Липина сварочный инвертор схема
Обновлено: 20.09.2024
Силовая часть с блоком питания и драйверами.
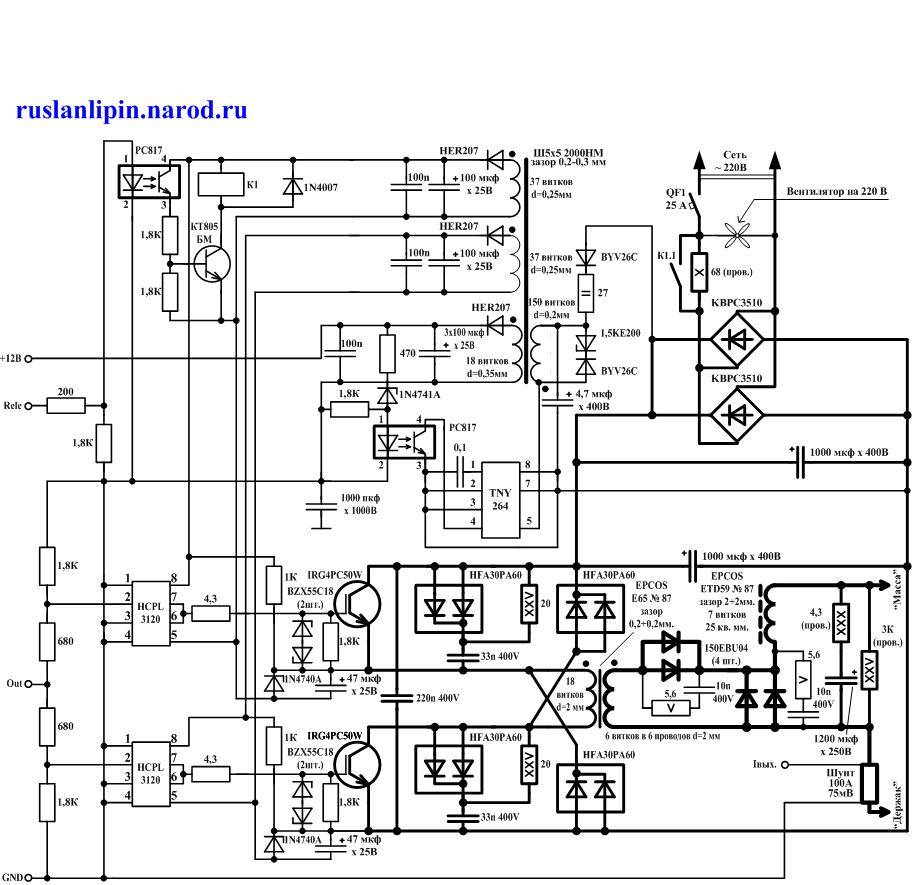
Представленный на схеме сварочный инвертор построен по схеме однотактного прямохода. На первичную обмотку сварочного трансформатора с помощью двух ключей подаются однополярные импульсы выпрямленного сетевого напряжения с заполнением не более 42 %. Магнитопровод трансформатора испытывает одностороннее подмагничивание. В паузах между импульсами магнитопровод размагничивается по так называемой частной петле. Размагничивающий ток благодаря обратно включенным диодам возвращает магнитную энергию, запасённую в сердечнике трансформатора обратно в источник, подзаряжая конденсаторы (2 x 1000 мкф x 400 В) накопителя.
На прямом ходу энергия передаётся в нагрузку через сварочный трансформатор и прямо включенные диоды выпрямителя (2x150EBU04). В паузе между импульсами ток в нагрузке поддерживается благодаря энергии, накопленной в дросселе. Электрическая цепь в этом случае замыкается через обратные диоды (2x150EBU04). Хорошо известно, что на эти диоды приходится бОльшая нагрузка, чем на прямые. Причина – ток в паузе течёт дольше чем в импульсе.
Конденсатор 1200 мкф x 250 В включенный в сварочные провода через резистор 4,3 Ом обеспечивает чёткое зажигание дуги. Пожалуй, это одно из удачных схемных решений для поджига в косом мосте.
Ключи косого моста работают в режиме жёсткого переключения. Причём режим включения заведомо облегчен всегда присутствующей индуктивностью рассеивания сварочного трансформатора. И, поскольку к моменту включения ключей считается, что магнитопровод трансформатора полностью размагничен, то по причине отсутствия тока в первичной обмотке, потерями на включение можно пренебречь. Потери на выключение – очень существенные. Для их снижения параллельно каждому ключу установлены RCD-снабберы.
Для обеспечения чёткой работы ключей, в моменты между включениями на их затворы подаётся отрицательное напряжение благодаря специальной схеме включения драйверов. Каждый драйвер питается от гальванически изолированного источника (около 25 В) блока питания. Напряжение питания “верхнего” драйвера используется для включения реле К1, контакты которого шунтируют пусковой резистор.
Блок питания (классический маломощный флайбэк) имеет 3 гальванически изолированных выхода. При исправных деталях начинает работать сразу. Напряжение для драйверов – 23-25В. Напряжение 12 В используется для питания блока управления.
Существенные радиаторы нужно предусмотреть для входного выпрямителя, ключей и выходного выпрямителя. От размеров этих радиаторов и интенсивности их обдува будет зависеть постоянная времени работы аппарата. Поскольку аппарат обеспечивает существенный сварочный ток (до 180 А), ключи нужно обязательно припаять к медным пластинам толщиной 4 мм, затем эти “бутерброды” прикрутить к радиаторам через теплопроводную пасту. О том как это сделать написано здесь . В месте крепления ключей посадочное место радиатора должно быть идеально плоским без сколов и раковин. Желательно чтобы в месте крепления ключей радиатор имел сплошное тело толщиной не менее 10 мм. Как показала практика для лучшего отвода тепла не нужно изолировать ключи от радиатора. Лучше изолировать радиатор от корпуса аппарата. В обдув нужно поставить также трансформатор, дроссель и обязательно все резисторы мощностью 25 и 30 Вт. Остальные элементы схемы в радиаторах и обдуве не нуждаются.
Блок управления.
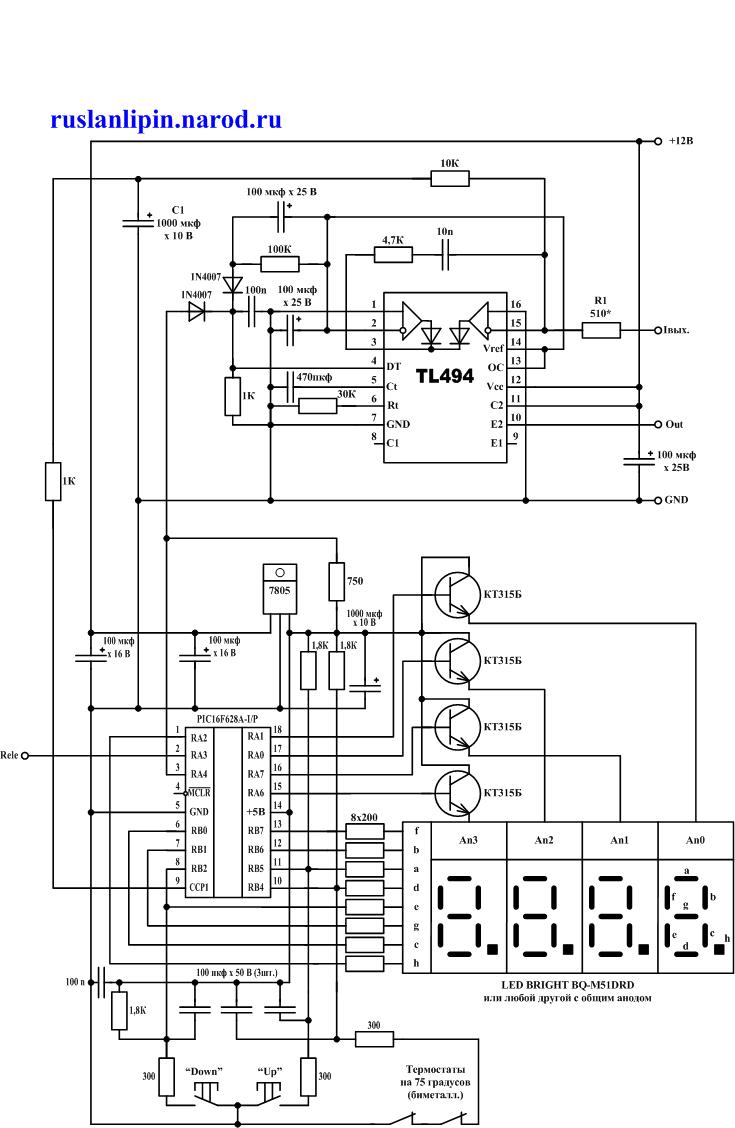
Прошивка микроконтроллера PIC16F628A-I/P
Блок управления построен на основе распространённого ШИМ-контроллера TL494 с задействованием одного канала регулирования. Этот канал стабилизирует ток в дуге. Задание тока формирует микроконтроллер с помощью модуля CCP1 в режиме ШИМ на частоте примерно 75 кГц. Заполнение ШИМ будет определять напряжение на конденсаторе C1. Величина этого напряжения определяет величину сварочного тока.
С помощью микроконтроллера выполняется так же блокировка инвертора. Если на вход DT(4) TL494 будет подан высокий логический уровень, то импульсы на выходе Out исчезнут и инвертор остановится. Появление логического нуля на выходе RA4 микроконтроллера приведёт к плавному старту инвертора, то есть к постепенному увеличению заполнения импульсов на выходе Out до максимального. Блокировка инвертора используется в момент включения и при превышении температуры радиаторов.
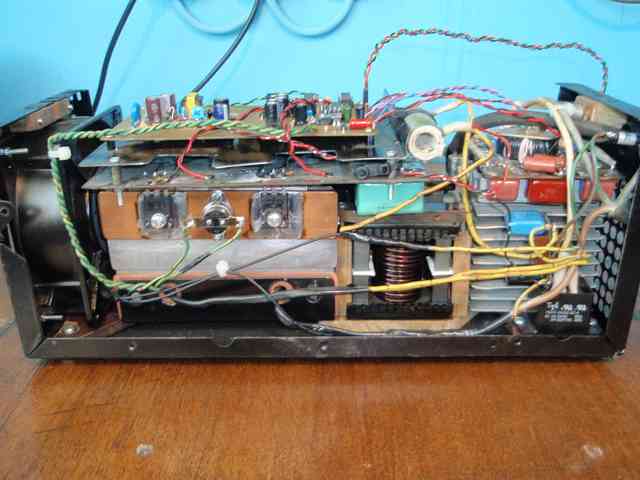
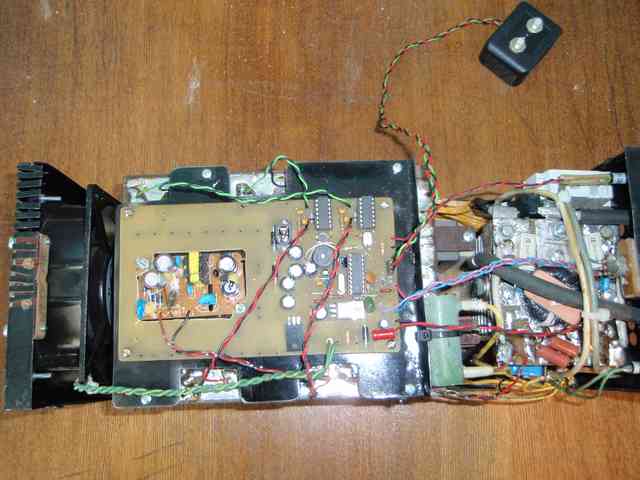
Вот что получилось в железе. Блок питания, драйвера и блок управления на одной плате.
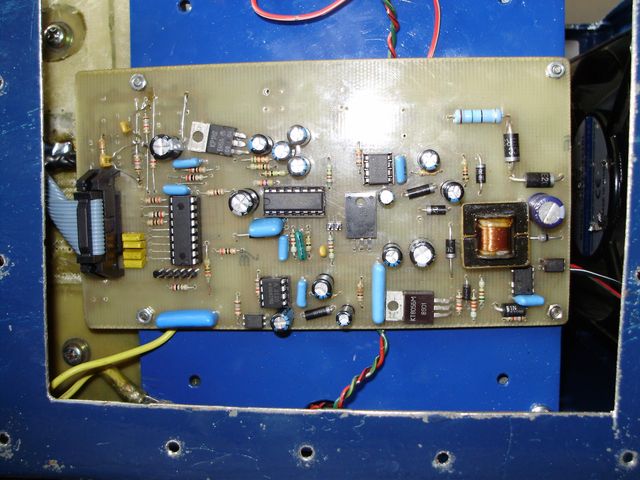
В моём аппарате индикатор и клавиатура подключены к блоку управления через компьютерный шлейф. Шлейф проходит в непосредственной близости от радиаторов ключей и трансформатора. В чистом виде такой конструктив приводил к ложному нажатию на клавиши. Пришлось применить следующие спец. меры. На шлейф одето ферритовое кольцо К28x16x9. Шлейф скручен (насколько позволяла его длина). Для клавиатуры и термостатов использованы дополнительные подтягивающие резисторы 1,8К, зашунтированные керамическими конденсаторами 100 пкф. Такое схемное решение обеспечило помехоустойчивость клавиатуры, полностью исключены ложные нажатия клавиш.
Хотя, моё мнение – нужно не допускать помехи в блок управления. Для этого блок управления должен быть отделён от силовой части сплошным металлическим листом.
Настройка инвертора.
Силовая часть пока обесточена. Предварительно проверенный блок питания подключаем к блоку управления и включаем его в сеть. На индикаторе загорятся все восьмёрки, затем включится реле и, если контакты термостатов замкнуты, то индикатор покажет задание тока 20 А. Осциллографом проверяем напряжение на затворах ключей. Там должны быть прямоугольные импульсы с фронтами не более 200 нс, частотой 40-50 кГц напряжением 13-15В в положительной области и 10 В – в отрицательной. Причём в отрицательной области импульс должен быть заметно длиннее.
Если всё так, устанавливаем задание 20 А и включаем в сварочные провода нагрузочный реостат сопротивлением 0,5 Ом. Реостат должен выдерживать протекание тока не менее 60 А. К выводам шунта подключаем вольтметр магнитоэлектрической системы со шкалой на 75 мВ, например прибор Ц 4380. На нагруженном инверторе пытаемся изменять задание тока, и по показаниям вольтметра контролируем ток. В этом режиме реостат может издавать звук, напоминающий звон. Его не стоит боятся – это работает токоограничение. Ток должен меняться пропорционально заданию. Выставляем задание тока 50 А. Если показания вольтметра не соответствуют 50 А, то на выключенном инверторе впаиваем сопротивление R1 другого номинала. Подбирая сопротивление R1 добиваемся соответствие задания тока измеренному.
Проверяем работу термозащиты. Для этого обрываем цепь термостатов. На индикаторе высветиться надпись “EroC”. Импульсы на затворах ключей должны исчезнуть Восстанавливаем цепь термостатов. Индикатор должен показать установленный ток. На затворах ключей должны появиться импульсы. Их длительность должна плавно увеличится до максимальной.
Если всё так, можно попытаться варить. После 2-3-х минут сварки током 120-150 А выключаем инвертор из сети и ищем 2 самых горячих радиатора. На них нужно установить защитные термостаты. По возможности термостаты устанавливаются вне зоны обдува.
Сварочный инвертор(200 А) - резонансный мост с частотным регулированием.
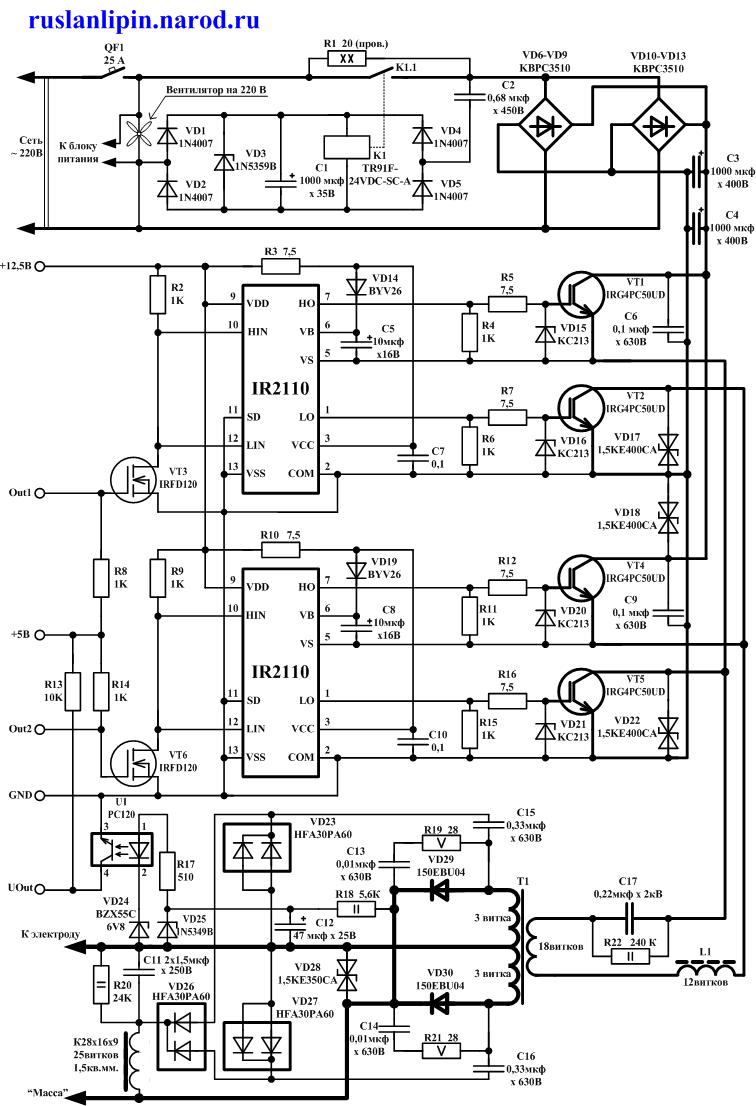
Резонансный мост – это одна из разновидностей двухтактных преобразователей инверторного типа. Во время первого такта открыты транзисторы (далее ключи)VT1 и VT2, во время второго – VT4 и VT5. Такты отличаются полярностью подачи высокого напряжения (приблизительно 300В) в резонансную цепочку, состоящую из конденсатора C17, сварочного трансформатора T1 и дросселя L1. Для безопасной работы ключей инвертора между тактами необходима пауза (DeadTime). В сварочном инверторе частота преобразователя должна быть такой, чтобы ёмкость С17, индуктивность L1 + индуктивность нагруженного на дугу трансформатора образовывали контур, в котором на этой частоте происходит резонанс напряжений. При этом мощность в нагрузке максимальна. При коротком замыкании в сварочной цепи этот резонанс уходит, как бы ограничивая ток короткого замыкания. Подстраивая частоту инвертора можно добиться максимальной мощности в дуге. С увеличением частоты ток в контуре начинает ограничиваться реактивным сопротивлением дросселя L1 и ток в дуге понижается. Таким образом, один раз настроив резонансную частоту (читай, частоту при которой в контуре с трансформатором, нагруженным на дугу, в дуге максимальная мощность) можно изменять значение сварочного тока, увеличивая частоту инвертора относительно резонансной.
При включении инвертора в сеть через пусковой резистор R1 и спаренный выпрямитель VD6-VD13 заряжаются ёмкости С3 и C4. Как только ёмкости зарядятся до напряжения 200-250В включиться реле K1, и своими контактами зашунтирует резистор R1. Ёмкости дозаряжаются до напряжения приблизительно 300 В. C этого момента высоковольтная часть инвертора готова к работе.
В своём сварочном инверторе для управления мощными IGBT-транзисторами, я применил специализированные драйверы фирмы IR. Драйверы верхних ключей получают питание от бустпретных ёмкостей С5 и C8. Эти ёмкости периодически подпитываются через диоды VD14 и VD19 в моменты открытия нижних ключей. Здесь верхними (условно) ключами называю те транзисторы, коллекторы которых соединены с плюсом силового питания 300 В. У нижних ключей эмиттеры соединены с минусом силового питания 300 В.
Для согласования ТТЛ уровней микроконтроллера с уровнями входов LIN и HIN драйверов (не менее 9 В) служат элементы R2, R9, VT3, VT6. Резисторы R8 и R14 обеспечивают неактивный режим драйверов во время “пусковой распутицы” микроконтроллера.
Удвоитель напряжения собран на элементах VD23, VD26, VD27, С15, C16, С11 и служит для облегчения зажигания дуги. Программой микроконтроллера непрерывно отслеживается состояние выхода сварочного инвертора. При коротком замыкании на выходе светодиод оптопары U1 потушен и на входе UOut будет высокий логический уровень. Для защиты от пробоя силовых элементов схемы неизбежными выбросами напряжения служат так называемые снабберы и сапрессоры VD17, VD18, VD22, VD28, С13, C14, R19, R21, а также ограничитель “раскачки” R20.
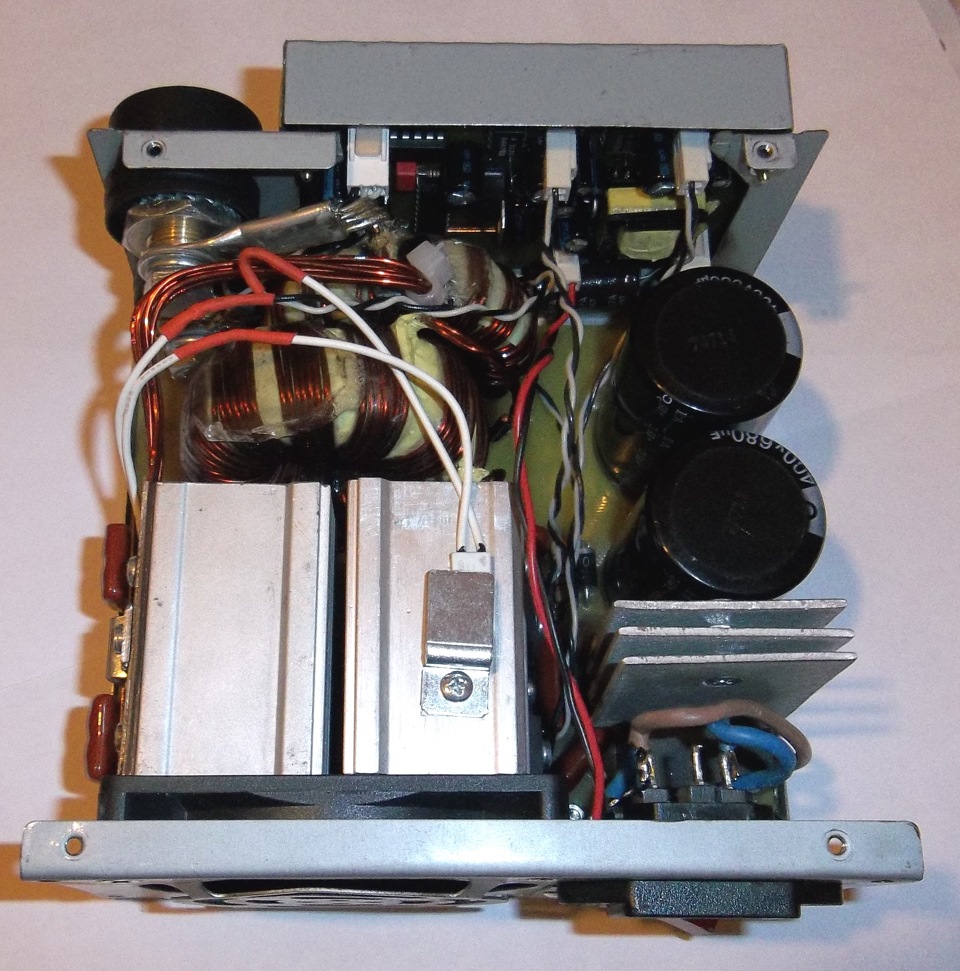
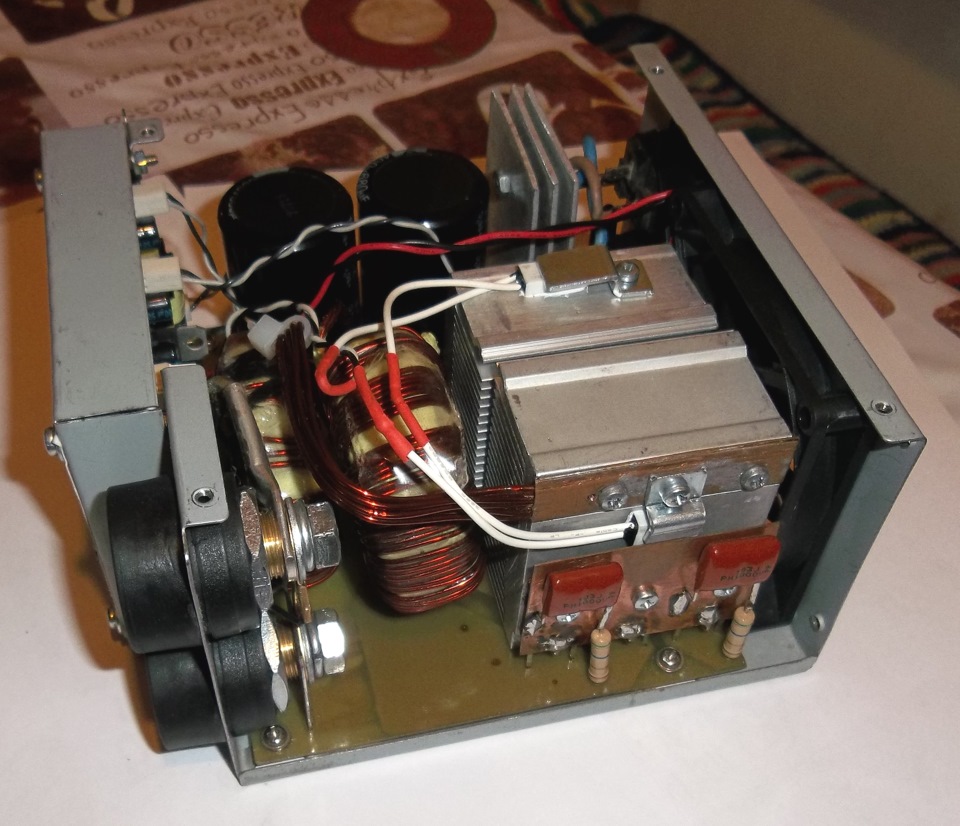
Ключи желательно припаять к медной подложке. О том как это сделать написано здесь.

Микроконтроллерный блок управления с блоком питания.
Использование любого аппарата электродуговой сварки предполагает наличие достаточно мощной сети питающего напряжения. Это условие не всегда обеспечивается при сварке в условиях гаража или дачи. Отсюда повышенные требования к блоку питания (БП). Для питания ответственных узлов БП должен обеспечивать стабильное напряжение при просадке сетевого напряжения до 150 В, а лучше, ещё меньше. Для этой цели как нельзя лучше подходит импульсный блок питания, построенный по схеме обратноходового преобразователя, в простонародье называемый флайбэк. Представленный на схеме БП обеспечивает стабильное напряжение на выходе при просадке сетевого до 50 В! При этом запускается рывком при напряжении выше 80 В. Таким образом, отсутствует промежуточный режим работы когда напряжение на выходе уже есть, но ещё не 12,5 В. Для инверторов это важно, поскольку исключается работа ключей в линейном режиме. Желаю всем сваркостроителям использовать в качестве блока питания именно флайбэк! Уверяю, что затраты окупятся сполна. К слову сказать, в моём инверторе от линейного режима ключи защищены ещё и специализированными драйверами фирмы IR.
Мотая трансформатор нужно обеспечить хорошую межобмоточную изоляцию. В моей конструкции все обмотки намотаны медным проводом в лаковой изоляции диаметром 0,2 мм. При подключении трансформатора необходимо правильно соблюсти фазировку обмоток, иначе флайбэк работать не будет. Подборкой сопротивления резистора R1, добиваемся напряжения на выходе 12,5 В. Это напряжение используется для питания драйверов. Микроконтроллер получает питание через параметрический стабилизатор КР142ЕН5А.
Работа программы и настройка резонансной частоты.
Целью настройки резонансного моста является настройка резонансной частоты. Здесь и далее резонансной частотой буду называть ту частоту инвертора, при которой в дуге максимальная мощность.
При включении устройства в сеть светодиод потушен и звучит сигнал. Затем, если контакты термостатов замкнуты, запускается инвертор на резонансной частоте. Значение резонансной частоты считывается из нулевой ячейки EEPROM. При первом включении резонансная частота будет 30 кГц. Как только напряжение в сварочной цепи превысит 12 В (короткого замыкания нет) на проводе UOut возникнет низкий логический уровень и инвертор перейдёт в рабочий режим.
В рабочем режиме горит светодиод, звуковой сигнал выключен. Проверяется положение потенциометра. Вращение движка потенциометра приведёт к изменению рабочей частоты инвертора. Рабочая частота меняется ступенями (всего 17 положений) от резонансной (минимальной) до максимальной. Изменение рабочей частоты сопровождается коротким звуковым сигналом. При этом максимальному сварочному току соответствует минимальная частота (она же резонансная). Увеличение частоты приводит к уменьшению тока в дуге. Таким образом, вращая потенциометр можно регулировать ток в дуге.
При коротком замыкании в сварочной цепи и работе инвертора на частоте выше резонансной существует опасность “словить” резонанс в коротком замыкании. Вероятность, конечно мала, но стоит перестраховаться, поскольку резонанс в коротком замыкании – это верная смерть ключей инвертора! С целью защиты “от смерти” в рабочем режиме периодически проверяется логический уровень на выводе UOut детектора короткого замыкания в сварочной цепи. Если таковое имеется, то на входе UOut появится высокий логический уровень и инвертор начнёт работать на резонансной частоте независимо от положения движка потенциометра. При этом светодиод потушен. Если в течение 1 секунды не произойдёт повышения напряжения в сварочной цепи, то работа инвертора блокируется, и программа начнёт выполняться сначала. Так выполняется функция антизалипания электрода.
Если во время работы произойдёт аварийное отключение одного из термостатов TS1 или TS2, то работа инвертора блокируется, включается прерывистый звуковой сигнал и начинает мигать светодиод. Как только температура понизится, и оба термостата будут включены, работа инвертора возобновиться.
Настройка резонансной частоты.
Перед подачей силового питания на ключи запускаем блок управления. Временно устанавливаем перемычку между проводом UOut и минусом. Осциллографом проверяем управляющие импульсы на затворах ключей. Там должны быть прямоугольные импульсы частотой 30 кГц. Если всё так и есть, включаем в сварочные провода мощный реостат сопротивлением 0,15 Ом (для токов 170-200 А) и шунтируем контакты реле. Подаём питание на блок управления. Силовое питание запитываем через ЛАТР. Поднимая напряжение на ЛАТРе, следим за увеличением напряжения на реостате. Если всё нормально, устанавливаем на ЛАТРе 80-120В и начинаем настройку.
Чтобы войти в режим изменения резонансной частоты необходимо нажать и удерживать обе кнопки до включения звукового сигнала. После отпускания кнопок, звуковой сигнал выключается, и светодиод начинает часто мигать, что свидетельствует о переходе в режим редактирования резонансной частоты. При этом инвертор начинает работать на резонансной частоте. Кликая кнопками изменяем частоту инвертора и добиваемся максимального напряжения на реостате. Если резонансная частота находится ниже 30 кГц, то увеличиваем немагнитный зазор в дросселе. Если резонансная частота выше 42 кГц, то зазор в дросселе следует уменьшить. Как только резонансная частота подстроена на максимальную мощность, можно произвести запись значения резонансной частоты в EEPROM. Для этого кликаем одновременно на обе кнопки. После продолжительного звукового сигнала произойдёт запись.
Восстанавливаем схему инвертора, удаляем перемычку с провода UOut, отключаем реостат. Включаем инвертор в сеть. Должно включиться реле и загореться светодиод. Потенциометром выставляем минимальную частоту (она же резонансная). Кратковременно нагружаем инвертор реостатом 0,15 Ом и замеряем на нём напряжение. Если это напряжение составляет 22-30 В, то можно Вас поздравить с успешной настройкой! Держак в руки и вперёд!
Если напряжение меньше 22 В, то нужно увеличить зазор в дросселе и повторить настройку сначала.
Сварочный инвертор



Комментарии 42
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

а мне такой сделаешь?
нужно как раз малыми токами машину поварить

Могу продать єтот. Но в любом случае он тебе не подойдет. Кузов єлектродом не варится. Нужен полуавтомат. Лучше купить самый дешовый полуавтомат чем пытаться варить кузов электродом.
а чего не пойдет твой? токи ж малые. 2 мм электрод потянет же

как аппарат ? работает? какими электродами варит? какой толщины металл проваривает?
Та нормально работает, уже и второй построен давно) 3-й варит
а помочь сможешь в сборке?
Тоже хочешь такой собрать?
да
для меня хватит
у меня другая проблема
не могу нормально печатные платы делать
у тебя есть скайП
есть, щас в лс кину
остро вопрос встал сварочника
Могу помочь консультацией

Супер в бытовухе больше и не нужен ! В гараж самое то по мелочи приварить, прихватить и обычно больше 2х электродов не палишь а смотришь де и как проварил и если надо еще раз проходишь, для электродов 2ки за глаза!
Таки да. Мало того — для электродов 3-ки за глаза :)
Все кто говорит что для 3-ки 120А мало — никогда не варили честными 120 амперами.
А вообще этот аппарат ушол в люди, а дома остался могучий резонансер — тот фиг перегреешь.
если хорошие электроды то и для 3-ки больше чем 95 А не накручиваю.
От и я о том же.
Просто сейчас развелось китайцев с заявленым током аж 250А вот люди и верят надписям.
А по факту там часто и 160А нету.

Силовая электроника — это вещь! Молодец!
Таки да! Спасибо :)

Первоисточник опубликовал. Конечно перегревается, куда ж без этого. Перегревается после 4-х спаленных один за другим электродов на токе 120А.
Тут уже компромис, либо огроменные радиаторы и вес но без перегревов, либо маленький вес но иногда приходится курить.
У меня дома резонансный мост стоит, вот тот не перегревался еще, но там вес 9кг. :(
Липина сварочный инвертор схема
Представляю самый маленький, лёгкий и достаточно простой в повторении сварочный инвертор. Он позволяет проводить сварочные работы электродами диаметром до 3мм.




Характеристики инвертора
- Размеры (ДхШхВ) — 180х105х80;
- Вес — 1100 грамм;
- Ток — 80А, можно выжать до 100А;
- Ток холостого хода — 170-200мА;
- Напряжение холостго хода — 60 вольт.
Инвертор собран в корпусе компьютерного блока питания.


Из-за нехватки места в этом корпусе не удалось обеспечить хороший обдув радиаторов силовых компонентов, поэтому он не предназначен для долговременной работы, но спалить несколько электродов подряд с его помощью можно.
Делать инвертор с нуля достаточно дорого, хорошие оригинальные детали дорогие, нужен опыт работы с импульсными источниками питания и в силовой электронике в целом, лучше и выгоднее купить заводской инвертор, а если решили собрать - то делайте полноразмерный инвертор и не скупитесь на охлаждении.
Схема инвертора
Данный сварочный инвертор — это однотактный прямоходовый преобразователь построенный на ШИМ контроллере UC3844. Выход микросхемы через драйвер управляет IGBT транзистором. Схема снабжена плавным пуском, защитой по перегреву. Обратная связь по току реализована через токовый трансформатор.
Инвертор собран на трёх платах:
- все силовые компоненты, трансформатор, дроссель, выпрямители, силовой транзистор и входная цепь размещены на материнской плате;
- схема управления;
- дежурный источник питания.


Схема управления
Больше половины компонентов, которые есть на схеме находятся на этой компактной печатной плате


В авторской версии вся схема собрана на одной плате, в моем же случае чтобы аппарат был максимально компактным управление перенес на отдельную плату. Она получилась очень компактная, меньше сделать крайне трудно если использовать выводные компоненты, а не смд. Монтаж очень плотный, на плате всего одна перемычка.
После сборки плата была проверена. На вход стабилизатора или диода подается напряжение около 30 вольт. База и эмиттер транзистора VT1 замыкаем между собой имитируя замкнутый термовыключатель, иначе сработает защита по перегреву и реле замкнет регулятор тока и как следствие микросхема перестанет вырабатывать последовательность импульсов. К выходу драйвера подключаем щуп осцилографа и наблюдаем красивый меандр с частотой порядка 30 кГц и заполнением около 44-х процентов. Проверяем защиту, убрав ранее установленную перемычку. Должно сработать реле, засветиться красный светодиод и заблокироваться работа микросхемы ШИМ. Плата управления готова, в дополнительной наладке эта часть не нуждается, если все собрано правильно, компоненты исправны и нет соплей на плате.
Исходная схема работает на частоте в 30 кГц, изначально хотел поднять ее, а также изменением соотношения количества витков обмоток снять с сердечника большую мощность, но конечные расчеты показали, что с сердечника даже при 30-и килогерцах спокойно можно взять мощность около 2-2,2кВт, а это где-то 80-90 Ампер тока, если учитывать просадку напряжения при сварке, примерно до 24-х вольт.
С учетом этого аппарат без проблем справляется с электродами в 3мм, но в моем агрегате для страховки максимальный ток ограничен на уровне 80 Ампер.
Силовой трансформатор
Так как сварочный аппарат планировался на небольшой выходной ток в районе 80 ампер, трансформатор покажется маленьким, но его хватает, хотя и работает он почти на пределе своих возможностей.
Схема однотактная и между половинками сердечника нужен немагнитный зазор 0,1-0,2мм, такой зазор без проблем можно сделать если использовать сердечник из двух половинок, например Ш-образный. Но проблема заключалась в том, что у меня в наличии не было такого сердечника с необходимой габаритной мощностью, единственные более менее хорошие сердечники были колцевого типа размером 47х26,5х15,5мм. Такой сердечник отлично будет работать в двухтактной схеме, в однотактной же нужен зазор.
Сначала делаем разметки, затем пилим сердечник, не полностью, пол миллиметра сполна хватит.


Далее устанавливаем сердечник на деревянные бруски примерно так, как это показано, по центру на месте пропила ставим металлический прут и аккуратно, но сильно бьем по нему молотком. В итоге получаем две ровные половинки. Далее берем чек от банкомата, нарезаем две полоски и приклеиваем на одну из половинок с помощью суперклея, клея много не надо.


Стягиваем половинки сердечника например каптоновым скотчем. В целом данный сердечник имеет изоляцию в виде краски, но дополнительная изоляция не будет лишней.


После мотаем первичную обмотку, в моем случае для намотки использован провод 1,2мм, расчет производился по программе, естественно в случае иных сердечников получим иные намоточные данные, поэтому количество витков указывать не вижу смысла. В данной схеме очень важно солблюдать начало намотки, на схеме они указаны точками, поэтому после намотки каждой из обмоток начала намотки желательно промаркировать.




Витки равномерно растянуты по всему кольцу, после намотки ставим изоляцию и мотаем фиксирующую обмотку.


Количество витков тоже самое, что и в случае первичной обмотки, но провод естественно тоньше, я использовал провод 0,3мм.


Мотать нужно так, чтобы витки фиксирующей обмотки находились между витками первичной обмотки.
После намотки фиксирующей обмотки опять ставим изоляцию и мотаем вторичную обмотку из 80 параллельных жил проводом 0,22мм. Жгут дополнительно изолирован каптоновым скотчем.


Трансформатор тока намотан на небольшом кольцевом ферритовом магнитопроводе, проницаемость сердечника 2400.


Сначала сердечник был изолирован каптоновым скотчем, затем намотана вторичная обмотка. Количество витков около 80, для намотки был использован провод с диаметром 0,24мм. Обмотка равномерно растянута по всему кольцу. Вторичная обмотка один виток двойным проводом по 1,2мм.
Для выходного дросселя в качестве сердечника взят тор размером 38,8х21х11,4 мм из порошкового железа. Кольцо имеет зелено синий окрас, специально предназначено для работы в качестве выходного дросселя.

Для намотки был использован жгут из 80 жил изолированных друг от друга проводов с диаметром 0,22мм каждая жила, то есть точно тоже самое, что и в случае вторичной обмотки трансформатора.


Индуктивность дросселя получилась около 35 микрогенри и этого мало, желательно индуктивность сделать в районе от 80 до 120 мкГн.

Выводы обмотки дросселя были очищены от лака, залужены.
Несколько слов о комплектующих

Реле в схеме плавного пуска полноразмерное 30-и амперное, как у больших инверторов, хотя плату изначально разрабатывал для установки более компактного реле.

Силовой IGBT транзистор, диоды в высоковольтной цепи преобразователя те, что по схеме, никаких отклонений.

В выходном выпрямителе использованы быстродействующие диодные сборки STTH6003. В одной такой сборке 2 диода с током в 30 ампер, катод общий, аноды также включены параллельно, в итоге получаем аналог 60-и амперного диода, обратное напряжение сборки 300 вольт.

Сборки установлены на общий радиатор, подложки не изолированы, т.к. катоды общие, выходной плюс снимается с радиатора.

Резистор в цепи плавного пуска на 5-10 ватт, сопротивление 10-30 Ом.
Дежурный блок питания
Это готовый источник питания универсального типа, который куплен на али и предназначен для работы в индукционных плитах в качестве дежурки, мощностью около 7 ватт.


Он выдает три напряжения: 5 вольт, 12 вольт и 18 вольт. Выходные напряжения задаются стабилитроном на 18 вольт. Этот стабилитрон я заменил на 24-х вольтовый, выкинул цепь 5 вольт, заменил некоторые конденсаторы на выходе на более высоковольтные и в итоге дежурка стала выдавать два напряжения: 15 вольт и 24 вольта.
Первое напряжение нужно для питания вентилятора, он у меня на 12 вольт, второе напряжение питает управление и реле. Такая дежурка имеет плавный пуск, защиту от коротких замыканий, построена всего на одной микросхеме.
Радиаторы охлаждения взяты от компьютерных блоков питания, с учетом наличия активного охлаждения и максимального тока сварки их хватает.

После сборки аппарат заработал сразу, без каких-либо отклонений. Первый запуск делался через страховочную лампу на 100 ватт, на осциллографе форма импульсов на всех обмотках правильная, напряжение холостого хода около 60Вольт.
Проверяем работу системы ограничения тока. Для начала ставим регулятор тока на минимум, цепляемся осциллографом на затвор силового транзистора и делаем короткое замыкание на выходе, видим, что длительность управляющих импульсов резко уменьшается, ток ограничивается, если этого не происходит, меняем местами начало и конец вторичной обмотки токового трансформатора.
Силовые дорожки на печатной плате дополнительно армированы медными лентами.

Выходные клеммы от мощного преобразователя 12-220 Вольт.


Для надёжности трансформаторы, дроссель и пара вертикальных плат были дополнительно приклеены к материнской плате с помощью эпоксидной смолы.




На балласте инвертор выдал честные 80 ампер, минимальный ток сделал в районе 20 ампер, при этом имеем уверенный розжиг дуги. Благодаря малому значению минимального тока можно сваривать даже тонкую жесть.
Сварочный инвертор(180 А) - асимметричный (косой) мост с микроконтроллерным управлением.
Читайте также: