Электрофузионная сварка пнд труб
Обновлено: 26.04.2024
Электромуфтовая сварка — это технология соединения полиэтиленовых и пластиковых труб электросварными муфтами.
Отличительные особенности электромуфтовой сварки:
— возможность сварки в ограниченных условиях; — возможность сварки сложных пространственных конструкций — соединение труб разного давления — соединения труб разной толщины — возможность соединения труб из разных материалов — большой ассортимент различных вариантов муфт для соединения — низкая зависимость от человеческого фактора
Что такое электромуфта ?
В теле полиэтиленовой муфты находится металлическая спираль. Причём спираль может быть разной: полностью скрытой, частично скрытой, полностью открытой. При включении напряжения спираль нагревается и расплавляет свариваемые трубы и муфту. После остывания и кристаллизации материала образуется надёжное соединение.
Этапы электромуфтовой сварки:
- очистка концов труб (торцевание)
- снятие оксидного слоя (скребками или Turbo-насадками)
- установка муфты
- фиксация труб в в позиционере
- сварка муфты с помощью специального оборудования
- остывание муфты
Электросварочное оборудование

Для ускорения работы используется система протоколирования, которая запоминает ранее выставленные данные и быстро настраивает их на следующем участке трубопровода. Электромуфтовый аппарат также оснащен системой ручного ввода данных для корректировки времени и температуры сварки.

Моновалентные сварочные аппараты с портом USB. Euro S1, Euro S1 Light
Нагревательная энергия автоматически регулируется в зависимости от диаметра фитинга, его параметра SDR, диаметра свариваемой трубы и температуры окружающей среды.
Моновалентные аппараты EURO S1 и EURO S1 LIGHT способны записать код оператора, местоположение площадки, дату, время и параметры о сварке. Для экспорта данных может быть использован порт USB.
Поливалентные сварочные аппараты с портом USB. Euro SP1, EURO SP1 Plus

Euro SP1 Код 12.19 SP1
Универсальный электросварочный аппарат EURO SP1 Plus применятся для монтажа электросварных фитингов всех производителей.
Аппарат работает как в автоматическом (сканер считывает штрих-код с фитинга и параметры сварки выставляются автоматически), так и в ручном режиме.
2.5 / 30 цифроаая отслеживаемость 128 / 26 / 40 цифровая
Электросварочные аппараты RITMO (Италия) подробнее

Центраторы
Центратор состоит из держателя, переменного числа зажимных губок и переходных колец для
применения с трубами разных диаметров. Для ускорения процесса укладки трубопровода применяются одновременно несколько центраторов.
4 губки диам. 63 мм, переходные кольца ø 20-25-32-40-50 мм

Центратор С ШАРНИРОМ
4 губки ø 125 мм, переходные стальные кольца ø 20-25-32-40-50-63-75-90-110 мм
Код 12.54 4 губки ø 225 мм
Код 12.55 Переходные кольца ø 140 мм
Код 12.56 Переходные кольца ø 160 мм
Код 12.57 Переходные кольца ø 180 мм
Код 12.58 Переходные кольца ø 200 мм
Код 12.62 ø 140 – 630 мм
Тип EASY-75 для сварки ø 20 по 75 мм
Тип EASY-125 для сварки ø 32 по 125 мм
Тип EASY-315 адекватный для сварки диам. 140 по 315 мм
Позиционер Nowatech PUZN-110L

Устройство фиксирует оба конца развернутых труб до Ø110. Прибор предотвращает выскальзывания концов труб из фитинга в процессе сварки – это облегчает работу при сварке полиэтиленовых труб небольших диаметров, которые часто поставляются свернутыми в бухты. Применение поворотного узла в устройстве делает возможной сварку муфт, отводов и тройников.
Труборез
Для получения точного перпендикулярного оси свариваемых торцов труб разреза. Выбирайте модель трубореза в зависимости от толщины трубы.
ø 20 – 63 мм (макс. толщина 7 мм) ø 50 – 125 мм (макс. толщина 13 мм) ø 110 – 160 мм (макс. толщина 16 мм)
Скребки
Для удаления верхнего оксидного слоя труб или фитингов ПНД применяются ручные скребки со сменными ножами или механические, которые устанавливаются к торцу трубы/фитинга.
Механические скребки используется только при ровном торце, сделанно труборезом.
Код 15.49 ø 20, 25, 32, 40, 50, 63 мм
Код 15.51 Тип EURO 125 для труб ø 25 а 125 мм
Код 15.52 Тип EURO 200 для труб ø 63 а 200 мм
Очиститель PE cleaner
Специальный очиститель для сварных полиэтиленовых и полипропиленовых соединений.
В упаковке 8 бутылок по 1 л
Каталог оборудования для электромуфтовой сварки.
Наша компания предлагает на Российском рынке лучшее Европейское оборудование для электромуфтовой сварки.
| Электромуфтовый аппарат Ritmo ELEKTRA Light предназначен для сварки ПЭ и ПП труб диаметром до 160 мм (с функцией протоколирования, 350 протоколов). Специальное предложение! Рекомендуем! Электромуфтовый сварочный аппарат Ritmo Elektra Light |
| Электромуфтовый аппарат Ritmo ELEKTRA 315 предназначен для сварки ПЭ и ПП труб диаметром от 20 до 315 мм (с функцией протоколирования). Лидер продаж ! Рекомендуем ! Электромуфтовый сварочный аппарат Ritmo Elektra 315 |
| Универсальный электромуфтовый аппарат для сварки ПЭ и ПП фитингов (от 8 до 48 В) диаметром от 20 до 800мм. Электромуфтовый сварочный аппарат Ritmo Elektra 800 |
| Электромуфтовый аппарат для сварки трубопроводов низкого давление электромуфтами европейского производства диаметром от 32 до 160 мм. Электромуфтовый сварочный аппарат Mustang 160 V1 |
| Электромуфтовый аппарат для сварки полиэтиленовых фитингов низкого давления диаметром от Ш 40 мм до Ш 315 мм. Электромуфтовый сварочный аппарат Universal 315 V1 |
| Универсальный электромуфтовый аппарат для сварки ПЭ и ПП фитингов (от 8 до 48 В) диаметром до 630 мм. Электромуфтовый сварочный аппарат Rothenberger Roweld Rofuse |
| Универсальный электромуфтовый аппарат для сварки ПЭ и ПП фитингов (от 8 до 48 В) диаметром до 630 мм. Ввод данных считывающим карандашом или вручную. Электромуфтовый сварочный аппарат Rothenberger Roweld Rofuse + |
| Электромуфтовой сварочный аппарат Roweld Rofuse Print +. Применяется для сварки труб до D 1200 мм. Функция протоколирования. Электромуфтовый сварочный аппарат Rothenberger Roweld Rofuse Print+ |
| Электромуфтовой сварочный аппарат Roweld Rofuse Sani 160. Применяется для сварки низконапорных систем и сточных труб до D 160 мм. Автоматическое распознование сварочных параметров. Электромуфтовый сварочный аппарат Rothenberger Roweld Rofuse Sani 160 |
| Электромуфтовой сварочный аппарат Caldervale Пегас для сварки труб. Память на 2000 протоколов, возможность извлечения данных через USB-порт. Специальное предложение! Рекомендуем! Электромуфтовый сварочный аппарат Caldervale Пегас |
| Электромуфтовой сварочный аппарат Caldervale Кентавр для сварки труб D от 25 до 1400 мм. Память на 700 протоколов, возможность извлечения данных через USB-порт. Электромуфтовый сварочный аппарат Caldervale Кентавр |
| Электромуфтовой сварочный аппарат Huerner HST-S-315 для сварки безнапорных водосточных труб D от 40 до 315 мм. Электромуфтовый сварочный аппарат Huerner HST-S-315 |
| Электромуфтовой сварочный аппарат Huerner HST 300 Junior 2.0 для сварки пластиковых труб диаметром до 1200 мм, ввод данных при помощи сканера или вручную. Электромуфтовый сварочный аппарат Huerner HST 300 Junior 2.0 |
Применения разных электромуфтовых машин Ritmo:

В данном обзоре представлены не все модели электромуфтового сварочного оборудование. Дополнительную информацию о моделях вы можете найти тут:
- электромуфтовое оборудование Rothenberger
- электромуфтовое оборудование Ritmo
- электромуфтовое оборудование Huerner
Электромуфтовая
Дополнительные аксессуары для электромуфтового аппарата.
Позиционеры.
Очень часто соблюдение соосности труб при сварке с помощью электромуфт является не простой задачей. Что отрицательно сказывается на дальнейшем монтаже системы в целом, так и на качестве сварных соединений. Мы рекомендует приобретать дополнительно позиционеры для фиксации труб:

Позиционеры позволяют получать отличный профессиональный результат (соосность) при сварке труб при минимальных затратах сил и времени.
Рекомендуем следующие наиболее популярные позиционеры:
- Позиционер Ritmo UNIVERSAL ALIGNER 63 (от D 20 до D 63 мм)
- Позиционер Ritmo UNIVERSAL ALIGNER 160 Light с сумкой для транспортировки (от D 63 до D 160 мм)
- Позиционер Ritmo Aligners 500 (125-500 мм) 2 Оси
- Позиционер Ritmo Aligners 500 (125-500 мм) 3 Оси
- Двойной позиционер Rothenberger на D63 мм
- Двойной позиционер Rothenberger на D90 мм
- Двойной позиционер Rothenberger на D110 мм
- Двойной позиционер Rothenberger на D160 мм
- Двойной позиционер Rothenberger на D225 мм
Turbo насадки для обработки пластиковых труб.
Лучше 1 раз увидеть, чем 100 раз услышать: Уникальные патентованные насадки для торцевания и снятия оксидного слоя !!
- Ritmo TURBO 20 мм
- Ritmo TURBO 25 мм
- Ritmo TURBO 32 мм
- Ritmo TURBO 40 мм
- Ritmo TURBO 50 мм
- Ritmo TURBO 63 мм
Скребки для снятия оксидного слоя.
Снимать оксидный слой надо обязательно перед электромуфтовой сваркой. Иначе мы не получим качественного сварного соединения. Для малых диаметром удобно применять Turbo насадки. А для больших мы рекомендуем специальные скребки. И опять небольшой фильм для демонстрации:
- Скребок для удаления оксидного слоя RTC 160 (от D 50 до D 160 мм)
- Скребок для удаления оксидного слоя RTC 315 (от D 75 до D 315 мм)
- Сребкок для удаления оксидного слоя RTC 710 (от D 355 до D 710 мм)
В наличие также есть сребки серии Ritmo PS:
- Скребок для удаления оксидного слоя PS 180 (от D 75 до D 180 мм)
- Скребок для удаления оксидного слоя PS 400 (от D 125 до D 400 мм)
Электромуфтовая сварка ПНД труб РЕ100/80 SDR 7.4-26
Фото обзор сварочного аппарата Ritmo Elektra 315 (для примера).
Для общего представления, что из себя представляет аппарат для элекромуфтовой сварки, предлагаем Вашему вниманию небольшой фото обзор электомуфтового сварочного аппарата -лидера продаж !
Поставляется в удобном кейсе:
Универсальные цанговые зажимы:



Разъём для подключения к компьютеру:

Технология муфтовой сварки
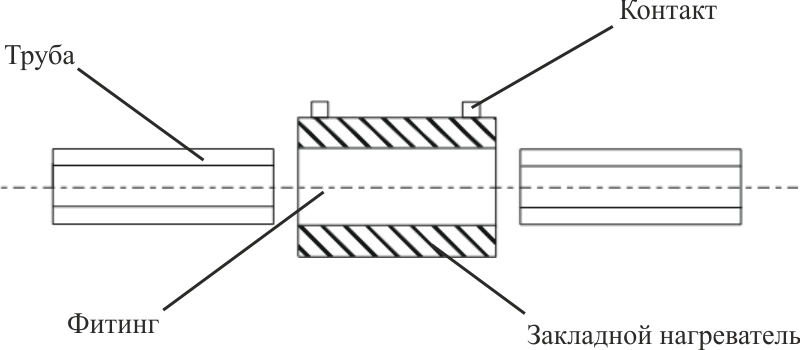
Электромуфтовая сварка труб ПНД представляет собой разновидность сварочных работ, осуществляемых при помощи фасонных полиэтиленовых изделий (муфт, фитингов, отводов и др.) со встроенными металлическими спиралями (закладными нагревательными элементами). Соединительную деталь совмещают с трубопроводом и пропускают через нее электрический ток. По мере нагревания спирали поверхность изделия начинает расплавляться, а ее фасонная часть плотно приваривается к трубам. Когда работа прекращается, то на месте остывшего сварного стыка образуется неразъемное соединение.
Электромуфтовые аппараты
Электромуфтовая сварка, называемая также электрофузионной, – это соединение полимерных труб при помощи специальных фасонных изделий – фитингов с закладными нагревательными элементами. При соблюдении правил выполнения работ этот метод обеспечивает стабильно высокое качество соединений – места стыков не менее устойчивы к деформациям, чем сама труба.
Аппараты электромуфтовой сварки отличаются компактностью и небольшим весом, по сравнению с устройствами для сварки встык. Поэтому одним из главных преимуществ электромуфтовой сварки является возможность осуществить соединение в стесненных условиях – в колодцах, подземных коллекторах, местах с большим количеством других коммуникаций.
Читать далее
Также электрофузионная сварка применяется при ремонте или врезке в существующий трубопровод, поскольку для этого метода достаточно небольшого свободного участка трубы.
В отличие от стыковой сварки, электромуфтовый метод позволяет при необходимости соединять трубы с разной толщиной стенок. Также нет ограничений на минимальную толщину стенки соединяемой трубы. Широкий ассортимент фасонных изделий позволяет легко осуществить переход на другой диаметр или сделать разветвление.

Электромуфтовую сварку часто применяют при соединении труб, поставляемых в бухтах. Относительно высокая стоимость фитингов в этом случае компенсируется минимальным количеством сварных соединений и гораздо меньшим объемом работы.
Кроме того, электромуфтовую сварку можно производить при минусовой температуре. Практически все современные сварочные аппараты имеют функцию компенсирования температуры среды, автоматически подстраивая продолжительность сварки.
Надежность электромуфтового соединения позволяет использовать его для газопроводов, в которых запрещено использовать сегментные отводы и тройники. Согласно требованиям контролирующих органов, для монтажа газопроводов могут быть использованы только аппараты, прошедшие сертификацию НАКС.
Большинство профессиональных сварочных аппаратов поддерживают функцию протоколирования сварки, что позволяет в автоматическом режиме сохранять всю информацию о каждом соединении. Некоторые модели дополнительно записывают точные координаты каждого сделанного соединения при помощи встроенного GPS-модуля.
Для того чтобы обеспечить максимально надежное соединение с помощью муфтового метода, необходимо соблюдать правильный порядок работы. В первую очередь нужно подготовить трубы – участок трубы, который будет находиться внутри муфты, должен быть полностью очищен от грязи и оксидной пленки. Для этого используются ручные скребки или специальное оборудование. Затем ровно установить муфту таким образом, чтобы воздушный зазор был равномерным. После этого нужно подсоединить сварочные кабели ввести информацию о соединяемых фитингах вручную или при помощи сканера штрих-кодов. Большинство сварочных аппаратов по этим данным выбирают режим сварки автоматически. Возможен также ручной ввод времени сварки и требуемого напряжения.
После завершения сварки нельзя перемещать или сгибать трубу до истечения времени остывания, которое указано на муфте.
Электрофузионная сварка – технология соединений труб

Промышленно-производственной сферой часто используются соединение полипропиленовых труб посредством электрофузионной сварки (EW — Electrofusion welding). Технология предполагает использование специальных электрофузионных муфт, седельных фитингов, а также наличие блока управления (ЭБУ). Посредством этих аксессуаров делается электрофузионная сварка полипропиленовых труб. Принцип теплового слияния полипропилена заключается в нагреве двух поверхностей до заданной температуры с последующей их сплавкой путём приложения достаточной силы.
Электрофузионная сварка: принцип действия
Электрофузионные фитинги оснащены электрической нагревательной катушкой, на которую электрофузионный блок управления (ЭБУ) подаёт электрическую энергию. В результате прохождения тока через катушку происходит нагрев материала. От нагрева участок полипропилена плавится, образуя расширяющийся «бассейн», который входит в контакт с поверхностью трубы.
Контакт нагретого материала с поверхностью трубы приводит к плавлению трубной поверхности и смешению расплава фитинга. Момент смещения важен для получения хорошего сварного шва. После завершения нагревательного цикла, сплавленные детали охлаждаются естественным образом, расплавленный материал затвердевает, образуя прочное соединение.
Процедуры подготовки и сборки аналогичны для всех существующих систем электрофузионной сварки. Однако некоторые конструкции фитингов требуют установки времени плавления на ЭБУ вручную.
В свою очередь другие виды фитингов включают вспомогательные средства автоматического распознавания и устанавливаются с помощью автоматических ЭБУ. Большая часть используемых фитингов предназначены под сплав при напряжении ЭБУ на выходе — 39,5 В. Меньшая часть, составляющая более крупные соединители, предназначена под рабочее напряжение — 79 В.
Горячие и холодные зоны, иногда называемые зонами плавления и охлаждения, образуются после возбуждения катушки. Важный параметр — длина этих зон. Параметром длины каждой зоны гарантируется, что плавка и слияние контролируется на точно указанной длине гнезда фитинга. То же самое касается контроля давления расплава в течение всего процесса.
Точно контролируемый шаг и позиционирование катушки относительно внутренней поверхности гнезда, — эти действия обеспечивают равномерное распределение тепла.
Блоки управления электрофузионной сваркой (ЭБУ)
Блоки управления электрофузионной сваркой предназначены для работы от электросети или источника питания полевого генератора, обеспечивающих рабочее напряжение 110/220 вольт.

Один из современных наборов, представляющих собой модуль управления электрофузионным процессом плавки полипропилена. В зависимости от диаметров и толщины свариваемых деталей используются блоки разной мощности
Номинальная мощность установок составляет 3,5 — 7,5 кВт для фитингов на 39,5 вольт и 6 — 7 кВт для фитингов на 79 вольт. Также эксплуатируются ЭБУ в сочетании с интегральным генератором.
Все эксплуатируемые ЭБУ, изготовленные после 1 января 1996 года, выпущены под реализацию на рынке Европе. Устройства соответствуют «Директиве по электромагнитной совместимости» и маркируются аббревиатурой «СЕ».
Электрофузионные фитинги, поставляемые европейскими производителями, обычно оснащаются клеммами диаметром 4,0 — 4,7 мм под соединение с модулем ЭБУ.
Электрофузионные блоки управления под штрих-коды
Некоторые конструкции блоков для электрофузионной сварки поддерживают функцию считывания штрих-кода при подключении блока к электросварному фитингу. Такие машины оснащены устройством считывания штрих-кода, обозначенного на корпусе электрофузионного фитинга.
После ввода данных штрихового кода, электроника ЭБУ отображает описание фитинга и размер. Эти данные необходимо проверить оператору перед тем, как продолжить процесс электрофузионной сварки. Система штрих-кода автоматически корректирует время сварки в малом диапазоне, компенсируя тем самым изменения температуры окружающей среды.

На верхнем рисунке код партии электрофузионного фитинга. На нижнем штрих-код: 1 — код для сплава; 2 — код отслеживания продукции. Оба варианта кодов могут считываться (или вводиться) модулями управления
Фирменные ЭБУ обычно содержат средства регистрации данных для обеспечения корректности параметров сварки. Выходной разъем позволяет загружать эту информацию в компьютерную базу данных или на принтер.
Так получают полную необходимую информацию о сварных суставах, которые необходимо сделать. Самые современные блоки управления электрофузионной сваркой оснащаются функциями подтверждения наличия зажима в процессе цикла сварки.
Такие установки предоставляют фотографические данные и сведения совместного размещения на основе технологий спутниковых навигационных систем. Дополнительный контроль качества соединения достигается с помощью ЭБУ, которые способны блокировать процесс, если обнаруживают несоответствия в процедуре сварки.
Чтобы восстановить работу, оператору необходимо получить авторизацию до того момента, как устройство будет разблокировано, а электрофузионная сварка продолжена.
Последовательность электрофузионной сварки
Технологическими изображениями ниже демонстрируется последовательность проведения электрофузионной сварки от момента возбуждения катушки до завершения слияния свариваемых частей трубы. Весь цикл контролируется электронным путем при помощи блока управления электрофузией.

Схема процесса: 1 — отверстие индикатора; 2- катушка; 3 — верхняя часть муфты; 4 — терминал; 5,6 — полипропилен; 7,8 — заполненные индикаторы, указывающие на завершение спайки
Пользование влажными салфетками
Предпочтительно выполнять сварку электрофузионным методом без использования влажных салфеток. То есть предполагается использование новых (полученных от производителя) труб, отлаженная примерка фитингов, немедленная сборка и производство электрофузионной сварки.
Если же технологические условия нарушены, что может привести к загрязнению и очистке труб, либо повреждениям фитингов, в этом случае предписываются влажные салфетки (90% изопропилового спирта и 10% воды). Отдельный тип влажных салфеток необходимо использовать для очистки мелких труб и фитингов.
Общая процедура очистки не регламентируется, но окончательные действия вытирания поверхностей следует выполнять в осевом направлении. Независимо от того, очищаются трубы или фитинги или только одна из деталей, обработанные поверхности должны быть сухими перед началом электрофузионной сварки.
Применять влажные салфетки не требуются при условии:
- отсутствия загрязнений на концах труб,
- выполненной механической очистки и проверки,
- немедленного сопряжения с фитингом сразу после очистки,
- соответствия цикла электрофузионной сварки требованиям WIS 4-32-08
При использовании влажных салфеток следует соблюдать следующую процедуру:
- Для создания эффективного барьера между ладонями рук и поверхностью трубы следует использовать прокладку из 4 — 5 салфеток для каждой трубы или фитинга, подлежащего обработке.
- После удаления загрязнений следует дождаться полного испарения средства очистки с поверхности трубы перед вставкой внутрь фитинга.
- Процесс очистки необходимо выполнить дважды с использованием 4 — 5 свежих салфеток на каждой стороне трубы/фитинга для качественной электрофузионной сварки.
Электрофузионная сварка овальных труб
Полиэтиленовые трубы, поставляемые в катушках, имеют тенденцию проявлять дефект овальности, степень которой зависит от многих факторов, но прежде всего от SDR (отношение диаметра и толщины стенки) трубы (до 6% для SDR11, до 12% для SDR17).

Поставки полиэтилена в катушках нередко чреваты тем, что длительное пребывание в таком состоянии приводит к появлению дефекта овальности
Следовательно, концы труб необходимо повторно закруглить и выровнять с использованием подходящего оборудования, прежде чем начинать электрофузионную сварку. Для электрофузионной сварки труб диаметром до 63 мм включительно, должны использоваться зажимы, выравнивающие и удерживающие трубу.
Для производства электрофузионной сварки труб диаметром более 63 мм, следует применять оборудование с возможностью повторного округления. Часто применяются скользящие зажимы, состоящие из двух половинных оболочек, которые располагаются по окружности трубы и соединяются болтами. Так удаётся восстановить округлость при подготовке к сварке.
Зажимы могут использоваться в сочетании с подходящими трубными вставками, также предназначенными для поддержания округлости во время выполнения электрофузионной сварки. При использовании метода вставки, заглубления или направленного бурения, прямая длина трубы может быть соединена стыком с концом катушки, чтобы уменьшить влияние кривизны и овальности.
В последнее время разработано оборудование для повторного гидравлического округления, чем обеспечивается возможность прямого соединения труб электрофузионным муфтовым способом сварки. Помимо отмеченных вариантов, используются отжимные элементы для введения шарнирного эффекта, однако необходимость повторного округления трубы по-прежнему будет необходима.
При использовании обжимного оборудования важно соблюдать требования производителей. Доступны выпрямители труб, приспособленные под трейлеры катушек. Такие устройства снижают кривизну и овальность при укладке и сварке.
Требования к источнику питания ЭБУ
Важно обеспечить оптимальные требования к мощности источника питания, которым обеспечивается электрофузионная сварка. Поэтому необходимо не только правильно подобрать электрофузионный блок управления сваркой, но также блок питания / генератор.

Монтаж полипропилена нередко приходится делать в условиях отсутствия стационарного электричества. Здесь поможет генератор питания электрофузионной аппаратуры
Приведённая ниже таблица показывает требования относительно потребляемой мощности источника питания/генератора. Однако для продукта каждого отдельного производителя параметры могут отличаться.
| Условный проход фитинга, мм | Напряжение клемм, В | Мощность питания, А |
| 20 – 32 | 39,5 | 2 – 4 |
| 40 – 75 | 39,5 | 6 – 9 |
| 90 – 140 | 39,5 | 11 – 16 |
| 160 – 225 | 39,5 | 20 – 29 |
| 250 – 400 | 39,5 | 26 – 31 |
В тех случаях, когда требуется большой ток, не исключена потребность адаптера на переключение от 16-амперных разъемов блока управления электрофузионной сваркой к 32 амперным разъёмам генераторной установки. Такими аксессуарами, как правило, обеспечивает производитель ЭБУ.
Переходные фитинги и процедура соединения
Переходные фитинги с размерами от 25 х 19 мм до 63 x 500 мм, изготавливаются путем фиксации короткого полиэтиленового патрубка на обрабатываемом латунном компоненте. Латунный компонент содержит гайку с накаткой, предотвращающей чрезмерное затягивание. Раструб спроектирован так, чтобы легко взаимодействовать с фитингом для электрофузионной сварки.
Переходные фитинги поставляются в комплекте и не требуют максимальной гибкости. Перед монтажом с помощью электрофузионной сварки фитинг должен быть очищен на концах, при этом соблюдаются обычные процедуры электрофузионной технологии.
Перед началом цикла сварки латунный компонент следует полностью затянуть, используя ключ, поставляемый в комплекте. Для уплотнения резьбы используется стандартная лента PTFE.
После сварки допускается вносить незначительные корректировки в резьбовой компонент. Регулировку необходимо ограничить на 1/4 оборота, так как чрезмерное перемещение способно повредить составные части латунного перехода.
Электрофузионная сварка от начала до конца
- Отрезать трубы под прямым углом, удалить заусенцы.
- Очистить загрязненные концы труб.
- Не снимая защитной пленки, приставить электрофузионный фитин к месту сварки и очертить трубу по окружности примерно на 15 мм за пределы глубины гнезда.
Если цикл электрофузионной сварки закончился аварийно-досрочно, прежде всего, следует проверить источник питания. Затем проверяется наличие выдачи неисправностей на дисплее ЭБУ. Если используется преобразователь напряжения (110/220), убедиться, что провод питания имеет допустимый размер длины.
Нельзя увеличивать длину проводов от ЭБУ до фитинга больше установленной. Также ни при каких обстоятельствах недопустимо пытаться выполнить второй цикл сварки на фитинге. Не допускается нагружать сваренную систему до полного охлаждения места стыка (температура окружающей среды).
На основе информации: GPS
КРАТКИЙ БРИФИНГ
Электромуфтовая сварка
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Читайте также: