи Время нагрева, мин Время выдержки, мин Время нагрева, мин Время выдержки, мин До 50 40 10 50 10 До 100 80 20 88 20 До 150 120 30 130 30 До 200 160 40 175 40 Охлаждение изделий после закалки производят не в воду, а в масло, это позволяет избежать возможной опасности растрескивания.
Технология последующего отпуска
Как уже указывалось, для получения структуры сорбита изделия из стали 65Г подвергают только высокому отпуску при температурах 550…600 °С, с охлаждением на спокойном воздухе. Для особо ответственных деталей иногда проводят дополнительный низкий отпуск. Диапазон его температур — 160…200 °С, с последующим медленным охлаждением на воздухе. Такая технология позволяет избежать накапливания термических напряжений в изделии, и повышает его долговечность. Для отпуска можно применять не только пламенные, но и электрические печи, оснащённые устройствами для принудительной циркуляции воздуха. Время выдержки изделий в таких печах — от 110 до 160 мин (увеличенные нормативы времени соответствуют деталям сложной конфигурации и значительных поперечных сечений).
В качестве рабочих сред при закалке стали 65Г не рекомендуется использовать воду и водные растворы солей. Ускорение процесса охлаждения, которое вызывает вода, часто сопровождается неравномерностью прокаливания.
Итоговый контроль качества закалки состоит в оценке макро- и микроструктуры металла, а также в определении финишной твёрдости изделия. Поверхностная твёрдость продукции, изготовленной из стали 65Г, должна находиться в пределах 35…40 НRC после нормализации, и 40…45 НRC – после закалки с высоким отпуском.
Термическая обработка стали
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.
![Термическая обработка стали]()
Термическая обработка стали
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.
![Изменение структуры металла при термообработке]()
Изменение структуры металла при термообработке
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.
![Образование структур в зависимости от интенсивности охлаждения]()
Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- полный;
- неполный;
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.
![Температура нагрева стали при термообработке]()
Температура нагрева стали при термообработке
Отпуск
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
1. Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
2. Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
3. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.
![Отжиг стали]()
Нагревание до температуры – от 450°С, но не выше 650°С.
Отжиг
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
1. Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
2. Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
3. Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
4. Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
5. Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.
![Полный отжиг стали]()
Полный отжиг стали
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалка
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.
![Закалка стали]()
Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.
![Процесс нормализации стали]()
Процесс нормализации стали
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Читайте также:
- I – рода:
- снятие внутренних напряжений после













