09г2с сварка при отрицательных температурах
Обновлено: 18.05.2024
9.1. Недопустимые дефекты, обнаруженные при контроле, должны быть устранены с последующим контролем, исправленных участков.
9.2. Удаление дефектов следует проводить механическим способом - механизированной зачисткой (абразивным инструментом) или механизированной рубкой - с обеспечением плавных переходов в местах выборок.
Допускается удаление дефектных участков воздушно-дуговой, воздушно-плазменной или кислородной строжкой (резкой) с последующей обработкой поверхности выборки механическим способом в соответствии с требованиями п. 5.3 настоящего РД.
9.3. На участках шва с трещиной должны быть определены ее концы путем травления или капиллярным методом и засверлены сверлом диаметром 2-4 мм, после чего дефектный металл удаляется полностью. При сквозной трещине для удобства последующей заварки выборки целесообразно оставлять слой металла толщиной 2-2,5 мм в качестве подкладки нового шва. Заварку в этом случае нужно начинать с переплавления оставшейся части металла с трещиной, причем сварщик должен следить за полным расплавлением подкладки: если перед электродом перемещается маленькое сквозное отверстие, то это означает, что сварка идет с полным проваром.
9.4. Обнаруженные при внешнем осмотре, ультразвуковой дефектоскопии или радиографировании сварных соединений металлоконструкций дефекты сварных швов должны исправляться следующим образом:
г) дефектные участки - трещины, незаплавленные кратеры, поры, неметаллические включения, несплавления и непровары - удалить до "здорового" металла, не оставляя острых углов, и подварить до получения шва нормального размера;
д) все ожоги поверхности основного металла сварочной дугой следует зачищать абразивным инструментом на глубину 0,5-0,7 мм.
9.5. При удалении механизированной зачисткой (абразивным инструментом) дефектов сварных соединений риски на поверхности металла от абразива должны быть направлены вдоль сварного соединения, при зачистке мест установки начальных и выводных планок - вдоль торцевых кромок свариваемых элементов конструкций, при удалении усиления шва - под углом 40-50° к оси шва.
Ослабление сечения при обработке сварных соединений (углубление в основной металл) не должно превышать 3% толщины свариваемого элемента, но не более 1 мм.
9.6. Исправление дефектов без заварки мест их выборки допускается в случае сохранения минимально допустимой толщины стенки детали в месте максимальной глубины выборки.
9.8. В конструкциях, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно (при строительстве в климатических районах , согласно ГОСТ 16350), механизированную вышлифовку, кислородную и воздушно-дуговую поверхностную строжку (резку) участков сварных швов с дефектами, а также заварку исправляемого участка при температуре, указанной в табл. 6.1 и ниже, следует выполнять после подогрева зоны сварного соединения до 120-160°С.
9.9. Заварку выборок следует производить одним из допущенных для данного металла способов сварки с использованием сварочных материалов, применяемых для сварки этого изделия.
9.10. Исправленные участки независимо от методов и объемов контроля, которым подвергаются такие же бездефектные сварные соединения, должны быть проконтролированы:
путем внешнего осмотра и магнитопорошковой или капиллярной дефектоскопии либо травления - выборки, не подвергавшиеся последующей заварке;
путем внешнего осмотра и радиографического или ультразвукового контроля, а также других неразрушающих методов контроля по указанию ПТД - заваренные выборки.
9.11. Если при контроле исправленного участка будут обнаружены дефекты, то допускается проводить повторное исправление в том же порядке, что и первое.
Исправление дефектов на одном и том же участке сварного соединения допускается проводить не более трех раз.
Вопрос о возможности исправления дефектов на одном участке сварного соединения более трех раз должен решаться по согласованию с отраслевой специализированной организацией.
9.12. При ремонте сварных соединений оформляют ту же техническую документацию, что и в процессе монтажа металлоконструкций.
10. Оформление технической документации
10.1. Первичным документом по сварке является журнал сварочных работ, который оформляется в соответствии с требованиями СНиП 3.03.01-87.
10.2. Проектной организацией, разрабатывающей проект производства работ (ППР) по монтажу металлоконструкций, составляется перечень узлов, подлежащих сдаче заказчику с указанием сварочной документации, которая должна оформляться в соответствии с настоящим разделом РД и сдаваться заказчику.
Перечень согласовывается с заказчиком и сдается ему после окончания монтажа вместе со сварочной документацией.
10.3. На каждое свариваемое изделие оформляется, кроме журнала сварочных работ, следующая техническая документация:
б) сертификаты (или их копии) на электроды, проволоку и флюс, использованные при производстве работ по сварке данного изделия;
г) заключения по ультразвуковому или радиографическому контролю сварных соединений (приложения 18 и 19).
Способы сварки стали 09Г2С
Низколегированные низкоуглеродистые конструкционные стали, как правило, используют для изготовления ответственных сварных конструкций.
По реакции на термический цикл низколегированная низкоуглеродистая сталь мало отличается от обычной низкоуглеродистой. Различия состоят в основном в несколько большей склонности к образованию закалочных структур в металле шва и околошовной зоне при повышенных скоростях охлаждения. Металл шва низкоуглеродистых низколегированных сталей, например 09Г2С,17Г1С, 14ХГС и др., имеет не только феррито-перлитную структуру, но и при повышенных скоростях охлаждения в швах этих сталей кроме феррита и перлита присутствуют также мартенсит, бейнит и остаточный аустенит. Обнаруживаемый в таких швах мартенсит — бесструктурный, а бейнит представляет собой феррито-карбидную смесь высокой дисперсности. Количество указанных структурных составляющих изменяется в зависимости от температурного цикла сварки. При уменьшении погонной энергии количество мартен сита, бейнита и остаточного аустенита в металле шва повышается, и дисперсность их увеличивается. Так, количество закалочных структур в швах на низкоуглеродистой кремнемарганцевой стали толщиной 12 мм при сварке с погонной энергией Е = 4 ккал/см и скорости охлаждения в интервале температур 400—600° С, примерно равной 4,5° С/с, составляет 10—11%.
В швах, выполненных с большой погонной энергией, количество этих структур резко уменьшается. Структура швов на этой же стали при погонной энергии 13 ккал/см и скорости охлаждения примерно 0,5—0,6° С/с состоит только из феррита и перлита. Мартенсит и бейнит образуются также и в околошовной зоне сварных соединений, например стали 14ХГС, Их количество при сварке такой стали максимально (около 3%) в участке перегрева и снижается по мере удаления от линии сплавления.
При небольшом количестве закалочных структур их влияние на механические свойства сварных соединений незначительно в связи с равномерным и дезориентированным расположением этих составляющих в мягкой ферритной основе. Однако при увеличении доли таких структур в шве и околошовной зоне пластичность металла и его стойкость против хрупкого разрушения резко ухудшаются. Дополнительное легирование стали марганцем, кремнием и другими элементами способствует образованию в сварных соединениях закалочных структур. Поэтому режим сварки большинства низколегированных сталей ограничивается более узкими (по значению погонной энергии) пределами, чем при сварке низкоуглеродистой стали. В ряде случаев, например при микролегировании ванадием, ванадием и азотом, а также другими элементами, склонность низколегированной стали к росту зерна в околошовной зоне при сварке незначительна.
Для определения реакции низколегированной стали на термический цикл сварки проводят комплекс испытаний. С целью снижения разупрочнения в околошовной зоне термоулучшенные низколегированные стали следует сваривать при минимально возможной погонной энергии.
Обеспечение равнопрочности металла шва с основным металлом достигается в основном за счет легирования его элементами, переходящими из основного металла. Иногда для повышения прочности и стойкости против хрупкого разрушения металл шва дополнительно легируют через сварочную проволоку.
Стойкость металла шва против кристаллизационных трещин при сварке низколегированных сталей несколько ниже, чем низкоуглеродистых, в связи с усилением отрицательного влияния углерода некоторыми легирующими элементами, например кремнием. Повышение стойкости против образования трещин достигается снижением содержания в шве углерода, серы и некоторых других элементов за счет применения сварочной проволоки с пониженным содержанием указанных элементов, а также выбором соответствующей технологии сварки (последовательность выполнения швов, обеспечение благоприятной формы провара) и рациональной конструкции изделия.
4.1. Технология сварки покрытыми электродами.
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
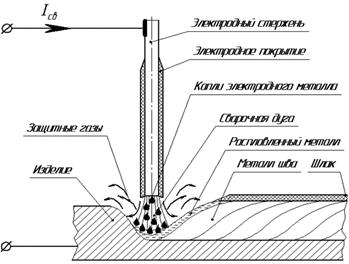
Рис.2. Схема сварки покрытым металлическим электродом
Электрод состоит из электродного стержня и электродного покрытия (см. рисунок 1).
- возможность сварки во всех пространственных положениях;
- возможность сварки в труднодоступных местах;
- быстрый, по времени переход от одного вида материала к другому;
- большая номенклатура свариваемых металлов.
- большие материальные и временные затраты на подготовку сварщика;
- качество сварного соединения и его свойства во многом определяются субъективным фактором;
- низкая производительность (пропорциональна сварочному току, увеличение сварочного тока приводит к разрушению электродного покрытия);
- вредные и тяжёлые условия труда.
Рациональные области применения:
- сварка на монтаже;
- сварка непротяжённых швов.
Технология сварки низколегированных низкоуглеродистых сталей покрытыми электродами мало отличается от технологии сварки низкоуглеродистых сталей. Характер подготовки кромок, режимы сварки, порядок наложения швов практически одинаковы. Прихватки при сборке необходимо выполнять теми же электродами, что и при сварке основного шва, и накладывать только в местах, где располагается шов.
Низколегированные стали сваривают в основном электродами с фтористо-кальциевым покрытием типа Э42А и Э50А, обеспечивающими более высокую стойкость против образования кристаллизационных трещин и повышенные пластические свойства по сравнению с электродами других типов. Для сварки сталей с пониженным содержанием углерода (например 09Г2) в ряде случаев используют электроды с рутиловым покрытием, например АН0-1 (тип Э42Т). Наиболее широко применяют электроды УОНИ-13/45, СМ-11, АНО-8 (тип Э42А) и УОНИ-13/55, ДСК-50, АНО-7 (тип Э50А), обеспечивающие прочность и пластичность металла шва на уровне свойств основного металла.
Высокая прочность металла шва при сварке электродами типа Э42А достигается за счет перехода легирующих элементов в шов из основного металла и повышенной скорости охлаждения шва. Для сварки кольцевых швов трубопроводов, работающих при температурах до —70° С, например из стали 10Г2, находят применение электроды ВСН-3 (тип Э50АФ) с фтористо-кальциевым покрытием.
Швы, сваренные покрытыми электродами, в ряде случаев имеют пониженную стойкость против коррозии в морской воде, что значительно снижает эксплуатационные свойства сварных сосудов, морских эстакад и других сооружений., Это обусловлено малым содержанием в поверхностных слоях металла шва легирующих элементов (хрома, никеля, меди) вследствие низкой доли участия основного металла в металле этих слоев. Для повышения коррозионной стойкости металл шва следует легировать хромом.
4.2. Технология сварки под флюсом.
При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом (рисунок 2).

Рис. 3. Схема сварки под флюсом
Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Не израсходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшем при сварке.
- минимальные потери электродного металла (не более 2%);
- максимально надёжная защита зоны сварки;
- минимальная чувствительность к образованию оксидов;
- мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги;
- не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса;
- низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва;
- малые затраты на подготовку кадров;
- отсутствует влияния субъективного фактора.
- трудозатраты с производством, хранением и подготовкой сварочных флюсов;
- трудности корректировки положения дуги относительно кромок свариваемого изделия;
- неблагоприятное воздействие на оператора;
- нет возможности выполнять сварку во всех пространственных положениях без специального оборудования.
- сварка в цеховых и монтажных условиях;
- сварка металлов от 1,5 до 150 мм и более;
4.3. Технология сварки в защитных газах плавящимся электродом.
При сварке плавящимся электродом в защитном газе (рисунок 3) в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.

Рис.4. Схема сварки в защитных газах
При сварке в защитных газах плавящимся электродом в качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо активностью, способствующей рафинации металла сварочной ванны. Для сварки цветных металлов и сплавов на их основе применяют инертные одноатомные газы (аргон, гелий и их смеси). Для сварки меди и кобальта можно применить азот. Для сварки сталей различных классов применяют углекислый газ, но так как углекислый газ участвует в металлургических процессах, способствуя угару легирующих компонентов и компонентов – раскислителей (кремния, марганца), то сварочную проволоку следует выбрать с повышенным их содержанием. В ряде случаев целесообразно применять смесь инертных и активных газов, чтобы повысить устойчивость дуги, улучшить формирование шва, воздействовать на его геометрические параметры, уменьшить разбрызгивание.
Сварку в защитных газах плавящимся электродом ведут на постоянном токе обратной полярности, т.к. на переменном токе из-за сильного охлаждения столба дуги защитным газом, дуга может прерываться. Скорость подачи сварочной проволоки определяет силу сварочного тока.
Для сварки в защитных газах плавящимся электродом характерно высокий процент потерь электродного металла вследствие угара и разбрызгивания.
Разбрызгиванию способствует вид переноса электродного металла, зависящий от параметров режима сварки (рисунок 4):
При крупнокапельном переносе электродного металла образуется малое количество брызг, вследствие нечастых, но продолжительных коротких замыканий дугового промежутка. Высокое объёмное теплосодержание крупных капель приводит к надёжному соединению с поверхностью свариваемого металла.
При смешанном переносе электродного металла наблюдается максимальное образование брызг (потери на разбрызгивание могут достигать 20-30%) – такое явление также связано с короткими замыканиями дугового промежутка расплавленным электродным металлом и образованием в межэлектродном промежутке капель с разной массой и различной скоростью перемещения. В диапазоне сварочных токов, при котором возникает смешанный перенос электродного металла сварку не выполняют.
Рис.5. Виды переноса электродного металла
Наименьшие потери на разбрызгивание наблюдаются при мелкокапельном переносе электродного металла. В определённом диапазоне сварочных токов (плотностей сварочных токов) перенос электродного металла приобретает мелкокапельный (струйный характер). Образовавшаяся на торце электрода, при таком процессе, капля не растягивается и не увеличивается до соприкосновения с основным металлом, что не приводит к коротким замыканиям, взрывам и образованиям брызг.
- Повышенная производительность (по сравнению с дуговой сваркой покрытыми электродами);
- Отсутствуют потери на огарки, устранены затраты времени на смену электродов;
- Надёжная защита зоны сварки;
- Отсутствие шлаковой корки;
- Возможность сварки во всех пространственных положениях.
- Большие потери электродного металла на угар и разбрызгивание (на угар элементов 5-7%, при разбрызгивании от 10 до 30%);
- Мощное излучение дуги;
- Ограничение по сварочному току;
- Сварка возможна только на постоянном токе.
- Сварка тонколистового металла и металла средних толщин (до 20мм);
- Возможность сварки сталей всех классов, цветных металлов и сплавов, разнородных металлов.
Это в основном полуавтоматическая сварка в углекислом газе. На практике применяют те же сварочные материалы, что и для сварки низкоуглеродистой стали. Так, стали 14ХГС, 10ХСНД, 09Г2С сваривают сварочной проволокой Св-08Г2С. При однослойной сварке и сварке не более чем в два-три слоя можно применять проволоку Св-12ГС.
Полуавтоматическую сварку в углекислом газе выполняют также порошковыми проволоками ПП-АН4 и ПП-АН8. Проволоку ПП-АН8 можно использовать и при автоматической сварке. Швы, сваренные проволокой ПП-АН8, например, на стали 09Г2, равнопрочные основному металлу и имеют повышенные пластические характеристики.
Для повышения коррозионной стойкости сварных соединений в морской воде применяют сварочную проволоку Св-08ХГ2С, обеспечивающую дополнительное легирование металла шва хромом.
4.4.Технология электрошлаковой сварки.
Наиболее применима электрошлаковая сварка при изготовлении крупногабаритных изделий из низколегированных сталей 09Г2С, 16ГС, 15ХСНД и 14Г2 толщиной 30—100 мм, а в ряде случаев толщиной до 160 мм. Сварку ведут с применением флюса АН-8 проволоками Св-08ГС, Св-10Г2, реже Св-12ГС. Металл шва, выполненный проволоками Св-08А и Св-08ГА, менее прочен, чем основной металл.
Применение усовершенствованных режимов позволяет часто отказаться от высокотемпературной термообработки (нормализации) сварных конструкций, выполненных электрошлаковой сваркой. Так, например, сталь 16ГС толщиной 50 мм сваривается при ускоренной подаче сварочной проволоки с увеличенной скоростью поперечных перемещений электрода и большим временем выдержки у ползунов. Примерный режим сварки следующий:
Сила постоянного тока, А . 900
Напряжение, В . 42
Число электродов . 1
Скорость подачи электродной проволоки, м/ч . 576
Скорость перемещения электрода, м/ч . 75
Продолжительность выдержки у ползунов, с . 6
Глубина шлаковой ванны, мм . 50
Сухой вылет электрода, мм . 70
Принятый режим перемещения электрода способствует выравниванию глубины сварочной ванны по толщине металла. В связи с этим скорость подачи сварочной проволоки может быть значительно повышена без опасности образования в швах кристаллизационных трещин. В свою очередь, увеличение подачи проволоки и, следовательно, скорости сварки уменьшает перегрев околошовной зоны. Свойства сварных соединений стали 16ГС, выполненных проволокой Св-10Г2 под флюсом АН-8 на указанном режиме и после отпуска при температуре 650° С, практически такие же, как и при дуговой сварке металла равной толщины.
Как распознать напряжение: Говоря о мышечном напряжении, мы в первую очередь имеем в виду мускулы, прикрепленные к костям .
Личность ребенка как объект и субъект в образовательной технологии: В настоящее время в России идет становление новой системы образования, ориентированного на вхождение.
Как выбрать специалиста по управлению гостиницей: Понятно, что управление гостиницей невозможно без специальных знаний. Соответственно, важна квалификация.
Почему человек чувствует себя несчастным?: Для начала определим, что такое несчастье. Несчастьем мы будем считать психологическое состояние.

1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 . Изготовление сборочных единиц и комплектная поставка трубопроводных линий производится по ОСТ 26-01-136-81 .
1.2 . Сборочные единицы трубопроводов высокого давления должны изготовляться на предприятиях, которые располагают техническими средствами, обеспечивающими качественное их изготовление, в полном соответствии с требованиями настоящего стандарта.
1.3 . Сварка сборочных единиц трубопроводов высокого давления должна производиться по технологическим процессам или инструкциям, разработанным в соответствии с требованиями настоящего стандарта.
1.4 . Стандарт разработан с учетом требований ПУГ-69.
2. ТРЕБОВАНИЯ К МАТЕРИАЛАМ ТРУБ И ДЕТАЛЕЙ ТРУБОПРОВОДОВ
2.1 . Трубы и детали трубопроводов, применяемые для изготовления сборочных единиц должны удовлетворять требованиям стандартов и технических условий, приведенных в обязательном приложении 1 .
(Новая редакция, Изм. № 1).
Качество и свойства материалов труб и деталей трубопроводов должны быть подтверждены сертификатами. При отсутствии сертификатов или некоторых данных в них испытания материалов должны быть выполнены на заводе-изготовителе сборочных единиц в соответствии с требованиями стандартов или технических условий, приведенных в обязательном приложении 1.
2.3. Материалы труб и деталей трубопроводов из коррозионно-стойких сталей, предназначенных для изготовления трубопроводов, к которым предъявляются требования стойкости против межкристаллитной коррозии, перед запуском в производство должны быть испытаны на стойкость против межкристаллитной коррозии по ГОСТ 6032-89 .
(Измененная редакция, Изм. № 1).
3. ТРЕБОВАНИЯ К СВАРОЧНЫМ МАТЕРИАЛАМ
3.1 . Сварочные материалы для прихватки, наплавки, сварки сборочных единиц должны назначаться в соответствии с требованиями обязательных приложений 2 и 3 . При назначении сварочных материалов необходимо учитывать допустимую температуру эксплуатации сварных соединений, указанную в этих приложениях. Применение сварочных материалов, не указанных в приложениях, допускается по согласованию с ИркутскНИИхиммашем.
3.2 . Сварочные материалы должны соответствовать требованиям стандартов и технических условий на их поставку и иметь сертификаты.
При отсутствии сертификатов потребитель должен провести контрольные испытания согласно требованиям стандартов или технических условий.
3.3 . Приемку, хранение, подготовку сварочных материалов перед выдачей в производство выполнять в соответствии с требованиями ОСТ 26-3-87.
3.4 . Сварочные материалы для сборочных единиц, к сварным соединениям которых предъявляются требования стойкости против межкристаллитной коррозии, независимо от наличия сертификатов, перед запуском в производство должны подвергаться испытаниям на стойкость против межкристаллитной коррозии по ГОСТ 6032-89 .
3.5 . Сварочные материалы, предназначенные для сварных соединений из аустенитных сталей, работающих при температуре свыше 350 до 450 ° С должны обеспечивать в наплавленном металле содержание ферритной фазы не более 8 %, работающих при температуре свыше 450 до 510 ° С - не более 6 %.
3.6 . Сварочные материалы, предназначенные для сварных соединений перлитных сталей, работающих в водородосодержащих средах при температуре свыше 200 ° С, должны обеспечивать в наплавленном металле содержание хрома не менее минимального содержания хрома в свариваемой стали, установленного требованиями стандартов или технических условий, или установленного техническим проектом.
4. ТРЕБОВАНИЯ К СВАРОЧНОМУ ОБОРУДОВАНИЮ КВАЛИФИКАЦИИ СВАРЩИКОВ И ИТР
4.1 . Сварочное оборудование, используемое для сварки труб и деталей трубопроводов высокого давления, должно удовлетворять требованиям ОСТ 26-3-87.
4.2 . К сварочным работам при изготовлении сборочных единиц могут быть допущены сварщики, выдержавшие теоретические и практические испытания в соответствии с « Правилами аттестации сварщиков », утвержденными Госгортехнадзором СССР и имеющие удостоверение на право производства соответствующих сварочных работ.
4.3 . Квалификационные разряды сварщиков, выполняющих сварку сборочных единиц, должны соответствовать требованиям «Единого тарифно-квалификационного справочника работ и профессий рабочих».
4.4 . Контрольные образцы, сваренные сварщиком в процессе аттестации и проверок, должны подвергаться испытаниям в соответствии с разд. 11 настоящего стандарта.
4.5 . Для получения права выполнения сварки во всех пространственных положениях ручными и механизированными способами при аттестации, повторных и дополнительных испытаниях свариваются два неповоротных стыка - вертикальный и горизонтальный.
4.6 . Результаты испытаний контрольных сдаточных сварных соединений, выполненных в соответствии с подразделами 11.7 , 11.8 и 11.9 , могут быть засчитаны как результаты испытаний контрольных образцов для проверки квалификации сварщиков.
4.7 . К проведению особо ответственных работ: ручной электро- и аргонодуговой сварке корня шва, сварке трубопроводов с толщиной стенки более 30 мм, допускаются сварщики, постоянно обеспечивающие высокое качество сварных соединений сборочных единиц трубопроводов высокого давления.
4.8 . Каждому сварщику присваивается номер личного клейма. Присвоение одного и того же номера клейма нескольким сварщикам не допускается.
4.9 . На каждого сварщика, выполняющего сварку сборочных единиц, должен быть заведен формуляр, в который заносятся результаты испытаний контрольных и производственных сварных соединений.
4.10 . К руководству работами по сварке, термообработке и контролю качества сварных соединений допускаются ИТР, изучившие положения настоящего стандарта, рабочие чертежи, технологические процессы и другую необходимую при изготовлении сборочных единиц нормативно-техническую документацию, действующую на заводе-изготовителе. Проверка знаний ИТР должна проводиться не реже одного раза в три года.
5. ТРЕБОВАНИЯ К ПОДГОТОВКЕ КРОМОК ПОД СВАРКУ
5.1 . Форма и размеры разделки кромок под сварку должны соответствовать:
1 ) для труб и деталей трубопроводов с условным проходом до Ду 200 мм включительно - ГОСТ 22790-89 ;
2 ) для труб и деталей трубопроводов с условным проходом от Ду 250 мм до Ду 500 мм включительно - ОСТ 26-01-21-82;
3 ) для сварных соединений приварки штуцеров - ГОСТ 22811-83 , ОСТ 26-01-35-82.
Допускается для стыковых швов, выполняемых на заводе-изготовителе сборочных единиц, применять формы разделок кромок под сварку в соответствии с ГОСТ 16037-80 и рекомендуемым приложением 6 настоящего стандарта.
Применение остающихся подкладных колец для сварных соединений трубопроводов (стыковых, приварки штуцеров) не допускается.
5.2 . Обработка кромок труб и деталей трубопроводов под сварку должна производиться механическим способом. Шероховатость обработанных кромок должна быть не более Rz 80 по ГОСТ 2789-73 .
5.3 . Разделительную резку труб допускается производить любым промышленным способом. Огневая резка труб из стали 14ХГС при температуре окружающего воздуха ниже 0 ° С должна производиться с предварительным подогревом места реза до температуры 100 - 150 ° С, хромомолибденовых, хромомолибденованадиевых и хромомолибденованадиевовольфрамовых сталей - до температуры 200 - 250 ° С. При огневой резке труб должен быть предусмотрен припуск на механическую обработку.
5.4 . Величина припуска на механическую обработку после огневой резки должна быть не менее (считая от максимальной впадины реза):
1 ) 3 мм - для труб из углеродистых, марганцевокремнистых, хромокремнемарганцовистых сталей;
2 ) 10 мм - для труб из хромомолибденовых, хромомолибденованадиевых, хромомолибденованадиевовольфрамовых сталей;
3 ) 2 мм - для труб из аустенитных сталей.
5.5 . Отклонение от перпендикулярности обработанного под сварку торца трубы или детали относительно продольной оси не должно быть более:
1 ) 0,5 мм - для Ду 6 - Ду 65 мм;
2 ) 1,0 мм - для Ду 80 - Ду 150 мм;
3 ) 1,5 мм - для Ду 200 - Ду 500 мм.
5.6 . При подгонке криволинейных поверхностей и устранении дефектов в сварных соединениях трубопроводов допускается обработку кромок труб и деталей производить абразивным инструментом.
5.7 . Внутренняя и наружная поверхности свариваемых элементов должны быть зачищены до металлического блеска механическим способом на ширину не менее 20 мм от границы разделки кромок.
5.8 . Свариваемые кромки, неподвергаемые предварительному подогреву, непосредственно перед сваркой должны быть обезжирены уайт-спиритом, ацетоном или другими растворителями.
6. ТРЕБОВАНИЯ К СБОРКЕ
6.1 . Сборка элементов трубопроводов под сварку должна производиться по рабочей документации в соответствии с требованиями настоящего стандарта.
6.2 . Стыкуемые между собой трубы и детали трубопроводов, обработка кромок которых под сварку производится в соответствии с ГОСТ 16037-80 или рекомендуемым приложением 6 , должны подбираться по размерам внутренних диаметров, разность которых допускается до 4 %, но не более 1,0 мм.
При разности внутренних диаметров более 1 мм должна производиться расточка трубы с меньшим диаметром под углом 12 - 15 ° при условии сохранения расчетной толщины стенки.
6.3 . Смещение внутренних поверхностей свариваемых труб и деталей трубопроводов после сборки допускается в пределах 10 % от толщины стенки, но не более 0,5 мм.
6.4 . Смещение стыкуемых труб и деталей трубопроводов по наружной поверхности из-за разности наружных диаметров не должно превышать 30 % толщины стенки более тонкостенной трубы, но не более 5 мм.
При смещении, превышающем допускаемое значение, на трубе или детали трубопровода большего диаметра делается скос под углом 12 - 15 ° .
6.5 . При сборке труб с деталями трубопроводов, на которых не разрешается производить скос, должны применяться переходники, обеспечивающие смещение кромок, согласно п.п. 6.3 , 6.4 .
6.6 . Отклонение от прямолинейности на расстоянии 200 мм в обе стороны от оси шва не должно превышать 1,5 мм. Измерение производится в трех местах, равнорасположенных по окружности.
Допуск на кривизну, предусмотренный техническими условиями на изготовление труб, при этом не учитывается.
6.7 . Закрепление труб и деталей трубопроводов при сборке должно осуществляться прихватками. Допускается сборку стыковых соединений производить с помощью временных технологических креплений.
Прихватки должны выполняться по принятой для сварки корня шва технологии. Для стыковых соединений, свариваемых механизированной и автоматической сваркой в среде защитных газов, прихватку допускается производить ручной аргонодуговой сваркой неплавящимся электродом.
6.8 . Размеры, количество и расположение прихваток определяются технологическим процессом. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, должны быть удалены механическим способом.
6.9 . При сборке стыковых соединений с помощью временных технологических креплений, сварные швы приварки креплений должны располагаться не ближе 30 мм от кромок разделки.
Крепления, привариваемые к деталям из аустенитных сталей, должны быть изготовлены из хромоникелевой стали типа 12Х18Н10Т, а привариваемые к деталям из перлитной стали - из стали 20 или ст. 3, 09Г2С, 10Г2С1, 16ГС.
6.10 . Приварку технологических креплений на трубах и деталях трубопроводов производить ручной электродуговой или аргонодуговой сваркой в соответствии с принятой для данной марки стали технологией в части сварочных материалов, предварительного подогрева и последующей термообработки.
Допускается для приварки креплений к деталям из перлитных сталей применять электроды типа Э42А или Э50А по ГОСТ 9467-75, сварочную проволоку СВ-08Г2С по ГОСТ 2246-70 (для аргонодуговой сварки), из аустенитных сталей - электроды типа Э-04Х20Н9 или Э-07Х20Н9 по ГОСТ 10052-75, сварочную проволоку СВ-01Х19Н9 или СВ-04Х19Н9 по ГОСТ 2246-70.
При приварке технологических креплений ручной электродуговой сваркой к трубам и деталям из аустенитных сталей должны быть приняты меры, предупреждающие попадание брызг наплавленного металла на поверхность труб и деталей.
6.11 . Удаление временных креплений должно производится механическим способом. Допускается временные крепления удалять огневым способом, при этом должна быть оставлена часть крепления высотой не менее 5 мм от поверхности детали. Места приварки креплений должны быть зачищены механическим способом заподлицо с поверхностью детали и проконтролированы цветной или магнитопорошковой дефектоскопией.
6.12 . При сборке стыковых соединений трубопроводов из аустенитных сталей с толщиной стенки менее 8 мм, к которым предъявляются требования стойкости против межкристаллитной коррозии приварку временных технологических креплений производить аргонодуговой сваркой.
6.13 . Угол между образующими штуцера и трубы должен быть выдержан в пределах 90 ° ± 50 ¢ .
7. ТРЕБОВАНИЯ К СВАРКЕ
7.1 . При изготовлении сборочных единиц допускаются следующие виды сварки:
1 ) ручная электродуговая покрытыми металлическими электродами;
2 ) ручная, механизированная и автоматическая в среде защитных газов;
3 ) комбинированная, с проваром корня шва ручной аргонодуговой сваркой неплавящимся электродом и последующим заполнением разделки ручной электродуговой, механизированной или автоматической сваркой в среде защитных газов или под флюсом.
7.2 . Сварка сборочных единиц, предназначенных для трубопроводов, транспортирующих агрессивные среды, должна выполняться аргонодуговой сваркой или комбинированным способом со сваркой корня шва аргонодуговой сваркой на высоту не менее 5 мм.
7.3 . Сварка должна производиться в помещении при температуре окружающего воздуха не ниже 0 ° С.
7.4 . Требования предварительного и сопутствующего подогрева свариваемых элементов определяются в соответствии с табл. 1 .
7.5 . Способы предварительного и сопутствующего подогрева должны обеспечить заданные режимы и равномерность нагрева по всему периметру сварного соединения.
6.5. Технология сварки стыков труб
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Книга: Оборудование грузоподъемное. Общие технические требования
3.4. Дополнительные требования к сварке при отрицательных температурах
3.4.1. Ручная и полуавтоматическая сварка стальных металлоконструкций должна производиться без подогрева при температуре воздуха не ниже указанной в табл. 10. -
Сварку при отрицательной температуре (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре.
Автоматическую сварку металлоконструкций из углеродистой и низколегированной стали при температуре воздуха не ниже ¾20 °С разрешается вести по той же технологической документации, что и при положительной температуре при обеспечении требуемого качества шва.
Таблица 10
Температура воздуха, °С
Толщина стали, мм
Листовые объемные и сплошные стенчатые
До 16 (включительно)
Примечание. Ручную и полуавтоматическую сварку при температуре выше —20 °С, но ниже указанной в таблице, следует производить с подогревом стали до 100—150 °С, в зоне выполнения сварки на ширину не менее 100 мм с каждой стороны. Подогрев производится также в случаях, указанных в пп. 3.4.2—3.4.5.
При более низкой температуре автоматическая сварка может производиться только по специально разработанной технологической документации, предусматривающей увеличение тепловложения и снижение скорости охлаждения, а также обеспечивающей получение качественных сварных швов.
3.4.2. При температуре окружающего воздуха ниже —5 °С все швы, выполняемые всеми видами сварки, заваривают от начала до конца без перерыва в последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процессов, как указано в п. 3.3.13.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции.
3.4.3. К сварке стыковых швов предъявляются следующие требования:
техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при толщине металла до 16 мм отличается от техники сварки при нормальной температуре. При толщине металла более 16 мм и температуре окружающего воздуха ниже —15 °С сварка первых двух слоев ведется с сопутствующим подогревом до 180—200 °С;
при несимметричных швах и толщине металла до 35 мм в первую очередь заваривать основную часть шва. При сварке соединений с подваркой последнюю рекомендуется вести после сварки основного шва. Если эти требования невыполнимы, то необходимо осторожно проводить кантовку элемента:
при сварке металла толщиной 36—60 мм обязательной является кантовка для наложения подварочного слоя с противоположной стороны после сварки первых 4—5 слоев. Заварка шва полностью с одной стороны недопустима;
сварку листов объемных металлоконструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем вырубки или шлифовки.
Вырубка металла зубилом может выполняться только после его подогрева до 100-150 °С.
3.4.4. К сварке тавровых и угловых швов предъявляются следующие требования:
если сечение шва равно или больше значений, приведенных в табл. 11, а коэффициент формы провара более 1,3 (рис. 10), то сварка однослойных и многослойных швов без разделки кромок для всех марок сталей производится без подогрева основного металла;
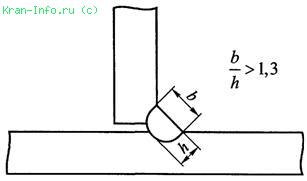
если сечение шва менее рекомендуемого табл. 11 и коэффициент формы провара менее 1,3 и его нельзя изменить, то при сварке для всех марок сталей при температуре воздуха —15 °С и ниже необходим подогрев металла до температуры 200-220 °С;
сварка многослойных швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
3.4.5. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180-200 °С.
3.4.6. К рабочему месту сварочные материалы следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места сварочные материалы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
Читайте также: