Aluweld 200 mig pulse настройка для сварки
Обновлено: 17.05.2024
Принесли аппарат после 2 дней работы. Как говорят, не особо и большая загрузка была.
На момент попадания к нам дефект - не включается.
Вскрытие и прозвонка показала пробой силовых транзисторов.
Причём такой аппарат в последнее время уже не один к нам приходит.
Два плеча наискосок в пробое.
Прикрепленные изображения
tehsvar , а для ламеров от электроники можно чуть подробнее? Недоработка конструкторов, неумелая эксплуатация или что-то другое? Проблема очень серьёзная или текущая мелочь?
Именно этот "Алюпульс" я присматриваю прям с момента его появления в рознице, но вот отзывов на него маловато. Ютуб - помойка, даже не берем в расчёт. На Вебсварке информации о сабже мало((((
А, не для специалистов, что это означает? Что эта проблема потенциально угрожает каждому владельцу такого аппарата? Низкое качество транзисторов? Ошибки при проектировании этого аппарата? Или такая проблема может быть вообще с любым аппаратом любого производителя?
Изначально установили транзиля на пределе.
В принципе, недорогие аппараты этим грешат. Не все, но многие.
А нет каких-то препятствий, кроме цены, чтобы при ремонте заменить силовые элементы на транзисторы с большим номиналом по току?
А возможна ситуация, когда защита аппарата завязана на мониторинг температуры силовых транзисторов, мы меняем их на менее греющиеся, от которых защита не срабатывает - и в результате сгорает, к примеру, блок питания?
По идее нет. Перегрев силовухи или его нормальная работа никак не сказываются на работе дежурного источника питания.
Он, как правило, работает не зависимо от силовой части. Вернее есть небольшая завязка, при пробое силовых транзисторов прекращается подача напруги на блок питания из-за кз в транзилях и просадки напруги в ноль. Обычно ставят термистор перед кондёрами или диодным мостом. И как только питание просело, БП отключается, вырубает шунтирующее термистор реле и сеть греет термистор. Но при нагреве у него увеличивается сопротивление, потому он становится просто тёплым. И ничего более не взрывается, как если бы БП продолжал работать, держать реле и подавать питание для платы ШИМ.
БП продолжал работать, держать реле и подавать питание для платы ШИМ.
Взрыв силовых транзисторов зачастую тянет за собой первичный выпрямитель, реле плавного запуска (резистор заряда конденсаторов туда же), кнопку включения аппарата, ШИМ генератор, если ТГР нет, то и ШИМ ку даже 50\50% при условии наличии оптопары и погорелые дорожки.
В общем-то ни чего страшного. Так, пол аппарата под замену. Да будет работа сервисам, велком!
Если все делать по уму: то убирать погорелости, восстанавливать дорожки, заменять детали сгоревшие. И потом делать лаковую защиту.
Нужно понимать, что взрыв источника, это не всегда раз плюнуть. Ну и поездка в сервис, остановка рабочего процесса и прочее и прочее.
Мы сервисники тоже кушать хотим
И должно все выглядеть красиво как от девственной китаянки. А не как краснуха с СССР деталями:
зарабатываем и получаем удовольствие от процесса.
Купил на контору для "обучения персонала" этот "недоагрегат" по скидке за 22к.Руб + 24я горелка . К примеру, параметр 124А реально жарит только 82А а 200А = 150А. Вентилятор уже лёг. Термозащита срабатывает, дисплей пишет "перегрев". Вентиляция не к чёрту нет короб- канала дует просто в сундук, какое там охлаждение радиаторов с транзюками они там причем нормальные 75N60.Алюминь не пробовал так как нет нужды. Чернуху варит мягко не разбрызгивает капли в режиме стандартной синергетики . Для нашего колхоза пойдет.
Интересно. Партия от партии отличается или уже мне после ремонта достались. У меня какие то китайские (реально не фирменные) транзиля были по 40 ампер.
Да в принципе они готовы. Придти должны. Вот только по времени . не могу точно сказать.
Start Aluweld 200 Puls
Как настроить аппарат для сварки алюминия - полная инструкция
Процесс сварки алюминия начинается не только с выбора сварочного аппарата, но и с выбора правильных и подходящих комплектующих и расходных материалов. Давайте разберемся, какие расходные материалы понадобятся, чтобы сварить алюминиевый сплав. Первым делом нужно понимать тип сварки алюминия. Для TIG и MIG сварки набор комплектующих будет отличаться.
Для любого типа сварки понадобится защитный газ, который в работе подключается непосредственно к аппарату. Для сварки алюминия используется только инертные газы аргон, гелий или их смеси.
Выбирая тип газа, учитывайте, что гелий предпочтительнее использовать при сварке толстостенных деталей. Благодаря более высокой теплопроводности гелия в сварочной ванне удается поддерживать более высокую температуру, что лучше сказывается на качестве сварочного шва при больших толщинах.
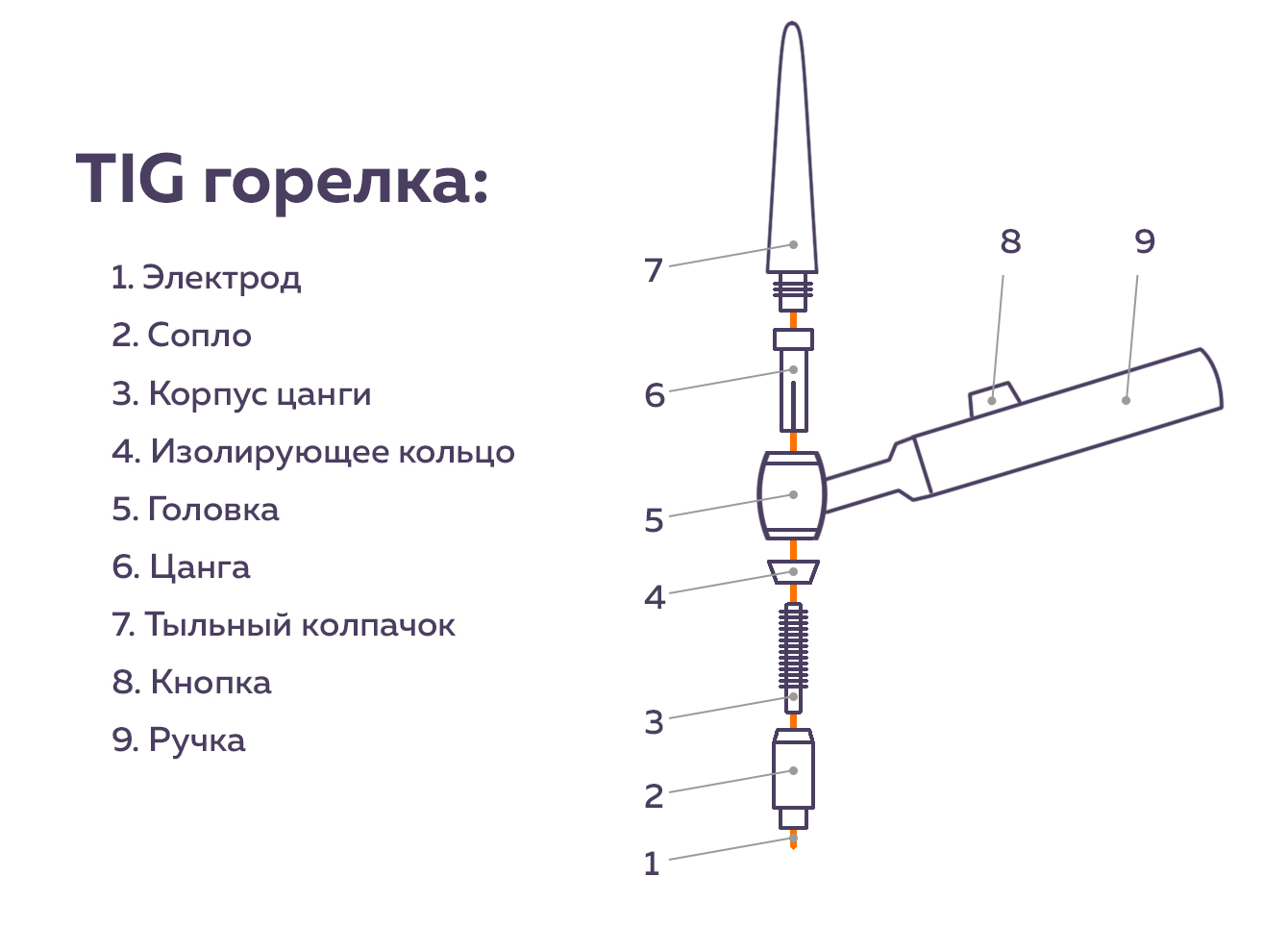
Для TIG сварки понадобятся:
- Вольфрамовый электрод – это стержень, который состоит из вольфрама и незначительного включения редкоземельных металлов. Чем больше вольфрама и меньше примесей, тем он будет дороже, но намного лучше в работе. Электроды со временем выгорают и требуют замены. Перед началом работы его следует заточить на нужный угол. Диаметр вольфрамового электрода подбирается под оптимальную силу сварочного тока и зависит от рода тока (постоянный или переменный). Для переменного тока нужны электроды большего диаметра, чем для постоянного при той же силе тока. Если диаметр электрода будет больше оптимальной силы тока, то сварочная дуга будет нестабильна, качество сварки ухудшится. Если меньше, то электрод будет быстро плавиться, что, соответственно, приведет к быстрому выходу из строя цанги, зажима цанги и керамического сопла.
- Цанга. Назначение цанги – это надежно зафиксировать электрод и передать на него сварочный ток. Подбирается точно под диаметр вольфрамового электрода.
- Зажим (корпус, держатель) цанги. Функция зажима – это фиксация цанги с электродом в головке TIG горелки, передача сварочного тока на электрод от кабеля и подача защитного газа в область сварки через специальные отверстия в корпусе зажима. На передней части зажима цанги выполнена резьба для крепления керамического сопла. Внутренний диаметр зажима цанги должен соответствовать наружному диаметру цанги.
- Тыльный колпачок (каппа, хвостовик, пенал). Предназначен для защиты и надежной фиксации вольфрамового электрода в цанговом зажиме горелки. Колпачки бывают разной длины: длинные, средней длины и короткие.
- Керамическое сопло. Основная задача сопла –равномерно распределять защитный газ для надежного удаления и замещения атмосферного воздуха из зоны сварки. По форме сопла бывают: конические, цилиндрические и профилированные (специальной формы). Керамические сопла бывают разной длины и внутреннего диаметра. Внутренний диаметр керамического сопла определяет размер газовой струи и зависит от диаметра используемого вольфрамового электрода. При выполнении сварочных работ на открытых площадках следует выбирать сопла с большим диаметром. Они обеспечивают лучшую защиту зоны сварки.
- Сварочная присадка. Представляет собой прутки диаметром от 1,6 до 4 мм длиной около 1 м. Хранение присадки после вскрытия герметичной упаковки должно быть минимальным. Быстрое окисление ее поверхности приведет к ухудшению качества сварного шва. Ее химический состав должен сочетаться с составом свариваемой детали. Диаметр присадки подбирается исходя из толщины свариваемого металла и желаемого размера шва.
Для MIG сварки понадобится:
- Сварочная проволока представляет собой алюминиевую холоднотянутую проволоку, смотанную в катушки разного размера весом от 0,5 кг до 7 кг. Размер катушки подбирается исходя из возможностей сварочного аппарата. Обычно используют проволоку диаметром от 1,0 мм до 1,6 мм. Проволока маленького диаметра быстро расходуется и подвержена большему риску замятия или деформации при протяжке.
- Сварочный наконечник предназначен для передачи сварочного тока непосредственно на проволоку. Внутренний диаметр сварочного наконечника должен строго соответствовать диаметру используемой проволоки, обычно он на 5-15% больше предполагаемого диаметра проволоки. При меньшем диаметре сварочная проволока будет застревать и деформироваться в наконечнике. При большем диаметре будет плохой контакт наконечника с проволокой, скачки силы тока, треск, нестабильная сварочная дуга. Со временем внутренний диаметр отверстия увеличивается за счет износа трением, и наконечник нужно заменить на новый.
Подготовка к работе
На этом этапе следует проверить наличие и соответствие всех элементов сварки, подготовить аппарат, рабочее место и деталь. Необходимо проверить правильность подключения аппарата к электросети. Выясните, сможет ли сеть выдержать нагрузку на протяжении всего процесса сварки. Это особенно касается бытовых маломощных сетей.
Для TIG и MIG/MAG сварки:
Убедитесь, что баллон с защитным газом стоит устойчиво на ровной поверхности и хорошо закреплен.
Выберите удобное место для работы и ровную площадку для установки аппарата. Желательно, чтобы аппарат находился недалеко от места сварки и места подключения к сети. Иначе придется использовать длинные сварочные рукава и кабели.
Для TIG сварки:
Следует установить подходящий вольфрамовый электрод, обязательно заточить его на нужный угол и собрать горелку. Провод массы подключаем к «+» клемме на аппарате, провод горелки подключаем к «–» клемме аппарата.
Для MIG/MAG сварки:
Для полуавтоматов обязательно нужно использовать импульсный режим.
Проверить наличие тефлоновой трубки для подачи проволоки в сварочном рукаве. Трубки из других материалов не обеспечивают равномерную подачу алюминиевой проволоки без ее деформации из-за большой силы трения проволоки внутри канала. При длине сварочного рукава более 3-х метров необходимо использование горелки с дополнительным механизмом подачи проволоки в самой горелке типа Push-Pull.
Для MIG сварки алюминия нужно обязательно проверить работу подающего устройства. Для мягкой алюминиевой проволоки допустимо использовать только 4-х роликовый подающий механизм с гладкой (без насечек) U-образной канавкой, которые предотвращают образование задиров и другие деформации проволоки перед подачей в зону сварки.
Желательно, чтобы место сварки было защищено от ветра и сквозняков.
Зону сварки на поверхности алюминия перед работой обязательно необходимо зачистить с помощью наждачного диска, жесткой металлической щетки или абразивной шкурки. Делать это следует непосредственно перед сварочными работами. Кроме грязи или жировых отложений, на поверхности алюминия быстро образуется тонкий слой оксидов, который значительно затрудняет сварку. Также важно хорошо просушить заготовку, предварительно хорошо прогрев ее, чтобы вся лишняя влага испарилась.
Настройка аппарата
Лучше всего, если это будет специальный режим для сварки алюминия. Например, импульсный или двойной импульсный режим для MIG сварки или смешанный MIX-TIG режим для TIG сварки. Другие сварочные режимы не обеспечивают достаточное качество сварки алюминия и его сплавов или очень сложны в настройке.
Установите все параметры сварочного цикла. Силу тока горячего старта и его длительность. Сила основного тока подбирается исходя из толщины свариваемого металла, примерно 20-40 А на 1 мм толщины заготовки.
Аппарат MIG сварки для сварки алюминия обязательно должен иметь настраиваемый импульсный режим, MIG Pulse или MIG Double Pulse. Необходимо установить частоту и длительность импульса, силу пикового тока и соотношение пикового тока к основному.
Для сварки алюминия на аппарате TIG сварки обязательно должен быть включен режим переменного AC тока, это минимум который необходим для сварки алюминия. Важно иметь возможность настройки баланс тока (соотношение длительности положительного и отрицательного полупериодов) и баланс полярности тока (соотношения силы тока в положительном и отрицательном полупериодах), это позволяет уменьшить скорость разрушения вольфрамового электрода.
Но швы высокого качества с минимальными временными затратами на настройку аппарата может обеспечить специальный режим MIX TIG. При настройке необходимо установить соотношение длительности периодов постоянного, переменного тока и частоту.
После полной настройки аппарата попробуйте сделать пробный шов. Если необходимо, проведите коррекцию параметров сварочного цикла.
Если в аппарате уже есть готовые настроенные сварочные циклы или синергетическое управление, поначалу предпочтительнее пользоваться ими.
Сварочный полуавтомат START PRO 200 miniMIG (синергетическое управление, MMA/MIG-MAG/TIG LIFT)

Серия полуавтоматов WEGA - это профессиональная серия именного производителя сварочного оборудования START.
Даже основная линейка полуавтоматов START считается на рынке дорогим и качественным оборудованием. Серия WEGA доводит это качество и возможности до совершенства.
Подходит как для профессионального использования, так и для бытового.
Обновленный инверторный полуавтомат WEGA 200 miniMIG START PRO SERIES – это новый уменьшенный корпус, новые характеристики сварочной дуги и более легкое управление. Новая модель предназначена для полуавтоматической сварки в среде защитного газа MIG-MAG, для ручной дуговой сварки штучными электродами MMA.
Теперь полуавтомат имеет полностью синергетическое управление, для настройки всех параметров используется всего 1 регулятор. Аппарат сам подберет необходимые значения для идеального шва.
WEGA 200 miniMIG START PRO SERIES может использоваться как в быту так и на производстве благодаря гарантии 24 месяца и классу защиты IP 23.
В других магазинах:
Синергетическое управление
Процессор на плате управления сам подберет параметры для идеального шва, без лишних брызг и прожогов. Остается лишь задать изначальный режим сварки и толщину проволоки.
Не нужно тратить время на настройку скорости подачи проволоки, напряжения и индуктивности. Идеально и для новичков и для опытных сварщиков.
Варит проволокой без газа
Данный сварочный аппарат - полуавтомат. А значит, он умеет варить проволокой без газа. Однако для этого не подойдет обычная омедненная проволока!
Варит проволокой при пониженном напряжении
Данный полуавтомат достаточно мощный, чтобы варить проволокой даже с пониженным напряжением сети.
Точная граница напряжения работы/не работы зависит от состава и диаметра проволоки, но в среднем составляет около 140-160 Вольт.
Очень удобно для работы на даче, в гаражном массиве или промзоне.
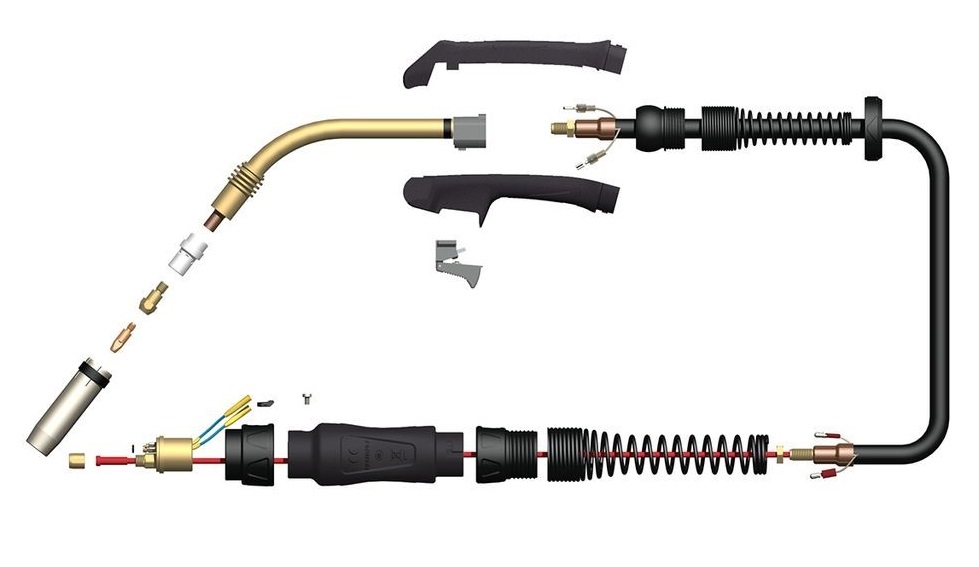
Горелка с евроразъемом
У данного полуавтомата отдельная горелка со стандартным евроразъемом.
Это максимально практично и удобно - вы легко можете заменить горелку при поломке или надобности.
Функция TiG LIFT (аргонодуговая сварка)
Данный полуавтомат оснащен функцией TIG LIFT - а значит им можно варить с помощью аргона.
Функция TIG LIFT на сварочном аппарате обеспечивает автоматическое снижение тока в начальной стадии возбуждения дуги. По мере отрыва происходит постепенное повышение его до номинальной рабочей величины.
Так как режим TIG LIFT включается только при непосредственном контакте электрода с металлом, его часто называют функцией «контактного зажигания дуги». Эта опция позволяет получить прочные и надежные сварочные швы высокого качества с равномерным проваром толщи металла и красивым чешуйчатым швом.
Для работы с аргоном требуется купить специальную TIG горелку (в комплект не входит!) - она у нас есть.
Особенности
- Легкая настройка параметров сварки MIG/MAG, синергетическое управление одним регулятором
- Возможностью ручной коррекции сварочного напряжения и индуктивности
- 2-х и 4-х тактный режим управления сварочной горелкой
- Легкая смена полярности благодаря кабелю с быстросъемным соединением на лицевой панели аппарата
- Цифровой дисплей для отображения параметров сварки
- Силовой блок на базе инверторной технологии IGBT нового поколения
- Автоматическая защита от перенапряжения и сверхтока
- Полная комплектация сварочных аксессуаров для всех режимов сварки
- Гарантия 24 месяца
Комплектация
- Сварочная горелка MIG MS 15 (3м)
- Кабель с электрододержателем
- Кабель с клеммой заземления
- Инструкция
Ответы на вопросы:
Что такое режим TIG LIFT (LIFT TIG)?
Наличии функции TIG LIFT на сварочном аппарате обеспечивает автоматическое снижение тока в начальной стадии возбуждения дуги. По мере отрыва происходит постепенное повышение его до номинальной рабочей величины.
- обеспечивается плавный и быстрый розжиг;
- стабилизируется дуга;
- сохраняется угол заточки электрода;
- исключается «вольфрамовое отравление» металла.
А значит, TIG LIFT будет полезной как для начинающих сварщиков, так и для опытных мастеров.
Можно ли варить проволокой без газа?
Поэтому, если вы не из крупного города - логично взять сразу пару штук
Можно ли варить алюминий?
Для начала, давайте разберемся - в чем сложность варки алюминия?
Это покрытие алюминиевой заготовки оксидной пленкой, которую очень тяжело разрушить. Для разрушения пленки обычно используются специальные полуавтоматы с импульсным режимом.
Однако данный полуавтомат, как и практически все основные полуавтоматы на рынке не имеет режима импульсный сварки, так как данный режим - дорогая функция.
Значит варить алюминий данным аппаратом нельзя?
Можно, но с ограничениями и предварительной подготовкой.
Для разрушения оксидной пленки необходимо увеличить сварочный ток на 30-40%. Заготовку перед сваркой необходимо прогреть и зачистить свариваемые кромки (удалить пленку механически). Время сварки 3-4 минуты, далее зачистку необходимо повторить. Алюминий можно варить только с аргоном - проволока с напылением уже не справится.
Таким образом можно варить алюминий максимальной толщиной 3-4 мм. Варить алюминий более 4 мм данным полуавтоматом уже не получится - тут уже справится только специальный аппарат для алюминия.
Что такое синергетическое управление?
Суть синергетического управления сводится к тому, что в сварочном оборудовании используются микроконтроллеры, позволяющие быстро выбирать оптимальные настройки для выполнения работы. При этом учитываются такие характеристики как:
- марка и свойства свариваемого металла;
- материал и толщина электрода;
- тип газа, используемого для создания защитной среды;
- скорость подачи проволоки и т.д.
Работу синергетических сварочных аппаратов можно сравнить с часовым механизмом. Изменение того или иного параметра программы автоматически ведет к корректировке остальных настроек. При этом профессионалы имеют пространство для маневров – все аппараты можно подстроить вручную, если возникает такая необходимость.
Иными словами, синергетические сварочные аппараты – это "умное" компьютеризированное оборудование для сварки, имеющее ряд предустановленных программ. Такая техника отлично подойдет для бытовых нужд, поскольку не требует серьезных навыков и глубоких познаний в области сварки. Теперь даже малоопытный сварщик сумеет добиться неплохих результатов, не обладая глубокими теоретическими познаниями в данной отрасли.
В чем преимущества синергетических сварочных аппаратов?
- Простота использования. Данные аппараты могут быть настроены даже людьми, не имевшими ранее опыта в сварке. Таким образом, новичкам нет нужды разбираться во всех тонкостях настройки сварочного оборудования, а риск допустить ошибку сводится к минимуму.
- Скорость выполнения работ. Ранее сварщики были вынуждены долго настраивать оборудование, выбирая оптимальные настройки для того или иного цикла сварки. И если раньше на настройку приходилось тратить до получаса рабочего времени, то теперь этот процесс происходит за одну секунду – нужно лишь нажать соответствующую кнопку.
- Возможность сохранить часто используемые программы. Актуальная функция в случаях, когда в течение дня приходится переключаться между двумя или тремя режимами сварки. Синергетические аппараты существенно ускоряют данный процесс, позволяя быстро переключиться в сохраненный ранее режим работы.
Идет ли проволока в комплекте?
Нет, ни у одного производителя проволока никогда в комплекте с полуавтоматом не идет, ведь всем нужна разная проволока.
Сварочный полуавтомат START ALUWELD 200 MIG PULSE (импульсный, синергетик, алюминий, MMA/MIG-MAG/TIG LIFT/MIG PULSE)
START ALUWELD 200 MIG PULSE - Сварочный полуавтомат с импульсным режимом . Аппарат имеет синергетическое управление, что значительно облегчает его настройку и использование. Прочный корпус, металлический подающий механизм и интуитивно понятная панель аппарата в сочетании с доступной стоимостью делают данную модель одной из самых привлекательных в своем классе.
Товар повышенного спроса!
Прямо сейчас товаром интересуется 85 покупателей
Поспешите, чтобы взять товар по текущей цене - 32739.00 ₽, пока все не распродали!
Особенности:
- Работа от сети 220 В
- Синергетическое управление
- Импульсный режим MIG
- Ручная дуговая сварка MMA, MIG, Lift TIG, MIG PULSE
- Специальная программа Fe 0.8 мм MIG
- Специальная программа Fe 1.0 мм MIG
- Специальная программа AlMg 1,2 мм PULSE MIG
- Специальная программа AlSi 1,2 мм PULSE MIG
- Специальная программа Flux 0.8 мм MIG
- Специальная программа Flux 1.0 мм MIG
- Металлический подающий механизм
Комплектация:
- Полуавтоматическая горелка MIG 24
- Тефлоновый канал
- Ролик 1.0 мм / 1.2 мм - для сварки алюминия
- Ролик 0,8 мм / 1,0 мм
- Газовый шланг
- Кабель с клеммой заземления
- Комплект сварочных наконечников
- Инструкция
Что такое импульсный режим сварки?
Импульсная MIG-сварка представляет собой метод неконтактного переноса металла из проволоки в сварочную ванну, то есть проволоке вообще не приходится вступать в контакт со сварочной ванной. Это возможно благодаря высокочастотному варьированию величины сварочного тока, что позволяет снизить тепловложение и разбрызгивание по сравнению со струйным и крупнокапельным переносом металла.
При импульсной MIG-сварке в ходе каждого импульса на кончике проволоки формируется капля расплавленного металла. После этого сила тока увеличивается так, чтобы вытолкнуть эту каплю в сварочную ванну. Перемещение этих капель происходит через дугу, по одной капле за импульс.
Преимущества импульсной MIG-сварки:
- Экономия проволоки и газа
- Низкое разбрызгивание и дымообразование
- Низкое тепловложение
- Высокая производительность
Читайте также: