Акт на сварочные работы
Обновлено: 04.10.2024
СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
УТВЕРЖДЕН Минтопэнерго России 14 марта 1996 г., Минстроем России 20 мая 1996 г.
Разработчик ОАО "Оргэнергострой"
Составители: С.С.Якобсон, канд. техн. наук; Н.Д.Курносова, канд. техн. наук; Г.С.Зислин, канд. техн. наук; М.Л.Эльяш, канд. техн. наук
Утвержден заместителем министра топлива и энергетики Российской Федерации Ю.В.Корсуном 14.03.96 г. и заместителем министра строительства Российской Федерации С.И.Полтавцевым 20.05.96 г.
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34 15 132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34 15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772:
фасонный прокат (уголки, двутавры, швеллеры) - из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили - из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям "Правил аттестации сварщиков", утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) - с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в "Правилах аттестации сварщиков".
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с "Правилами аттестации сварщиков", к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30°С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10°С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с "Правилами аттестации специалистов неразрушающего контроля", утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дефектоскопия, радиографирование и др.), а при необходимости - по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
"Правил технической эксплуатации электроустановок потребителей";
"Правил техники безопасности при эксплуатации электроустановок потребителей";
"Санитарных правил при проведении рентгеновской дефектоскопии", N 2191-80;
"Санитарных правил при радиоизотопной дефектоскопии", N 1171-74*;
* На территории Российской Федерации документ не действует. Действуют СП 2.6.1.3241-14. - Примечание изготовителя базы данных.
* На территории Российской Федерации документ не действует. Следует руководствоваться Правилами противопожарного режима в Российской Федерации. - Примечание изготовителя базы данных.
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации - производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться технико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл.1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А - не менее 16 мм, при 250 А - 25 мм, при 300 А - 50 мм. Длина гибкого провода должна быть не менее 5 м.
Сечение провода для подсоединения к сети источников сварочного тока
Журнал сварочных работ
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
Внимание! Этот документ можно скачать в КонсультантПлюс.
- Бланк и образец
- Онлайн просмотр
- Бесплатная загрузка
- Безопасно
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
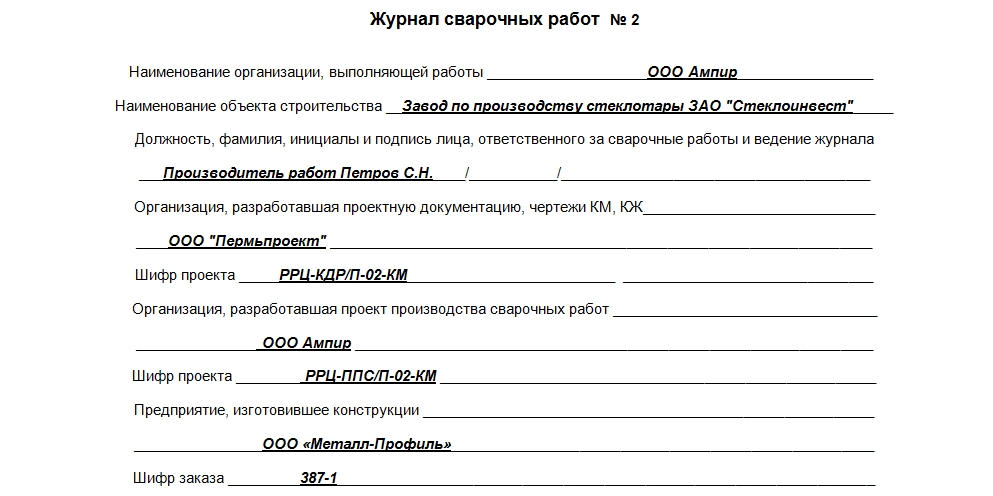
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
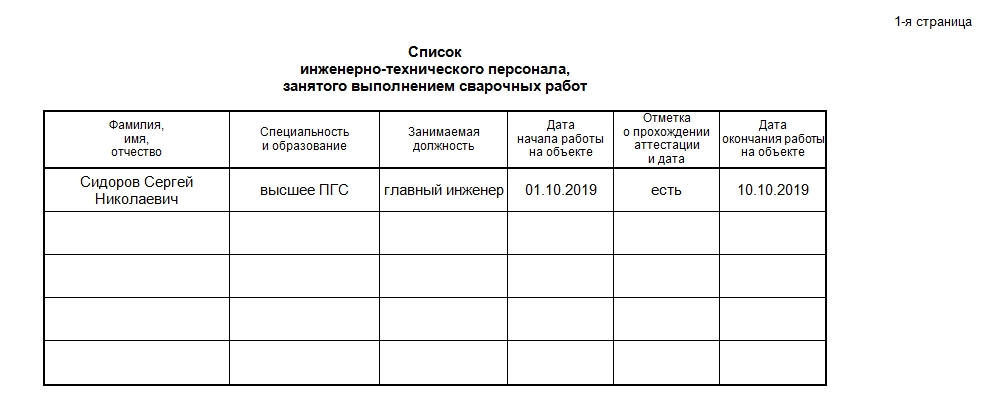
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
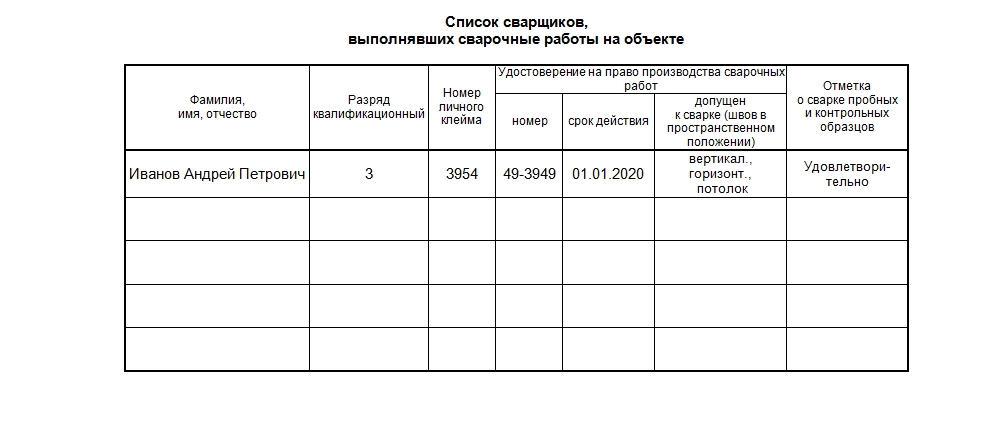
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
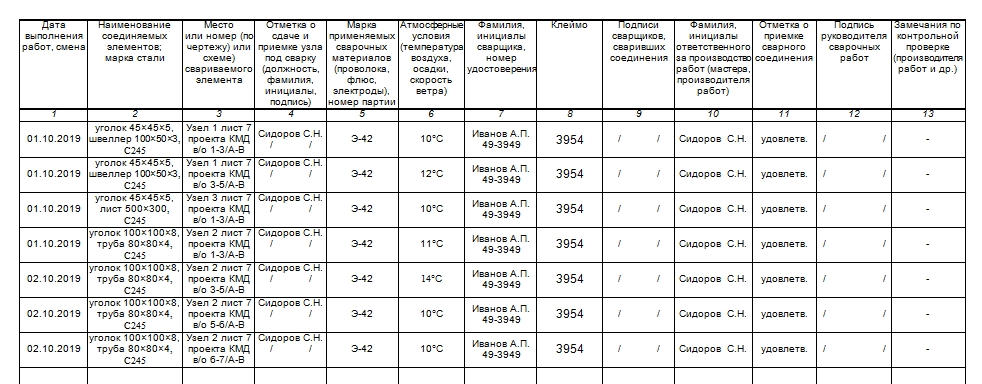
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Наряд-допуск к огневым работам
Огневые работы, как правило, связаны с высоким уровнем опасности для специалистов, которые их осуществляют, поэтому они требуют особого разрешения. В качестве него выступает специальный документ под названием «Наряд-допуск к огневым работам».
Огневыми работами считаются любые работы, при которых используется открытый огонь, происходит образование искр, а также нагревание конструкций, объектов, приборов, материалов и т.д. до высоких температур, способных привести к воспламенению, в том числе газо-, электросварка, бензинорезательные, электрорезательные, паяльные работы и т.п.
Перед тем как начать работу
Выполнять пожароопасные работы рекомендовано в светлое время суток, т.е. днем (за исключением форс-мажоров и аварий) и при участии специалистов, имеющих специальную подготовку и соответствующие документы (аттестаты, справки, удостоверения), подтверждающие их квалификацию.
Предварительно руководителем подразделения или начальником бригады (цеха, отдела, участка) должен быть прописан точный план будущих работ, на взрывоопасных участках установлено оборудование, позволяющее обезопасить объект, отключены источники питания, остановлены аппараты и установки, представляющие угрозу жизни и здоровью во время рабочего процесса, а также поставлены знаки о границах опасных зон.
Все специалисты, связанные с проведением работ должны пройти соответствующий целевой инструктаж, обеспечены средствами огнезащиты, инструменты должны быть проверены, а рабочее место подготовлено.
Только после обеспечения всех этих мероприятий выписывается наряд-допуск на проведение пожароопасных огневых работ.
Правила оформления допуска
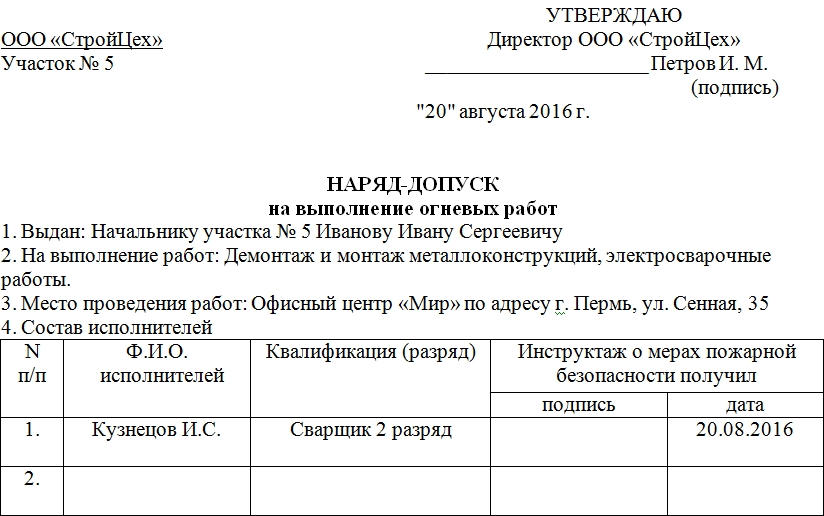
Согласно пункту 437 Правил противопожарного режима в РФ, на проведение огневых работ (огневой разогрев битума, газо- и электросварочные работы, газо- и электрорезательные работы, бензино- и керосинорезательные работы, паяльные работы, резка металла механизированным инструментом) на временных местах (кроме строительных площадок и частных домовладений) руководителем организации или лицом, ответственным за пожарную безопасность, оформляется наряд-допуск на выполнение огневых работ по форме, предусмотренной приложением № 4 (ниже именно оно). Заполняется допуск либо на обычном листе А4 формата, либо на фирменном бланке предприятия в двух экземплярах. Один из них передается руководителю работ, второй – сотруднику, который отвечает за пожарную безопасность на предприятии.
Наряд-допуск к огневым работам — разрешительный документ, который четко фиксирует объект, на котором будут проводиться работы, их наименование, сведения о специалистах, получающих к ним допуск, ответственных лицах, а также мерах пожарной безопасности, принятых на рабочем месте.
Инструкция по заполнению наряда-допуска к огневым работам
- В правой верхней части документа указывается полное наименование предприятия, сотрудники которого проводят огневые работы, а также структурное подразделение, к которому они относятся.
- В левую верхнюю часть вносятся данные о руководителе предприятия, а также дате оформления наряда-допуска. Здесь же, после окончательного заполнения документа директор должен будет поставить свою подпись.
- Ниже по центру строки пишется название документа.
- Затем отдельными пунктами вписывается, кому выдан наряд-допуск (т.е. ответственное за проведение работ лицо), на какие именно работы, а также сведения об объекте (здесь надо указать наименование объекта и его фактический адрес).
- В четвертый пункт вносится информация об исполнителях: тут нужно указать их профессию, квалификацию, дату последнего пройденного инструктажа. Напротив своей фамилии каждый участник работ должен обязательно расписаться.
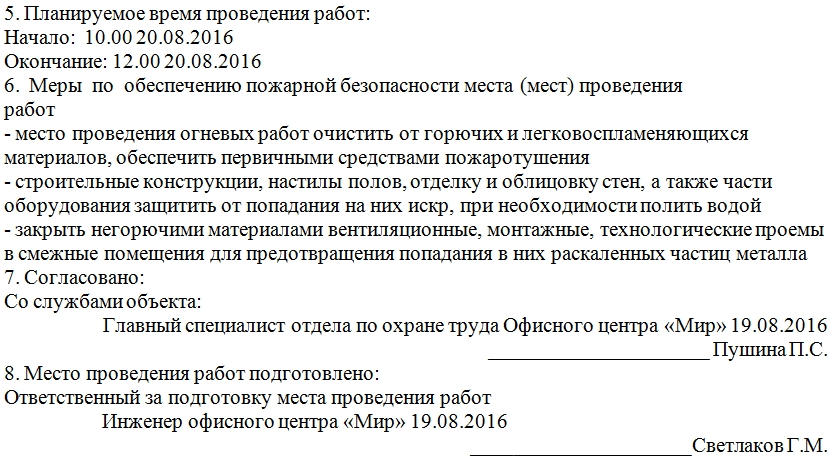
Следующие пункты наряда-допуска касаются непосредственно проводимых огневых работ.
- Сначала нужно указать время их начала и окончания (часы, минуты), затем принятые меры пожарной безопасности (подробно).
- Далее следует отметить, что огневые работы, а также принятые меры по обеспечению пожарной безопасности согласованы с ответственными службами объекта – здесь надо указать конкретного человека, его должность, фамилию, инициалы, дату согласования.
- Наконец, в последнем пункте этой части наряда-допуска аналогичным образом отмечаем сотрудника, ответственного за подготовку рабочего места к выполнению поставленных трудовых задач.
По правилам наряд-допуск должен оформляться на все виды работ по отдельности на одну дневную смену.
Если работы не завершены в установленный допуском срок, то в пункте 9 нужно внести запись о том, до какого времени они продлеваются (но не более чем на одну рабочую смену). В следующий пункт следует внести пометку о согласовании продления допуска к огневым работам.
Если в состав бригады исполнителей вносятся изменения (одни работники заменяются на других или же кто-то просто исключается или добавляется), это нужно отметить в специальной таблице.
После того, как все работы будут завершены, фиксируется факт окончания работ, дата и время, а также ставится подпись ответственного лица. После окончательного оформления наряд-допуск передается на утверждение и подпись руководителю предприятия.
Акт на сварочные работы
(наименование и месторасположение,
АКТ № ________
ПРИЕМКИ СВАРОЧНЫХ РАБОТ ПРИ МОНТАЖЕ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Комиссия в составе _______________________________________________________
(должности, фамилии, инициалы)
действующая на основании ___________________________________________________
(ссылка на приказ, распоряжения руководителей организаций,
участвующих в приемке, или на право по должности,
предоставленные в установленном порядке)
произвела приемку выполненных работ по сварке стыков арматуры/закладных частей
(наименование и месторасположение сварной конструкции, № узлов и т.п.)
1 . Рабочие чертежи № _____________________________________________________
(наименование проектной организации)
с нанесением на них всех отклонений от проекта, допущенных в процессе выполнения работ и согласованных проектной организацией.
2 . Журнал работ № ________________________________________________________
4 . Журнал сварочных работ № ______________________________________________
5 . Документация лабораторных испытаний при сварке.
6 . Акт № ___________ проверки правильности положения установленных конструкций в плане и по высоте.
7 . Сертификаты на арматурную сталь и сталь закладных частей.
8 . Опись дипломов сварщиков, работавших на сварке конструкций.
Комиссия, ознакомившись с предъявленными документами и проверив выполненные работы в натуре, установила:
1 . Элементы монтируемой конструкции в плане и по высоте установлены правильно, что подтверждается актом № _______ от «__» __________________ 200_ г.
Арматурная сталь имеет класс ___________________, марку ____________________
3 . Закладные части установлены в местах, предусмотренных проектом и имеет марку стали.
4 . Количество стыков растянутых стержней в одном сечении составляет ___________ % от общего числа растянутых стержней, что соответствует проекту.
5 . Сварные соединения выполнены под руководством __________________________
(должность, фамилия, инициалы)
6 . Способ сварки и тип сварных соединений __________________________________
7 . Марка электродов и их покрытие __________________________________________
8 . Сварка производилась при температуре наружного воздуха _________________ °С
9 . Сварщики, производившие сварку, имели клеймо № _________________________
10 . Результаты наружного осмотра сварных швов и накладок ____________________
(указать соответствие фактических размеров швов и накладок
проектным, наличие видимых дефектов-подрезов,
непроваренных кратеров и др.)
11 . Результаты контроля прочности сварных швов в соответствии с действующим СНиП и ГОСТ ______________________________________________________________
На основании вышеизложенного комиссия постановила:
Принять работы по сварке стыков арматуры (закладных частей) при монтаже
(наименование и месторасположение монтируемой конструкции)
2 . Качество выполненных работ _____________________________________________
3 . Разрешить заделку стыков/швов ___________________________________________
Приложение: Схема сооружения с указанием номеров узлов (стыков), в которых производилась монтажная сварка.
Читайте также: