Закалка и отпуск доэвтектоидных и заэвтектоидных углеродистых сталей
Обновлено: 28.04.2024
Отжигом стали называется вид термической обработки, заключающийся в ее нагреве до определенной температуры, выдержке при этой температуре и медленном охлаждении. Цели отжига — снижение твердости и улучшение обрабатываемости стали, изменение формы и величины зерна, выравнивание химического состава, снятие внутренних напряжений. Существуют различные виды отжига: полный, неполный, диффузионный, ре кристаллизационный, низкий, отжиг на зернистый перлит, нормализация. Температуры нагрева стали для ряда видов отжига связаны с положением линий диаграммы Fе-Fе3С. Низкая скорость охлаждения обычно достигается при остывании стали вместе с печью.
Полный отжиг применяется для доэвтектоидных сталей. Нагрев стали для полного отжига осуществляется на 30…50 °С выше линии GS диаграммы Fе-Fе3С (рис. 15). При этом происходит полная перекристаллизация стали и уменьшение величины зерна. Исходная структура из крупных зерен феррита и перлита при нагреве превращается в аустенитную, а затем при медленном охлаждении в структуру из мелких зерен феррита и перлита. Повышение температуры нагрева привело бы к росту зерна. При полном отжиге снижается твердость и прочность стали, а пластичность повышается.
При неполном отжиге нагрев производится на 30…50 °С выше линии РSК диаграммы Fе-Fе3С (рис. 15). Он производится, если исходная структура не очень крупнозерниста или не надо изменить расположение ферритной (в доэвтектоидных сталях) или цементитной (в заэвтектоидных сталях) составляющей. При этом происходит лишь частичная перекристаллизация — только перлитной составляющей стали.
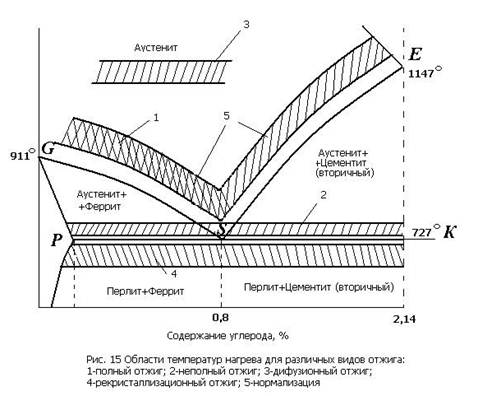
Диффузионный отжиг (гомогенизация) заключается в нагреве стали до 1000…1100 °С, длительной выдержке (10…15 часов) при этой температуре и последующем медленном охлаждении. В результате диффузионного отжига происходит выравнивание неоднородности стали по химическому составу. Благодаря высокой температуре нагрева и продолжительной выдержке получается крупнозернистая структура, которая может быть устранена последующим полным отжигом.
Рекристаллизационный отжиг предназначен для снятия наклепа и внутренних напряжений после холодной деформации и подготовки структуры к дальнейшему деформированию. Нагрев необходимо осуществлять выше температуры рекристаллизации, которая для железа составляет 450 °С (см. раздел 2.1.).Обычно для повышения скорости рекристаллизационных процессов применяют значительно более высокие температуры, которые, однако, должны быть ниже линии РSК диаграммы Fе-Fе3С. Поэтому температура нагрева для рекристаллизационного отжига составляет 650…700 °С. В результате рекристаллизационного отжига образуется однородная мелкозернистая структура с небольшой твердостью и значительной вязкостью.
Низкий отжиг применяется в тех случаях, когда структура стали удовлетворительна и необходимо только снять внутренние напряжения, возникающие при кристаллизации или после механической обработки. В этом случае сталь нагревают значительно ниже линии РSК диаграммы Fе-Fе3С (200…600 °С).
Отжиг на зернистый перлит (сфероидизацию) применяют для сталей близких к эвтектоидному составу или для заэвтектоидных. Такой отжиг осуществляют маятниковым способом (температуру несколько раз изменяют вблизи линии РSК, то перегревая выше нее на 30…50 °С, то охлаждая ниже на 30…50°С) или путем длительной выдержки (5-6 часов) при температуре несколько выше линии РSК и последующего медленного охлаждения. После такого отжига цементит, обычно присутствующий в структуре в виде пластин, приобретает зернистую форму. Сталь со структурой зернистого перлита обладает большей пластичностью, меньшей твердостью и прочностью по сравнению с пластинчатым перлитом. Отжиг на зернистый перлит применяется для подготовки сталей к закалке или для улучшения их обрабатываемости резанием.
Нормализация состоит из нагрева стали на 30…50 °С выше линии GSE диаграммы Fе-Fе3С (рис. 15), выдержки при этой температуре и последующего охлаждения на воздухе. Более быстрое охлаждение по сравнению с обычным отжигом приводит к более мелкозернистой структуре. Нормализация — более дешевая термическая операция, чем отжиг, так как печи используют только для нагрева и выдержки. Для низкоуглеродистых сталей (до 0,3% С) разница в свойствах между нормализованным и отожженным состоянием практически отсутствует и эти стали лучше подвергать нормализации. При большем содержании углерода нормализованная сталь обладает большей твердостью и меньшей вязкостью, чем отожженная. Иногда нормализацию считают самостоятельной разновидностью термической обработки, а не видом отжига.
Превращения в стали при охлаждении. При медленном охлаждении стали образуются структуры, соответствующие диаграмме Fе-Fе3C. Вначале происходит выделение феррита (в доэвтектоидных сталях) или вторичного цементита (в заэвтектоидных сталях), а затем происходит превращение аустенита в перлит. Это превращение заключается в распаде аустенита на феррит, почти не содержащий углерода и цементит, содержащий 6,67 % С. Поэтому превращение сопровождается диффузией, перераспределением углерода. Диффузионные процессы происходят в течение некоторого времени, причем скорость диффузии резко падает с понижением температуры. Обычно изучают изотермическое превращение аустенита (происходящее при выдержке при постоянной температуре) для эвтектоидной стали. Влияние температуры на скорость и характер превращения представляют в виде диаграммы изотермического превращения аустенита (рис. 16).
Диаграмма строится в координатах температура — логарифм времени. Выше температуры 72 °С на диаграмме находится область устойчивою аустенита. Ниже этой температуры аустенит является неустойчивым и превращается в другие структуры. Первая С - образная кривая на диаграмме соответствует началу превращения аустенита, а вторая — его завершению. При небольшом переохлаждении — приблизительно до 550 °С происходит упомянутое выше диффузионное перлитное превращение.
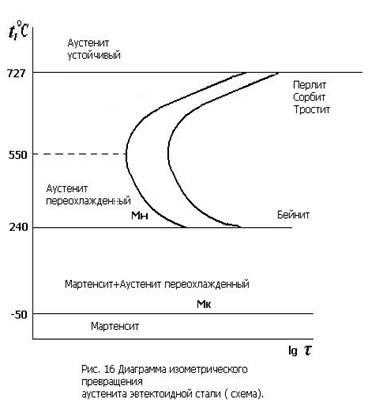
В зависимости от степени переохлаждения образуются структуры, называемые перлит, сорбит и тростит. Это структуры одного типа — механические смеси феррита и цементита, имеющие пластинчатое строение. Отличаются они лишь степенью дисперсности, т. е. толщиной пластинок феррита и цементита. Наиболее крупнодисперсная структура — перлит, наиболее мелкодисперсная — тростит. При переохлаждении аустенита приблизительно ниже 240 °С скорость диффузии падает почти до нуля и происходит бездиффузионное мартенситное превращение. Образуется мартенсит — пересыщенный твердый раствор углерода в α - железе. Мартенсит имеет ту же концентрацию углерода, что и исходный аустенит. Из-за высокой пересыщенности углеродом решетка мартенсита сильно искажается, благодаря чему мартенсит имеет высокую твердость (до НRС 65). Горизонтальная линия Мн диаграммы соответствует началу .превращения аустенита в мартенсит, а линия Мк — завершению этого процесса.
В диапазоне температур от мартенситного до перлитного превращения происходит промежуточное превращение и образуется структура, называемая бейнит.
Закалка — это вид термической обработки, состоящий в нагреве стали до определенной температуры, выдержке и последующем быстром охлаждении. В результате закалки повышается твердость и прочность, но снижается вязкость и пластичность. Нагрев стали производится на 30…50 °С выше линии GSK диаграммы Fе-Fе3С. В доэвтектоидных сталях нагрев выше линии GS необходим для того, чтобы после закалки в структуре не было мягких ферритных включений. Для заэвтектоидных сталей применяется нагрев выше линии SК, так как присутствие цементита не снижает твердость стали.
Обычно в результате закалки образуется мартенситная структура. Поэтому охлаждать сталь следует с такой скоростью, чтобы кривая охлаждения не пересекала С- образные кривые диаграммы изотермического превращения аустенита (рис. 16). Для достижения высокой скорости охлаждения закаливаемые детали погружают в воду (для углеродистых сталей) или минеральные масла (для легированных сталей).
Способность стали закаливаться на мартенсит называется закаливаемостью. Она характеризуется значением твердости, приобретаемой сталью после закалки и зависит от содержания углерода. Стали с низким содержанием углерода (до 0,3 %) практически не закаливаются и закалка для них не применяется.
Прокаливаемостью называется глубина проникновения закаленной зоны. Отсутствие сквозной прокаливаемости объясняется тем, что при охлаждении сердцевина остывает медленнее, чем поверхность. Прокаливаемость характеризует критический диаметр Dкр, т. е. максимальный диаметр детали цилиндрического сечения, которая прокаливается насквозь в данном охладителе.
Отпуск стали — это вид термической обработки, следующий за закалкой и заключающийся в нагреве стали до определенной температуры (ниже линии РSК), выдержке и охлаждении. Цель отпуска — получение более равновесной по сравнению с мартенситом структуры, снятие внутренних напряжений, повышение вязкости и пластичности. Различают низкий, средний и высокий отпуск.
Низкий отпуск проводится при температуре 150…200 °С. В результате снимаются внутренние напряжения, происходит некоторое увеличение пластичности и вязкости без заметного снижения твердости. Образуется структура мартенсит отпуска. Низкому отпуску подвергают режущий и мерительный инструмент, а также детали, которые должны обладать высокой твердостью и износостойкостью.
При среднем отпуске производится нагрев до 350…450 °С. При этом происходит некоторое снижение твердости при значительном увеличении предела упругости и улучшении сопротивляемости действию ударных нагрузок. Структура стали представляет собой тростит отпуска, который имеет зернистое, а не пластинчатое строение. Применяется для пружин, рессор, ударного инструмента.
Высокий отпуск проводится при 550…650 °С. В результате твердость и прочность снижаются значительно, но сильно возрастают вязкость и пластичность и получается оптимальное для конструкционных сталей сочетание механических свойств. Структура стали — сорбит отпуска с зернистым строением цементита. Применяется для деталей, подвергающихся действию высоких нагрузок. Термическая обработка, состоящая из закалки и высокого отпуска, называется улучшением. Она является основным видом обработки конструкционных сталей.
Закалка и отпуск стали
Термическая обработка сталей — 1 часть
Основными видами термической обработки являются отжиг, нормализация, закалка и отпуск.
1. Закалка
Назначение закалки- получение высокой прочности и твердости.
За счет чего это происходит? В доэвтектоидной стали за счет мартенситной структуры (Feα(C)). В заэвтектоидной стали – структуры мартенсита (Feα(C)) и цементита вторичного Fe3C.
После закалки пластические свойства (δ, ψ) и ударная вязкость (ан) низкие.
При закалке доэвтектоидной стали (см. рис.) нагрев ведут до температуры 30÷50°С выше Ас3 с последующим резким охлаждением. В результате закалки доэвтектоидной стали получается мартенситная структура. Она обеспечивает наибольшую прочность и твердость.
При закалке заэвтектоидной стали нагрев ведут до температуры 30÷50°С выше Ас1 и также резко охлаждают. Структура этой стали (мартенсит + цементит вторичный) обеспечивает наиболее высокую твердость.
Цементит тверже мартенсита НВЦ=800, НВм=650 в углеродистой стали с 0.5%С.
Рассмотрим, почему указанный интервал температур является оптимальным.
Нагрев доэвтектоидной стали под закалку ниже Ас3, но выше Ас1 приводит к частичной закалке. Зерна, которые в процессе нагрева и выдержки превратились в аустенит, после резкого охлаждения превратятся в мартенсит. Но при этом сохранятся не претерпевшие превращения при нагреве зерна феррита. Т.е. получится структура:
МАРТЕНСИТ (650НВ) + ФЕРРИТ (80НВ)
твердая структура + мягкая структура
Это — брак закалки.
Нагрев до температуры значительно превышающей Ас3, может вызвать перегрев или даже пережог. При этих температурах происходит рост аустенитного зерна и, следовательно, затем после охлаждения получается грубая крупноигольчатая структура мартенсита, обладающая очень низкой вязкостью.
Нагрев заэвтектоидной стали под закалку ниже Ас1 не вызывает образования аустенита, а резкое охлаждение при таком нагреве не приводит к закалке. Сталь получится мягкой. Нагрев существенно выше Асm вызовет растворение вторичного цементита и как следствие рост зерна аустенита и снижение твердости после закалки. Одновременно при слишком высоком нагреве будет больше остаточного аустенита, что также приведет к снижению твердости.
Именно этими обстоятельствами и определяется интервал закалочных температур.
Чтобы произошло превращение аустенита в мартенсит, сталь необходимо после нагрева и выдержки при температуре закалки охладить со скоростью выше критической Vохл > Vкр.
В качестве закалочных сред применяются:
• вода;
• минеральное масло;
• растворы солей и щелочей в воде.
2. Отжиг и нормализация
Назначение отжига: перекристаллизация и устранение внутренних напряжений. После отжига сталь обладает низкой твердостью, умеренной прочностью и высокими пластическими свойствами.
Различают:
• полный отжиг;
• изотермический отжиг;
• неполный отжиг;
• диффузионный отжиг (гомогенезация);
• низкотемпературный отжиг (высокий отпуск).
Полный отжиг состоит в нагреве выше линии GSE на 30÷50°С. В результате нагрева и выдержки при этой температуре получается структура из мелких зерен аустенита (т.е. произошла перекристаллизация).
Если сталь нагреть до температуры ниже линии GSE, то в доэвтектоидной стали, кроме мелких зерен аустенита, будут находиться крупные зерна феррита, а в заэвтектоидной стали сохранится сетка цементита.
При нагреве до температур соответствующих линии GSE, превращение будет завершаться медленно, в результате возрастут окисление и обезуглероживание.
Нагрев до температур более высоких, чем 30÷50°С выше GSE, нецелесообразен так как приводит:
1. к перерасходу топлива или электрической энергии на нагрев;
2. к интенсивному росту зерна.
Такой дефект называется перегревом. Он может быть исправлен повторным отжигом.
Нагрев до температур, близких к линии солидус приводит к оплавлению и окислению границ. Это пережог стали – неисправимый дефект.
При отжиге после нагрева и выдержки сталь охлаждают вместе с печью или постепенно снижают температуру печи. При таком медленном охлаждении из аустенита образуются равномерные структуры. В доэвтектоидной стали это структура — Ф+П, в эвтектоидной – П, в заэвтектоидной – П+Ц.
Полный отжиг обеспечивает устранение остаточных напряжений.
Изотермический отжиг состоит в нагреве стали до тех же температур, что и при полном и охлаждении до температуры на 50÷100°С ниже Ас1.Выдержка при температуре ниже Ас1 обеспечивает изотермическое превращение аустенита. После этого сталь можно охладить быстро изменения структуры уже не будет. Деталь можно извлечь из печи и охлаждать на воздухе. Продолжительность пребывания детали в печи сокращается. Применяется вместо полного отжига.
Нормализация заключается в нагреве до тех же температур, что и при полном отжиге, но с охлаждением в спокойном воздухе.
Цель нормализации: получение мелкозернистой структуры и устранение внутренних напряжений.
По сравнению с полным отжигом уровень пластических свойств ниже, а прочность выше.
Структура и свойства металла после нормализации зависят от размера детали. Крупные детали остывают медленно, в них распад аустенита завершается образованием перлита. Мелкие детали остывают быстро. В них аустенит превращается в сорбит.
Разница в свойствах нормализованной и отожженной стали для малоуглеродистых сталей – невелика, для среднеуглеродистых – значительна.
Нормализация обеспечивает большую производительность.
Неполный отжиг заключается в нагреве сплава на 30÷50°С выше А1 (линия PSK) и медленном охлаждении. Его применяют для снятия остаточных напряжений в доэвтектоидных сталях. При неполном отжиге происходит перекристаллизация только перлита. Ферритная составляющая в доэвтектоидных сталях остается неизменной.
Неполный отжиг применяют для снятия напряжений, когда не требуется исправления структуры. Неполный отжиг экономичнее полного. Неполный отжиг заэвтектоидной стали называют сфероидизирующим отжигом.
Диффузионный отжиг (гомогенезация) состоит в нагреве до температуры на 150÷250°С ниже линии солидус, длительной выдержки при этой температуре и последующем охлаждении. Диффузионному отжигу подвергают слитки и крупные стальные отливки.
Цель диффузионного отжига – устранение дендритной и межзеренной ликвации.
При высокой температуре происходит ускорение диффузионных процессов, обеспечивающих выравнивание химического состава в микрообъемах.
Высокая температура вызывает рост зерна, для измельчения которого следует провести полный отжиг или нормализацию.
Поскольку стальное литье из углеродистых сталей содержит от 0,15 до 0,55% углерода, объясняются характерные размеры области диффузионного отжига.
Низкотемпературный отжиг (высокий отпуск) состоит в нагреве до температуры ниже А1 выдержки и медленном охлаждении.
Низкотемпературный отжиг применяется для снятия внутренних напряжений, возникших, в частности, при сварке, в наклепанном металле. Медленное охлаждение необходимо для избежания образования новых внутренних напряжений.
3. Отпуск
Отпуск – нагрев закаленной стали до температуры ниже Ас1 выдержка при этой температуре и охлаждение.
Отпуск применяется для устранения внутренних напряжений и повышения пластичности.
Отпуск в интервале температур 150÷200°С – низкий отпуск. Низкому отпуску подвергаются режущий инструмент и детали, работающие на износ, от которых требуется высокая твердость. В результате низкого отпуска получается отпущенный кубический мартенсит.
Отпуск в интервале температур 350÷500°С называется средним отпуском. Средний отпуск обеспечивает высокие значения пределов упругости, прочности, усталости и высокую ударную вязкость.
Среднему отпуску подвергают, например, пружины подвесок трубопроводов, рессоры. В результате среднего отпуска получается структура — тростит отпуска.
Отпуск в интервале температур 500÷650°С называется высокий отпуск. Предназначен для получения высоких пластических свойств и ударной вязкости при остаточной прочности и твердости. Высокому отпуску подвергают многие детали машин и элементы теплосилового оборудования. В частности, закалке в масле с последующим высоким отпуском подвергают толстостенные паропроводные трубы из некоторых легированных сталей. В результате высокого отпуска получается структура — тростит или сорбит отпуска.
Комплекс механических свойств у стали после закалки с высоким отпуском получается выше, чем после нормализации и отжига.
Свойства углеродистой стали после закалки и отпуска определяются температурой и продолжительностью нагрева при отпуске. Они не зависят от скорости охлаждения после отпуска.
Основы термической обработки стали
Для закалки доэвтектоидную сталь нагревают на 20-30° выше Ас3, а эвтектоидную и заэвтектоидную на 20-30° выше Ас1 и после выдержки быстро охлаждают. Охлаждение ведут в воде, масле или на воздухе, в зависимости от состава стали. После закалки сталь становится очень твёрдой и хрупкой. Структура закалённой стали состоит из мартенсита и остаточного аустенита. Заэвтектоидную сталь не следует нагревать для закалки выше Аст, так как такая температура приведёт к перегреву и снизит качество изделия.
При нагреве в печах поверхностный слой изделия покрывается окалиной и обезуглероживается. Этот брак увеличивается с повышением температуры и увеличением продолжительности выдержки в печи.
Для деталей, не подвергающихся шлифованию или имеющих малый припуск для последующей обработки, этот брак неисправим. Мерами предохранения изделия от окалины и обезуглероживания являются: введение в печь специального газа, избегать также закалки в проточной воде и частой смены воды в баке.
В практике заводов, при закалке инструментов из углеродистой стали весьма сложной конфигурации, в качестве закалочной среды успешно применяют 50-процентный раствор каустической соды. Закалочная ванна с таким раствором должна быть оборудована вытяжной вентиляцией, так как пары раствора, образующиеся во время закалки, вредны для организма.
Для закалки легированной стали в основном применяют минеральные масла. Инструмент из углеродистой стали диаметром до 6-7 мм также охлаждают в масле. Как видно из табл. 6, скорость охлаждения в масле в интервале мартен-ситного превращения сравнительно небольшая (20-50° в минуту), что значительно уменьшает склонность к образованию трещин и деформаций. Большим достоинством охлаждения в масле является то, что масло охлаждает с одинаковой скоростью как при температуре 20°, так и при температуре 100-150°. Следует остерегаться попадания воды в масляную ванну, так как наличие воды может вызвать растрескивание инструмента. Закалка в масле, имеющем температуру свыше 100°, гарантирует от появления трещин по этой причине. Недостатком масла как закалочной среды является: выделение при закалке газов, вредных для здоровья, образование налёта на инструменте, способность масла воспламеняться, ухудшение со временем закаливаемой способности масла и др.
В табл. 7 приведены данные о. применяемых маслах для закалки и отпуска стали.

Хорошей средой для охлаждения малолегированной стали и высокоуглеродистой стали небольших сечений является керосин, обладающий большей скоростью охлаждения, чем масло. Однако недостатком керосина является его горючесть. Поэтому необходимо следить, чтобы керосин не нагревался выше 35-38°. Детали, во избежание воспламенения керосина, необходимо опускать в него быстро. Ванна для закалки должна иметь крышку, обеспечивающую полное прекращение доступа воздуха в случае загорания.
Плоские шаблоны, дисковые фрезы и другие плоские изделия толщиной до 1 мм из углеродистой стали и до 3-4 мм из легированной стали можно закаливать между специально оборудованными полыми закалочными плитами, в которых циркулирует вода.
При пользовании сплошными плитами хороший результат даёт смазывание маслом соприкасающихся с закаливаемой деталью поверхностей и передвижение одной плиты относительно другой. Закалочные плиты надо помещать у самой дверки печи, чтобы изделие не успело остыть при переносе его из печи.
Для сталей с устойчивым аустенитом охлаждающей средой может служить воздух, подаваемый компрессором или вентилятором, а также спокойный воздух. При охлаждении воздухом, подаваемым компрессором или вентилятором, особенно в зимнее время, необходимо перед закалкой проверять, чтобы в воздухопроводе не было воды, так как попадание её на изделие может быть причиной появления трещин.
При применении изотермической или ступенчатой закалки в качестве охлаждающей среды пользуются горячим маслом или легкоплавкими солями. Ввиду того, что температура охлаждающей среды должна быть выше 200°, чаще всего применяют расплавленные легкоплавкие соли. В табл. 8 приведены составы солей, применяемых для соляных ванн.
При большом количестве закаливаемого инструмента закалочная ванна должна быть достаточной ёмкости для того, чтобы охлаждающая среда имела незначительные колебания температуры. В случае необходимости расплавленную соль можно охлаждать продувкой сухого воздуха.
Выбор способа закалки зависит от состава стали, сложности изделия и требуемых свойств.
Закалка в одном охладителе, в особенности углеродистых сталей, сопровождается наибольшим процентом брака из-за образования трещин и коробления. Поэтому этим способом закаливают изделия только несложной формы и цементованные.

Закалка более сложных изделий, изготовленных из углеродистых сталей, производится в двух охладителях: вначале в воде, примерно до температуры 150-180°, а затем в масле.
Продолжительность выдержки в воде до переноса в масло определяется калильщиком и для инструмента средних размеров равна примерно 2-5 сек., например, деталь из стали У8А размером 5 х 25 X 180 мм охлаждается в воде 2 сек., после чего переносится в масло. Твёрдость после закалки Rc = 61 - 63. Охлаждение этой детали в воде в течение 5-6 сек. давало 50 -70% брака из-за образования трещин.
Для закалки изделий со сквозными и глухими отверстиями в основном применяется струйчатая закалка. Охлаждение производится в струе воды или водяным душем. После потемнения изделие во избежание самоотпуска охлаждается в масле.
При изотермической закалке нагретое изделие охлаждают в масле или расплавленной соли при температуре немного выше точки мартенситного превращения. После полного окончания превращения аустенита, изделия охлаждают на воздухе. В результате изотермической закалки в стали образуется
структура игольчатого тростита и изделие проиобретает твёрдость R0 = 40-50 в сочетании с высокой вязкостью. При этом способе закалки резко снижаются случаи растрескивания и коробления. В инструментальном деле изотермическая закалка применяется редко из-за низкой твёрдости. В табл. 9 приведено время охлаждения цилиндров в солях с разной температурой.

На практике полностью себя оправдал следующий вид ступенчатой закалки:
В практике термической обработки инструментов иногда закалку совмещают с отпуском. Такая закалка применяется в основном для ударного инструмента, изготовленного из углеродистой стали, в котором твёрдость должна уменьшаться от рабочей части к хвостовику.
Процесс закалки с самоотпуском следует производить в таком порядке: нагреть инструмент до температуры закалки; опустить рабочую часть в воду до потемнения; вынуть и быстро зачистить рабочую часть наждачной бумагой, напильником и т. п. и при появлении требуемого цвета побежалости охладить инструмент в масле.
Закалка при температуре ниже нуля. Структура легированных и высокоуглеродистых сталей после закалки состоит в основном из мартенсита и некоторого количества неразложившегося остаточного аустенита. Превращение остаточного аустенита в мартенсит происходит при последующем отпуске или в результате естественного старения. В некоторых высоколегированных марках сталей (Х12, Х12М и т. п.) аустенит весьма устойчив и полностью превратить его в мартенсит, даже путём многократных отпусков, не удаётся. Хорошим средством для окончательного разложения аустенита является дополнительное охлаждение закалённых изделий до температур -70-80°. В результате этого процесса повышается твёрдость и стабилизируются размеры. Обработка при температурах ниже нуля впервые была исследована и предложена для внедрения в промышленность советским учёным-металловедом Л. П. Гуляевым.
Технологический процесс этого способа закалки следующий: 1) нагрев изделия до требуемой температуры; 2) закалка в обычном для данной стали охладителе; 3) дополнительное охлаждение до температуры -70-80°; 4) отпуск.
При охлаждении до низких температур возникают дополнительные внутренние напряжения, могущие вызвать появление трещин. Мерами, предупреждающими появление трещин, являются ступенчатая закалка и замедленное охлаждение при температурах ниже нуля. Во избежание появления трещин не следует погружать изделия непосредственно в охладитель, а необходимо предварительно завёртывать их в асбест или пользоваться холодильником с двойными стенками. В качестве охладителя применяют жидкий азот, жидкий кислород и т. п.
Закалка с нагревом в электролите. Этот способ закалки разработан лауреатом Сталинской премии инж. И. 3. Ясно-городским. Сущность процесса заключается в следующем: постоянный ток напряжением не ниже 180 в пропускается через электролит, служащий анодом, и деталь, являющуюся катодом, в результате чего на катоде выделяется большое количество тепла, нагревающее деталь до высокой температуры. В качестве электролита применяют водные растворы солей натрия, кальция, магния, бария.
Разработаны и применяются в производстве следующие методы нагрева в электролите:
1. Концевой нагрев, применяемый для нагрева свободного конца изделия. В случае если деталь имеет острые кромки или конус, конец её изолируют, устанавливая на подставку из огнеупорного кирпича, и опускают вместе с ней в электролит. После нагрева детали ток выключают и деталь закаливается в электролите.
2. Местный и поверхностный нагрев, применяемый для нагрева в электролите какой-либо части детали, например закалка обода в катках или круглых деталях больших диаметров и т. п.
3. Последовательный нагрев, заключающийся в том, что часть детали, погружённой в электролит, может быть предохранена от нагрева. Этим методом осуществляют последовательный нагрев части или всей детали.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Лабораторная работа: "Закалка и отпуск углеродистой стали"
Образовательные цели урока : Выполняя работу, студенты должны:
1. Изучить изменение микроструктур доэвтектоидной и заэвтектоидной сталей до и после термической обработки.
2. Определить содержание углерода расчетным путем в доэвтектоидной, заэвтектоидной стали при определенном содержании перлита и цементита вторичного и показать на диаграмме Fe - C .
1. Организационный момент.
2. Краткое вступление преподавателя.
3. Объявление темы.
4. Теоретическое обоснование темы.
5. Назначение и правила пользование приборами и материалами.
6. Выполнение работы.
8. Подведение итогов работы.
9. Оформление отчета по лабораторной работе.
Методические цели урока.
1. Развить интерес к исследовательской работе
2. Закрепить знания, приобретенные на уроках физики, материаловедения.
3. Продолжить формирование навыков проводить эксперимент.
4. Научить использовать результаты исследований в повседневной деятельности.
5. Продолжить формирование коммуникативных навыков работы в группах.
6. Сформировать навыки соблюдения основных положений техники безопасности при выполнении лабораторной работы.
Приборы и материалы.
1. Электронный микроскоп ЭУМП-1.
2. Коллекция шлифов сталей.
3. Альбом фотографий микроструктур углеродистых сталей
4. Диаграмма Fe – Fe3C.
5. Раствор азотной кислоты.
Порядок выполнения работы
1. Изучить содержание основных положений работы.
2. Разобраться со стальной частью диаграммы Fe – Fe3C.
3. Получить навыки определения под микроскопом элементов структуры стали: феррита, цементита, перлита, для чего:
а) рассмотреть фотографии микроструктур в альбоме;
б) рассмотреть под микроскопом подобранные шлифы для изучения структурных составляющих и зарисовать схемы рассмотренных структур.
4. Изучить микроструктуру трех-четырех образцов, относящихся к различным классам стали (доэвтектоидные, эвтектоидные, заэвтектоидные), определить к какому из названных классов относится каждый образец. Зарисовать схему микроструктуры рассмотренных образцов и обозначить на рисунках структурные составляющие.
5. Определить содержание массовой доли углерода по структуре расчетным путем и определить марку углеродистой стали по таблице 1.
6. Составить отчет.
Краткая теоретическая часть.
Термическая обработка углеродистой стали.
Для получения заданных свойств сталей путем изменения их структуры без изменения формы изделия и химического состава широко используется термическая обработка (ТО). Термическая обработка состоит из нагрева до заданной температуры, выдержки при этой температуре и охлаждении. В большинстве случаев решающая роль в получении желаемой структуры принадлежит охлаждению. Основой для изучения термической обработки сталей является диаграмма железо- углерод (рис.1). Так как речь пойдет только о сталях, то рассматриваются сплавы с концентрацией углерода до 2.14%.
Для правильного проведения ТО сталей, необходимо хорошо представлять, какие превращения происходят в них, как влияют на эти превращения скорость нагрева, максимальная температура и время выдержки при нагреве и скорость охлаждения.
Диаграмма состояния железоуглеродистых сплавов.
Основные виды термической обработки сталей: отжиг, нормализация, закалка и отпуск.
Закалка
Назначение закалки - получение высокой прочности и твердости.
закалкой называется процесс термической обработки, заключающийся в нагреве стали до температуры выше критической и последующем достаточно быстром охлаждении с целью получения неравновесной структуры. В результате закалки повышается прочность и твердость стали.
На результат закалки оказывают влияние следующие факторы: нагрев (температура нагрева при закалке и скорость нагревания до температуры закалки), выдержка при температуре закалки и охлаждение от температуры закалки.
Выбор температуры нагрева при закалке углеродистых сталей производится по левой нижней части диаграммы железо — цементит.
Основные факторы воздействия при термической обработке температура и время, поэтому режим любой ТО можно представить графиком в координатах t-τ (рис.2.)
Верхней границей является линия солидус, поскольку процессы первичной кристаллизации не имеют значения.
Приведем общепринятые обозначения критических точек. Они обозначаются буквой «А». Нижняя критическая точка, обозначаемая А1, лежит на линии PSK и соответствует превращению А-П. Верхняя критическая точка А3 лежит на линии GSE и соответствует началу выпадения или концу растворения феррита в доэвтектоидных сталях или цементита (вторичного) в заэвтектоидных сталях. Чтобы отличить критическую точку при нагреве от критической точки при охлаждении рядом с буквой А ставят индекс:
при нагреве – «с» (Ас);
при охлаждении = «r» (Аr).
При закалке доэвтектоидные стали нагревают до температуры на 30—50° выше верхней критической точки Ас3 [Ас3 + + (30—50°)], т. е. выше линии GS диаграммы железо — цементит. При таком нагреве исходная феррито-перлитная структура превращается в аустенит, а после охлаждения со скоростью больше критической образуется структура мартенсита. При нагреве доэвтектоидной стали до более низкой температуры, например, выше критической точки Аг, т. е. выше линии PS диаграммы железо — цементит, но ниже точки А3, структура и свойства стали будут изменяться следующим образом. Исходная феррито-перлитная структура при таком нагреве не будет полностью превращаться в аустенит, а часть феррита останется не превращенным и структура будет аустенит + феррит. Структура после охлаждения будет мартенсит + феррит. Феррит, имеющий низкую твердость, понижает общую твердость закаленной стали. Такая закалка называется неполной.


При закалке заэвтектоидные стали нагревают до температуры на 30—50° выше нижней критической точки Ас [Ас + (30—50°)], т. е. выше линии SK диаграммы железо — цементит. Так как эта линия горизонтальная и соответствует температуре 727° С, для заэвтектоидной стали можно указать интервал температуры нагрева для закалки 760—790° С. При таком нагреве исходная структура перлит будет полностью превращаться в аустенит, а часть вторичного цементита останется нерастворенной, структура будет состоять из аустенита и цементита. После охлаждения со скоростью больше критической аустенит превратится в мартенсит. Структура закаленной стали будет состоять из мартенсита и цементита. Как было указано выше, такая закалка называется неполной. Но если неполная закалка доэвтектоидных сталей оказывает неблагоприятное влияние на их свойства, то неполная закалка заэвтектоидных сталей не ухудшает, а, наоборот, улучшает их свойства и является нормальной. Это объясняется тем, что в заэвтектоидных сталях в результате неполной закалки сохраняется избыточный цементит, обладающий большей твердостью по сравнению с твердостью мартенсита. Поэтому наличие в структуре закаленной заэвтектоидной стали, кроме мартенсита, еще и цементита повышает твердость и износостойкость стали.
Цементит тверже мартенсита НВЦ=800, НВм=650 в углеродистой стали с 0.5%С.
Отпуск – нагрев закаленной стали до температуры ниже Ас1 выдержка при этой температуре и охлаждение.
Отпуск в интервале температур 500÷650°С называется высокий отпуск.

а). доэвтектоидная сталь имеет структуру, состоящую из феррита и перлита.
б) эвтектоидная сталь имеет структуру, состоящую только из перлита.
в) заэвтектоидная сталь имеет структуру, состоящую из перлита и цементита вторичного.
Доэвтектоидные стали содержат от 0,02 до 0,8% С и имеют ферритно-перлитную структуру (рис. 3а). Здесь светлые зерна – это феррит, а темные (штрихованные) участки представляют собой перлит, являющийся двухфазной структурной составляющей, состоящей из пластинок феррита и цементита.
Рис.4. микроструктура доэвтектоидной стали (феррит + перлит):
а) литое состояние
в) после закалки
г) после отпуска

Рис.5. микроструктура заэвтектоидной стали: (перлит и цементит вторичный)
б) после нормализации
Опыт №1. Отличие доэвтектоидных сталей от заэвтектоидных по микроструктуре
Имеются три металлографических способа отличить доэвтектоидные стали от заэвтектоидных.
а) При травлении раствором азотной кислоты избыточные феррит и цементит имеют светлый оттенок. Относительное весовое количество избыточного феррита в доэвтектоидных сталях может изменяться от 100 % (сталь состава точки Р) до 0 % (сталь состава точки S). В то же время количество вторичного цементита в заэвтектоидных сталях может изменяться в узких пределах - от 0 % (сталь состава точки S) до 20 % (сталь состава
точки Е).
Таким образом, если в отожженной стали, наряду с темным перлитом, обнаруживается светлая составляющая, занимающая более 20 % всей площади поля шлифа, видимого в микроскоп, то эта составляющая является избыточным ферритом, и сталь, следовательно, доэвтектоидная.
б) Если относительное количество светлой составляющей меньше 20 %, или если при микроанализе трудно произвести количественную оценку, то эта светлая составляющая может оказаться как избыточным ферритом, так и вторичным цементитом. В этом случае следует использовать индикаторный травитель - горячий щелочной раствор пикрата натрия, который окрашивает цементит в темно-коричневый цвет, оставляя феррит светлым.
в) Если избыточная фаза занимает менее 20 % площади шлифа, протравленного азотной кислотой, то при наличии некоторого опыта можно отличить вторичный цементит от избыточного феррита по форме и оттенку выделений.
Сетка избыточного феррита после отжига составлена из отдельных зерен, в то время как вторичный цементит на шлифе выявляется в виде почти непрерывной сетки. Сетка вторичного цементита выступает над перлитом в виде рельефа, так как твердый цементит после полировки слегка возвышается над более мягким и сильнее сполировывающимся перлитом. Вторичный цементит может выделяться из аустенита также в виде изолированных игл, как по границам, так и внутри колоний перлита. Наконец, цементит выглядит под микроскопом более светлым по сравнению с ферритом.
Опыт №2. Определение доли углерода в стали и марки стали по ее структуре.
Поскольку плотности структурных составляющих сталей близки, то соотношение их массовых долей можно заменить соотношением занимаемых ими площадей.
Доэвтектоидные стали, содержат от 0,15 до 0,8% углерода. Структура доэвтектоидных сталей состоит из феррита и перлита. С увеличением содержания углерода количество феррита уменьшается, а перлита увеличивается.
Количество феррита и перлита можно определить по диаграмме пользуясь правилом отрезков, так как отрезки, соответствующие отдельным структурным составляющим, пропорциональны площадям этих составляющих на микрошлифе. Если сталь имеет состав 0,8% углерода, то структура – один перлит, так как 100% площади занято перлитом. Если часть площади занята ферритом (например, 40%), то можно составить пропорцию для определения процента содержания углерода:
100% пл. – 0,8%С Х= 40% пл. – Х% С
Согласно количеству углерода определяется марка стали. Структуры доэвтектоидных сталей показаны на рис.4.:
В доэвтектоидных сталях массовая доля углерода определяется по формуле:
где Fn – площадь поля зрения микроскопа, занимаемая перлитом, %;
0,8 – % С в перлите.
Рассчитав массовую долю углерода заданной доэвтектоидной стали по формуле (1), можно по табл.1 определить марку этой стали.
Стали, содержащие от 0,8 до 2% углерода, называются заэвтектоидными. Структура заэвтектоидной стали при комнатной температуре состоит из перлита и вторичного цементита, который может располагаться в виде светлых зерен или светлой сетки, расположенной по границам зерен или в виде игл (рис.5.). Вторичный цементит в заэвтектоидной стали, занимает незначительную по величине площадь, и определить ее на глаз затруднительно, поэтому методом, которым определяют содержание углерода в доэвтектоидных сталях, не пользуются. Однако приблизительно содержание углерода в заэвтектоидных сталях определить можно. Например, пусть поля шлифа содержит 90% перлита и 10% вторичного цементита. Зная, что углерод находится как в перлите, так и цементите, составим уравнение для перлита:
100% п – 0,8% С Х1=0,72% С 90% п – Х1 для цементита: 100% ц – 6,67%
Аустенит ( A ) – твердый раствор внедрения углерода в гамма-железе.
Феррит ( Ф ) – твердый раствор внедрения углерода в альфа-железе.
Цементит (Ц) – химическое соединение железа с углеродом (Fe3C).
Ледебурит (Л) - эвтектическая смесь аустенита и цементита .
Перлит (П) - эвтектоидная смесь феррита и цементита .
Определить содержание углерода расчетным путем в доэвтектоидной, заэвтектоидной стали при определенном содержании перлита и цементита вторичного и показать на диаграмме.
2) Поле шлифа в заэвтектоидной стали содержит 85% перлита, 15% цементита вторичного:
Уравнение для перлита: Уравнение для цементита:
100%п -0.8%С 100%ц -6,67%С
II -вариант
1) Fn 2 = 30%; С=?
2)Поле шлифа в заэвтектоидной стали содержит 89% перлита, 11% цементита вторичного:
Содержание отчета:
1. Название работы.
2. Цель работы.
3. Участок диаграммы состояния Fe – Fe3C для сталей, с содержанием углерода до 2,14%.
4. Расчетное содержание массовой доли углерода по структуре расчетным путем и определение марки углеродистой стали по таблице 1.
5. Рисунок микроструктуры стали.
Контрольные вопросы:
1. Содержание углерода в доэвтектоидной стали?
2. Содержание углерода в заэвтектоидной стали?
3. Что такое отжиг?
4. Что такое закалка?
5. При закалке меняется ли структура стали?
6. Что такое нормализация и чем она отличается от отжига?
1. Дальский А.М., Барсукова Т.М. и др. Технология конструкционных материалов. – Машиностроение.1992г.
Читайте также: