Тиски стальные поворотные гост
Обновлено: 28.04.2024
Настоящий стандарт распространяется на станочные тиски (далее - тиски) классов точности Н, П и В с ручным и механизированным приводами, предназначенные для установки и закрепления деталей при их обработке на металлорежущих станках, изготавливаемых для нужд народного хозяйства и экспорта.
Требования настоящего стандарта являются обязательными, за исключением раздела 6.
Стандарт пригоден для сертификации.
Требования по безопасности изложены в 5.1.15.
2. Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.2.029-88 Система стандартов безопасности труда. Приспособления станочные. Требования безопасности
ГОСТ 515-77 Бумага упаковочная битумированная и дегтевая. Технические условия
ГОСТ 613-79 Бронзы оловянные литейные. Марки
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1491-80 Винты с цилиндрической головкой классов точности А и В. Конструкция и размеры
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 14737-69 Шпонки призматические привертные. Конструкция
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 24634-81 Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
3. Типы
Тиски должны изготовляться типов:
А - с ручным приводом;
Б - с пневматическим приводом;
В - с гидравлическим приводом, исполнений:
1 - неповоротные (типы А, Б и В);
2 - поворотные (типы А, Б и В);
3 - поворотные с двухсторонним зажимом и усиленным креплением (тип А) и поворотные с усиленным креплением (типы Б и В).
4. Размеры
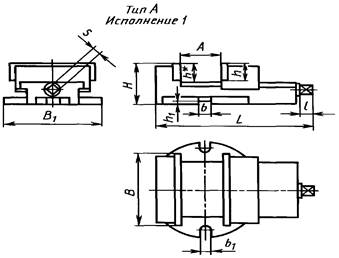
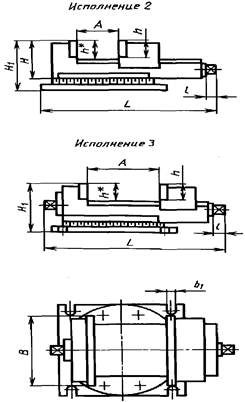
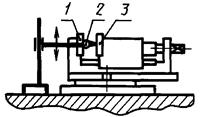
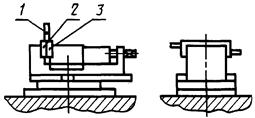
4.1. Основные размеры тисков типа А должны соответствовать рисункам 1 и 2 и таблице 1.


Примечание - Рисунки 1 и 2 не определяют конструкции тисков; размер h * = h;
h * - для изделий, поставленных на производство до 01.01.90;
h - для изделий, поставленных на производство после 01.01.90.
Размеры в миллиметрах
A, не менее
h, не менее
Усилие зажима F , даН, не менее
Масса, кг, не более
Пример условного обозначения станочных тисков типа А, исполнения 1 с шириной губок В = 125 мм и наибольшим ходом губки А = 125 мм, класса точности Н:
Примечание - В условных обозначениях тисков классов точности П и В следует добавлять буквенный индекс класса точности. Для тисков класса точности Н буквенный индекс не указывается.
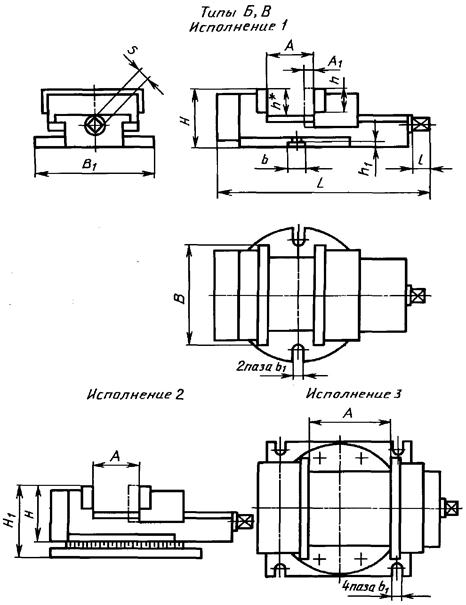
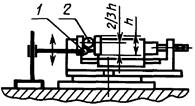
4.2. Основные размеры тисков типов Б и В должны соответствовать рисунку 3 и таблице 2.

Примечание - Рисунок 3 не определяет конструкции тисков; размер h * = h;
А, не менее
h, не менее
Усилие зажима F, даН, не менее
Примечание - Усилие зажима для тисков типа Б указано при давлении в пневмоцилиндре 0,6 МПа, для тисков типа В - при давлении в гидроцилиндре 5 МПа.
Пример условного обозначения станочных тисков типа Б, исполнения 1 с шириной губок В = 125 мм и наибольшим ходом губки А = 125 мм, класса точности Н:
4.3. По требованию потребителя все типы тисков могут изготавливаться с пазами и резьбовыми отверстиями на горизонтальных и вертикальных плоскостях губок.
5. Технические требования
5.1. Характеристики
Н - нормальной точности;
П - повышенной точности;
В - высокой точности.
Утечка рабочей жидкости в гидроприводе не допускается.
Падение давления в пневмоприводе не должно превышать 0,1 МПа в течение 1 мин.
5.1.3. Основные и корпусные детали тисков следует изготавливать из следующих марок металла:
а) корпусные детали - из чугуна по качественным показателям не ниже, чем у марки СЧ20 по ГОСТ 1412; или из стали с пределом прочности s в не менее 500 МПа и твердостью направляющих не менее 36,5 . 41,5 HRC э ;
б) ходовые винты - из стали марки 45 по ГОСТ 1050;
в) гайки ходовых винтов - из чугуна марки СЧ30 по ГОСТ 1412 или бронзы Бр05Ц5С5 по ГОСТ 613;
г) накладные губки - из сталей по ГОСТ 4543 с пределом прочности не менее 500 МПа и термической обработкой до твердости не менее 52 HRC э .
Допускается замена материалов на другие, по механическим свойствам s в не уступающие указанным.
5.1.4. Подвижные части тисков должны перемещаться без рывков и заеданий.
5.1.6. Параметр шероховатости Ra базовых поверхностей тисков должен быть не более 1,25 мкм по ГОСТ 2789 - для класса точности Н; не более 0,8 мкм - для классов точности П и В.
5.1.9. Цена деления круговой шкалы в поворотных тисках с шириной губок 63 - 100 мм - не более 2° и в тисках с шириной губок 125 - 400 мм - не более 1°.
Точность расположения делений на поверхности круговой шкалы должна быть не ниже 15'.
Качество поверхности поворотной шкалы должно исключать появление бликов, затрудняющих отсчет показаний.
5.1.11. Установленный срок службы тисков до капитального ремонта - не менее 6 лет.
5.1.12. Установленный ресурс по точности тисков - не менее 12 мес.
5.1.13. Критерием отказа механизированных тисков является уменьшение установленного значения усилия зажима губок на 20 %.
5.1.14. Критерием предельного состояния является потеря установленной точности по 7.5 - 7.12.
5.2. Комплектность
5.2.1. В комплект тисков входят:
- шпонка по ГОСТ 14737 - 2 шт.;
- паспорт на тиски - 1 экз.
5.2.2. По заказу потребителя тиски комплектуют:
- накладными губками специального профиля (призматическими и фасонными) с различными видами рифлений;
- тарельчатыми пружинами, манжетами и (или) уплотнительными кольцами для гидравлического или пневматического приводов.
По согласованию с изготовителем тиски комплектуют винтовой парой (винт-гайка).
5.3. Маркировка
5.3.1. На тиски следует наносить маркировку, содержащую следующие данные:
- товарный знак предприятия-изготовителя;
5.3.2. Требования к транспортной маркировке - по ГОСТ 14192.
5.4. Упаковка
5.4.1. Эксплуатационная документация, отправляемая с тисками, должна соответствовать ГОСТ 2.601.
5.4.2. В эксплуатационных документах должны быть указаны дата консервации и срок хранения без переконсервации.
Консервация тисков - по II группе изделий ГОСТ 9.014.
5.4.3. Тиски должны быть упакованы в деревянные ящики по ГОСТ 2991 или по ГОСТ 10198 или в контейнеры, выстланные внутри водонепроницаемой бумагой по ГОСТ 8828 или по ГОСТ 515.
Упаковка должна исключать возможность перемещения тисков и комплектов к ним.
При поставках тисков на экспорт ящики должны соответствовать требованиям ГОСТ 24634.
Тиски, отправляемые в районы Крайнего Севера и приравненные к ним местности, должны быть упакованы по ГОСТ 15846.
6. Приемка
6.1. Для проверки соответствия тисков требованиям настоящего стандарта следует проводить приемо-сдаточные, периодические, типовые испытания и испытания на надежность.
6.2. Приемо-сдаточным испытаниям следует подвергать все тиски на соответствие требованиям 5.1.1, 5.1.2, 5.1.5 - 5.1.8 и 5.1.10, а также требованиям точности.
При приемо-сдаточных испытаниях по согласованию с изготовителем потребитель может выбрать те из указанных в 7.5 - 7.14 проверки на точность, которые характеризуют интересующие потребителя свойства изделия, но эти проверки должны быть четко определены при заказе.
6.3. Периодические испытания должны проводиться не реже одного раза в год на соответствие всем требованиям настоящего стандарта.
6.4. Типовые испытания должны проводиться при изменении конструкции, материалов на основные детали или технологии изготовления, если эти изменения могут повлиять на параметры и качество тисков.
6.5. При типовых и периодических испытаниях для каждого вида испытаний отбирают не менее двух тисков, прошедших приемо-сдаточные испытания.
В случае несоответствия тисков хотя бы одному из требований настоящего стандарта следует проводить повторные испытания удвоенного числа тисков. Результаты повторных испытаний являются окончательными.
7. Методы контроля
7.1. Для проверки на точность тиски устанавливают на столе координатно-расточного станка или специальном стенде.
Общие требования к испытаниям тисков на точность - по ГОСТ 8.
7.2. Требования 7.9 - 7.14 не распространяются на тиски с клиновыми, а также накладными губками специальных профилей.
7.3. После контроля развиваемого рабочего усилия зажима и прочности тисков точность геометрической формы и расположения поверхностей должна соответствовать требованиям 7.6 - 7.14 для неповоротных тисков, 7.6, 7.7, 7.11 - 7.14 - для поворотных.
Допускаемые значения норм точности тисков указаны в приложении А.
7.4. Абсолютная погрешность средств измерений не должна превышать 20 % предельных отклонений на проверяемый параметр.
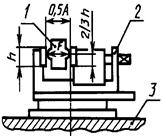
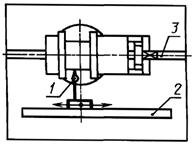
7.5. Развиваемое рабочее усилие зажима, прочность тисков
На контрольной плите 3 устанавливают и закрепляют тиски 2 (рисунок 4).
В губках тисков на высоте 2 /3 h и расстоянии от края губок не менее 1 /3 ширины губок зажимают динамометр 1 так, чтобы расстояние между губками было равно 0,5 A ( h и A - соответственно высота губок и наибольший размер зажимаемой детали).

Развиваемое рабочее усилие зажима должно быть не менее установленного стандартом при приложении к тискам номинального крутящего момента и номинального давления в приводе для механизированных тисков. Значения номинального крутящего момента или номинального давления в приводе должны устанавливаться в конструкторской документации на тиски конкретных типов.
Развиваемое усилие зажима F при контроле тисков на прочность должно соответствовать указанному в таблице 3.
Усилие зажима F , даН
7.6. Плоскостность поверхности основания тисков
Тиски устанавливают на контрольную плиту 0 класса по ГОСТ 10905.
Проверку зазора по контуру основания тисков проводят щупом. Щуп не должен заходить в зазор.
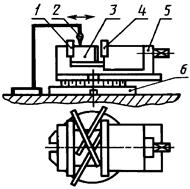
7.7. Параллельность верхней плоскости направляющих и плоскости основания тисков
Подвижную губку 4 отводят от неподвижной губки 1 на максимальное расстояние (рисунок 5). На верхней поверхности направляющих тисков устанавливают поверочную линейку 3.

На столе стенда устанавливают измерительный прибор 2 так, чтобы его измерительный наконечник касался горизонтальной грани поверочной линейки и был перпендикулярен к ней.
Измерительный прибор перемещают на расстояние 100 мм вдоль линейки. Измерение проводят не менее чем в трех разных положениях поверочной линейки.
Для поворотных тисков корпус 5 поворачивают относительно основания 6 на 90° и закрепляют. Проверку повторяют.
Отклонение определяют как наибольшее значение алгебраической разности результатов измерений.
7.8. Параллельность боковой поверхности направляющих продольному пазу для неповоротных тисков
На столе стенда устанавливают измерительный прибор 1 (рисунок 6) так, чтобы его измерительный наконечник касался боковой поверхности направляющих тисков.

Измерительный прибор перемещают вдоль поверочной линейки 2, установленной на столе стенда, параллельно пазу 3. Боковая поверхность продольного паза тисков должна быть поджата к поверхности направляющих шпонок, установленных в пазе 3 стенда.
Отклонение определяют как наибольшее значение алгебраической разности результатов измерений на длине 100 мм.
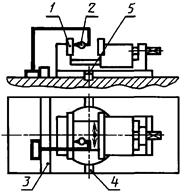
7.9. Параллельность поперечного шпоночного паза и рабочей поверхности неподвижной губки в неповоротных тисках
На столе стенда устанавливают измерительный прибор 2 (рисунок 7) так, чтобы его измерительный наконечник касался рабочей поверхности неподвижной губки 1 и был перпендикулярен к ней. Измерительный прибор перемещают вдоль поверочной линейки 3, установленной на столе стенда, параллельно пазу 4. Боковая поверхность поперечного паза тисков 5 должна быть поджата к поверхности направляющих шпонок, установленных в пазе 4 стенда.

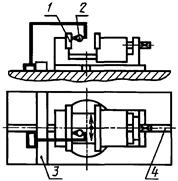
На столе стенда устанавливают измерительный прибор 2 (рисунок 8) так, чтобы его измерительный наконечник касался рабочей поверхности неподвижной губки 1 и был перпендикулярен к ней. Измерительный прибор перемещают вдоль поверочной линейки 3, установленной на столе стенда, перпендикулярно к пазу 4. Боковая поверхность продольного паза тисков должна быть поджата к поверхности направляющих шпонок, установленных в пазе 4 стенда.

Измерительный прибор 2 (рисунок 9) устанавливают так, чтобы его измерительный наконечник касался рабочей поверхности неподвижной губки 1 или подвижной губки 3 и был перпендикулярен к ней. Измерительный прибор перемещают поперек губки перпендикулярно к основанию.
Измерения проводят по обеим сторонам губки.

Пересчет допусков в зависимости от длины мерной базы губок - по ГОСТ 24643.
Подвижную губку 3 (рисунок 10) подводят до касания к неподвижной губке 2. Проверку зазоров между губками проводят щупом 1: по ширине губок - в двух крайних точках и в центре; по высоте губок - в двух крайних точках каждой боковой стороны. Щуп не должен заходить в зазор.

В губках тисков на высоте 2 /3 h с силой, развиваемой при приложении к рукоятке крутящего момента (для механизированных тисков при подаче в привод давления), равного 30 % номинального значения, устанавливаемого в 7.5, зажимают латунный стержень 2 диаметром 10 - 20 мм.
Измерительный прибор 1 (рисунок 11) устанавливают так, чтобы его измерительный наконечник касался рабочей поверхности подвижной губки и был перпендикулярен к ней.

Измерительный прибор перемещают поперек губки.
В губках тисков на расстоянии 1 /3 B от края с силой, развиваемой при приложении к рукоятке крутящего момента (для механизированных тисков при подаче в привод давления), равного 30 % номинального значения, устанавливаемого в 7.5, зажимают латунный стержень 1 диаметром 10 - 20 мм (рисунок 12).
Измеряют расстояние между губками с обеих сторон (например концевыми мерами длины).
8. Транспортирование и хранение
8.1. Транспортирование тисков осуществляется всеми видами транспорта в закрытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на конкретном виде транспорта.
8.2. Готовые тиски должны храниться в упакованном виде в сухом закрытом помещении. Условия хранения - 2 или 3 по ГОСТ 15150.
9. Гарантии изготовителя
9.1. Изготовитель гарантирует соответствие тисков требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
9.2. Гарантийный срок эксплуатации - не менее 12 мес. со дня ввода тисков в эксплуатацию.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.2. Тиски всех типов должны изготовляться в четырех исполнениях:
1 - поворотные без ускоренного холостого хода;
2 - поворотные с ускоренным холостым ходом;
3 - неповоротные без ускоренного холостого хода;
4 - неповоротные с ускоренным холостым ходом.
Примечание . Черт. 1 - 3 конструкцию тисков не устанавливают.

* Размер для справок.

Тип 3

Исполнение корпусных деталей
b (пред. откл. поДлина хода подвижной рубки l, не более
Глубина рабочего пространства h, не менее
Диаметр упорного бурта ходового винта или шайбы
Диаметр наибольшей зажимаемой трубы
Пример условного обозначения тисков типа 1, исполнения 1 с шириной губок 140 мм с корпусными деталями из стали:
Тиски 7827-0259 ГОСТ 4045-75
(Измененная редакция, Изм. № 1, 2, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Чугун СЧ 20, СЧ 25, СЧ 30
Гайка ходового винта
Сталь У7, У7А, У8, У8А
(Измененная редакция, Изм. № 3).
2.1а. Тиски должны изготавливаться в соответствии с требованиями настоящего стандарта, а для продажи через розничную торговую сеть и образцам, утвержденным в установленном порядке.
(Введен дополнительно, Изм. № 3).
2.2. Допускается изготовлять детали тисков, перечисленных в п. 2.1 из других материалов с механическими свойствами не ниже, чем у материалов, указанных в табл. 2.
По заказу потребителей допускается изготовлять:
1) (Исключен, Изм. № 2);
2) ходовой винт - без закалки, при этом стальная гайка винта должна иметь твердость не менее 26 HRCэ.
(Измененная редакция, Изм. № 2).
2.3. (Исключен, Изм. № 2).
2.5. (Исключен, Изм. № 3).
2.6. Нарезание резьбы под ходовой винт непосредственно в корпусных деталях не допускается.
2.7. Подвижные части тисков должны перемещаться без заеданий, рывков и надежно фиксироваться в требуемом положении.
2.8. Тиски типа 2 должны иметь устройство для фиксации поворотной губки в положении, при котором рабочие поверхности сменных плоских планок на поворотной и неповоротной губках параллельны.
2.9. Стальные сменные плоские планки губок тисков должны иметь насечку на рабочей поверхности. Насечка должна быть перекрестной, с шагом 2 - 3 мм и глубиной 0,5 - 1 мм.
2.10. В тисках типа 3 губки для зажима труб должны быть сменными и иметь прямую насечку с шагом 2 - 3 мм и глубиной 1 мм, совпадающую с образующей зажимаемого изделия.
2.11. По заказу потребителя тиски должны комплектоваться:
а) сменными планками из стали без термообработки, дюралюминия, латуни, текстолита и других материалов;
б) специальными сменными планками для зажима цилиндрических и фасонных деталей, изготовленных из материалов, указанных выше, с требуемыми видами и размерами насечки или без насечки.
2.12. (Исключен, Изм. № 3).
0,1 - у тисков с шириной губок от 63 до 80;
0,2 » » » » 100 до 140;
0,3 » » » » 160 до 200.
0,4 - у тисков с шириной губок от 63 до 100;
0,5 » » » » 125 до 160;
0,6 » » » » 180 до 200.
0,3 и 0,5 - у тисков с шириной губок от 63 до 100;
0,4 и 0,8 - » » » 125 до 160;
0,5 и 1,0 - » » » 180 до 200.
2.16. (Исключен, Изм. № 3).
верхних поверхностей планок - Ra 1,6;
рабочих поверхностей наковальни и боковых поверхностей планок - Ra 6,3.
2.19. По согласованию с потребителем допускается изготовление тисков производственно-технического назначения с наличием раковин, забоин и аналогичных дефектов, необрабатываемых литых поверхностей деталей тисков, не оказывающих влияние на использование тисков по назначению, которые должны быть заварены или заделаны замазками на основе эпоксидных смол или другими видами шпаклевки и зачищены.
2.18, 2.19. (Измененная редакция, Изм. № 3).
Сила зажима изделия, Н (кгс)
Крутящий момент, Н·м (кгс·м)
(Измененная редакция, Изм. № 3).
2.22. (Исключен, Изм. № 3).
Критерием предельного состояния является любое 20 % отклонение от первоначальной величины, регламентированной в пп. 2.13, 2.15 и 2.17.
* Введен в действие с 01.06.92.
2.24. На тисках должны быть четко нанесены:
товарный знак или наименование предприятия-изготовителя;
обозначение тисков (по согласованию с потребителем);
цена (для розничной продажи).
Примечание . Допускается по согласованию с потребителем применять для упаковки тисков решетчатые ящики по ГОСТ 2991.
2.23 - 2.25. (Введены дополнительно, Изм. № 3).
3. ПРИЕМКА
3.2. Испытания на надежность следует проводить один раз в год на одних тисках каждого типоразмера, изготовляемого на предприятии. Общее количество испытываемых тисков не должно быть менее 3 шт.
Разд. 3. (Измененная редакция, Изм. № 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.3. Плавность хода подвижных частей тисков должна проверяться путем двухкратного (не менее) перемещения их вручную на полную величину хода.
4.4. (Исключен, Изм. № 3).
4.5. Зазор между сменными плоскими планками при закрытых тисках должен проверяться щупом по всему периметру контакта планок.
4.6. Измерение допуска параллельности рабочих поверхностей сменных плоских планок при раскрытых тисках (п. 2.14) должно производиться при раскрытии на длину хода не менее 0,5.
Между планками подвижной и неподвижной губок на расстоянии не более 5 мм от края планок должен быть зажат стальной образец, выполненный в виде шара или цилиндра со сферическими торцами. Образец должен иметь твердость не ниже 49,5. 53 HRC э .
При зажиме образца крутящий момент на рукоятке тисков должен быть равен 0,3 величины испытательного крутящего момента, указанной в табл. 3.
Допуск параллельности определяется как разность наибольшего и наименьшего расстояний между планками.
Относительное смещение верхних и боковых граней сменных планок по п. 2.15 проверяют при закрытых тисках универсальными измерительными средствами или специальными шаблонами.
(Измененная редакция, Изм. № 2, 3).
4.7. (Исключен, Изм. № 3).
4.8. Для проверки холостого хода рукоятки ходового винта, в тисках усилием руки, приложенной к рукоятке, должен быть легко зажат стальной образец.
Положение рукоятки в момент зажатия образца должно фиксироваться на лимбе или другом измерительном устройстве.
Затем на лимбе фиксируется положение рукоятки, соответствующее моменту освобождения образца из губок тисков.
Угол поворота рукоятки не должен превышать значения, указанного в п. 2.17.
4.10. Прочность тисков должна испытываться трехкратным приложением крутящего момента, указанного в табл. 3.
Перед испытаниями и после них тиски должны быть проверены на соответствие пп. 2.13, 2.15.
Нагрузка должна быть приложена к рукоятке на расстоянии не более 30 мм от ее торца.
Испытанные тиски не должны иметь остаточных деформаций деталей, выкрашиваний, трещин и прочих повреждений.
4.11. Испытание тисков на надежность проводится по п. 2.23. Тиски закрепляются на стенде или приспособлении, затем ходовым винтом перемещают подвижную губку на длину хода, помещают между губками тисков (по их оси) образец и прикладывают циклическую нагрузку.
Результаты испытаний считаются удовлетворительными, если каждые испытываемые тиски не достигнут предельного состояния после 1000 нагружений.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение тисков - по ГОСТ 18088.
Разд. 5. (Измененная редакция, Изм. № 3).
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1. Рукоятка тисков и накладные планки не должны иметь забоин и заусенцев.
6.2. Отверстие головки винта должно иметь с двух сторон округления для предохранения руки рабочего от защемления.
6.3. Тиски должны иметь устройство, предотвращающее полное вывинчивание ходового винта из гайки.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель должен гарантировать соответствие тисков требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения.
7.2. Гарантийный срок эксплуатации - 3 года со дня продажи через розничную торговую сеть, а для внерыночного потребления - со дня получения потребителем.
7.1, 7.2. (Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 25.06.75 № 1936
4. Стандарт полностью соответствует СТ СЭВ 1279-78 и СТ СЭВ 1280-78
Тиски стальные поворотные гост
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТИСКИ ДЛЯ ТОЧНЫХ СТАНОЧНЫХ РАБОТ
Vice for precision machine works. Specifications
Срок действия с 01.01.85
до 01.01.90*
_______________________________
* Ограничение срока действия снято по протоколу N 4-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 4, 1994 год). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
А.А.Панов, В.В.Андреев, И.Т.Митрофанова, Г.К.Хорькова, А.Д.Загоруй, А.Т.Швец, Э.Г.Королев, А.Н.Спелова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра И.А.Ординарцев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23 марта 1984 г. N 927
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 21.02.89 N 282 с 01.07.89
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 5, 1989 год
Настоящий стандарт распространяется на тиски для точных станочных работ (далее - тиски), предназначенные для установки и закрепления заготовок деталей при обработке их на металлорежущих станках.
(Измененная редакция, Изм. N 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры тисков должны соответствовать указанным на чертеже и в таблице.

* Размер для справок
1. Для повышения жесткости тисков допускается вводить в конструкцию гайку под нажимной винт.
2. Отверстия изготавливаются по требованию потребителя.
Диа-
пазон хода губки
(поле допуска h 11)
Пример условного обозначения тисков класса точности Н, размером -50 мм и наибольшим ходом губки 55 мм:
Тиски 7200-0301 ГОСТ 20746-84
То же, классов точности П и А:
Тиски 7200-0301 П ГОСТ 20746-84
Тиски 7200-0301 А ГОСТ 20746-84
1.2. Конструкция и размеры деталей тисков приведены в рекомендуемом приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Тиски для точных станочных работ должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Тиски должны изготовляться следующих классов точности:
А - высокой точности.
2.3. Допуски параллельности и перпендикулярности не должны быть более указанных в табл.2.
Класс точности тисков
2.2, 2.3. (Измененная редакция, Изм. N 1).
2.4. Допуски параллельности и перпендикулярности поверхностей образца, обработанного в тисках, не должен превышать:
для тисков класса точности Н - 0,012 мм;
для тисков класса точности П - 0,010 мм;
для тисков класса точности А - 0,005 мм.
2.5. Детали тисков должны изготовляться из следующих марок сталей: корпус и подвижная губка - из стали марки 12ХН3А по ГОСТ 4543-71, нажимной винт и планка - из стали марки 40Х по ГОСТ 4543-71.
Допускается замена материалов на другие, по механическим свойствам не уступающие указанным.
2.6. Резьба метрическая - по ГОСТ 24705-81. Поле допуска резьбы - по ГОСТ 16093-81.
2.7. Размеры недореза и фасок для резьбы - по ГОСТ 10549-80.
2.8. Канавки для выхода шлифовального круга - по ГОСТ 8820-69.
2.9. Сквозные отверстия под крепежные детали - по ГОСТ 11284-75. Опорные поверхности под крепежные детали - по ГОСТ 12876-67.
2.10. Неуказанные предельные отклонения размеров: Н14, h14,
2.11. Параметр шероховатости рабочих поверхностей корпуса и подвижной губки тисков - 0,8 мкм - для классов точности Н и П; 0,4 мкм - для класса точности А.
2.12. Максимально допустимое зажимное усилие тисков должно быть не менее:
с винтом М12 - 9,4 кН (960 кгс);
с винтом М16 - 15,3 кН (1560 кгс).
2.10-2.12. (Измененная редакция, Изм. N 1).
2.13. Подвижные части тисков должны перемещаться без рывков и заеданий.
2.14. На всех поверхностях тисков не должно быть трещин раковин, вмятин, заусенцев и других поверхностных дефектов.
2.15. К тискам должен быть приложен паспорт, в котором указывают:
дата приемки и подпись ОТК.
2.16. Установленный срок службы тисков до капитального ремонта определяется степенью износа и должен быть не менее 3 лет.
2.17. Требования безопасности - по ГОСТ 12.2.029-88.
3. ПРИЕМКА*
* Наименование раздела. Измененная редакция, Изм. N 1.
3.1. Для проверки соответствия тисков требованиям настоящего стандарта предприятие-изготовитель проводит приемочный контроль, периодические и типовые испытания.
3.2. Приемочному контролю подвергаются 100% тисков. При этом контролируется соблюдение требований пп.2.1; 2.3; 2.11; 2.13; 2.14.
3.3. Периодические испытания проводятся один раз в год не менее чем на 2 образцах от партии. Партией считается количество тисков одного типоразмера, изготовленных по одному и тому же технологическому процессу, сданных на склад по одному документу. При испытаниях проверяется соответствие тисков требованиям пп.2.3; 2.4; 2.5; 2.11-2.15. В случае несоответствия тисков хотя бы одному из требований настоящего стандарта должны проводиться повторные испытания удвоенного количества тисков. Результаты повторных испытаний являются окончательными.
1. Область применения
Усилие зажима F, даН, не менее
5.1.8. Неуказанные предельные отклонения размеров: Н14, h14, .
6.2. Приемо-сдаточным испытаниям следует подвергать все тиски на соответствие требованиям 5.1.1, 5.1.2 , 5.1.5 - 5.1.8 и 5.1.10, а также требованиям точности.
Усилие зажима F, даН

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ТИСКИ СТАНОЧНЫЕ С РУЧНЫМ И МЕХАНИЗИРОВАННЫМ ПРИВОДАМИ
Общие технические условия
Machine vice with hand and mechanical drives. General specifications
Дата введения 1997-01-01
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 224 "Технологическая оснастка"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 9 от 12 апреля 1996 г.)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Казахстан
Таджикский государственный центр по стандартизации, метрологии и сертификации
5 ИЗДАНИЕ (август 2009 г.) с Поправкой (ИУС 9-99)
1 Область применения
2 Нормативные ссылки
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение
3 Типы
4 Размеры
4.1 Основные размеры тисков типа А должны соответствовать рисункам 1 и 2 и таблице 1.
Читайте также: