Закаленная сталь имеет структуру
Обновлено: 15.05.2024
Внимательно всмотревшись в излом металла, ясно можно увидеть, что он представляет собой нагромождение (совокупность) отдельных кристаллов (зерен), крепко сцепленных между собой. Мельчайшей частицей металла, как и всякого другого вещества, является атом. В элементарных ячейках, из которых состоят кристаллы железа, атомы расположены в определенном порядке. Это расположение изменяется в зависимости от температуры нагрева. При любой температуре ниже 910° атомы в ячейках кристаллов располагаются в виде куба, образуя так называемую кристаллическую решетку альфа-железа. В этом кубе восемь атомов расположены в углах решетки и один в центре.
При нагреве свыше 910° происходит перегруппировка атомов и кристаллическая решетка представляет собою форму куба с четырнадцатью атомами; условно ее называют решеткой гамма-железа. При температуре 1390° решетка гамма-железа перестраивается в решетку с девятью атомами, носящую название дельта-железо. Эта решетка отличается от решетки альфа-железа несколько большим расстоянием между центрами атомов и сохраняется до момента расплавления железа, т. е. до 1535° (Рис. 1).
Перестройка кристаллической решетки при медленном охлаждении происходит в обратном порядке: дельта-железо при 1390° превращается в гамма-железо, а гамма-железо при 898° превращается в альфа-железо.
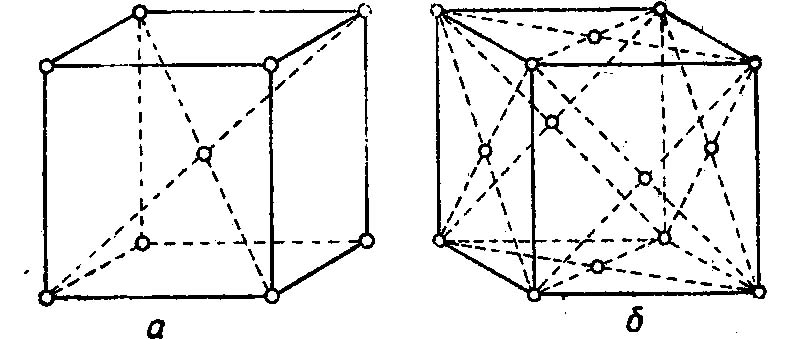
Рис. 1. Строение кристаллической решетки: а — альфа и дельта железа; б — гамма железа.
Критические точки превращения
На рис.2 показаны кривые охлаждения и нагревания чистого железа. Как видно из этих кривых, в процессе перестройки одной решетки в другую, а также при расплавлении и затвердевании железа происходят температурные остановки, являющиеся результатом выделения дополнительного количества тепла при охлаждении и поглощении дополнительного количества тепла при нагревании.
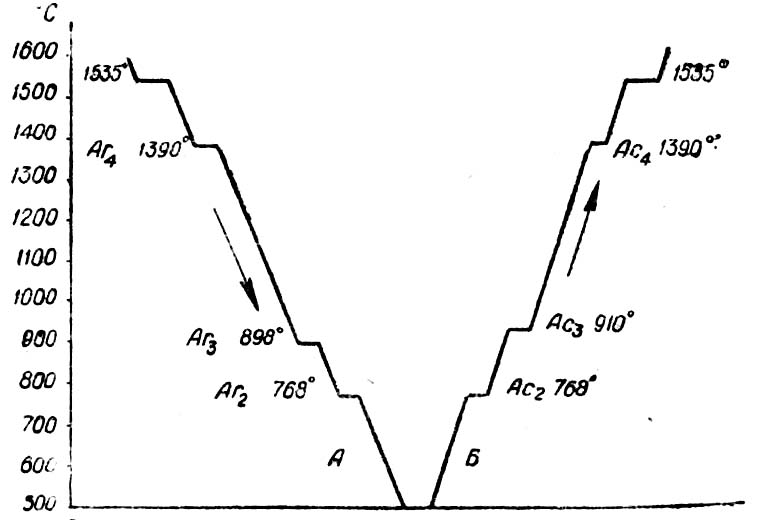
Рис. 2. Кривые охлаждения и нагрева чистого железа.
Температурные остановки, при которых происходят перестройки решеток, называются критическими температурами или критическими точками и обозначаются Аrпри охлаждении и Ас при нагревании. В точках Аr2и Ас2,не происходит перестройка атомной решетки, а изменяются магнитные свойства железа. При температуре выше 768° железо теряет способность притягиваться магнитом. При очень малой скорости нагревания и охлаждения критические точки А с3и Аr3не совпадают друг с другом на 12°. При увеличении скорости охлаждения несовпадение критических точек увеличивается, так как температура значительно снижается и железо переохлаждается. Это явление, носит название гистерезис.
При нагревании и охлаждении стали происходит также перестройка атомной решетки, но температуры критических точек не постоянны. Они зависят от содержания углерода и легирующих примесей в стали, а также от скорости нагревания и охлаждения.
На рис. 3 представлена диаграмма состояния углеродистой стали при медленном охлаждении и нагревании.
Рис.3. Диаграмма состояния углеродистых сталей.
Структура стали
Структурой стали называется внутреннее ее строение. Углерод в стали находится в виде химического соединения с железом, и это соединение называется — цементит. Кроме цементита, в стали имеется феррит, представляющий собой почти чистое железо. В зависимости от содержания углерода большая или меньшая часть феррита находится в механической смеси с цементитом, образуя новую структуру — перлит. Если небольшой кусок металла прошлифовать, отполировать и протравить в специальном реактиве, то под микроскопом можно различить структуры. Ниже приводится описание структур железоуглеродистых сплавов.
Аустенит представляет собою твердый раствор углерода и других элементов в гамма-железе. Наибольшее содержание углерода, которое может раствориться в ау-стените — это 2%. Аустенит образуется при затвердевании жидкой стали и при нагреве твердой стали выше критических температур.
В обычных сталях аустенит устойчив только лишь при температуре выше критических точек. При охлаждении, даже самом быстром, с этих температур аустенит превращается в другие структуры. При комнатной температуре аустенит полностью сохраняется в ряде марок нержавеющих сталей, в высокомарганцовистой стали и в незначительном количестве остается при закалке некоторых марок инструментальной и конструкционной сталей.
Аустенит мягок, пластичен, тягуч, мало упруг. Твердость его по Бринелю находится в пределах 170—220.
Аустенит немагнитен, обладает невысокой электропроводностью.
Феррит представляет собой твердый раствор углерода и других элементов в альфа-железе. Наибольшее содержание углерода, которое может раствориться в феррите, это 0,04%. Феррит устойчив при температурах ниже критической точки AC1. Он выделяется из аустенита при медленном охлаждении последнего ниже A6i. Феррит мягок, сильно тягуч. Твердость HB= 60—100. Феррит магнитен до 768°. Свыше этой температуры он теряет магнитные свойства.
Цементит представляет собой химическое соединение железа с углеродом Fe3C—карбид железа. Цементит содержит углерода 6,67%. Выделяется из жидкого и твердого раствора при медленном охлаждении. Цементит весьма тверд и хрупок. Твердость его НB= 800—820. Он магнитен до 210°. Выше этой температуры цементит теряет магнитные свойства.
Перлит представляет собой механическую смесь феррита и цементита. Он образуется из аустенита при медленном его охлаждении. Температура превращения аустенита в перлит 723°С. При весьма медленном переходе через эту температуру цементит образуется в виде зерен (глобулей), и тогда перлит называется зернистым. При более быстром охлаждении цементит приобретает форму пластинок, и такой перлит называется пластинчатым. При весьма быстром охлаждении в результате значительного переохлаждения аустенита вместо перлита получаются другие структуры, о которых речь будет ниже.
Перлит магнитен, прочен и пластичен. Твердость его находится в пределах от 160 до 230 кг/мм 2 по Бринелю. При обработке резанием наиболее чистую поверхность дает структура зернистого перлита.
Мартенсит образуется в результате весьма быстрого охлаждения (закалки) аустенита. При быстром охлаждении успевает произойти перестройка кристаллической решетки гамма-железа в решетку альфа-железа, выделение же углерода в карбид железа не успевает произойти, и он весь остается растворенным в решетке альфа-железа. Так как нормально альфа-железо может растворить в себе не более 0,04% углерода, то такой раствор называют пересыщенным. Он отличается весьма большой твердостью (свыше Rc= 60) и хрупкостью. Следует указать, что решетка альфа-железа, получающаяся в результате закалки, имеет искаженную форму. Так, размеры ее граней не одинаковы — в одном направлении они удлинены за счет других (см. рис. 4). Такая решетка называется тетрагональной. Чем больше в стали углерода, тем больше тетрагональность решетки и тем более велики внутренние напряжения. При нагревании до температур 100—200° тетрагональность мартенсита уменьшается, форма кристаллической его решетки приближается к форме правильного куба, и вместе с этим уменьшаются внутренние напряжения. Мартенсит магнитен.
Рис. 4. Строение кристаллической решетки стали, закаленной на мартенсит.
Троостит представляет собой высокодисперсную (мелкораздробленную) смесь феррита и карбидов. Он образуется при охлаждении аустенита с замедленной против закалки скоростью или в результате нагрева (отпуска) мартенсита в пределах 250—400°.
При нагреве закаленной стали происходит постепенное выделение углерода из кристаллической решетки с образованием карбидов. Троостит менее прочен, более пластичен, чем мартенсит. Твердость его НB330—400. При охлаждении аустенита в горячих средах в интервале 250—400° (изотермическое превращение аустенита) происходит образование игольчатого троостита, несколько более прочного, чем обычный троостит.
Сорбит представляет собой дисперсную смесь феррита и карбидов. Он образуется при охлаждении аустенита с небольшой скоростью или при нагреве (отпуске) мартенсита до 400—650°. Карбиды сорбита более крупные, чем троостита. Сорбит пластичен, вязок и магнитен. Твердость НВ 270—320.
Ледебурит представляет собой эвтектическую смесь аустенита и цементита. Он содержит углерода 4 3% Образуется ледебурит при затвердевании жидкого сплава с содержанием углерода свыше 2%. Ледебурит хрупок.
На рис. 5. представлены фотоснимки структур стали с различным содержанием углерода.
Структура стали с содержанием углерода 0,83% состоит из сплошного перлита и называется эвтектоидной; при меньшем содержании углерода структура стали состоит из перлита и феррита и носит название доэвтектоидной, а при большем содержании углерода — из перлита и цементита и называется заэвтектоидной. Температура 723°, при которой перлит переходит в аустенит, также называется критической и обозначается Ас.
Для того чтобы доэвтектоидную и эвтектоидную сталь полностью отжечь, нормализовать или закалить, их нужно нагреть до такой температуры, при которой они перешли бы в аустенитное состояние.
Рис. 5. Микроструктура отожженной углеродистой стали:
а - с содержанием углерода -0,1%
б - с содержанием углерода -0,85%
в - с содержанием углерода -1,1%
Превращения, происходящие в стали при нагревании
По диаграмме на рис. 3 можно проследить за изменениями структуры трех разных марок стали при нагревании:
- Сталь с содержанием углерода 0,83%. Структура стали представляет собой перлит. При температуре 723° в точке Aс1 перлит переходит в аустенит.
- Сталь с содержанием углерода 0,4%. Структура стали представляет собой перлит и феррит. При температуре 723° в точке К1 перлит переходит в аустенит, и по мере повышения температуры происходит растворение свободного феррита в аустените. При пересечении линии GS в точке К2 закончится растворение феррита и структура будет полностью состоять из аустенита. Для этой стали точка К1на диаграмме будет нижней критической точкой Ас1,а К2— верхней критической точкой Ас1,.
- Сталь с содержанием углерода 1,2%. Структура стали представляет собой перлит и цементит. При температуре 723° в точке Pi перлит переходит в аустенит, и при дальнейшем повышении температуры происходит постепенное растворение цементита в аустените. При пересечении линии SEв точке Р2 это растворение закончится. Для этой стали точка Р1 явится нижней критической точкой Ас1, а точка Ρ2 — верхней критической точкой, которая для заэвтектоидных сталей обозначается Асm.
Линия на диаграмме, обозначенная буквами GS, соответствует окончанию растворения феррита в аустените в доэвтектоидных сталях, а линия SE соответствует окончанию растворения цементита в аустените в заэвтектоидных сталях.
Следует указать, что заэвтектоидные стали при операциях термической обработки не нагревают выше линии Аcт(такая высокая температура нагрева приведет к перегреву и ухудшению свойств стали), а ограничиваются нагревом выше первой критической точки ACl, что полностью обеспечивает получение необходимых свойств.
Превращения, происходящие в стали при медленном охлаждении
В сталях, нагретых до аустенитного состояния, при весьма медленном охлаждении произойдут обратные превращения, а именно:
а) в стали с содержанием углерода 0,83% аустенит превратится в перлит;
б) в стали с содержанием углерода 0,4% сначала из аустенита начнет выделяться феррит, а затем в районе температуры 700° оставшийся аустенит превратится в перлит и
в) в стали с содержанием углерода 1,2% сначала из аустенита выделится цементит, а затем в районе температуры 700° оставшийся аустенит превратится в перлит.
Даже при весьма медленном охлаждении температура распада аустенита не совпадает с теми температурами, при которых аустенит образовался при нагревании. Чем скорость охлаждения больше, тем больше становится гистерезис, т. е. разница между критическими температурами (точками) при нагревании и охлаждении.
Превращения, происходящие в стали при быстром охлаждении
Как указывалось выше, при быстром охлаждении не успевает произойти превращение аустенита в перлит с выделением избыточного феррита или цементита, а в зависимости от скорости охлаждения аустенит превращается в новые структуры - мартенсит, троостит или сорбит. Сталь с этими структурами отличается от сталей со структурами перлита и феррита повышенной твердостью, прочностью и уменьшенной пластичностью. Если углеродистую сталь, нагретую выше критических температур, охладить очень быстро, то аустенит превратится в мартенсит и это превращение начнется лишь при температуре около 200°. При несколько меньшей скорости охлаждения образуется структура троостит, а при еще меньшей — сорбит.
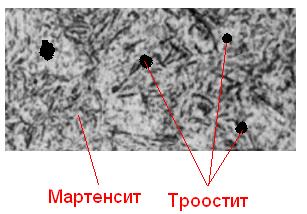
В производственных условиях при охлаждении углеродистой инструментальной стали в воде образуется мартенсит, при охлаждении в масле — троостит и при охлаждении в струе воздуха -сорбит. На рис. 6 показаны микроструктуры закаленной стали.
Рис. 6. Микроструктура закаленной стали:
а — игольчатый мартенсит;
В легированных сталях, благодаря присутствию специальных элементов, для образования мартенсита не требуется столь большой скорости охлаждения, как для углеродистых сталей, и мартенсит образуется при охлаждении в масле, а для быстрорежущих сталей — и при охлаждении на воздухе.
Троостит и сорбит можно получить не только в результате ускоренного охлаждения, нои путем нагрева закаленной стали, имеющей структуру мартенсита, до температуры ниже Aс1, т. е. путем отпуска стали. В этом случае троостит получается при нагреве стали до 400°, а сорбит—при нагреве до 650°. При нагреве до промежуточных температур получаются смешанные структуры: при нагреве от 250—400° — мартенсит и троостит и при нагреве от 400—650° — троостит и сорбит. В производственных условиях троостит и сорбит получают путем отпуска закаленной стали.
Превращения, происходящие в стали при охлаждении в среде, имеющей температуру выше 200° (изотермическое превращение)
Если деталь, нагретую выше критической точки, поместить в среду, имеющую температуру от 700 до примерно 200°, и выдержать в ней до выравнивания температуры по всему сечению, то аустенит превратится в ту структуру, которая соответствует превращению при данной температуре.
О поведении стали при изотермической обработке, выборе температуры и времени выдержки судят по кривым изотермического превращения, построенным для разных марок стали.
Рис. 7. Диаграмма изотермического превращения аустенита углеродистой стали.
На рис. 7 дан вид диаграммы изотермического превращения в стали. На горизонтальной оси отложено время начала и конца превращения, а на вертикальной— температура, при которой оно происходит. Линия А с соответствует переходу аустенита в перлит, а линия Мн — образованию мартенсита из аустенита. На кривой I начинаются, а на кривой II заканчиваются структурные превращения.
Если углеродистую инструментальную сталь, нагретую до 800°, поместить в масло, расплавленную соль или щелочь при температуре 250°, в ней образуется игольчатый троостит с высокой твердостью Rc=45—55. Если эту же сталь охладить в среде, имеющей температуру свыше 600°, в ней образуется перлит и такая сталь легко обрабатывается на станках. При охлаждении стали в среде с промежуточными температурами образуются структуры троостита и сорбита с соответствующей твердостью.
Изотермический отжиг нашел большое применение при термической обработке инструментальных сталей как процесс, резко уменьшающий время по сравнению с другими видами отжига.
Изотермическая закалка в инструментальном деле применяется редко из-за недостаточной для инструмента твердости, достигаемой при этом процессе.
Источник:
Остапенко Н.Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
Каменичный И.С. Практика термической обработки инструмента. Киев, 1959 г.
Большая Энциклопедия Нефти и Газа
Структура закаленной стали состоит в основном из тетрагонального мартенсита и некоторого количества остаточного аустенита. В структуре закаленной высокоуглеродистой стали имеются также карбиды, не растворившиеся в аустените при нагреве под закалку. Свойства закаленной стали определяются в основном свойствами тетрагонального мартенсита, а он обладает очень высокой твердостью. [1]
Структура закаленной стали метастабильна. При нагревании после закалки вследствие увеличивающейся подвижности атомоз создаются условия для процессов, изменяющих структуру стали в направлении к более равновесному состоянию. Характер этих процессов определяется тремя важнейшими особенностями строения закаленной стали: сильной пересы-щенностью твердого раствора-мартенсита, повышенной плотностью в нем дефектов кристаллической решетки - дислокаций, малоугловых и высокоугловых границ, двойниковых прослоек и присутствием во многих сталях значительных количеств остаточного аустенита. [2]
Структура закаленной стали , нагретой до температур, обеспечивающих красностойкость, представляет мартенсит, остаточный аустенит и карбиды. [3]
Структура закаленной стали ШХ6 представляет собой мелкий игольчатый мартенсит с равномерно распределенными в нем карбидами железа. [5]
Структура закаленной стали - мартенсит и остаточный аустенит - являются неравновесными фазами. Переход стали в более устойчивое состояние должен сопровождаться распадом мартенсита и остаточного аустенита с образованием структуры, состоящей из феррита и цементита. [7]
Структура закаленной стали состоит из мартенсита и небольшого количества остаточного аустенита и является неустойчивой. Поэтому при старении и отпуске закаленной стали в ней происходит ряд сложных процессов, состоящих из очень тонких структурных изменений, которые не всегда поддаются исследованию под оптическим микроскопом даже при самых высоких увеличениях. Поэтому их приходится изучать с помощью электронного микроскопа и физических методов - рентгенографического, дилатометрического, электрометрического, магнитного и по измерению выделенного тепла. [8]
Структура закаленной стали состоит из мартенсита, остаточного аустенита, включений первичных карбидов и мелких вторичных карбидов, выделившихся из первичного аустенита и располагающихся по границам зерен. [9]
Структура закаленной стали в общем случае состоит из мартенсита, бейпита, остаточного аустенита. В процессе отпуска происходит снятие напряжений. [10]
Структура закаленной стали в общем случае состоит из мартенсита, бейнита, остаточного аустенита. В процессе отпуска происходит снятие напряжений. [11]
Структура закаленной стали - мартенсит. [12]
Структура закаленных сталей в зависимости от состава и условий аустенитизации состоит из тетрагонального мартенсита, непреобразовавшегося ( остаточного) аустенита и нерастворенных карбидов. В таком состоянии инструментальная сталь весьма хрупка, подвержена большим внутренним напряжениям, вследствие чего непосредственно после закалки не используется. Мартенсит - метастабильная фаза, склонная к превращению в другие, более стабильные фазы. Поэтому инструменты поле закалки отпускают, нагревают до какой-то невысокой или более высокой температуры и выдерживают. Под действием тепла в структуре закаленных инструментальных сталей происходят превращения. [13]
Структура закаленной стали 45 почти полностью состоит из мартенсита. [14]
Структура закаленной стали в общем случае состоит из мартенсита, бейнита, остаточного аустенита. В процессе отпуска происходит снятие напряжений. [15]
Свойства закаленной стали определяются свойствами образующихся структурных составляющих; наибольшую твердость имеет закаленная сталь со структурой мартенсита и небольшим количеством остаточного аустенита. Мартенситное превращение протекает не только в сталях; подобные превращения наблюдаются и в некоторых сплавах цветных металлов, например, в бронзах. [1]
Для устранения нежелательных свойств закаленной стали может применяться термическая обработка ( нормализация) после сварки. [2]
Влияние углерода на свойства закаленных сталей весьма существенно, особенно вначале, когда от железа и мягких сталей перехо-дим к средним и твердым сталям. Наиболее показательно это выявляется на кривой твердости закаленных сталей, приведенной на фиг. Здесь видно вначале резкое повышение Нв по мере увеличения содержания углерода примерно до 0 5 - 0 6 %, когда твердость достигает порядка 600 Яд ( 64 Rc) г и выше. Дальнейшее повышение углерода в стали дает уже более медленнее повышение твердости, часто достигающее максимума близ эвтектоида и далее опять несколько снижающееся ( пунктир на фиг. Это снижение объясняется увеличением количества остаточного аустепита наряду с мартенситом; для одного мартенсита твердость должна была бы непрерывно возрастать. [3]
При несквозной закалке свойства закаленной стали изменяются от поверхности к центру так же, как изменялись бы свойства у серии тонких образцов, которые получили бы при закалке разную скорость охлаждения. Представляет особый интерес, чем будут отличаться по свойствам стали с различной прокаливаемостью, если мы последующим отпуском в обеих сталях выравняем твердость по сечению. [4]
При несквозной закалке свойства закаленной стали изменяются от поверхности к центру так же, как изменялись бы свойства у серии тонких образцов, которые получили бы при закалке разную скорость охлаждения. Представляет особый интерес, чем будут отличаться по свойствам стали с различной прокаливаемостью, если мы последующим отпуском вырав-няем твердость по сечению. [5]
Итак, туман, плотно покрывавший структуру и свойства закаленной стали , постепенно рассеивается. Но по-прежнему совершенно неясным осталось то, как при закалке атомы железа успевают перестроиться из ГЦК в ОЦК решетку. [6]
Естественно, что это должно повлечь за собой и изменение свойств закаленной стали . [7]
Отпуск - это процесс термической обработки, связанный с изменением строения и свойств закаленной стали при нагреве ниже критических температур. При отпуске происходит распад мартенсита ( пересыщенного твердого раствора С в a - Fe после закалки) и остаточного аустенита. Вследствие перехода к более устойчивому состоянию образуются структуры продуктов распада М и А, смеси a - Fe и карбидов. При этом повышаются пластичность и вязкость, снижается твердость и уменьшаются оста - ( / ( / точные напряжения в стали. [8]
Отпуск - это процесс термической обработки, связанный с изменением строения и свойств закаленной стали при нагреве ниже критических температур. При отпуске происходит распад мартенсита ( пересыщенного твердого раствора С в a - Fe после закалки) и остаточного аустенита. Вследствие перехода к более устойчивому состоянию образуются структуры. [9]
В целях соблюдения стабильности рабочих размеров калибров необходимо возможно более полное устранение естественного старения, под которым понимается свойство закаленной стали с течением времени изменять свои размеры и форму. Для этой цели калибры в процессе их изготовления подвергаются дополнительной термической обработке, называемой искусственным старением. Обычный процесс искусственного старения заключается в нагреве измерительных частей калибров при температуре 130 - 150 С в течение 2 - 3 час. Это старение рекомендуется производить между окончательным и предварительным шлифованием. По ГОСТ 2015 - 43 старению должны подвергаться рабочие и приемные калибры для изделий 4-го класса точности и точнее, а также все контркалибры. [10]
Цементит в троостите и сорбите отпуска имеет зернистую форму, что обусловливает получение в отпущенной стали механических свойств, отличающихся от свойств закаленной стали , имеющей такие же структуры. [11]
При таких характеристиках стали разброс по температуре, связанный с неточностью поддержания режима нагрева индукционной установкой, а также часто наблюдаемый при нагреве деталей сложной формы, не ведет к укрупнению зерна и снижению свойств закаленной стали . [13]
Естественно, что скорость охлаждения поверхностных слоев образца выше скорости охлаждения сердцевины. Поэтому структура и свойства закаленной стали оказываются различными по сечению детали и тем более значительно, чем больше сечение закаливаемой детали. В поверхностных слоях закаленная углеродистая доэвтектоидная сталь получает структуру мартенсита, в то время как в сердцевине она может иметь структуру троостита или сорбита закалки, а в более крупных образцах - даже структуру перлита с участками избыточного феррита. [14]
Закалка доэвтектоидной стали производится с температуры выше точки Аса на 30 - 50 С, для закалки заэвтектоидной и эвтек-тоидной стали принимают температуру на 30 - 50 С выше точки Асг. Температура закалки стали зависит от ее химического состава. [1]
Закалка доэвтектоидной стали производится с температуры выше точки 4с3 на 30 - 50 С, для закалки заэвтектоидной и эвтек-тоидной стали принимают температуру на 30 - 50 С выше точки Лс. Температура закалки стали зависит от ее химического состава. [2]
Закалка доэвтектоидных сталей с температур, значительно превышающих указанную оптимальную, приводит к перегреву. [3]
При закалке доэвтектоидной стали с температуры вышеЛс но ниже Лц в структуре наряду с мартенситом сохраняется часть феррита ( фиг. Такая закалка называется неполной и применяться не должна. [4]
При закалке доэвтектоидной стали нагрев проводят до температуры выше Acs на 20 - 50 С с последующим резким охлаждением. Заэвтектоидную сталь нагревают под закалку только выше температуры Ас на 20 - 50 С и также резко охлаждают. Область температур нагрева углеродистых сталей под закалку показана на рис. 77 заштрихованной полосой. [5]
При закалке доэвтектоидных сталей ( рис. 122) нагрев следует вести до температуры, лежащей несколько выше ( на 30 - 40) критической точки Ас3 - для получения однородного мелкозернистого аустенита, который при последующем быстром охлаждении превращается в мартенсит. [6]
В результате закалки доэвтектоидной стали получают мар-тенситную структуру. Она обеспечивает наибольшую прочность и твердость. Нагрев ниже Acs, но выше Ас приводит к частичной закалке. Зерна, которые в процессе нагрева и выдержки превратились в аустенит, после резкого охлаждения превратятся в мартенсит. Твердость мартенсита в стали, содержащей 0 5 % углерода, составляет около 650 кГ / мм2 по Бринелю. Такая структура является браком закалки. В то же время нагрев до температуры, значительно превышающей Асз, может вызвать перегрев или даже пережог. [7]
В случае закалки доэвтектоидной стали ( менее 0 8 % С) на поверхности стали, закаленной при индукционном нагреве, образуется структура закаленной стали - мартенсит. При удалении от поверхности к сердцевине мартенсит заменяется структурой троостомартенсита, затем наблюдается зона троостомартенсита с ферритом и далее - структура исходной стали - перлит с ферритом или сорбит. [9]
Таким образом, оптимальной является закалка доэвтектоидной стали от температуры на 30 - 50 С выше Ac. [11]
Как видно из табл. 115, температуры закалки доэвтектоидных сталей принимаются такими же, как и температуры отжига на мелкое зерно. [12]
Особенно сильное влияние оказывает скорость нагрева на температуру закалки доэвтектоидной стали , так как для получения однородного аустенита необходимо добиться полного растворения избыточного феррита. [13]
Температура нагрева стали перед закалкой зависит в основном от химического состава стали. При закалке доэвтектоидных сталей нагрев следует вести до температуры, лежащей на 30 - 50 выше точки Ас3 ( фиг. В этом случае сталь имеет структуру однородного аустенита, который при последующем охлаждении со скоростью, превышающей критическую скорость закалки, превращается в мартенсит. Такая закалка называется полной. При нагреве доэвтектоидной стали до температур, лежащих в интервале Ас - Ас3, в структуре мартенсита сохраняется некоторое количество оставшегося после закалки феррита, снижающего твердость закаленной стали. Такая закалка называется неполной. [14]
Закалка сталей
Закалка - это процесс термической обработки, заключающийся в нагреве стали до температуры выше критической и последующем быстром охлаждении, со скоростью подавляющей распад аустенита на феррито-цементитную смесь и обеспечивающей структуру мартенсита.
Содержание
Мартенсит и мартенситное превращение в сталях
Мартенсит - это пересыщенный твердый раствор углерода в α-железе (α-Fe). Что такое аустенит, цементит, феррит и перлит читаем здесь. При нагреве эвтектоидной стали (0,8 % углерода) выше точки А1, исходная структура перлит превратится в аустенит. При этом в аустените растворится весь углерод, который имеется в стали, т. е. 0,8 %. Быстрое охлаждение со сверхкритической скоростью (см. рисунок ниже), например в воде (600 °С/сек), препятствует диффузии углерода из аустенита, но кристаллическая ГЦК решетка аустенита перестроится в тетрагональную решетку мартенсита. Данный процесс называется мартенситным превращением. Он характеризуется сдвиговым характером перестройки кристаллической решетки при такой скорости охлаждения, при которой диффузионные процессы становятся невозможны. Продуктом мартенситного превращения является мартенсит с искаженной тетрагональной решеткой. Степень тетрагональности зависит от содержания углерода в стали: чем его больше, тем больше степень тетрагональности. Мартенсит - это твердая и хрупкая структура стали. Находится в виде пластин, под микроскопом выглядит, как иглы.
Температура закалки для большинства сталей определяется положением критических точек А1 и А3. На практике температуру закалки сталей определяют при помощи марочников сталей. Как выбрать температуру закалки стали с учетом точек Ас1 и Ас3 читаем по ссылке.
Микроструктура стали после закалки
Для большинства сталей после закалки характерна структура мартенсита и остаточного аустенита, причем количество последнего зависит от содержания углерода и качественного и количественного содержания легирующих элементов. Для конструкционных сталей среднего легирования количество остаточного аустенита может быть в пределах 3-5%. В инструментальных сталях это количество может достигать 20-30%.
Вообще, структура стали после закалки определяется конечными требованиями к механическим свойствам изделия. Наряду с мартенситом, после закалки в структуре может присутствовать феррит или цементит (в случае неполной закалки). При изотермической закалке стали ее структура может состоять из бейнита. Структура, конечные свойства и способы закалки стали рассмотрены ниже.
Частичная закалка стали
Частичной называется закалка, при которой скорости охлаждения не хватает для образования мартенсита и она оказывается ниже критической. Такая скорость охлаждения обозначена синей линией на рисунке. При частичной закалке как-бы происходит задевание "носа" С-кривой стали. При этом в структуре стали наряду с мартенситом будет присутствовать троостит в виде черных островковых включений.

Микроструктура стали с частичной закалкой выглядит примерно следующим образом
Частичная закалка является браком, который устраняется полной перекристаллизацией стали, например при нормализации или при повторном нагреве под закалку.
Неполная закалка сталей
Закалка от температур, лежащих в пределах между А1 и А3 (неполная закалка), сохраняет в структуре доэвтектоидных сталей наряду с мартенситом часть феррита, который снижает твердость в закаленном состоянии и ухудшает механические свойства после отпуска. Это понятно, так как твердость феррита составляет 80НВ, а твердость мартенсита зависит от содержания углерода и может составлять более 60HRC. Поэтому данные стали обычно нагревают до температур на 30–50 °С выше А3 (полная закалка). В теории, неполная закалка сталей не допустима и является браком. На практике, в ряде случаев для избежания закалочных трещин, неполная закалка может использоваться. Очень часто это касается закалки токами высокой частоты. При такой закалке необходимо учитывать ее целесообразность: тип производства, годовую программу, тип ответственности изделия, экономическое обоснование. Для заэвтектоидных сталей закалка от температур выше А1, но ниже Асm дает в структуре избыточный цементит, что повышает твердость и износоустойчивость стали. Нагрев выше температуры Аcm ведет к снижению твердости из-за растворения избыточного цементита и увеличения остаточного аустенита. При этом происходит рост зерна аустенита, что также негативно сказывается на механических характеристиках стали.
Таким образом, оптимальной закалкой для доэвтектоидных сталей является закалка от температуры на 30–50 °С выше А3, а для заэвтектоидных – на 30–50 °С выше А1.
Скорость охлаждения также влияет на результат закалки. Оптимальной охлаждающей является среда, которая быстро охлаждает деталь в интервале температур минимальной устойчивости переохлажденного аустенита (в интервале носа с-кривой) и замедленно в интервале температур мартенситного превращения.
Стадии охлаждения при закалке
Наиболее распространенными закалочными средами являются вода различной температуры, полимерные растворы, растворы спиртов, масло, расплавленные соли. При закалке в этих средах различают несколько стадий охлаждения:
- пленочное охлаждение, когда на поверхности стали образуется «паровая рубашка»;
- пузырьковое кипение, наступающее при полном разрушении этой паровой рубашки;
Более подробно про стадии охлаждения при закалке можно прочитать в статье "Характеристики закалочных масел"
Кроме жидких закалочных сред используется охлаждение в потоке газа разного давления. Это может быть азот (N2), гелий (Не) и даже воздух. Такие закалочные среды часто используются при вакуумной термообработке. Здесь нужно учитывать факт возможности получения мартенситной структуры - закаливаемость стали в определенной среде, т. е. химический состав стали от которого зависит положение с-кривой.
Факторы, влияющие на положение с-кривых:
- Углерод. Увеличение содержания углерода до 0,8% увеличивает устойчивость переохлажденного аустенита, соответственно с-кривая сдвигается вправо. При увеличении содержания углерода более 0,8%, с-кривая сдвигается влево;
- Легирующие элементы. Все легирующие элементы в разной степени увеличивают устойчивость аустенита. Это не касается кобальта, он уменьшает устойчивость переохлажденного аустенита;
- Размер зерна и его гомогенность. Чем больше зерно и чем оно однороднее структура, тем выше устойчивость аустенита;
- Увеличение степени искажения кристаллической решетки снижает устойчивость переохлажденного аустенита.
Температура влияет на положение с-кривых через все указанные факторы.
Способы закалки сталей
На практике применяются различные способы охлаждения в зависимости от размеров деталей, их химического состава и требуемой структуры (схема ниже).
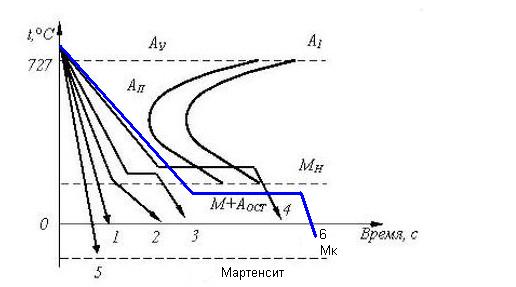
Схема: Скорости охлаждения при разных способах закалки сталей
Непрерывная закалка стали
Непрерывная закалка (1) – способ охлаждения деталей в одной среде. Деталь после нагрева помещают в закалочную среду и оставляют в ней до полного охлаждения. Данная технология самая распространенная, широко применяется в условиях массового производства. Подходит практически для всех типов конструкционных сталей.
Закалка в двух средах
Закалка в двух средах (скорость 2 на рисунке) осуществляется в разных закалочных средах, с разными температурами . Сначала деталь охлаждают в интервале температур например 890–400 °С например в воде, а потом переносят в другую охлаждающую среду – масло. При этом мартенситное превращение будет происходить уже в масляной среде, что приведет к уменьшению поводок и короблений стали. Такой способ закалки используют при термообработке штампового инструмента. На практике часто используют противоположный технологический прием - сначала детали охлаждают в масле, а затем в воде. При этом мартенситное превращение происходит в масле, а в воду детали перемещают для более быстрого остывания. Таким образом экономится время на осуществление технологии закалки.
Ступенчатая закалка
При ступенчатой закалке (скорость 3) изделие охлаждают в закалочной среде, имеющей температуру более высокую, чем температура мартенситного превращения. Таким образом получается некая изотермическая выдержка перед началом превращения аустенита в мартенсит. Это обеспечивает равномерное распределение температуры по всему сечению детали. Затем следует окончательное охлаждение, во время которого и происходит превращение мартенситное превращение. Этот способ дает закалку с минимальными внутренними напряжениями. Изотермическую выдержку можно сделать чуть ниже температуры Мн, уже после начала мартенситного превращения (скорость 6). Такой способ более затруднителен с технологической точки зрения.
Изотермическая закалка сталей
Изотермическая закалка (скорость 4) делается для получения бейнитной структуры стали. Данная структура характеризуется отличным сочетание прочностных и пластических свойств. При изотермической закалке детали охлаждают в ванне с расплавами солей, которые имеют температуру на 50–150 °С выше мартенситной точки Мн, выдерживают при этой температуре до конца превращения аустенита в бейнит, а затем охлаждают на воздухе.
Обработка холодом (5) применяется для сталей, у которых температура конца мартенситного превращения Мк находится ниже комнатной температуры.
Обработке холодом подвергают быстрорежущие стали, цементованные детали, мерительные инструменты, и другие особо точные изделия. Подробнее про этот нестандартный способ термообработки можете прочитать в статье "Обработка холодом стальных деталей"
Зависимость твердости мартенсита от содержания углерода
Твердость стали после закалки зависит от твердости мартенсита, которая в свою очередь зависит от содержания углерода. С увеличением содержания углерода увеличивается и твердость после закалки стали. Графическая зависимость приведена на рисунке.
Читайте также: