Аппарат для роликовой сварки
Обновлено: 19.05.2024
Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяются непрерывным или прерывистым швом, состоящим из отдельных сварных точек, в результате приложения усилия сжатия и подвода тока к вращающимся дисковым электродам (роликам).
Процесс шовной сварки осуществляется на специальных сварочных станках с двумя (или одним) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм. Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Аппараты роликовой сварки российского производства
- машина шовной сварки мш 2201
- машина шовной сварки мш 2203
- машина шовной сварки мш 3201
Сущность процесса
Роликовая сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
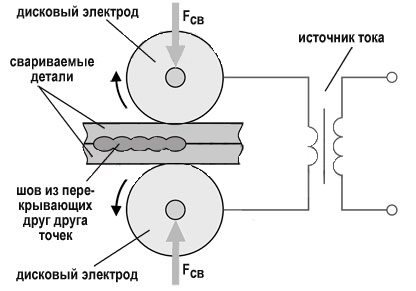
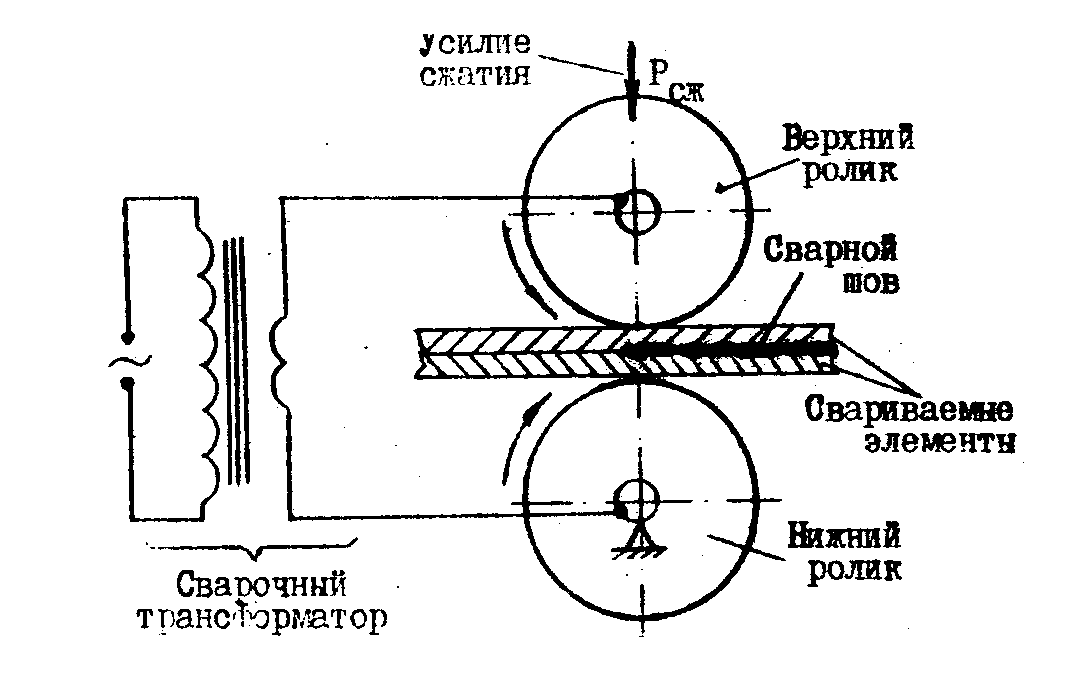
Заготовки накладывают друг на друга и зажимают обычно между двумя дисковыми электродами усилием сжатия Fсв (P). При подаче тока металл в зоне контакта деталей по оси электродов начинает нагреваться и расплавляться. По мере движения (прокатывания) заготовок между дисковыми электродами образуются новые сварные точки, перекрывающие или не перекрывающие друг друга. Как и при точечной сварке, не требуются специальные средства защиты расплава от взаимодействия с атмосферой.
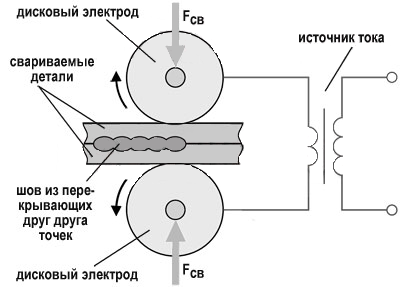
Рисунок. Схема роликовой (шовной) сварки. Ролики шовной сварки
В зависимости от характера перемещения деталей и подачи сварочного тока различают следующие способы шовной сварки:
- непрерывную;
- прерывистую и
- шаговую.
Непрерывная сварка выполняется сплошным швом при постоянном протекании тока, непрерывном движении заготовок, а также при постоянном давлении дисковых электродов на свариваемые поверхности. Толщина свариваемых листов, как правило, не превышает 1 мм. Она получила ограниченное применение из-за быстрого износа роликов и сильного перегрева контактирующих с ними поверхностей деталей. Важное значение при непрерывной сварке имеют тщательная зачистка свариваемых поверхностей, одинаковая толщина и однородность состава соединяемых изделий. Используется для сварки не ответственных изделий из малоуглеродистых сталей.
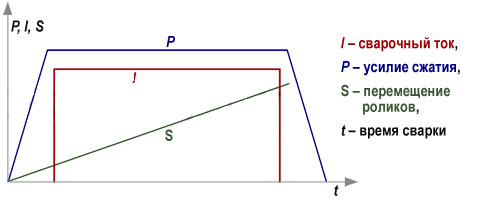
Рисунок. Циклограмма непрерывной шовной сварки
Благодаря меньшему перегреву роликов и заготовок наиболее распространена прерывистая шовная сварка, осуществляемая при импульсной (прерываемой) подаче тока, непрерывном перемещении заготовок и постоянном давлении роликов. При каждом импульсе сварочного тока формируется единичная литая зона. Для образования герметичного шва с перекрывающимися сварными точками подбирается определенное соотношение скорости вращения дисковых электродов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм.
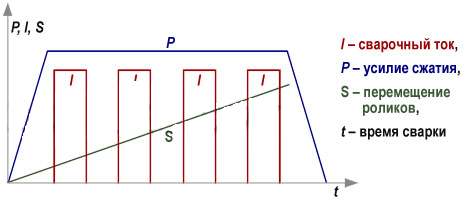
Рисунок. Циклограмма прерывистой шовной сварки
При шаговой шовной сварке к роликам прикладывается постоянное давление, детали перемещаются прерывисто (пошагово), а ток подается только во время остановки роликов. При этом контактируемые поверхности роликов и заготовок меньше перегреваются. Однако машины для данного способа сварки конструктивно сложнее и менее производительны.Толщина свариваемых листов — до 3 мм. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, берилиевая бронзы и другие сплавы.
Что такое шовная (роликовая) контактная сварка
Делать герметичные емкости, сваривать металл без наплавочных материалов помогает шовная роликовая сварка. Аккуратное точечное соединение выдерживает большую нагрузку. С помощью специального оборудования получают герметичный шов, не пропускающий жидкости и газы. У роликовой технологии, как и у всех других видов сварки, есть свои достоинства и недостатки. О них стоит сказать подробно. Но сначала несколько слов о сути самого метода шовного соединения металлических листов.
Что такое шовная сварка
Шовную контактную сварку применяют для соединения листовых заготовок. Металл укладывают внахлест, при прохождении тока листы свариваются, образуя диффузное пятно в виде точки. Принцип роликовой сварки такой же, как и у контактной. Только вместо конусных токопроводящих электродов устанавливают диски из бронзовых сплавов. Они прижимают листы другу к другу во время движения. Электрический ток подается на электроды с различной регулярностью: постоянно, прерывно или импульсно с определенной частотой. Сущность метода роликовой контактной сварки листового металла заключается в одновременном разогреве и сжимании деталей в области шва роликовыми электродами. Металл расплавляется под действием разряда, сжимается с таким усилием, что образуется однородный диффузный слой высокой прочности.
Шов по сути представляет собой плотный ряд точек.
Область применения
Шовная технология разработана более века назад. Производители постоянно совершенствуют аппараты, расширяют сферу их применения. С применением технологии шовного соединения металлов производят герметичные камеры различной геометрии, тонкостенные трубы, емкости бытового и промышленного назначения, кожухи и многое другое.
Контактная роликовая сварка незаменима при работе с алюминием, легированными сплавами, используемыми в химической промышленности. Производительность сварочного оборудования очень высокая, структура швов – равномерная. Скорость подачи листов и вращения бронзовых дисков регулируется. Изменяя временные интервалы между импульсами, получают сплошные или прерывистые соединения. Размер шва соответствует ширине бронзового диска.
Преимущества и недостатки
Роликовая контактная сварка часто применяется в конвейерном производстве. Она широко применяется из-за ряда преимуществ перед другими способами соединения металлов внахлест:
- хорошая производительность, сварочный аппарат за час выдает несколько десятков метров швов;
- гарантированное высокое качество соединений;
- сваривание проходит без наплавочных материалов: плавящихся электродов, присадочной проволоки;
- металл прошивается дугой насквозь между электродами, расплав в этот момент не окисляется, зону контакта не нужно защищать флюсом или облаком нейтрального газа;
- высокая культура труда, не нужна стандартная экипировка сварщика.
Минусами считают низкую технологичность:
- нельзя сваривать листы из различных сплавов;
- есть ограничения по толщине заготовки до 3 мм;
- дорогое оборудование приобретают только для больших объемов сварных работ.
Технология шовной сварки
Листовые заготовки укладываются внахлест. При подаче тока на роликовые электроды в месте контакта с металлом образуется диффузное пятно. Цепочка сварных пятен образует шов, он зависит от сочетания скорости подачи заготовок с импульсами. По типу движения заготовок и способам подачи рабочего тока выделяют три вида роликовой сварки.
Шаговая
Необходима для соединения алюминиевых деталей. Заготовки находятся между роликами. Они неподвижны в момент образования диффузной точки расплава, перемещаются рывками только во временные промежутки между импульсной подачей тока. Не происходит перегрева металла, детали прочно скрепляются между собой.
Непрерывная
Такая шовная сварка образует герметичный шов, но применяется редко для тонкостенных заготовок до 1 мм толщиной. Из-за непрерывно подаваемого тока дисковые электроды перегреваются, их приходится часто менять. Металл прокатывается с усилием в непрерывном режиме. Заготовки от теплового воздействия коробятся, процент брака увеличивается.
Прерывистая
Самый распространенный способ, свариваемые детали прокатываются с установленной скоростью. Подача тока регулируется так, чтобы пятна укладывались в непрерывный шов за счет перекрытия диффузных зон. Ролики прижимают металл с постоянным усилием, во время соединения листов пятно вытягивается до овала за счет взаимного движения заготовок и электродов, образуется герметичное соединение. В местах пропусков образуется литая зона, точки перекрываются на 22–35%.
Оборудование для контактной шовной сварки
Производители предлагают сварочные станки и аппараты различных модификаций. Наиболее востребованными остаются стационарные машины. К неподвижной станине крепятся основные узлы:
- источник электрического тока с блоком регулятора (малогабаритный инвертор с импульсной схемой прерывания тока и двойным преобразователем напряжения, сглаживающим скачки);
- держатель неподвижного роликового электрода – сужающегося к кромке диска из бронзового сплава;
- кронштейн подвижного диска, он крепится на подшипнике, стандартный вылет кронштейна 400 или 700 мм;
- прижимной механизм, он бывает нескольких типов: ножная педаль, пневматический привод, гидравлика, комбинированный;
- устройство подачи заготовок.
При перпендикулярном соединении заготовок ведущим считается верхний нажимной диск, при продольном – опорный.

Сварочные машины различаются роликовыми электродами, их может быть два или в устройстве устанавливают сразу несколько роликовых пар. Диаметр диска колеблется от 35 до 45 см, ширина обода от 0,4 до 1 см. Процесс сваривания листов бывает односторонним и двухсторонним.
Машины различают по мощности:
- маломощные потребляют от 25 до 40 кВт, работают от стандартной сети 220 В;
- среднемощностные – от 40 до 100 кВт, подключаются к трехфазному току 380 В;
- большой мощности – от 100 до 300 кВт, у них прижимное усилие достигает 5 тонн, ампераж 22 кА.
Роликовый сварочный стенд снабжен вращателем, с помощью которого привариваются круглые детали, соединяют сопряженные цилиндры. Заготовки вращаются на специальном стенде с разнонаправленными регулируемыми опорами, широким вылетом кронштейнов. Электродные диски вращаются червячной передачей. Образуются герметичные ровные швы по всей окружности.
Шовные клещи выпускают двух видов:
- подвесные, неподвижно закрепляется один из электродов, другой регулируется;
- переносные, прижимное устройство и диски крепятся на подвижных рычагах.
В рабочее положение клещи устанавливаются шарнирным пневмоприводом. Аппарат предназначен для сварки изделий сложной конфигурации, когда заготовки нельзя поместить в машину или установить на стенд.
Машины для шовной и роликовой сварки

Станки для шовной сварки реализуют контактную сварку швов. Различают несколько видов сварочных аппаратов, главное отличие – в форме и расположении электродов. Для соединения деталей при шовной сварке используются конические электроды или ролики. В каталоге представлены станки для радиальной роликовой сварки, шовной сварки внахлест, стыковой шовной сварки. Оборудование для шовной сварки используется при мелкосерийном и серийном производстве дымоходов, воздуховодов, сегментных отводов.
Как купить Машины для шовной и роликовой сварки
Компания "МОССклад" поставляет Машины для шовной и роликовой сварки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Машины для шовной и роликовой сварки следующих производителей: ANDRITZ SOUTEC AG, CEMSA, EUROSOFT, SCHNELLDORFER, SENTE MAKINA, SPIRO, TS, WICON, FABTEC, и другие.
Приобрести Машины для шовной и роликовой сварки у нас очень легко:
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.




























Технические характеристики оборудования могут быть изменены производителем без предварительного уведомления. Информация на сайте носит справочный характер и не является публичной офертой в соответствии с п.2 ст.437 ГК РФ.
Запрещено копирование любых материалов сайта в коммерческих целях без письменного разрешения ООО "МОССклад" (ст.1259 и ст.1260 гл.70 "Авторское право" ГК РФ).
Станки для стыковой шовной сварки
Станки для шовной стыковой сварки используют для скрепления металлических изделий путем создания высококачественного продольного шва в стык. Машины обеспечивают высокоточную сварку герметичных швов без образования прожига в стартовой и конечной точках шва. С помощью контроллера осуществляется управления параметрами сварки. Станочное оборудование данного типа используют при производстве резервуаров, воздуховодов, дымоходов с рабочей длиной до 2100 мм и толщиной металла до 10 мм.
Как купить Станки для стыковой шовной сварки
Компания "МОССклад" поставляет Станки для стыковой шовной сварки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Станки для стыковой шовной сварки следующих производителей: EUROSOFT, SCHNELLDORFER, TS, WICON, FABTEC, и другие.
Приобрести Станки для стыковой шовной сварки у нас очень легко:
Станки для радиальной роликовой сварки

Роликовая сварка предназначена для сварки сегментов отводов и тройников систем дымоходов и вентиляции, сварки баков, автомобильных шумоглушителей. Станки для радиальной роликовой сварки обеспечивают надежные и прочные сварные швы и сваривают металл толщиной до 1.5 мм. Оси вращения станков смонтированы на шариковых необслуживаемых подшипниках. Машины имеют водяное охлаждение сварочных шовных головок, колес, трансформатора и тиристоров. Оборудование может быть оснащено дополнительными опциями, комплектами рычагов и роликов, сварочными программами. По чертежам изделия заказчика возможно изготовление специальных сварочных рычагов и дисков.
Как купить Станки для радиальной роликовой сварки
Компания "МОССклад" поставляет Станки для радиальной роликовой сварки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Станки для радиальной роликовой сварки следующих производителей: CEMSA, FABTEC, и другие.
Приобрести Станки для радиальной роликовой сварки у нас очень легко:
Читайте также: