Трубные заготовки стальные изготовление
Обновлено: 28.04.2024
Настоящий стандарт распространяется на трубную заготовку, предназначенную для производства бесшовных труб, в т.ч. для производства газонефтепроводных труб повышенной коррозионной стойкости.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 (ИСО 377-2-80) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9454-78 Металлы. Метод испытаний на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10243-75 Сталь. Метод испытаний и оценки макроструктуры
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 14959-79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия
ГОСТ 17745-90 Сталь и сплавы. Методы определения газов
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ГОСТ 21120-75 Прутки и заготовки круглого и прямоугольного сечений. Методы ультразвуковой дефектоскопии
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы
ГОСТ 28033-89 Сталь. Метод рентгенофлуоресцентного анализа
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация
Трубную заготовку изготовляют: 1)
1) Обозначения признаков материала и их применение - в соответствии с [1].
- по способу производства:
горячедеформированной из слитка - ГДС;
горячедеформированной из непрерывнолитой заготовки - ГДН;
обычной - В1, В2, В3;
мерной с немерной длиной - МД1 1) ;
кратной мерной - КД;
кратной мерной с немерной длиной - КД1 1) ;
ограниченной в пределах немерной длины - ОД;
ограниченной с немерной длиной - ОД1 1) ;
1) При поставке проката длиной МД1, КД1, ОД1 допускается наличие проката немерной длины в количестве не более 5 % массы партии.
- по кривизне - классов I , II, III , IV;
- по отделке поверхности: без обдирки или обточки;
в обточенном или ободранном состоянии - ОБ;
- по качеству торцов:
без требований к заусенцам;
без заусенцев - БЗ;
- по наличию контроля механических свойств:
без нормирования и контроля механических свойств;
с нормированием и контролем механических свойств - М;
- по коррозионной стойкости трубной заготовки из природнолегированной стали марок 10ПЛ и 20ПЛ по композициям - 1 и 2.
4 Марки стали
горячедеформированную из стали марок с химическим составом:
- Ст2сп, Ст3сп и Ст4сп - по ГОСТ 380;
- 65, 70, 75, 80, 85, 60Г, 65Г и 70Г - по ГОСТ 14959;
-А, С, Д, ДБ, 10Г2А, 12Г2А, 12Х2НВФА (ЭИ712), 18Г2, 32Г2, 36Г2С, 37Г2С, 37ХГФ, 38ХНМ, и 60ХФА - по таблице 1;
- 10ПЛ и 20ПЛ (композиции 1 и 2) - по таблице 2;
- С-55, 0 XM , 0ХН3М - согласовывают при оформлении заказа;
непрерывнолитую из стали марок, согласовываемых при оформлении заказа.
4.1.1 По требованию заказчика допускается поставка трубной заготовки из углеродистой стали с массовой долей серы не более 0,035 %. В этом случае в конце марки ставится буква А, например 20А.
4.2 В трубной заготовке из стали марок, указанных в таблицах 1 и 2, допускаются отклонения по химическому составу стали от плавочного анализа ковшевой пробы. Предельные отклонения не должны превышать для стали марок:
- А, С, Д и ДБ - норм по ГОСТ 380, за исключением массовой доли серы и фосфора, отклонения по которым не допускаются;
- 10ПЛ и 20ПЛ - норм по ГОСТ 1050;
- 10Г2А, 12Г2А, 12Х2НВФА (ЭИ712), 18Г2, 32Г2, 36Г2С, 37Г2С, 37ХГФ, 38ХНМ и 60ХФА - норм по ГОСТ 4543.
Предельные отклонения для стали марок С-55, 0 XM , 0ХН3М согласовываются при оформлении заказа.
4.3 Углеродный эквивалент стали Сэкв не должен превышать:
- 0,43 % - для стали марки 10ПЛ;
- 0,46 % - для стали марки 20ПЛ.
4.3.1 По требованию заказчика трубную заготовку из стали других марок поставляют с нормированным углеродным эквивалентом Сэкв. Нормы углеродного эквивалента согласовывают при оформлении заказа.
Таблица 1 - Химический состав стали по плавочному анализу ковшевой пробы
Массовая доля элементов, %
1 Знак «-» означает, что массовую долю элемента не нормируют и не контролируют.
2 В стали, изготовленной скрап-процессом или из медистых руд, допускается массовая доля остаточной меди и никеля не более 0,30 % каждого.
3 В стали марки 37Г2С массовая доля азота не должна превышать 0,012 %.
4 Массовая доля остаточных элементов в стали марок:
- 10Г2А, 12Г2А, 18Г2, 32Г2, 36Г2С, 37Г2С, 60ХФА, 37ХГФ, 38ХНМ и 12Х2НВФА (ЭИ712) - по ГОСТ 4543 .
Таблица 2 - Химический состав стали по плавочному анализу ковшевой пробы
Примечание - В стали допускается массовая доля мышьяка не более 0,08 %.
5 Сортамент
5.1 Горячедеформированную трубную заготовку изготовляют диаметром от 70 до 350 мм.
5.1.1 Диаметр трубной заготовки и предельные отклонения по нему должны соответствовать указанным в таблицах 3 и 4.
Предельное отклонение по диаметру
По согласованию изготовителя с потребителем
От 70 до 159 включ.
В1 - по таблице 4 настоящего стандарта
От 160 до 200 включ.
Св. 200 до 270 включ.
Св. 270 до 350 включ.
По согласованной спецификации
Таблица 4 - Предельные отклонения по диаметру для точности изготовления В1
Номинальный диаметр d
Примечание - Допускается поставка трубной заготовки диаметром от 70 до 185 мм с шагом 1 мм с предельными отклонениями по ближайшему меньшему диаметру.
5.1.2 Овальность трубной заготовки должна соответствовать требованиям ГОСТ 2590.
5.1.3 Кривизна трубной заготовки должна соответствовать требованиям ГОСТ 2590 для класса IV. По согласованию изготовителя с заказчиком трубную заготовку диаметром до 200 мм поставляют с требованиями к кривизне по ГОСТ 2590 для классов II и III .
Кривизна трубной заготовки диаметром более 200 мм не должна превышать 0,50 % длины.
5.1.4 Для трубной заготовки диаметром 140 мм, получаемой с непрерывнозаготовочных станов, смятие торцов (отношение большего диаметра к меньшему) не должно превышать 1,12.
5.1.5 По согласованию изготовителя с заказчиком допускается:
- поставка трубной заготовки с овальностью, не превышающей суммы предельных отклонений по диаметру;
- при порезке трубной заготовки всех диаметров на прессах и пилах холодной резки смятие торцов (отношение большего диаметра к меньшему) не должно превышать 1,12.
5.1.6 Длину и вид исполнения по длине трубной заготовки в соответствии с ГОСТ 2590 согласовывают в заказе.
По согласованию изготовителя с заказчиком допускается поставка трубной заготовки длиной и предельными отклонениями по длине, не предусмотренными в ГОСТ 2590.
5.2 Требования к сортаменту непрерывнолитой трубной заготовки согласовывают при заказе.
5.3 Торцы трубной заготовки должны быть обрезаны без смятия концов и по требованию заказчика без заусенцев (БЗ). Рез должен быть прямым. Косина реза не должна превышать для трубной заготовки диаметром менее 120 мм - 5 мм; 120 мм и более - 7 мм и не должна выводить трубную заготовку за предельные отклонения подлине. На торцах непрерывнолитой трубной заготовки не должно быть волнообразных следов от газовой резки, допускается грат величиной не более 7 мм.
Примечание - В случае порезки трубной заготовки автогеном косина резки не должна превышать 0,1 диаметра.
6 Технические требования
6.1 Трубную заготовку из стали марок 12Х2НВФА (ЭИ712), 18Х2Н4МА (18Х2Н4ВА), 20ХН3А, 20Х2Н4А, 20ХН4ФА, 25Х2Н4МА (25Х2Н4ВА), 30ХН3А, 38ХН3МА, 38ХН3МФА поставляют в термически обработанном состоянии (после отжига или высокого отпуска), из стали других марок - без термической обработки.
6.2 На поверхности горячедеформированной трубной заготовки не должно быть трещин, плен, раскатанных (раскованных) загрязнений, закатов (заковов), усов, рванин, инородных металлических и шлаковых включений, раковин от окалины.
Допускаются отдельные царапины, вмятины, рябизна, волосовины, если глубина их залегания не превышает 1/4 суммы предельных отклонений по диаметру.
Недопустимые дефекты должны быть удалены пологой вырубкой или абразивной зачисткой. Зачистку трубной заготовки из углеродистой стали с массовой долей углерода до 0,50 % можно проводить огневым способом.
Глубина вырубки или зачистки не должна превышать следующих значений, мм:
2,0 - для трубной заготовки диаметром, мм, от 70 до 99 включ.;
2,5 - для трубной заготовки диаметром, мм, от 100 до 114 включ.;
3,0 - для трубной заготовки диаметром, мм, от 115 до 139 включ.;
3,2 - для трубной заготовки диаметром, мм, от 140 до 149 включ.;
4 % от диаметра, а по согласованию изготовителя с заказчиком 5 % от диаметра - для трубной заготовки диаметром, мм, от 150.
Примечание - При удалении дефектов на линии механизированной зачистки допускается увеличение глубины вырубки на 1 мм по отношению к регламентируемым нормам для соответствующих диаметров трубной заготовки.
По согласованию изготовителя с заказчиком допускается изменение глубины зачистки дефектов.
В одном сечении допускается не более трех зачисток максимальной глубины. Диаметрально-противоположные зачистки максимальной глубины не допускаются.
Отношение ширины зачистки к ее глубине должно быть не менее 6:1, а по согласованию изготовителя с заказчиком - не менее 7:1.
6.2.1 По согласованию изготовителя с заказчиком трубную заготовку поставляют в обточенном или ободранном состоянии (ОБ). В этом случае глубина вырубки или зачистки не должна превышать половины суммы предельных отклонений при диаметре трубной заготовки до 140 мм, а для трубной заготовки диаметром 140 мм и более - суммы предельных отклонений.
Шероховатость поверхности обточенной или ободранной трубной заготовки должна быть Rz £ 80 мкм.
Примечани е - По согласованию изготовителя с заказчиком допускается поставка обточенной или ободранной трубной заготовки без контроля шероховатости.
6.2.2 Глубину дефектов считают от фактического размера.
6.3 На поверхности непрерывнолитой трубной заготовки допускаются дефекты механического происхождения, включая вмятины от роликов тянуще-правильного аппарата, с глубиной залегания не более половины суммы предельных отклонений по диаметру. Острые кромки не допускаются. Следы от качания кристаллизатора без сопутствующих трещин должны иметь равномерный характер.
Допускается местная зачистка поверхностных дефектов на глубину не более 5 мм. В одном сечении допускается не более трех зачисток максимальной глубины. Диаметрально противоположные зачистки максимальной глубины не допускаются. Отношение ширины зачистки к ее глубине должно быть не менее 6:1.
Глубину дефектов считают от фактического размера.
6.4 Горячедеформированную трубную заготовку в соответствии с заказом поставляют без контроля или с контролем (М) механических свойств.
Непрерывнолитую трубную заготовку изготовляют без нормирования и контроля механических свойств.
6.4.1 Механические свойства трубной заготовки из стали марок, приведенных в таблице 1 (кроме марки 37ХГФ), а также из стали марок С-55 и 10ХСНД должны соответствовать требованиям таблицы 5. Механические свойства трубной заготовки из стали других марок должны соответствовать требованиям ГОСТ 1050 (М1 или М3 в соответствии с заказом), ГОСТ 4543, ГОСТ 14959 и ГОСТ 19281 в объеме испытаний, установленных настоящим стандартом.
Производство бесшовных труб
Бесшовные трубы изготавливаются из монолитного металла, цельный корпус не имеет швов и других соединений. Это повышает устойчивость к перепадам давления и действиям агрессивных сред, увеличивает стойкость к разрывам.
Главное преимущество этой категории — герметичность, кроме этого исключаются все неблагоприятные факторы, связанные со сварным соединением: остаточные напряжения, микроскопические неровности и наплывы. По бесшовной технологии выпускают толстостенный и тонкостенный трбопрокапрокат: от 0,3 до 75 мм. Для получения равноценных показателей прочности требуется меньшее количества сырья, чем в производстве прямошовных аналогов, следовательно снижается вес конструкций. Изделия с большой толщиной стенки имеют повышенный запас стойкости к механическим воздействиям.
Стальные бесшовные трубы классифицируют по способу производства:
- Горячекатаные;
- Холоднокатаные;
- Цельнотянутые.
- Повышенная устойчивость к внутренним и внешним нагрузкам;
- Снижение металлоемкости;
- Стойкость к коррозии за счет отсутствия микродефектов, присущих сварным швам;
- Абсолютное исключение завоздушивания среды.
- Отличная обрабатываемость при изготовлении гнутых деталей: отводов, змеевиков.
Несмотря на преимущества, применение не всегда оказывается целесообразным. В коммунальных сетях практически отсутствуют нагрузки, которые не может выдержать недорогой электросварной прокат. Затраты на производство являются основной причиной, по которой повсеместное использование ограничивается. Пока ни одна из применяемых технологий не позволяет выпускать изделия с диаметром более 550 мм. Этого не всегда достаточно для обеспечения требований к пропускной способности в магистральных линиях.
Техника безопасносности запрещает использование трубного проката с цельным корпусом для транспорта взрывчатых и пожароопасных веществ.

Виды бесшовных труб
Горячекатаные
Так как производство обычно включает несколько операций, технологический процесс организуют с помощью автоматических линий. Заготовкой для горячекатаной продукции служит слиток. Производственный цикл состоит из следующих этапов:
- Разогрев заготовки в кольцевой печи;
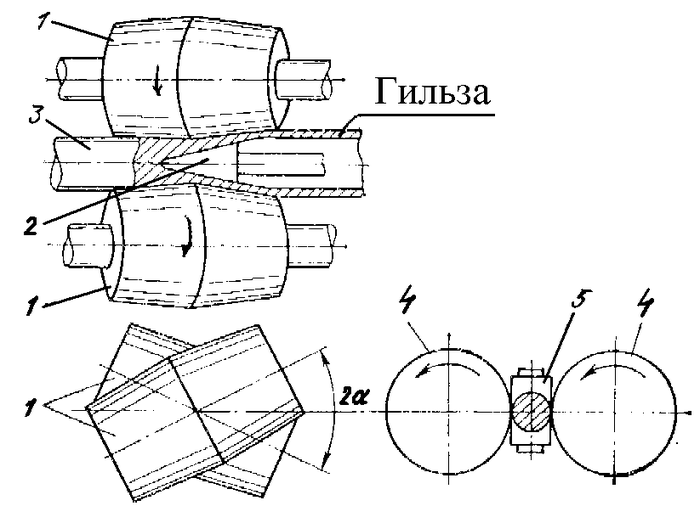
- Прошивка (прокалывание);
- Раскатка гильзы, заготовка принимает цилиндрическую форму;
- Обкатка до параметров трубы;
- Калибровка, редуцирование (когда нужна небольшая толщина стенки);
- Охлаждение;
- Стабилизирующий отжиг.
Структура металла при горячей обработке сохраняет пластичность и ударную вязкость, при эксплуатации такой трубопровод гасит вибрации, выдерживает значительный вес грунта.

Холоднодеформированные
Холоднодеформированный трубопрокат изготовить сложнее. Сталь без нагрева обрабатывается медленнее, циклы раскатки перемежаются со стабилизирующей термообработкой, очисткой, сушкой в специальной камере, нанесением смазок.
Заготовкой служит отцентрованная цилиндрическая форма (гильза). Для раскатки чаще всего используют трехвалковые станы. Валки размещаются с уклоном, от величины угла зависят параметры будущего изделия. Учитывается предел прочности сплава, при котором дальнейшая деформация невозможна без разрывов. Несмотря на то, что технологию называют холодной, от трения сталь разогревается до значительных температур.
При холодной деформации структура металла вытягиваются в направлении приложения усилий, во время термообработки происходит рекристаллизация, зерна измельчаются и строение снова становится однородным. Таким образом, прочность закладывается на молекулярном уровне, при этом число повторяющихся циклов может достигать 17. Технические условия регулируются регламентом ГОСТ P 54159-2010, типоразмеры приведены в ГОСТ 8734-75.
К холоднодеформируемому сортаменту применяют дополнительную классификацию по толщине стенки:
- Особотонкостенные — до 0,5 мм.;
- Тонкостенные — до 1,5 м
- Толстостенные — отношение наружного диаметра к толщине стенки не более 6;
- Особотолстостенные — отношение наружного диаметра к толщине стенки от 6 до 12,5.
Холодным методом производят трубопрокат малого веса и высокой точности, в том числе капиллярные трубки. Готовые полуфабрикаты используют для монтажа трубопроводных систем, контуров теплообменного оборудования, изготовления змеевиков и различных деталей.

Производство холоднодеформированных труб
Цельнотянутые
Цельнотянутые трубы часто путают с остальной бесшовной продукцией, но их нельзя отнести к горячекатаным или холоднокатаным. Специальные болванки нагревают и протягивают через стан, раскатывающие станки не применяются. Изделия отличаются незначительным тепловым удлинением, используются для поставок пара, в авиации, атомной промышленности и других узкоспециальных областях. Учитывая специфическое назначение, для углеродистых сталей сразу предусматривают коррозионно-стойкие покрытия.

Сферы применения
Основная функция бесшовной трубы — транспортировка сред под давлением или работа с особо-опасными веществами, когда протечки или разрывы могут угрожать безопасности людей или нанести вред экологии. Каждый вид имеет свои достоинства и технические параметры.
Технология производства горячекатаного проката самая простая, металлопродукция универсальна и используется во всех отраслях промышленности.
- В городских инженерных сетях: толстостенные изделия выдерживает нагрузки грунта, сокращают теплопотери;
- Передача горячих сред любого назначения;
- Транспортировка газа, нефти, организация технологических и промысловых трубопроводов;
- В качестве свай, столбов, опорных элементов, обсадных труб;
- Для изготовления тройников, отводов для трубопроводных систем;
- Детали агрегатов, котельных установок, автомобилей.
Цельнотянутый трубопрокат — самый дорогой и металлоемкий, толщина стенок может достигать 10% от диаметра. Основное отличие — низкое тепловое расширение. Продукция используется при прокладке магистральных и технологических трубопроводов в энергетическом секторе, нефтеперерабатывающей промышленности и других отраслях.
Холоднокатаные полуфабрикаты отличаются высокой точностью, малым весом, могут быть тонкостенными и толстостенными. Область применения довольно широка. Благодаря однородной структуре металла трубы легко справляются с перепадами напора, идеально-ровная внутренняя поверхность увеличивает пропускную способность и повышает коррозионную стойкость. Единственное ограничение: плохая устойчивость к ударным и растягивающим нагрузкам.
- Технологические трубопроводы на пищевых и промышленных производствах;
- Гидравлические установки, теплообменное оборудование;
- Приборостроение, например капиллярные трубки применяют в аппаратах дозирования;
- Змеевики, спирали, поршневые механизмы;
- Приборы экспериментальных лабораторий;
- Авиация и судостроение: ценится высокая прочность и небольшой вес;
- Выхлопные системы автомобилей, дымоходы печного оборудования;
- Металлоконструкции, перила, ограждения.
При транспортировке питьевой воды, в химической промышленности и на пищевых предприятиях, предъявляют особые требования к химическому составу: ограничивается содержание вредных примесей и элементов, вступающих в реакции с конкретными средами.
Способы монтажа и соединения
Монтаж трубопроводов принципиально не отличается от возведения конструкций из прямошовных аналогов. Сварное соединение наиболее надежно и применяется для систем с высоким давлением, при работе с кислотами и щелочами. Для сред низкой агрессивности с температурой до 100 С⁰ допускается крепление на резьбе, но при вибрационных воздействиях возможно самопроизвольное отвинчивание.
- Сварка: выбор метода зависит от технических параметров;
- Резьба: если позволяет толщина металла нарезается производителем или на токарном станке, для герметизации применяют уплотнители.
- Особотонкостенные (до 20 мм) — газовая сварка. Аппараты малой мощности не вызывают перегрева и позволяют выполнить аккуратный шов даже новичку.
- Тонкостенные (от 20 мм) — электросварка встык;
- Толстостенные — электросварка после снятия V-образной фаски.
Для организации разводки применяются приварные и резьбовые фасонные детали, направление изменяют трубогибами. Для инженерных сетей с давлением до 250 кгс/см² можно использовать воротниковые фланцы.
Нередко бесшовные трубы изготавливают из нержавеющих сталей, специальных сплавов и цветных металлов. В таком случае монтаж проводят в соответствии с технической документацией, подбирают способ и режимы сваривания, электроды. При выборе методов сварки учитывают назначение трубопровода: для некоторых систем крайне важна химическая стойкость шва, для других — термостойкость.
Как делают бесшовные трубы
Бесшовные трубы — это разновидность металлопроката, технология производства которого предусматривает отсутствие каких-либо швов по всей длине изделий. Такие детали не содержат и других соединений. Такие сплошные заготовки изготавливаются на специальных прокатных станках. Поэтому производственный процесс получил название «прокатка».

Бесшовные трубы являются цельными изделиями и не содержат швов, а также других соединений. В первую очередь в зависимости от технологии производства бесшовные трубы подразделяются на два вида:
Также существуют цельнотянутые детали, которые относятся к особой группе бесшовного металлопроката. Такие изделия отличаются тем, что имеют толстые стенки.

Изделия, которые имеют шов, в свою очередь, выполняются с помощью двух основных методов:
- сварка (заготовка сваривается по спирали);
- фальцовка (согнутый лист закрепляется продольно специальным фальцем).
Бесшовные трубы отличаются высокими прочностными характеристиками, поэтому их, как правило, используют в коммуникациях с высокими показателями давления.
Материалом для таких деталей в большинстве случаев выступает сталь. Это связано с тем, что этот материал обладает высокой прочностью. Рассмотрим и другие достоинства этих изделий:
высокий коэффициент теплопроводности;
низкий показатель линейного расширения;
антикоррозийная стойкость толстостенной продукции.

К основным недостаткам таких изделий можно отнести:
Для того, чтобы проложить коммуникацию из таких труб, важен правильный расчёт основных параметров. К ним можно отнести показатели сечения труб и толщину их стенок.

Бесшовные трубы используются в ответственных конструкциях, которые работают под высоким давлением. Для транспортировки токсичных веществ применяются преимущественно горячекатаные бесшовные изделия.
Кроме этого, изделия, выполненные методом горячей прокатки, широко эксплуатируются в автомобилестроении, авиации и т. д. А также используются для транспортировки агрессивных химических веществ и нефти (химическая и нефтяная отрасли).
Использование таких деталей также востребовано в коммунальной сфере. Из них монтируются различные хозяйственные коммуникации, которые осуществляют транспортировку горячей воды, холодной воды, газа, а также отвод стоков (канализационная система).
В угледобывающей сфере такие изделия используются для отвода пара и других продуктов от оборудования. Кроме этого, сплошные трубы используются в оборонной промышленности, кораблестроении, металлургии. Обширность эксплуатации бесшовных изделий объясняется их высокой надёжностью. Из них выполняются довольно сложные, с конструктивной точки зрения, коммуникации, которые используются в тяжелых областях производства.
Как делают бесшовную трубу с помощью метода горячей прокатки? Этот процесс сопровождается большими финансовыми расходами, поэтому стоимость таких изделий также является довольно большой. Рассмотрим поэтапно производство бесшовных труб, посредством наиболее популярного метода — горячей прокатки:
На первом этапе происходит подготовительная работа. Заготовка подготавливается к последующей обработке. Заготовка является полым элементом, который имеет определённые показатели сечения и длины. Изготовление такой заготовки происходит из особого вида стали. Перед прокаткой этого первичного элемента, его нагревают до высоких температур (1180–1200 °C).
На втором этапе выполняется формирование гильзы. Гильзу получают с помощью специального высокомощного сверла, которое пробуривает в заготовке отверстие определённых размеров. После завершения процесса деталь уже напоминает трубу, однако, не является окончательным продуктом.
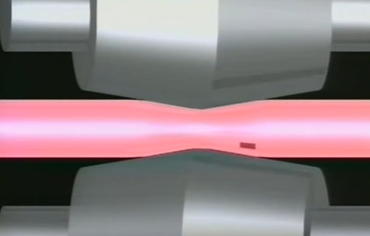
И, наконец, на третьем этапе происходит основной процесс — прокатка. Прокатка включает в себя ряд процессов: гильзу помещают на специальные прокатные станки, в состав которых входит несколько валиков, далее расположенная между двумя валиками гильза постепенно вытягивается в одном из направлений. Элементом контроля диаметра будущей трубы выступает специальный ограничительный элемент.
Для того, чтобы готовая труба соответствовала необходимым параметрам, вышеперечисленные манипуляции проводятся несколько раз, до получения нужного изделия.
А также стоит отметить, что производство бесшовных труб — сложный процесс, который требует соблюдения всех технических норм и правил безопасности. Производство бесшовного металлопроката выполняется только на специальных предприятиях, оснащённых всем необходимым для этого оборудованием.
Холоднокатаные изделия отличаются высокими прочностными характеристиками, а также имеют идеально гладкую поверхность, что является очень важным фактором для различных коммуникаций.
Как делают трубы с помощью холодной прокатки? Рассмотрим поэтапно этот процесс:
В первую очередь заготовка проходит комплекс мер по очистке. К таким мерам можно отнести:
очистка с помощью химических веществ;
Помимо этого, стоит отметить, что нередко заготовка обрабатывается фосфатами или медью, что повышает её прочностные характеристики. Впоследствии такие изделия имеют хорошую резистентность к деформации.
Затем с помощью валиков происходит формирование круглого сечения. Стоит отметить, что угол поворота валиков может меняться, что, в свою очередь, влечёт смену калибра трубы.
При выполнении круглого калибра трубы, обладающей большим диаметром, проводится дополнительная процедура — сжатие.

В случае необходимости уменьшения показателя сечения изделия, процесс повторяется, после чего необходимым условием является проведение дополнительных процедур — протравки и промывки.
Разновидности трубных изделий без швов
Бесшовные или литые изделия в первую очередь классифицируются по длине и бывают:
- кратные мерной длине;
По ГОСТу существует чёткое подразделение бесшовных труб по размерам. Например, показатели сечения горячекатаных бесшовных изделий варьируются от 25 до 700 мм, а толщина их стенок может быть от 2,5 до 75 мм. Длина немерных деталей колеблется от 4 до 12 м. Холоднотянутые изделия имеют показатели сечения от 8 до 450 мм и толщину стенки — 20 мм. Длина холоднотянутых бесшовных деталей колеблется в пределах от 4,5 до 9 м.
Цельнотянутые трубы подразделяются на 4 основные категории, каждая из которых, в свою очередь, имеет по 4 подгруппы.
Цельнотянутые детали считаются наиболее надёжными, так как обладают самыми высокими прочностными характеристиками и выпускаются из литых заготовок. В процессе изготовления цельнотянутой трубы в монолитной заготовке выполняется отверстие, имеющее необходимые показатели сечения. Стоит также отметить, что в случае с цельнотянутыми стальными изделиями толщина их стенок составляет — 6–13 мм.
Большая Энциклопедия Нефти и Газа
Изготовление трубных заготовок из стальных тонкостенных сварных труб имеет ряд особенностей, определяемых малой толщиной стенки трубы, наличием грата пс шву сварки на внутренней стенке и частым отклонением сечения этих труб от круглой формы. [1]
Изготовление трубных заготовок ( и монтаж трубопроводов) обычно производится по подробным аксонометрическим чертежам. На сложные детали из труб диаметром более 50 мм разрабатываются также рабочие чертежи в обычных ( ортогональных) проекциях. Для удобства проектирования и монтажа сложных пространственных обвязок в последнее время применяются пространственные масштабные макеты, которые изготовляются разборными по этажам и узлам. Каждый трубопровод окрашивается в свой особый цвет. В узловых точках указываются отметки по высоте и расстояния от разметочных осей. [2]
Для изготовления трубных заготовок стыкосварных бурильных труб используют трубы групп прочности Д и К. [3]
Технология изготовления трубных заготовок ЛБТ методом прессования предопределяет анизотропию прочностных и пластических характеристик труб, которые, из-за так называемого пресс-эффекта, в поперечном направлении трубы ниже, чем в продольном. Анизотропия механических характеристик и значительно низкий, чем у стали, модуль упругости вызывают пониженную сопротивляемость ЛБТ к высшим радиальным нагрузкам. [4]
При изготовлении трубных заготовок из труб диаметром до 50 мм принимают такую последовательность производственных операций: разметка труб по монтажным чертежам или эскизам с натуры; перерезка труб; раззенковка их; нарезка или накатывание коротких и длинных резьб; гибка труб; комплектование заготовитель -, ных трубных деталей соединительными частями и арматурой; сборка трубных узлов на резьбах или на сварке; испытание на плотность и упаковка в транспортабельные пакеты или в контейнеры. [6]
При изготовлении трубных заготовок из труб диаметром до 50 мм принимают такую последовательность производственных операций: разметка труб по монтажным чертежам или эскизам с натуры; перерезка труб; раззенковка их; нарезание или накатывание коротких и длинных резьб; гибка труб; комплектование заготовительных трубных деталей соединительными частями и арматурой; сборка трубных узлов на резьбах или на сварке; испытание на плотность и упаковка в транспортабельные пакеты или в контейнеры. [7]
При изготовлении трубных заготовок для санитарно-технических - систем требуется зенковка концов труб для снятия заусенцев, оставшихся после разрезки труб на трубоотрезных станках. Снятие заусенцев удобно производить также на станке С-225, так как это позволяет выполнять две операции на одном рабочем месте. [9]
При изготовлении трубных заготовок детали транспортируют на горизонтальном непрерывно движущемся конвейере. В крупных тру-бозаготовительных цехах предусматривают самостоятельную технологическую линию по заготовке типовых, стандартных и нормализованных деталей. Заготовки из стальных труб диаметром более 50 мм выполняют с помощью сварки в котельно-сварочном цехе. [10]
При изготовлении трубных заготовок детали транспортируют на горизонтальном непрерывно движущемся конвейере. В крупных тру-бозаготовительных цехах предусматривают самостоятельную технологическую линию по заготовке типовых, стандартных и нормализованных деталей. Заготовки из стальных труб диаметром более 50 мм выполняют с помощью сварки в котельносварочном цехе. [11]
Детали при изготовлении трубной заготовки транспортируют на горизонтальном непрерывно движущемся конвейере. В крупных трубозаготовительных цехах предусматривают самостоятельную технологическую линию по заготовке типовых, стандартных и нормализованных деталей. Заготовки из стальных труб диаметром более 50 мм выполняют на сварке в котельно-сварочном цехе. [12]
Детали при изготовлении трубной заготовки транспортируют, как правило, при помощи горизонтального непрерывно движущегося конвейера, установленного в трубоза-готовительном отделении. Трубообрабатываю-щее оборудование расстанавливают по потоку ( в соответствии с принятым технологическим процессом) вдоль конвейера на расстоянии 0 4 - 0 5 м от него. [13]
Одним из способов изготовления трубных заготовок для формирования гибких металлических трубопроводов является контактно-шовная сварка внахлест с частотой импульсов сварочного тока 25 и 100 импульсов в минуту. [14]
Читайте также: