Установка фланцевых соединений на стальных трубопроводах диаметром 100 мм
Обновлено: 12.05.2024
- отделочные работы (в том числе заделка отверстий в перекрытиях, стенах и перегородках после прокладки трубопроводов и воздуховодов);
- общестроительные работы для интегрированных в здание помещений индивидуальных тепловых пунктов (ИТП), крышных, пристроенных и встроенных котельных.
При проведении монтажа санитарно-технических систем, а также смежных общестроительных работ не должно быть повреждений ранее выполненных работ.
4.5 Размеры отверстий и борозд для прокладки трубопроводов в перекрытиях, стенах и перегородках зданий и сооружений принимают в соответствии с приложением А, если другие размеры не предусмотрены рабочей документацией.
Типы сварных соединений стальных трубопроводов, форма, конструктивные размеры сварного шва должны соответствовать требованиям ГОСТ 16037.
Соединение стальных труб диаметром условного прохода до 25 мм включительно на объекте строительства следует проводить сваркой внахлестку (с раздачей одного конца трубы или безрезьбовой муфтой). Стыковое соединение труб диаметром условного прохода до 25 мм включительно допускается выполнять на заготовительных предприятиях.
При сварке резьбовые поверхности и поверхности зеркала фланцев должны быть защищены от брызг и капель расплавленного металла.
В сварном шве не должно быть трещин, раковин, пор, подрезов, незаверенных кратеров, а также пережогов и подтеков наплавленного металла.
Отверстия в трубах диаметром до 40 мм для приварки патрубков необходимо выполнять, как правило, путем сверления, фрезерования или вырубки на прессе.
4.7 При пресс-соединении концы труб должны быть чистыми, не должны иметь царапин и бороздок по всей длине или хотя бы по всей длине вставки. При поставке труб с синтетическим покрытием, выполненным на предприятии-изготовителе, поверхность труб при снятии этого покрытия не должна быть повреждена.
Техническое обслуживание полного комплекта пресс-инструмента следует выполнять не реже одного раза в год, если предприятие-изготовитель не указывает иных интервалов.
4.8 Монтаж внутренних санитарно-технических систем в сложных, уникальных и экспериментальных зданиях следует выполнять в соответствии с требованиями настоящего свода правил и рабочей документации.
5 Заготовительные работы при устройстве внутренних санитарно-технических систем
5.1 Изготовление узлов и деталей трубопроводов из стальных труб
5.1.1 Изготовление узлов и деталей трубопроводов из стальных труб следует проводить в соответствии с техническими условиями и стандартами. Допуски на изготовление не должны превышать значений, указанных в таблице 1.
5.1.2 Соединение стальных труб, а также деталей и узлов из них следует выполнять сваркой, на резьбе, на накидных гайках и фланцах (к арматуре и оборудованию), на пресс-соединениях (за счет холодной механической деформации металла между пресс-фитингом и покрываемой им на глубину раструба пресс-фитинга трубой).
Оцинкованные трубы, узлы и детали следует соединять на резьбе с применением оцинкованных соединительных частей или неоцинкованных из ковкого чугуна, на накидных гайках, на фланцах (к арматуре и оборудованию), на пресс-фитингах или на фитингах, специально предназначенных для использования в трубопроводных системах с пазовыми соединениями.
5.1.3 Для резьбовых соединений стальных труб следует применять цилиндрическую трубную резьбу, выполненную по ГОСТ 6357-81 (класс точности В) накаткой на легких трубах и нарезкой на обыкновенных и усиленных трубах.
При изготовлении резьбы методом накатки на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
Повороты трубопроводов в системах отопления и теплоснабжения следует выполнять путем изгиба труб или применения бесшовных приварных отводов из углеродистой стали по ГОСТ 17375.
Радиус гиба труб с условным проходом до 40 мм включительно должен быть не менее 2,5Dнар, а с условным проходом 50 мм и более - не менее 3,5Dнар трубы.
5.1.4 В системах холодного и горячего водоснабжения повороты трубопроводов следует выполнять путем установки угольников по ГОСТ 8946, отводов или изгиба труб. Оцинкованные трубы следует гнуть только в холодном состоянии.
Для труб диаметром 100 мм и более допускается применение гнутых и сварных отводов. Минимальный радиус этих отводов должен быть не менее полуторного диаметра условного прохода трубы.
При гибке сварных труб сварной шов следует располагать с наружной стороны трубной заготовки, при этом плоскость шва должна быть под углом не менее 45° к плоскости гиба.
5.1.5 Подварка сварного шва на изогнутых участках труб в нагревательных элементах отопительных панелей не допускается.
В качестве уплотнителя для резьбовых соединений при температуре перемещаемой среды до 378 К (105 °С) рекомендуется применять ленту ФУМ или льняную прядь по ГОСТ Р 53484, пропитанную свинцовым суриком или белилами, замешанными на натуральной олифе, или специальными уплотняющими пастами-герметиками; при температуре выше 378 К (105 °С) и для конденсационных линий - волокно хризотила по ГОСТ 12871 вместе с льняной прядью, пропитанные графитом, замешанным на натуральной олифе, а также другие материалы, разрешенные к применению в установленном порядке.
Лента ФУМ и льняная прядь должны накладываться ровным слоем по ходу резьбы и не выступать внутрь и наружу трубы.
В качестве уплотнителя для фланцевых соединений при температуре перемещаемой среды не более 423 К (150 °С) следует применять паронит толщиной 2 - 3 мм или фторопласт-4, а при температуре не более 403 К (130 °С) - прокладки из термостойкой резины.
Для герметизации резьбовых и фланцевых соединений допускаются и другие уплотнительные материалы, указанные в рабочей документации.
Отклонение от перпендикулярности фланца, приваренного к трубе, по отношению к оси трубы допускается до 1 % наружного диаметра фланца, но не более 2 мм.
Поверхность фланцев должна быть гладкой и без заусенцев. Головки болтов следует располагать с одной стороны соединения.
Концы болтов, как правило, не должны выступать из гаек более чем на 0,5 диаметра болта или 3 шага резьбы.
Сборка и установка фланцевых соединений на стальных трубопроводах
Большинство трубопроводов различного назначения монтируют сваркой, обеспечивающей надежность и долгий срок службы стыков. Но когда по условиям прокладки этот способ неприемлем или в процессе эксплуатации требуется периодическая разборка, используется соединение фланцевое. По надежности и долговечности оно не уступает сварному варианту, а монтируется проще.

Назначение и область применения
Устанавливать фланцевые соединения можно на трубопроводы диаметром больше 32 мм. Таким способом монтируются разветвленные системы на промышленных и химических предприятиях, в газовой и нефтедобывающей отрасли, распределительные сети ЖКХ. Для прокладки внутридомовых трубопроводов соединение этого вида применяют редко.
Фланцевые стыки нужны для того, чтобы:
- соединять трубы между собой или с оборудованием из разнородных материалов;
- устанавливать запорную и регулирующую арматуру;
- проводить очистку трубопроводов;
- врезать измерительные приборы;
- отсекать участок трубы для ремонта.
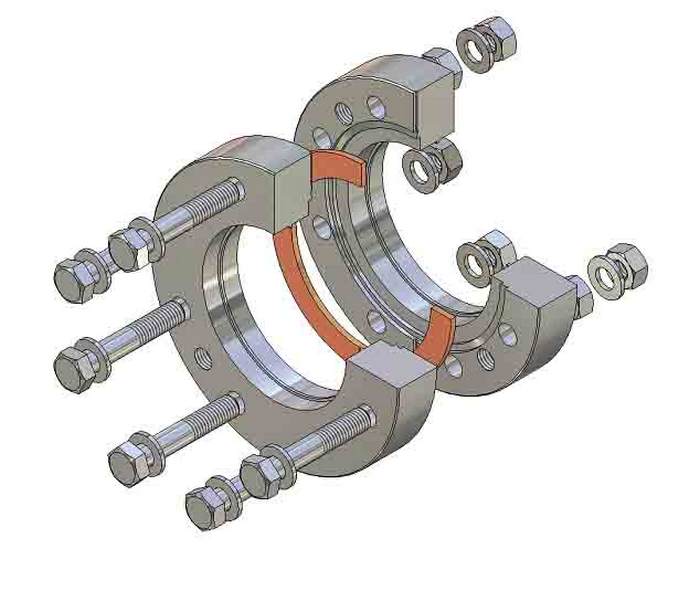
Из чего состоит фланцевое соединение
Комплект для одного стыка состоит из двух одинаковых фланцев с центральными отверстиями, соответствующих диаметрам труб, прокладки, набора болтов или шпилек с гайками и шайбами. При необходимости защиты трубопровода от блуждающих токов, на болты надевают изоляционные втулки, а прокладку устанавливают из диэлектрического материала. Если давление в трубопроводе не превышает 2,5 МПа, фланцы стягивают болтами. Шпильки равномерней распределяют усилие затяжки и удобней для работы в неудобных местах. Фланцевые соединения на шпильках применяют при давлении до 4 МПа.
Что такое фланец и какие бывают виды
В большинстве случаев фланцы ― это кольцеобразные пластины из стали, но иногда их делают в виде квадрата или прямоугольника. В центральное большое отверстие вставляют торец трубы, а в равномерно распределенные по внешнему периметру ― болты или шпильки. В перечень разновидностей фланцев включены проходные и заглушки. Первые предназначены для стыковки элементов трубопровода, вторыми закрывают тупики или отсекают ремонтируемые либо заменяемые участки.
Чтобы продукция, сделанная в разных странах, была взаимозаменяемой, разработана унифицированная классификация фланцев. В России это ГОСТ, европейские страны пользуются немецким стандартом DIN, а Америка, Япония и Австралия ANSI/ASME. Однако нередко одинаковые фланцы обозначаются разными символами. Поэтому стандарты переводят с помощью специальных таблиц.
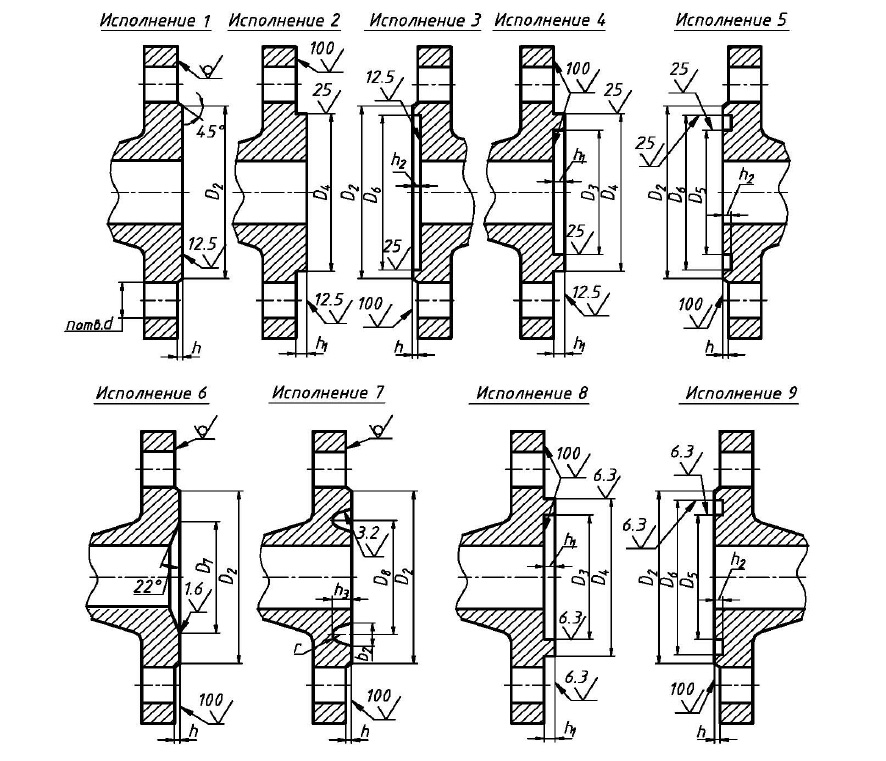
Нормативы по исполнению указаны в ГОСТ 12815-80 цифрами от 1 до 9:
- С соединительным выступом в виде фаски под наклоном 45⁰.
- То же, что 1, но выступ под прямым углом.
- С пазом на внутренней стороне и выступом под углом 45⁰ снаружи.
- С шипом.
- С внутренним кольцевым пазом.
- С фаской под линзовую прокладку (вибровставка) на внутренней стороне.
- Выборка для овальной прокладки.
- С шипом для фторопластовой прокладки.
- То же что 8, но вместо шипа паз.
При монтаже трубопроводов применяют несколько типов фланцев:
- Воротниковые рассчитаны на давление 0,1 — 20 МПа при температуре -200 — +600⁰ Выступ в центральной части (воротник) приваривают к трубе встык одним швом.
- Плоские держат давление до 2,5 МПа при температуре -70 — +300⁰ Надеваются на торцы, крепятся двумя сварными швами.
- Аппаратные для присоединения оборудования или приборов;
- Резьбовые варианты наворачивают на торцы.
- Свободновращающиеся состоят из пластины и кольца, которое приваривают к торцу, а фланец свободно крутится на нем. Такое фланцевое соединение устанавливают в труднодоступных местах или там, где необходимо частое проведение профилактических мероприятий на трубопроводе. Рассчитано на давление до 2,5 МПа.
- Кольцевые варианты для заглушек делают без центрального отверстия.
При установке фланцевых соединений на стальных трубопроводах их материал должен быть идентичным или близким по составу металлу труб. Это нужно для предотвращения повреждений при изменениях температуры. Фланцы бывают из серого и ковкого чугуна, легированной, углеродистой и нержавеющей стали. Для трубопроводов из иных материалов выпускаются бронзовые, алюминиевые, латунные разновидности. Безнапорные системы из полиэтиленовых труб часто собирают на полипропиленовых фланцах.
Конструктивные особенности фланцев
Выбирая фланцы для трубопровода необходимо учитывать некоторые особенности:
- Условный проход (ДУ) измеряемый в миллиметрах, показывает несовпадение внутреннего диаметра фланца и трубы. Это важно для плоских и вращающихся деталей. Поэтому в их обозначение добавляются индексы А и Б. Буква А указывает диаметр фланца, а Б ― трубы. Для воротникового типа этот параметр не критичен.
- Рядность показывает расстояние в миллиметрах между осями отверстий под болты. Одинаковые по ДУ фланцы, сделанные по типоразмеру ряд 1 или ряд 2, будут отличаться между собой диаметром и количеством отверстий. Если у заказчика нет особых пожеланий, выполняется стандартный ряд 2.
- Условное давление ― это его допустимая величина, при которой соединение работает без протечек и разрушений. Значение параметра зависит от типа фланцевого соединения труб, материала, диаметра, ширины с учетом исполнения состыкованных поверхностей. Необходимо учитывать, что значение давления может быть указано в атм., Па, бар, кгс/см².
- По параметрам рабочей температуры определяется значение допустимого давления, так как оно уменьшается при нагреве. Эту зависимость нужно учитывать для трубопроводов с горячими средами. Степень влияния температуры на давление определяют по таблицам.
Нормативами предписывается обязательная установка на фланцы трубопровода, по которому перекачивают агрессивную жидкость, защитного кожуха. Он предотвратит расплескивание в случае утечки. Кожухи делают из текстиля, листовой стали, полимерных материалов диаметром от 15 до 120 см. Популярные фторопластовые модели выдерживают температуру -200 — +230⁰C.
Прокладки для фланцевых соединений
Герметичность соединения обеспечивается прокладкой, которую вставляют между фланцами. В зависимости от характеристик среды, температуры и давления ее делают из соответствующих материалов:
- резины, стойкой к продуктам нефтепереработки:
- паронита общего назначения;
- теплостойкой резины;
- асбестового картона;
- паронита, стойкого к маслу и бензину;
- кислото и щелочеустойчивой резины;
- графита;
- фторопласта;
- металла (алюминия, меди);
- металлографита.
Подготовка фланцев для установки
Прежде чем начинать сборку фланцевого соединения необходимо проверить их на отсутствие ржавчины и механических повреждений. Поверхности очищают и обезжиривают. С резьбовой части болтов и гаек убрать заусенцы. Сделать предварительную прогонку резьбы, наворачивая гайки на болты с последующей смазкой. Вырезать и примерить прокладку. Она должна стоять по центру не перекрывая крепежные отверстия. Повторное использование старых прокладок нежелательно, но если иного выхода нет, устанавливают несколько штук бывших в употреблении.
Сборка фланцевого соединения
Чтобы стыки на трубопроводе были надежными, все виды фланцевых соединений собирают в строго определенном порядке. Сначала с небольшим усилием затягивают произвольно выбранный болт, затем диаметрально противоположный. Следующая пара должна отстоять от первой на четверть окружности. Остальные болты затягивают в таком же порядке. Если на фланцах только 4 отверстия затяжка выполняется крестообразно.
Чтобы усилие распределялось равномерно, завершающую часть монтажа проводят инструментами, позволяющими его контролировать:
- гидравлическим натяжным устройством;
- пневматическим гайковертом;
- ручным динамометрическим ключом;
- гидравлическим динамометрическим ключом.
Ручную затяжку доверяют только опытным работникам. В течение первых суток работы из-за вибраций, усадки материала прокладки, изменения температуры прочность соединения снижается до 10%. Поэтому в этот период требуется проведение подтяжки гаек.
Монтаж всех видов фланцевого соединения несложен, однако его проведение разрешается только специально обученным слесарям. При прокладке или ремонте трубопроводов с агрессивными средами или работающих под высоким давлением, ход работы должен контролировать инженер. Сборка безнапорных систем (канализация, полив) может проводиться неквалифицированными работниками.
Как приварить фланец к трубе ровно
Фланцами называют стальные диски (кольца) различной конфигурации, они предназначены для быстросъемных соединений на трубопроводах. Их крепят приваркой к трубным отрезкам. Они необходимы для установки запорной арматуры, приборов учета, при монтаже новых отводов. Их надевают на край трубы. Самый эффективный способ крепления фланца к трубе – приварка. Кольца должны закрепляться без перекосов, строго по сечению трубы.
Приварка фланцев производится несколькими способами, в каждой технологии есть свои нюансы, которые нужно учитывать для получения качественного герметичного шва, не препятствующего потоку транспортируемой жидкости.

Типы фланцев
Прежде, чем говорить о сварке фланцев, важно изучить их конструкционные особенности. Размеры, форма регламентируются ГОСТом или техническими условиями. Они различаются по геометрии, размерам, делают их из высокоуглеродистых или легированных нержавеющих сталей или сортов чугуна, поддающегося ковке.
По функциональности выделяют две группы фланцев:
- арматурные;
- предназначенные для сосудов и аппаратов.
Конструкционно фланцы делятся на несколько видов:
- Воротниковый — применяется на системах высокого давления. Горловина по конусу сужается, она выполнена в форме конического центратора, распределяющего давление потока. По американской классификации он называется «Lap Joint» (привариваемый внахлест). Крепится сплошным валиком или швом в форме буквы «V».
- Раструбный — применяется на технологических магистралях небольшого сечения, рассчитан на высокое давление транспортируемой среды, маркируется «Socket-welding» (с впадиной для шва). Его приварка производится только с внешней стороны, необходимо оставлять люфт до 1,6 мм на случай расширения трубы при нагреве горячим носителем. Угловой шов делается встык.
- Накидной или сквозной — крепится на расстоянии 3 мм от края трубы, международное обозначение «Slip-on» (со сквозным отверстием). Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.
- Глухой — выполняет функцию заглушки, образует разборное соединение с трубой, может иметь надпись «Blind flanges». Приваркой не крепится, держится на болтовом соединении.
- Плоский — состоит из кольца и пластины, рассчитан на невысокое давление до 2,5 МПа, приваркой к внешнему краю трубы крепится только кольцо, пластина остается подвижной.
- Резьбовой — используются на врезаемой арматуре, где есть нарезка или накатка резьбы, маркируется «Threaded flanges». Насаживается на конец трубы механически, редко дополнительно фиксируются приваркой.
Способы приварки фланцев
От правильности соединения элементов трубопровода зависит герметичность системы. Приварку диска осуществляют по двум методикам:
- Приварка встык подразумевает образование шва по всей окружности проката в одном месте.
- Приварка надетого диска по двум стенкам: наружной и внутренней.
Работа с фланцами требует опыта, такую сварку новичкам не доверяют. Любой перекос плоскостей под приварку приводит к разгерметизации стыкового узла, увеличивает риск прорыва магистрального трубопровода высокого давления.
Приварка фланца к трубе
До сварочных работ проводится подготовка кромок. Места швов зачищают до блеска. При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины. Головки болтов на фланцах располагаются только с одной стороны. Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
При давлении до 10 МПа производится приварка без скоса, при высоком, до 25 МПа – со скосами.
Для приварки фланцев к стальным трубопроводам применяют вращатели. Они придают узлу мобильность, улучшают доступ к рабочей зоне, облегчают процесс сварки. В процессе сварки электрод остается неподвижным, узел постепенно проворачивается вокруг оси. На вращателе производят финишную зачистку швов, грунтовку и покраску фланцевого узла.
Важные моменты сборки фланцевого соединения:
- необходимо крепить диск перпендикулярно к трубопроводу, для проверки используется контрольный треугольник и щуп, допустимое отклонение 2% от наружного диаметра;
- оси болтовых отверстий на двух дисках должны совпадать, соосность проверяется уровнем и отвесом. Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
Техника «лодочка» применяется для соединений без люфта, кромки провариваются на большую глубину. Если зазор в пределах 1,5 мм, приварка производится поперечными колебательными движениями, электрод держат под углом 30° к поверхности трубы. Люфт 4–5 мм оформляется угловым швом большими стежками (катетами). При большом зазоре допускается две проходки.
Ширину и высоту валика определяют по размеру проката. На внешней стороне трубы делают толстый наплавочный валик, на внутренней – минимальный, чтобы он не изменял сечение потока.
Приварка стального плоского диска производится сначала с внешней, затем с внутренней стороны проката. Зачистка соединений производится слева направо.
Контроль качества сварных швов
Для проверки герметичности крепления фланца используют ультразвуковой метод. Шов проверяют:
- на трещины;
- присутствие шлаковых включений, наплывов, надрезов;
- недопустимы прожоги, кратеры, пористость.
Дефектоскопия проводится также металлографией. На ответственных соединениях качество сварки фланцев к трубе проверяют радиографическим методом неразрушающего контроля.
Зная тонкости закрепления фланцев, в случае необходимости можно самостоятельно провести приварку диска к участку водопроводной системы.
Установка фланцевых соединений на стальных трубопроводах диаметром 100 мм
11.3.2 Несоосность уплотнительных поверхностей сопрягаемых фланцев не должна превышать удвоенного отклонения, указанного в таблице 11.1; при этом зазор должен быть одинаковым по всей окружности и соответствовать толщине прокладки.
Не допускается выравнивание перекосов фланцевых соединений натяжением болтов (шпилек), а также применением клиновых прокладок.
11.3.4 Монтаж трубопровода разрешается только после установки и закрепления опорных конструкций и подвесок в соответствии с требованиями проекта. Сборочные единицы и узлы трубопроводов должны быть уложены не менее чем на две опоры (или закреплены на двух подвесках) с защитой их от опрокидывания или разворота.
11.3.5 Расстояние от фланца арматуры или фланца компенсатора до опоры, подвески, стены, перегородки или перекрытия должно быть достаточное для обслуживания фланцевого соединения.
11.3.6 В местах расположения измерительных диафрагм вместо них при монтаже допускается временно устанавливать монтажные кольца в соответствии с НД.
11.3.7 Арматура, имеющая механический или электрический привод, до передачи ее в монтаж должна проходить проверку работоспособности привода.
11.3.8 Положение корпуса арматуры в пространстве относительно направления потока среды и расположение осей штурвалов определяются проектом.
11.3.9 Трубопроводную арматуру следует монтировать в закрытом состоянии. Разъемные и сварные соединения арматуры должны быть выполнены без натяжения трубопровода. Во время сварки приварной арматуры ее затвор необходимо полностью открыть, чтобы предотвратить заклинивание его при нагревании корпуса. Если сварка производится без подкладных колец, арматуру по окончании сварки можно закрыть только после очистки ее внутренних полостей.
11.3.10 Холодный натяг трубопроводов можно проводить после выполнения всех сварных соединений (за исключением замыкающего), окончательного закрепления неподвижных опор на концах участка, подлежащего холодному натягу, а также после термической обработки (при необходимости ее проведения) и контроля качества сварных соединений, расположенных на всей длине участка, на котором необходимо произвести холодный натяг.
Допускаемые отклонения от проектного положения присоединительных патрубков компенсаторов при их установке и сварке должны соответствовать документации на компенсаторы.
11.3.12 При установке компенсаторов направление стрелки на корпусе должно совпадать с направлением движения вещества в трубопроводе.
11.3.13 При монтаже компенсаторов должны исключаться скручивающие нагрузки относительно продольной оси и провисание их под действием собственной массы и массы примыкающих трубопроводов, а также должна обеспечиваться защита гибкого элемента от механических повреждений и от попадания искр при сварке.
11.3.14 Монтажную длину сильфонных, линзовых и сальниковых компенсаторов принимают с учетом поправок на температуру наружного воздуха при монтаже.
11.3.15 Компенсаторы следует растягивать до монтажной длины с помощью приспособлений, предусмотренных конструкцией компенсатора, или натяжными монтажными устройствами. Растяжку (сжатие) компенсаторов оформляют актом.
11.3.16 При монтаже сальниковых компенсаторов обеспечивают свободное перемещение подвижных частей и сохранность набивки.
11.3.17 Сварное соединение, перед сваркой которого следует проводить растяжку компенсатора, должно быть указано в рабочей документации. Во избежание снижения компенсационной способности компенсатора и его перекоса следует использовать соединение, расположенное на расстоянии не менее 20 DN от оси симметрии компенсатора.
11.3.18 Линзовые, сильфонные и сальниковые компенсаторы следует устанавливать в сборочных единицах и блоках коммуникаций при их укрупненной сборке, применяя при этом дополнительные жесткости для предохранения компенсаторов от деформации и от повреждения во время транспортировки, подъема и установки. По окончании монтажа временно установленные жесткости удаляют.
11.3.19 Отклонение трубопроводов от вертикали (если нет указаний в проекте) не должно превышать 2 мм на 1 м длины трубопровода.
11.3.20 При монтаже вертикальных участков трубопроводов в рабочей документации должны быть предусмотрены меры, исключающие возможность сжатия компенсаторов под действием массы вертикального участка трубопровода.
11.3.21 Окончательное закрепление трубопроводов в каждом температурном блоке при укладке на эстакадах, в каналах или в лотках должно проводиться, начиная от неподвижных опор.
11.3.22 Трубопроводы, пересекающие железнодорожные пути, автодороги, проезды и другие инженерные сооружения, следует монтировать после согласования прокладки в установленном порядке.
11.3.23 Антикоррозионную защиту и тепловую изоляцию трубопроводов до установки их в проектное положение допускается выполнять с условием обеспечения сохранности защитного покрытия при производстве последующих монтажных работ.
11.4 Особенности монтажа трубопроводов с номинальным давлением свыше 10 МПа (100 кгс/кв. см)
11.4.1 Сборочные единицы и детали трубопроводов должны соответствовать ГОСТ 22790 и другой НД. При приемке в монтаж трубопроводов и других изделий следует проверять:
- резьбовые присоединительные концы труб, деталей и арматуры - прокручиванием деталей, например фланцев;
- геометрические размеры присоединительных концов труб и соединительных деталей, арматуры, фланцев, муфт, крепежных деталей и прокладок в количестве 2% от каждой партии, но не менее 2 штук;
- соответствие количества труб, соединительных деталей, фланцев, линз, муфт, арматуры, крепежных деталей и прокладок количеству, указанному для этих партий в сопроводительной документации.
Арматура, исполнительные механизмы, применяемые в схеме контроля, управления и противоаварийной защиты технологических процессов, перед установкой должны проходить испытания на прочность и плотность основных деталей и сварных швов, герметичность относительно внешней среды, герметичность затвора и функционирование с оформлением актов или с записью в паспорте, журнале.
Требования к очистке, смазке, сборке, соосности и зазорам в разъемных соединениях трубопроводов устанавливаются в проектной или в нормативно-технической документации.
Не допускается устранять зазоры, непараллельности или несоосности между сборочными единицами или деталями путем натяжения трубопроводов.
11.4.2 Крепежные детали должны быть одной партии и должны быть затянуты с помощью устройств, обеспечивающих контроль усилия натяжения. Порядок сборки соединений и контроля усилий затяжки должен быть принят из нормативной документации.
11.4.3 В собранном фланцевом соединении шпильки должны выступать из гаек не менее чем на один шаг резьбы.
Не допускается установка шайб между фланцами и гайками. При навернутом фланце резьбовая часть присоединительного конца трубы должна выступать от торца фланца на один шаг резьбы.
11.4.4 Расстояние между фланцевыми, резьбовыми соединениями и отверстиями в стенах, перегородках, перекрытиях и других строительных конструкциях следует принимать с учетом возможности сборки и разборки соединения с применением механизированного инструмента, при этом для трубопроводов с номинальным диаметром DN 65 указанное расстояние принимают не менее 300 мм и не менее 600 мм - для трубопровода большего диаметра.
Читайте также: