Высоколегированная хромоникелевая нержавеющая сталь
Обновлено: 15.05.2024
1.1 . В зависимости от основных свойств стали и сплавы подразделяют на группы:
I - коррозионностойкие (нержавеющие) стали и сплавы, обладающие стойкостью против электрохимической и химической коррозии (атмосферной, почвенной, щелочной, кислотной, солевой), межкристаллитной коррозии, коррозии под напряжением и др.;
II - жаростойкие (окалиностойкие) стали и сплавы, обладающие стойкостью против химического разрушения поверхности в газовых средах при температурах выше 550 °С, работающие в ненагруженном или слабонагруженном состоянии;
III - жаропрочные стали и сплавы, способные работать в нагруженном состоянии при высоких температурах в течение определенного времени и обладающие при этом достаточной жаростойкостью.
1.2 . В зависимости от структуры стали подразделяют на классы:
мартенситный - стали с основной структурой мартенсита;
мартенситно-ферритный - стали, содержащие в структуре кроме мартенсита, не менее 10 % феррита;
ферритный - стали, имеющие структуру феррита, (без a « g превращений);
аустенито-мартенситный - стали, имеющие структуру аустенита и мартенсита, количество которых можно изменять в широких пределах;
аустенито-ферритный - стали, имеющие структуру аустенита и феррита (феррит более 10 %);
аустенитный - стали, имеющие структуру аустенита.
Подразделение сталей на классы по структурным признакам является условным и произведено в зависимости от основной структуры, полученной при охлаждении, сталей на воздухе после высокотемпературного нагрева. Поэтому структурные отклонения причиной забракования стали служить не могут.
1.3 . В зависимости от химического состава сплавы подразделяют на классы по основному составляющему элементу:
сплавы на железоникелевой основе;
сплавы на никелевой основе.
2 . МАРКИ И ХИМИЧЕСКИЙ СОСТАВ
2.1 . Марки и химический состав сталей и сплавов должны соответствовать указанным в табл. 1 . Состав сталей и сплавов при применении специальных методов, выплавки и переплава должен соответствовать нормам табл. 1 , если иная массовая доля элементов не оговорена в стандартах или технических условиях на металлопродукцию. Наименования специальных методов выплавки и переплава приведены в примечании 7 табл. 1 .
Массовая доля серы в сталях, полученных методом электрошлакового переплава, не должна превышать 0,015 %, за исключением сталей марок 10Х11Н23Т3МР (ЭП33), 03Х16Н15М3 (ЭИ844), 03Х16Н15М3Б (ЭИ844Б), массовая доля серы в которых не должна превышать норм, указанных в табл. 1 или установленных по соглашению сторон.
(Измененная редакция, Изм. № 5).
2.2 . В готовой продукции допускаются отклонения по химическому составу от норм, указанных в табл. 1 .
Предельные отклонения не должны превышать указанные в табл. 2 , если иные отклонения, в том числе и по элементам, не указанным в табл. 2 , не оговорены в стандартах или технических условиях на готовую продукцию.
2.3 . В сталях и сплавах, не легированных титаном, допускается титан в количестве не более 0,2 %, в сталях марок 03Х18Н11, 03Х17Н14М3 - не более 0,05 %, а в сталях марок 12Х18Н9, 08Х18Н10, 17Х18Н9 - не более 0,5 %, если иная массовая доля титана не оговорена в стандартах или технических условиях на отдельные виды стали и сплавов.
По согласованию изготовителя с потребителем в сталях марок 03Х23Н6, 03Х22Н6М2, 09Х15Н8Ю1, 07Х16Н6, 08Х17Н5М3 массовая доля титана не должна превышать 0,05 %.
2.4 . В сталях, не легированных медью, ограничивается остаточная массовая доля меди - не более 0,30 %.
По согласованию изготовителя с потребителем в стали марок 08Х18Н10Т, 08Х18Н12Т, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9, 17Х18Н9 допускается присутствие остаточной меди не более 0,40 %:
Для стали марки 10Х14АГ15 остаточная массовая доля меди не должна превышать 0,6 %.
2.5 . В хромистых сталях с массовой долей хрома до 20 %, не легированных никелем, допускается остаточный никель до 0,6 %, с массовой долей хрома более 20 % - до 1 %, а в хромомарганцевых аустенитных сталях - до 2 %.
2.6 . В хромоникелевых и хромистых сталях, не легированных вольфрамом и ванадием, допускается присутствие остаточного вольфрама и ванадия не более чем 0,2 % каждого. В стали марок 05Х18Н10Т, 08Х18Н10Т, 17Х18Н9, 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т массовая доля остаточного молибдена не должна превышать 0,5 %; для предприятий авиационной промышленности в стали марок 05Х18Н10Т, 08Х18Н10Т, 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т массовая доля остаточного молибдена не должна превышать 0,3 %. В остальных сталях, не легированных молибденом, массовая доля остаточного молибдена не должна превышать 0,3 %.
По требованию потребителя стали марок 05Х18Н10Т, 08Х18Н10Т, 12Х18Н9, 17Х18Н9, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т изготовляются с остаточным молибденом не более 0,3 %, стали марок 05Х18Н10Т, 03Х18Н11, 03Х23Н6, 08Х18Н12Б, 08Х18Н12Т, 08Х18Н10Т - не более 0,1 %.
2.6.1 . В сплавах на никелевой и железоникелевой основах, не легированных титаном, алюминием, ниобием, ванадием, молибденом, вольфрамом, кобальтом, медью, массовая доля перечисленных остаточных элементов не должна превышать норм, указанных в табл. 3 .
2.3 - 2.6.1. (Измененная редакция, Изм. № 5).
2.6.2 . (Исключен, Изм. № 5).
2.7 . В сталях и сплавах; легированных вольфрамом, допускается массовая доля остаточного молибдена до 0,3 %. По соглашению сторон допускается более высокая массовая доля молибдена при условии соответственного снижения вольфрама из расчета замены его молибденом в соотношении 2:1. В сплаве ХН60ВТ (ЭИ868) допускается остаточная массовая доля молибдена не более 1,5 %. В сплаве ХН38ВТ допускается остаточная массовая доля молибдена не более 0,8 %.
(Измененная редакция, Изм. № 3, 5).
Марка сталей и сплавов
Массовая доля элементов, %
СТАЛИ
1. Стали мартенситного класса
Бор не более 0,004
2. Стали мартенсито-ферритного класса
Бор не более 0,003
3. Стали ферритного класса
Церий не более 0,1 (расч.).
Кальций не более 0,05 (расч.)
4. Стали аустенитно-мартенситного класса
5. Стали аустенито-ферритного класса
6. Стали аустенитного класса
Бор не более 0,02
Бор не более 0,05; церий не более 0,02
Бор не более 0,03; церий не более 0,02
Бор не более 0,005; церий не более 0,03
00Х18Н10, ЭИ842, ЭП550
X 18 H 10 E , ЭП47
Не более 0,7 - 2,0
Азот 0,30 - 0,45; Бор не более 0,010
Бор не более 0,008
СПЛАВЫ
7. Сплавы на железоникелевой основе
Бор не более 0,020
Церий не более 0,05
Бор не более 0,005; азот 0,15 - 0,30
Барий не более 0,10
Церий не более 0,03
8. Сплавы на никелевой основе
Барий не более 0,10;
Бор не более 0,01; церий не более 0,02; свинец не более 0,001
Бор не более 0,01
Бор не более 0,02; церий не более 0,02
Бор не более 0,01; церий не более 0,01
Бор не более 0,01; церий не более 0,02
Бор не более 0,01; церий не более 0,025
Бор не более 0,015; церий не более 0,020
Бор не более 0,005; церий не более 0,01
Бор не более 0,01; церий 0,01
Бор 0,01 - 0,02; церий не более 0,01
Кобальт 4,0 - 6;0; бор не более 0,02; церий не более 0,02
Кобальт 11,0 - 13,0; бор не более 0,02; церий не более 0,02
Кобальт 12,0 - 16,0; бор не более 0,02
Церий не более 0,02
Свинец не более 0,001
1 . В первой графе таблицы цифра, стоящая перед тире, обозначает порядковый номер класса стали (1 - 6) или вида сплавов (7 - 8); цифры после тире обозначают порядковые номера марок в каждом из классов стали или видов сплавов.
2 . Химические элементы в марках стали обозначены следующими буквами:
А - азот В - вольфрам Д - медь М - молибден Р - бор Т - титан Ю - алюминий Х - хром Б - ниобий Г - марганец Е - селен Н - никель С - кремний Ф - ванадий К - кобальт Ц - цирконий, ч - редкоземельные элементы. Буква У в обозначении сплава марки ХН77ТЮРУ предусматривает отличие по химическому составу по массовой доле углерода, титана и алюминия от сплава марки ХН77ТЮР.
Для сплава ХН65МВУ буква У предусматривает отличие по массовой доле углерода, кремния и железа от сплава ХН65МВ.
3 . Наименование марок сталей состоит из обозначения элементов и следующих за ними цифр. Цифры, стоящие после букв, указывают среднее содержание легирующего элемента в целых единицах, кроме элементов, присутствующих в стали в малых количествах. Цифры перед буквенным обозначением указывают среднее или максимальное (при отсутствии нижнего предела) содержание углерода в стали в сотых долях процента. Букву А (азот) ставить в конце обозначения марки не допускается.
4 . Наименование марок сплавов состоит только из буквенных обозначений элементов, за исключением никеля, после которого указываются цифры, обозначающие его среднее содержание в процентах.
5 . В документации, утвержденной до введения в действие настоящего стандарта, допускается пользоваться ранее установленным обозначением марок сталей и сплавов. Во вновь разрабатываемой документации необходимо применять новое наименование. При необходимости прежнее обозначение указывают в скобках.
6 . Знак «+» означает применение стали по данному назначению; знак «++» обозначает преимущественное применение, если сталь имеет несколько применений.
7 . Стали и сплавы, полученные специальными методами, дополнительно обозначают через тире в конце наименования марки буквами: ВД - вакуумно-дуговой переплав, Ш - электрошлаковый переплав и ВИ - вакуумно-индукционная выплавка, ГР - газокислородное рафинирование, ВО - вакуумно-кислородное рафинирование, ПД - плазменная выплавка с последующим вакуумно-дуговым переплавом, ИД - вакуумно-индукционная выплавка с последующим вакуумно-дуговым переплавом, ШД - электрошлаковый переплав с последующим вакуумно-дуговым переплавом, ПТ - плазменная выплавка, ЭЛ - электронно-лучевой переплав, П - плазменно-дуговой переплав, ИШ - вакуумно-индукционная выплавка с последующим электрошлаковым переплавом, ИЛ - вакуумно-индукционная выплавка с последующим электронно-лучевым переплавом, ИП - вакуумно-индукционная выплавка с последующим плазменно-дуговым переплавом, ПШ - плазменная выплавка с последующим электрошлаковым переплавом, ПЛ - плазменная выплавка с последующим электронно-лучевым переплавом, ПП - плазменная выплавка с последующим плазменно-дуговым переплавом, ШЛ - электрошлаковый переплав с последующим электронно-лучевым переплавом, ШП - электрошлаковый переплав с последующим плазменно-дуговым переплавом, СШ - обработка синтетическим шлаком и ВП - вакуумно-плазменный переплав.
8 . Указанное в таблице количество бора, бария и церия является расчетным и химическим анализом не определяется (за исключением случаев, специально оговоренных в стандартах или технических условиях).
9 . Сплав марки ХН35ВТЮ (ЭИ787) при использовании вместо сплавов на никелевой основе поставляется с содержанием серы не более 0,010 %, фосфора - не более 0,020 %.
10 . Сталь марки 55Х20Н4АГ9 (ЭП303) допускается поставлять с ниобием в количестве 0,40 - 1,00 %; в этом случае сталь маркируют 55Х20Н4АГ9Б (ЭП303Б).
11 . Сплав марки ХН38ВТ (ЭИ703) допускается поставлять с ниобием в количестве 1,2 - 1,7 %, вместо титана; в этом случае сталь маркируют ХН38ВБ (ЭИ703Б).
12 . По соглашению сторон в стали марки 03Х18Н12-ВИ допускается содержание титана до 0,008 %.
13 . По соглашению сторон допускается уточнение химического состава сталей и сплавов.
14 . По соглашению сторон сплав марки ЭИ893 поставляется с содержанием углерода не более 0,06 %.
15 . (Исключено, Изм. № 5).
16 . Для стали марки 12Х18Н10Т, прокатываемой на полунепрерывных и непрерывных станах, содержание титана должно быть [5(С-0,02)] - 0,7 %, а отношение содержания хрома к никелю - не более 1,8.
17 . Для сплава марок ХН77ТЮРУ (ЭИ437БУ) предельное отклонение по титану плюс 0,05 %.
Для сплава марки ХН77ТЮР допускаются предельные отклонения по титану плюс 0,1 %, по алюминию плюс 0,05 %.
18 . В графе «Титан» табл. 1 в формуле определения содержания титана буква С обозначает количество углерода в стали.
19 . Для сплава марки ХН55ВМТКЮ (ЭИ929) допускается введение церия до 0,02 % по расчету.
20 . В химическом составе сплава марки Н70МФВ допускается увеличение массовой доли углерода на плюс 0,005 % и кремния на плюс 0,02 %.
(Измененная редакция, Изм. № 1, 2, 3, 5).
21 . В стали марки 10Х13Г18Д (ДИ-61) допускаются отклонения по содержанию марганца на плюс 0,5 %, хрома на плюс 0,5 % и меди на плюс 0,2 %.
(Введен дополнительно, Изм. № 5 ).
22 . По согласованию изготовителя с потребителем в сталях марок 12Х18Н9, 17Х18Н9, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т, 08Х18Н10Т и 08Х18Н12Т установить массовую долю фосфора не более 0,040 %.
Высоколегированная хромоникелевая нержавеющая сталь

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
СТАЛИ ВЫСОКОЛЕГИРОВАННЫЕ И СПЛАВЫ
КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ
High-allоу steels аnd соrrosion-рrооf, heat-resisting
and hеаt trеаtеd аllоуs. Grades
____________________________________________________________________
Текст Сравнения ГОСТ 5632-2014 с ГОСТ 5632-72 см. по ссылке.
- Примечание изготовителя базы данных.
____________________________________________________________________
Дата введения 1975-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
И.Н.Голиков, д-р техн. наук (директор института), А.П.Гуляев, д-р техн. наук (руководитель работы), А.С.Каплан, канд. техн. наук (руководитель работы), О.И.Путимцева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 27.12.72 N 2340
3. СТАНДАРТ РАЗРАБОТАН с учетом требований международных стандартов ИСО 683-13-85, ИСО 683-15-76, ИСО 683-16-76, ИСО 4955-83
Обозначение НТД, на который дана ссылка
Номер пункта, подпункта, перечисления, приложения
5. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ИЗДАНИЕ (ноябрь 1990 года) с Изменениями N 1, 2, 3, 4, 5, утвержденными в августе 1975 года, августе 1979 года, июне 1981 года, октябре 1986 года, июне 1989 года (ИУС 9-75, 10-79, 9-81, 12-86, 10-89), Поправками (ИУС 5-92, 7-93, 11-2001)
ВНЕСЕНЫ поправки, опубликованные в ИУС N 3, 2007 год, ИУС N 1, 2009 год
Поправки внесены изготовителем базы данных
Настоящий стандарт распространяется на деформируемые стали и сплавы на железоникелевой и никелевой основах, предназначенные для работы в коррозионно-активных средах и при высоких температурах.
К высоколегированным сталям условно отнесены сплавы, массовая доля железа в которых более 45%, а суммарная массовая доля легирующих элементов не менее 10%, считая по верхнему пределу, при массовой доле одного из элементов не менее 8% по нижнему пределу.
К сплавам на железоникелевой основе отнесены сплавы, основная структура которых является твердым раствором хрома и других легирующих элементов в железоникелевой основе (сумма никеля и железа более 65% при приблизительном отношении никеля к железу 1:1,5).
К сплавам на никелевой основе отнесены сплавы, основная структура которых является твердым раствором хрома и других легирующих элементов в никелевой основе (содержания никеля не менее 50%).
Стандарт разработан с учетом требований международных стандартов ИСО 683-13, ИСО 683-15, ИСО 683-16, ИСО 4955.
1. КЛАССИФИКАЦИЯ
1.1. В зависимости от основных свойств стали и сплавы подразделяют на группы:
I - коррозионно-стойкие (нержавеющие) стали и сплавы, обладающие стойкостью против электрохимической и химической коррозии (атмосферной, почвенной, щелочной, кислотной, солевой), межкристаллитной коррозии, коррозии под напряжением и др.;
III - жаропрочные стали и сплавы, способные работать в нагруженном состоянии при высоких температурах в течение определенного времени и обладающие при этом достаточной стойкостью.
1.2. В зависимости от структуры стали подразделяют на классы:
мартенситно-ферритный - стали, содержащие в структуре, кроме мартенсита, не менее 10% феррита;
ферритный - стали, имеющие структуру феррита (без превращений);
аустенито-ферритный - стали, имеющие структуру аустенита и феррита (феррит более 10%);
Подразделение сталей на классы по структурным признакам является условным и произведено в зависимости от основной структуры, полученной при охлаждении сталей на воздухе после высокотемпературного нагрева. Поэтому структурные отклонения причиной забракования стали служить не могут.
1.3. В зависимости от химического состава сплавы подразделяют на классы по основному составляющему элементу:
2. МАРКИ И ХИМИЧЕСКИЙ СОСТАВ
2.1. Марки и химический состав сталей и сплавов должны соответствовать указанным в табл.1. Состав сталей и сплавов при применении специальных методов выплавки и переплава должен соответствовать нормам табл.1, если иная массовая доля элементов не оговорена в стандартах или технических условиях на металлопродукцию. Наименования специальных методов выплавки и переплава приведены в примечании 7 табл.1.
РУКОВОДЯЩИЙ ТЕХНИЧЕСКИЙ МАТЕРИАЛ
СВАРКА АВТОМАТИЧЕСКАЯ И РУЧНАЯ
ХИМНЕФТЕАППАРАТУРЫ ИЗ ВЫСОКОЛЕГИРОВАННЫХ ХРОМОНИКЕЛЕВЫХ
И ХРОМОНИКЕЛЬМОЛИБДЕНОВЫХ КОРРОЗИОННОСТОЙКИХ СТАЛЕЙ
Дата введения 1985-05-01
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ письмом Министерства химического и нефтяного машиностроения от 13 сентября 1984 г. N 11-10-4/999
Б.П.Калинин, В.А.Крошкин, М.А.Люлько, Е.Х.Павлова, В.М.Лейбзон (ВНИИПТхимнефтеаппаратуры), Л.М.Бронштейн, Ю.Н.Семенов (ПО "Волгограднефтемаш"), В.И.Логвинов, Ю.А.Цыганов (НИИхиммаш)
СОГЛАСОВАН с СКТБхиммашем
Настоящий руководящий технический материал устанавливает требования к автоматической и ручной сварке из высоколегированных коррозионностойких сталей и обязателен для всех предприятий, НПО и ПО Минхиммаша.
1. ОСНОВНЫЕ МАТЕРИАЛЫ
1.1. Общие требования
1.1.1. Коррозионностойкие материалы (листы, сортовой прокат, трубы, поковки) должны храниться в помещениях закрытых или под навесами, в условиях, исключающих их загрязнение, механические повреждения и контакт с другими видами сталей и цветными металлами.
1.1.2. Заготовки и детали, подлежащие сварке, должны иметь маркировку, позволяющую установить марку материала, номер плавки, а при необходимости также номер листа.
1.1.3. На заводе-изготовителе сосудов и аппаратов материалы до запуска в производство должны быть приняты отделом технического контроля.
При приемке проверяются:
соответствие стали условиям заказа и требованиям стандартов или технических условий и данным сертификата;
соответствие маркировки проката данным сертификата;
качество поверхности проката, которое должно удовлетворять требованиям стандартов или технических условий.
1.1.4. При отсутствии сопроводительных сертификатов на материалы, предназначенные для изготовления ответственной химнефтеаппаратуры, их испытание надлежит производить на заводе-изготовителе сосудов и аппаратов до запуска в производство в соответствии с требованиями стандартов или технических условий на поставку материала и требованиями технических условий на изделие.
1.1.5. В случае отсутствия в сопроводительных сертификатах на материалы отдельных показателей характеристик, регламентированных требованиями стандартов и технических условий, завод-изготовитель до запуска в производство должен провести дополнительные испытания материалов.
1.1.6. Сварочные материалы, предназначенные для выполнения сварных соединений, к которым предъявляются требования по стойкости против межкристаллитной коррозии (МКК), должны быть испытаны на склонность к МКК по ГОСТ 6032-75.
1.1.7. Сварочные материалы, предназначенные для сварки изделий, работающих при температуре выше 350 °С (кроме изделий, изготавливаемых из стабильноаустенитных сталей), при отсутствии сертификатных или паспортных указаний подвергаются контролю на содержание ферритной фазы в металле шва или наплавленном металле.
1.1.8. Резку коррозионностойких сталей и обработку кромок под сварку производить преимущественно механическими способами.
В случае применения термической резки на кромках должен быть удален механическим способом слой металла на глубину не менее 0,8 мм от максимальной неровности (впадины) с учетом требований ГОСТ 14792-80.
1.2. Основные материалы, классификация высоколегированных коррозионностойких сталей
1.2.1. В зависимости от структурного состояния и характеристик свариваемости коррозионностойкие высоколегированные стали и сплавы, предусмотренные настоящим РТМ, подразделяются на следующие группы:
1-я группа - аустенитные стали (аустенитного класса с содержанием небольшого количества ферритной фазы или без нее), свариваемые с обеспечением в металле шва ферритной фазы 2-10%;
2-я группа - стабильноаустенитные стали и сплавы, сварка которых производится с обеспечением структуры без ферритной фазы;
3-я группа - аустенитно-ферритные (двухфазные) стали, содержащие равное количество аустенитной и ферритной фазы (по 50%), но не менее 10% феррита;
4-я группа - ферритные стали, содержащие только ферритную фазу (отдельные марки, например 08Х13, могут содержать небольшое количество аустенита и мартенсита до 10%).
Примечание. Классификация по содержанию других дефицитных элементов (молибдена, меди и т.п.) не является необходимой, так как их введение в сталь однозначно определяется коррозионными характеристиками сред.
1.2.3. Принадлежность марок сталей и сплавов, рассмотренных в настоящем РТМ, к различным группам представлена в табл.1.
Большая Энциклопедия Нефти и Газа
Высоколегированные хромоникелевые стали , а также легированные и другими элементами применяются для жаропрочных, жаростойких и антикоррозионных отливок. При производстве массивных отливок должно быть С 0 08 - т - 0 16 %, иначе в толстых сечениях даже после закалки в воде могут оставаться карбиды. [1]
Высоколегированные хромоникелевые стали с 3 - 4 % Ni ( типа 12ХНЗА, 12Х2Н4А) применяются в значительно меньших масштабах. [2]
Высоколегированные хромоникелевые стали устойчивы в азотной кислоте при концентрации не выше 80 % и температуре до 70 С. В серной и соляной кислотах эти стали неустойчивы. Органические кислоты при комнатной температуре не действуют на хромоникелевые стали; в других органических средах в большинстве случаев сталь также устойчива. [3]
Высоколегированные хромоникелевые стали применяют для условий, в которых низко - и среднелегированные стали не проявляют достаточной тепло - и водородостойкости. [4]
Высоколегированные хромоникелевые стали устойчивы в азотной кислоте при концентрации не выше 80 % и температуре до 70 С. В серной и соляной кислотах эти стали неустойчивы. Органические кислоты при комнатной температуре не действуют на хромоникелевые стали; в других органических средах в большинстве случаев сталь также устойчива. [5]
Высоколегированные хромоникелевые стали делятся по составу и применению на кислотоупорные и жароупорные. Кислотоупорная сталь содержит 0 08 - 0 25 % С, 18 - 22 % Сг, 7 - 9 % Ni, 0 8 - 1 0 % Si и 0 4 - 0 6 % Мп. Высокая антикоррозионность этой стали достигается после ее закалки в воде с температуры 1000 - 1050 С. Такая термическая обработка обеспечивает полное растворение имеющихся в литом состоянии карбидов ц получение чисто аустенятной структуры. [6]
Высоколегированные хромоникелевые стали даже при отсутствии дополнительного легирования малыми количествами кар-бидообразующих элементов ( молибден, титан, ниобий и др.) чаще всего не являются однородными аустенитными, а после горячей или холодной прокатки содержат в различных количествах феррит и карбиды. Эти фазы аустенитной стали могут присутствовать одновременно. Наличие феррита и карбидов в аустенитной стали заметно сказывается на свойствах. Часто эти фазовые составляющие снижают коррозионную стойкость сталей, а также отрицательно сказываются на ее пластичности и ударной вязкости. Для получения однофазного аустенитного состояния стали подвергают аустенитизации. [7]
Высоколегированные хромоникелевые стали и сплавы сильно окисляются водяным паром, который при очень высоких температурах частично диссоциирует на водород и кислород. [8]
Нержавеющая высоколегированная хромоникелевая сталь 08Х18Н12Т содержит до 0 08 % углерода ( включительно), около 18 % хрома, около 12 % никеля и менее 1 % титана. [9]
Первоначально высоколегированные хромоникелевые стали появились как коррозионно-стойкие, кислотостойкие, когда было установлено, что легирование стали более 6 % Ni резко повышает электрохимический потенциал, а одновременное присутствие свыше 12 % Сг способствует проявлению защитных свойств окис-ной пленки, образующейся на поверхности металла. Хром также оказывает определенное положительное влияние на сдвиг в положительную сторону электрохимического потенциала стали. [10]
Сварка высоколегированных хромоникелевых сталей аустенитного класса имеет специфические особенности, связанные с их физическими свойствами - высоким коэффициентом термического расширения, пониженной теплопроводностью, высоким электросопротивлением. Эти стали проявляют повышенную чувствительность к термическому циклу, требуя минимального тепловложения при сварке. [12]
К высоколегированным хромоникелевым сталям относятся стали аустенитного, аустенитно-мартенсито-вого и аустенитно-ферритного классов. Высоколегированные аустенитные сплавы на железоникелевой или никелевой основе являются устойчиво аустенитными и не меняют структуры при нагревании и охлаждении на воздухе. Эти стали и сплавы широко применяются в различных конструкциях, работающих в тяжелых условиях высоких и низких температур. Жаропрочные стали, легированные элементами-упрочнителями - вольфрамом и молибденом, способны длительно выдерживать большие нагрузки в условиях высоких температур. Жаростойкие стали устойчивы против химического разрушения поверхности в газовых агрессивных средах при температурах 1100 - 1150 С. Эти стали и сплавы содержат мало вредных примесей, поэтому основными задачами при сварке являются хорошая защита расплавленного металла от воздуха и применение электродов со стержнем аустенитной структуры и покрытием основного типа. [13]
В реальных высоколегированных хромоникелевых сталях , содержащих углерод и другие элементы, фазовое состояние как при нагреве, так и после охлаждения может быть более сложным, но во всех случаях свойства обеспечивает наличие полностью или преимущественно аустенитной структуры сплава в условиях эксплуатации. [14]
При сварке высоколегированных хромоникелевых сталей следует учитывать их низкую теплопроводность. Это обстоятельство способствует более интенсивному нагреву и расплавлению основного металла и повышает коэффициент плавления присадочной проволоки. Поэтому сварка этих сталей ведется на пониженных - режимах. [15]
Нержавеющие хромоникелевые (аустенитные) стали.
Нержавеющие стали в составе которых железо, хром и никель - это важнейшая категория специальных конструкционных материалов, которая нашла применение во многих отраслях промышленности. В этой статье речь пойдет об одном из видов нержавеющей стали - хромоникелевых имеющих аустенитную структуру. И немного о свойствах и применении нержавеющей стали 12Х18Н10Т.
Коррозия и ее особенности.
Я заметил, что описывая качества нержавеющих сталей и отмечая их нужность и полезность для промышленности, до сих пор не акцентировал внимание на том почему они так важны. Основное свойство нержавеющих сталей - способность противостоять коррозии, поэтому несколько слов о том, что это такое.
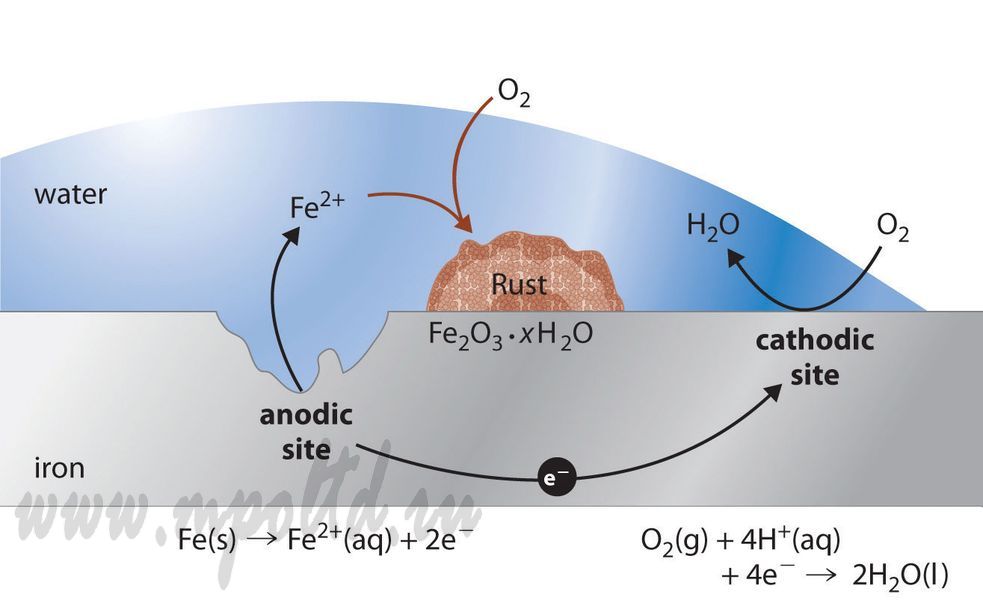
Коррозия - это процесс разрушения поверхности металлов в результате чисто химического или электрохимического воздействия внешней среды, как правило агрессивной. В общем случае коррозия металла сопровождается образованием на поверхности продуктов разрушения, таких как ржавчина, но бывают и разрушения без внешних проявлений. Интенсивность коррозии зависит от свойств металла и степени агрессивности окружающей среды.
Коррозия это довольно широкое понятие и характеризуется по различным проявлениям:
- сплошная (равномерная) коррозия, когда разрушению подвергается вся поверхность металла;
- точечная (местная, щелевая, питтинговая) коррозия, когда разрушаются отдельные участки поверхности металла;
- межкристаллитная коррозия, когда коррозия распространяется в глубь изделия по границам зерен;
- коррозия под напряжением (коррозионное растрескивание), когда на поверхности металла развиваются трещины вследствие одновременного воздействия растягивающих напряжений и агрессивной среды.
Отдельный вид - электрохимическая коррозия, когда к чисто химическим процессам взаимодействия металла и окружающей среды, добавляются электрохимические процессы на границе раздела. Это самый разрушительный вид коррозии.
В процессе электрохимической коррозии разрушение металлов происходит под воздействием электролитов и сопровождается переходом атомов. На практике чаще всего электролитами выступают водные растворы солей, кислот и щелочей. Таким образом интенсивному разрушению электрохимической коррозией подвергаются металлические емкости, трубопроводы, детали машин и части сооружений находящиеся в контакте с морской и речной водой, а также грунтовыми водами.
Из теории электрохимической коррозии следует, что наибольшую устойчивость имеют очень чистые металлы. Но в жизни использование чистых металлов практически невозможно, поэтому возникает необходимость обеспечения однородной структуры твердого раствора в сплавах.
Повышенная стойкость против равномерной коррозии в широкой гамме коррозионно-активных сред различной степени агрессивности - отличительная особенность нержавеющих сталей и сплавов. Многие виды нержавеющие стали кроме того обладают стойкостью против межкристаллитной и точечной коррозии и коррозионного растрескивания.
Общее о хромоникелевых нержавеющих сталях.
Основные легирующие элементы, придающие хромоникелевой стали коррозионную стойкость в окислительных средах это Cr (хром) и Ni (никель). Хром способствует образованию на поверхности нержавеющей стали защитной плотной пассивной пленки окисла Сr2O3. Необходимая для придания коррозионной стойкости нержавеющей стали концентрация хрома в сталях этой группы составляет 18%.
Никель относится к металлам находящимся или легко переходящим в так называемое "пассивное" состояние. В пассивным состоянии металл или сплав обладает повышенной коррозионной стойкостью в агрессивной среде. Хотя, конечно, эта способность никеля меньше чем у хрома или молибдена.
Хром и железо в сплаве образуют твердый раствор, а никель в количестве 9—12%, кроме того, способствует формированию аустенитной структуры. Благодаря аустенитной структуре хромоникелевые нержавеющие стали отличаются высокой технологичностью при горячей и холодной деформациях и стойкостью при низких температурах.
В нашей стране наиболее распространены марки хромоникелевых нержавеющих сталей: 12Х18Н10Т, 08Х18Н10Т (ЭИ914), 08Х18Н10, 12Х18Н9Т, 03Х18Н11, 12Х18Н12Т, 08Х18Н12Б (ЭИ402), 02Х18Н11, 03Х19АГ3Н10.
Эти нержавеющие стали обладают коррозионной стойкостью во многих окисляющих средах при различной концентрации и в широком диапазоне температур. Они так же обладают жаростойкостью и жаропрочностью, но при умеренных температурах.
Стойкость нержавеющей стали против межкристаллитной коррозии
Способность сопротивляться межкристаллитной коррозии у хромоникелевых аустенитных нержавеющих сталей в первую очередь зависит от содержания углерода в твердом растворе. Углерод способствует выделению в твердом растворе карбидных фаз, тем самым способствую ускорению проявления межкристаллитной коррозии с повышением температуры.

Хромоникелевые аустенитные нержавеющие стали при выдержке в интервале 750-800 ºС теряют способность сопротивляться межкристаллитной коррозии:
- при содержании углерода 0,084 % — в течение 1 минуты;
- при содержании углерода 0,054 % — в течение 10 минут;
- при содержании углерода 0,021 5 – через более чем 100 минут.
Содержание азота в составе хромоникелевых аустенитных нержавеющих сталей так же оказывают влияние на склонность к межкристаллитной коррозии, но в значительно меньшей степени. наличие азота в составе может быть даже полезно для повышения прочности.
Повышение концентрации никеля в составе хромоникелевых аустенитных нержавеющих сталей способствует снижению растворимости углерода, но отрицательно влияет на ударную вязкость хромоникелевой стали после отпуска и способствует межкристаллитной коррозии.
Растворимость углерода в твердом растворе хромоникелевых аустенитных нержавеющих сталей происходит и при увеличении содержания хрома. В этом случае так же происходит снижение ударной вязкости стали, но при этом стойкость против межкристаллитной коррозии возрастает.
Закалка аустенитных хромоникелевых сталей.
Углерод в составе аустенитных хромоникелевых нержавеющих сталей без добавок титана и ниобия влияет на температуру закалки стали. При закалке требуется произвести нагрев стали выше температуры растворения карбидов хрома, последующее быстрое охлаждение предназначено фиксировать однородность твердого раствора. Таким образом при увеличении содержания углерода требуется большая температура нагрева под закалку. В целом интервал температуры нагрева при закалке аустенитных хромоникелевых нержавеющих сталей составляет от 900 до 1100 ºС.
Длительная выдержка аустенитных хромоникелевых нержавеющих сталей при достижении температуры закалки не требуется. Для листовой нержавеющей стали общее время нагрева до 1000-1050 ºС и выдержки составляет 1-3 минуты на 1 мм толщины листа.
А вот охлаждение должно быть быстрым. Для аустенитных хромоникелевых нержавеющих сталей с содержанием углерода более 0,03 %, относящихся к "нестабилизированным" применяют охлаждение в воде. Нержавеющие стали с меньшим содержанием углерода и имеющие небольшие сечения можно охлаждать на воздухе.
Нержавеющая сталь 12Х18Н10Т применение, свойства.
Сталь 12Х18Н10Т отличный пример хромоникелевой аустенитной нержавеющей стали, широко применяемой при производстве сварных конструкций. Она может работать в контакте с азотной кислотой и другими сильными окислителями; в некоторых органических кислотах средней концентрации, органических растворителях, атмосферных условиях и т.д. Это емкости, теплообменники, а так же сварные конструкций в криогенной технике (до —269 °С).

Примеры использования нержавеющей стали 12Х18Н10Т:
- прокат кованый круглый, квадратный, шестигранный
- лист толстый;
- лист тонкий;
- лента холоднокатаная;
- трубы бесшовные горячедеформированные;
- трубы бесшовные холодно- и теплодеформированные;
- проволока;
- профили стальные фасонные.
Коррозионная стойкость нержавеющей стали 12Х18Н10Т против межкристаллитной коррозии определяется при испытании по методам AM и АМУ ГОСТ 6032-89 с продолжительностью выдержки в контрольном растворе соответственно 24 и 8 ч. Испытания проводят после провоцирующего нагрева при 650 °С в течение 1 ч.
При непрерывной работе нержавеющая сталь 12Х18Н10Т устойчива против окисления на воздухе и в атмосфере продуктов сгорания топлива при температуре до 900 °С. Нержавеющая сталь 12Х18Н10Т обладает достаточно высокой жаростойкостью при температурах 600-800 °С.
Нержавеющая сталь 12Х18Н10Т обладая хорошей технологичностью может подвергаться значительным пластическим деформациями. Температурный интервал обработки нержавеющей стали 12Х18Н10Т давлением составляет 1180-850 °С, скорость нагрева и охлаждения не лимитируется. В холодном состоянии допускают высокие степени пластической деформации.
Сварка нержавеющей стали 12Х18Н10Т
Основной проблемой при сварке аустенитных нержавеющих сталей является прокаливание, которое вызывает в них структурные изменения, приводящие к снижению стойкости против межкристаллитной коррозии.
Для снижения подобных рисков в состав хромоникелевых нержавеющих сталей вводят титан или ниобий. Легированные титаном нержавеющие стали хорошо свариваются, при условии исключения последующей термообработки.
Хромоникелевая нержавеющая сталь 12Х18Н10Т хорошо сваривается всеми видами ручной и автоматической сварки. Электросварку можно производить контактной сваркой, сваркой неплавящимся вольфрамовым электродом в защитной среде аргона, полуавтоматической сваркой в защитной среде из смеси аргона с углекислым газом, сваркой отдельными, покрытыми электронами.
Для обычной автоматической сварки под флюсами АН-26, АН-18 и аргонодуговой сварки используют специальную проволоку для сварки "нержавейки", например Св-08Х19Н10Б, Св-04Х22Н10БТ, Св-05Х20Н9ФБС и Св-06Х21Н7БТ.
Для ручной сварки нержавеющей стали используют электроды для "нержавейки" типа ЭА-1Ф2 марок ГЛ-2, ЦЛ-2Б2, ЭА-606/11 с проволокой Св-05Х19Н9ФЗС2, Св-08Х19Н9Ф2С2 и Св-05Х19Н9ФЗС2. Это обеспечивает стойкость шва против межкристаллитной коррозии. Сварочные электроды для "нержавейки" обычно короче, чем электроды для обычной стали, так как их электрическое сопротивление выше.
Так же возможно сваривание деталей из нержавеющей стали и обычной стали, но в этом случае необходимо использовать т.н. "переходные" электроды. В этом случае требуется, чтобы металл сварочного шва был из нержавейки, поэтому и используются переходные электроды, содержащие повышенное содержание легирующих элементов.
Особую маркировку имеют сварочные электроды, предназначенные для сварки нержавеющей стали, предназначенной для использования в пищевой промышленности. Применение правильных сварочных материалов обеспечивает сохранность высоких коррозионных свойств как против общей, так и межкристаллитной коррозии.
Читайте также: