Аппарат холодная сварка алюминия
Обновлено: 04.07.2024
Что такое холодная сварка? Этот вопрос задают себе многие из тех, кто собирается воспользоваться данным средством для быстрого соединения металлов. О холодной сварке, без сомнения, слышали многие и достаточное количество людей уже успели признать все преимущества данной технологии. Но, к сожалению, не все из тех домашних мастеров, кто уже успел попробовать соединить металлические детали при помощи такого средства, смогли оценить все его уникальные характеристики.
Холодная сварка для металла
Основная причина такой ситуации заключается в том, что очень часто наши люди не считают нужным внимательно читать инструкции, в которых и оговорены все нюансы использования того или иного устройства или технологии. Именно поэтому мы и хотим посвятить данную статью всем вопросам, относящимся к правилам использования и области применения такого замечательного средства, каким, бесспорно, является холодная сварка.
Разновидности холодной сварки
По сути, холодная сварка — это клей с высокой степенью пластичности, изготовленный на основе всем известной эпоксидной смолы. По своей структуре этот клей может быть двухкомпонентным, тогда его можно хранить длительное время, либо однокомпонентным, который необходимо применить максимально быстро, чтобы не столкнуться с утратой им своих клеящих свойств.
Как правило, такое средство выпускается производителями в виде двухслойного цилиндра, внешняя оболочка которого состоит из отвердителя, а внутренний сердечник представляет собой эпоксидную смолу, смешанную с металлической пылью. Такая добавка в виде металлической пыли необходима для того, что придать получаемому соединению высокую прочность и надежность. Содержит холодная сварка и другие добавки, которые и придают ей, а также соединениям, полученным с ее помощью, уникальные характеристики. Основную часть таких добавок производители держат в секрете, но наиболее известной из них является сера.
Классифицируется холодная сварка в основном по области ее использования, то есть по тем материалам, которые могут соединяться при помощи различных ее типов. Так, на сегодняшний день успешно применяются следующие виды данного средства.
Холодная сварка для металла
Такое средство активно и успешно используется не только домашними мастерами, но и автолюбителями, так как позволяет оперативно и эффективно решить многие проблемы, связанные с эксплуатацией автомобиля. Соединения, полученные с его помощью, дают возможность не только забыть о возникшей проблеме на короткое время, но и эксплуатировать восстановленные детали достаточно продолжительное время.
Однако следует иметь в виду, что холодная сварка оптимально демонстрирует себя при соединении тех деталей, которые не испытывают при эксплуатации значительных нагрузок. Широкое применение такое средство нашло и при ремонте сантехнических устройств, в которых необходимо оперативно устранить возникшую течь. Но насколько бы надежным оно не было, всегда следует помнить о том, что оно служит лишь для того, чтобы устранить возникшую проблему лишь на время. При первом же удобном случае следует воспользоваться методами капитального ремонта.
Клей «Холодная сварка» для различных видов пластика
Данное средство, которое является менее распространенным, используется, как следует из его названия, для выполнения оперативного ремонта пластиковых деталей. Находит применение такой клей как на производственных предприятиях, так и для выполнения ремонта в бытовых условиях. Чаще всего необходимость пользоваться таким средством возникает в тех случаях, когда нужно выполнить ремонт пластиковых труб и корпусов различных устройств.
Виды холодной сварки для различных материалов
Пользоваться таким клеем можно и в тех случаях, когда необходимо выполнить соединения изделий, изготовленных из жесткой резины. Естественно, что широкое применение такая сварка нашла при выполнении строительных и ремонтных работ. Следует отметить, что соединения линолеума, полученные с ее помощью, значительно превосходят по своим характеристикам те, для выполнения которых использовались клей или двусторонний скотч.
Мы перечислили лишь основные виды холодной сварки, но существуют и другие, которые менее распространены. Все эти средства отличает высокая оперативность получения и надежность соединений при условии, что при выполнении работ строго придерживались всех необходимых требований.
Применение холодной сварки для металла
Холодная сварка для металла, инструкция по использованию которой есть в каждой упаковке, применяется практически так же, как и другие разновидности такого средства. Для того чтобы понять, как правильно пользоваться таким клеем, достаточно будет разобрать пример с устранением течи в трубопроводах и емкостях, изготовленных из металла. Что удобно, применять эту сварку можно как при пустых, так и в заполненных емкостях и даже тех, которые находятся под небольшим давлением. То есть, к примеру, если вам необходимо устранить течь в автомобильном радиаторе, то сливать с него жидкость совсем не обязательно.

Деталь после ремонта холодной сваркой
Итак, алгоритм работы с таким клеем выглядит следующим образом.
- В первую очередь необходимо подготовить поверхность, на которую будет наноситься клей. Для этого лучше воспользоваться наждачной шкуркой, с помощью которой выполняется зачистка поверхности от грязи и ржавчины. Заканчивать такую зачистку следует в том случае, если на обрабатываемой поверхности стал виден металл с нанесенными на него шкуркой царапинами. Причем, чем более глубокими и частыми будут такие царапины, тем более надежным получится соединение.
- Затем следует тщательно просушить поверхность. Для этого можно использовать обычный фен, никаких особых технических средств вам не понадобится. Конечно, холодная сварка для металла справится и с мокрыми поверхностями, но на высокую надежность и герметичность такого соединения рассчитывать не приходится.
- Дальнейшим этапом, который позволит сделать получаемое соединение более надежным, является обезжиривание поверхности. Для этого лучше использовать ацетон, который устранит даже незначительные жировые пятна на обрабатываемой поверхности.
- Далее приступаем к подготовке самого клеевого состава. Так как это средство не жидкое, а достаточно плотное, то используем нож для того чтобы отрезать от цилиндрика холодной сварки кусочек требуемого размера. Очень важно выполнять рез строго поперек цилиндрика, чтобы сохранить в полученном кусочке изначальные пропорции затвердителя и эпоксидной смолы. Отрезанный кусочек необходимо тщательно размять до получения мягкой и однородной по цвету массы, а чтобы средство не приставало к рукам, можно периодически смачивать их водой.

Процесс нанесения сварки на ремонтируемую поверхность
- После того как вы получили мягкую и однородную массу средства, его необходимо достаточно быстро нанести на ремонтируемую поверхность. Технические характеристики многих видов холодной сварки таковы, что она начинает застывать уже через несколько минут после приготовления, поэтому действовать нужно быстро, но аккуратно. Если вы заклеиваете с помощью холодной сварки образовавшееся отверстие, то очень желательно, чтобы часть мягкой массы попала внутрь него. Если же такое отверстие слишком велико, то лучше заделать его при помощи металлической латки, которую фиксируют на поверхности с помощью холодной сварки.
После того как средство нанесено, ему необходимо дать время на засыхание и полное застывание, которое может длиться до 24 часов. Только по истечении этого времени место ремонта можно подвергать отделке (зачистке, шпатлевке и покраске).
В любом случае перед началом использования холодной сварки лучше еще раз ознакомиться с инструкцией или даже посмотреть обучающее видео, которое без проблем можно найти в интернете. Очень важно соблюдать аккуратность при использовании обезжиривающих веществ, основная часть из которых представляет опасность для человеческих глаз и слизистых покровов. В целом, пользоваться таким средством несложно, а соединения, которые оно позволяет получить, отличаются достаточно высокой надежностью и герметичностью.
Холодная сварка для алюминия – разновидности, советы по применению
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.

Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.

Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.

Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.

Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.

Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.

Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.

Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.

Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Аппарат для холодной сварки — особенности, устройство, разновидности, полезные советы
Сварка — это многофакторной процесс соединения металлов и других пластичных материалов. Методик процесса сегодня очень много, от самых распространенных до весьма специфических и редких. Одним из способов соединения металлов является холодная сварка, которая производится не за счет расплава кромок соединяемых деталей, а с использованием их пластической деформации.
Есть и другие методы, которые принято называть холодной сваркой, хотя они принципиально отличаются от стандартных методик. Оборудование для этого метода также отличается от стандартных конструкций, поскольку режим процесса требует создания определенных и весьма специфичных условий. Рассмотрим этот вопрос подробнее.

Аппарат для холодной сварки
Разбираемся в терминологии
Холодная сварка — это понятие, определяющее разные процессы и материалы:
- клеевой состав под названием «холодная сварка», используемый для заполнения трещин или соединения деталей, не предназначенных для приложения значительных усилий;
- способ точечного соединения листовых мягких металлов внахлест;
- режим обычной сварки.

На заметку! Нередко при рассмотрении этих методик возникает некоторая путаница, поскольку под одним и тем же названием подразумеваются совершенно разные процессы. Поэтому часто приходится сначала уточнять, о чем именно идет речь, иначе собеседники попросту не поймут друг друга.

С точки зрения оборудования, используемого для реализации процесса холодной сварки, могут рассматриваться только методика пластичной деформации или вариант обычной сварки. Клеевой состав наносится вручную, и никакое оборудование здесь не нужно.



Суть принципа такой сварки
Классическое определение холодной сварки говорит, что это процесс соединения двух металлов методом пластической деформации. На практике этот метод реализуется в виде точечного соединения двух пластин внахлест, при котором на участках контакта создается значительное деформирующее усилие. Принцип соединения заключается в максимально плотном прижиме деталей, при котором их кристаллические решетки вступают в молекулярное взаимодействие.


Важно! Возникает точечный участок с монолитной структурой. Принципиальным отличием является отсутствие расплава на границе двух деталей, нет смешивания металлов с изменением их свойств или состояния.
Оборудование для выполнения холодной сварки представляет собой разновидность пресса, где усилие на соединяемые детали передается с помощью двух рабочих элементов — пуансонов. Методика достаточно проста и обладает массой преимуществ.
Достоинства:
- нет необходимости в использовании электрических преобразователей;
- соединение производится максимально щадящими методами;
- нет теплового воздействия, сохраняются все рабочие свойства материалов;
- при соединении деталей не требуется последующей декоративной обработки точек контакта;
- можно соединять разные металлы, что невозможно при выполнении обычных сварочных работ.
Недостатки:
- возможно соединение только пластичных металлов (твердые сплавы подобным способом не соединить);
- большой припуск на создание нахлеста соединяемых пластин.

Использование этого метода на практике ограничено специализированными промышленными цехами. В мелкосерийном производстве этот метод встречается реже, так как его обычно можно заменить другими технологиями.
Холодный режим
Существует еще один вид технологии, который чаще всего имеют в виду, говоря о холодной сварке (Cold welding). По сути, это режим обычной сварки с заданным временем горения дуги и регулируемым интервалом между импульсами. Он обеспечивает минимальный нагрев и деформации соединяемых материалов.


Его особенность заключается в подаче коротких импульсов с довольно большими паузами между ними, что позволяет исключить перегрев соединяемых деталей.
- отсутствие температурных деформаций соединяемых деталей;
- нет изменений кристаллической решетки, изменяющих структуру металлов;
- можно соединять очень тонкие листовые металлы, не деформируя и не меняя их состав;
- для соединения не требуется нахлест, что дает немалую экономию металлов и позволяет значительно упростить технологию сборки;
- можно работать с твердыми металлами.
- для выполнения работы нужно специальное оборудование;
- требуется подключение к сети электропитания;
- качество соединений в значительной степени зависит от уровня квалификации сварщика.

Оборудование для работы в режиме холодной сварки представляет собой модификацию обычного сварочного инвертера. Есть совсем простые модели, представляющие собой набор конденсаторов. Они дают разряд через определенные промежутки времени. Более сложные модели позволяют регулировать и частоту, и длительность разряда. Это позволяет расширить возможности процесса, корректировать режим сварки исходя из особенностей металла или детали.
Область применения
Методика холодной сварки (оба вида, и стыковочный и импульсный) используется для соединения относительно тонких листовых металлов. Чаще всего эти технологии встречаются в машиностроении или в производстве бытовой техники (при сборке металлических корпусов духовых шкафов, электрических щитков, прочих изделий подобного типа).

Аргонная и холодная сварка
При этом холодная сварка как режим используется гораздо чаще. Поэтому в большинстве случаев речь идет именно об этой технологии. Большое количество возможностей и отсутствие ограничений по конфигурации соединяемых деталей (возможность соединять их в тавр или под углом) обеспечивают максимальную востребованность методики в самых разных областях промышленности, декоративных или оформительских работ, прикладных видах деятельности.
Обратите внимание! Методика высоко ценится у авторемонтников, производителей кузовных работ и прочих видов обслуживания автомобилей.
Оборудование
Поскольку холодная сварка представлена в двух технологических разновидностях, оборудование для нее также имеет разную конструкцию и принцип действия. Поэтому рассматривать их надо по отдельности.
Установки для стыковочной сварки
Стыковочные установки являются чисто механическими устройствами, оснащенными силовым блоком и штампом (иногда его называют пуансоном). Кроме этого, они имеют схему и аппаратуру управления. Существует несколько конструкционных видов:
- машины общего назначения, способные выполнять работы разного характера и предназначенные для соединения металлов в определенном диапазоне толщины и конфигурации;
- узкоспециализированные модели, предназначенные для выполнения конкретной технологической операции.
Первые модели выпускались серийно, вторые — только по спецзаказу. Как правило, это гидравлические прессы с устройствами для подготовки поверхностей под соединение. Они являются либо элементами технологической цепочки, либо самостоятельными установками широкого применения.

Различные формы пуансонов при холодной сварке
На заметку! Необходимо учесть, что сегодня выпуск подобного оборудования прекращен, и в эксплуатации имеются модели, выпущенные еще в советские времена. Поэтому рассматривать конкретные модели нецелесообразно — все равно приобрести их негде, а самодельные конструкции требуют отдельного и специализированного описания.
Устройства для импульсной холодной сварки
Устройства для импульсной технологии (электросварки) являются вариантом конструкции обычного сварочного инвертера. Большинство из них представляют собой универсальный прибор, способный обеспечить несколько рабочих режимов. Холодная сварка — лишь один из вариантов, предназначенных для соединения самых тонких листов. Еще недавно это были сплошь импортные устройства, но сегодня в ассортименте торговых организаций преобладает продукция отечественных производителей.

Наибольшей известностью пользуется продукция следующих фирм:
- Сварог. Российская компания, выпускающая широкий ассортимент сварочного оборудования;
- Зубр. Еще одна российская компания, выпускающая огромное количество ручных электроинструментов и приборов;
- Fubag. Немецкая компания, изготавливающая практически весь ассортимент сварочного оборудования, расходников и комплектующих;
- Riland. Ведущий китайский производитель сварочного оборудования, с 2012 года являющийся совладельцем бренда Aurora.
- Andeli. Китайская компания, выпускающая различные виды электротехнического оборудования. Сварочные аппараты — лишь одна из позиций среди огромного множества видов продукции.


Рассматривать конкретные модели нецелесообразно — они выпускаются сравнительно малыми партиями, ассортимент постоянно расширяется и модернизируется. Поэтому пользователям рекомендуется внимательно рассматривать показатели приборов, имеющихся в продаже на текущий момент.
Вопросы и ответы
Холодная сварка — это технология, которую принято считать новой. Однако опытные специалисты знают ее уже давно, хоть и под другим наименованием. У неподготовленных пользователей может возникнуть большое количество вопросов, на которые правильнее ответить сразу. Это даст возможность правильнее понять особенности методики и определить, насколько она подходит для реализации задуманных проектов.
Цены на сварочные аппараты весьма разнообразны. Какой уровень стоимости соответствует максимальному качеству оборудования?
Рассматривать качество аппарата, руководствуясь его ценой, неправильно. Необходимо анализировать его технические характеристики, функционал, рабочие качества. Цена не является показателем, поскольку она во многом зависит от внешних факторов. Однако, если это имеет значение, рекомендуется интересоваться приборами средней ценовой категории.
Современные технологические линии позволяют получать высокое качество продукции независимо от страны-производителя. Поэтому надо руководствоваться техническими показателями и не смотреть на географию производства.
Нет, не влияет. Как правило, качество работы определяется наличием опыта и навыков. Нужно знание используемого оборудования, опыт его эксплуатации и общая подготовка сварщика. При этом, мастера предпочитают оборудование с расширенным функционалом — оно позволяет решать задачи разного типа и степени сложности.
Любое оборудование подобного типа поддается ремонту достаточно хорошо. Покупая аппарат, следует сразу узнать адрес сервисного центра и изучить условия действия гарантийного договора — иногда самовольные действия владельца могут стать причиной отказа в бесплатном обслуживании.
Да, можно. Аргон нужен для сварки цветных металлов и чугуна, а для обычной стали он бесполезен.
С холодной головой и горячим сердцем: варим алюминий

Виды сварки
Алюминий – один из самых капризных металлов в сварочном деле. Вместе с тем он со своими сплавами является одним из самых популярных металлов. Технологии работы с этим металлом, слава богу, есть. В них нужно разбираться с тем, чтобы выбирать самые оптимальные способы сварки, которые подойдут вам здесь и сейчас.
Трудности в работе с алюминием объясняются его химическими и физическими характеристиками. Этот металл, равно как и его сплавы, уникален: он чрезвычайно легкий на вес, обладает высочайшей тепло- и электропроводностью. Ко всему этому этот металл весьма устойчив к разного рода нагрузкам, в том числе к механическим.
Почему у него такой трудный характер
Если перевести поговорку «большому кораблю — большое плавание» на алюминиевый лад, то она будет звучать так: «уникальным свойствам – уникальные трудности». Уникальностей у алюминия — хоть отбавляй. Трудностей, соответственно, тоже.

Сварка алюминия в среде аргона.
Описывать и объяснять лучше по пунктам:
- Главный физико-химический нюанс состоит в комбинации двух весьма неприятных для работы факторов: постоянного присутствия поверхностной окисной пленки и очень высокой температуры плавления этой самой пленки – от 20500°С. При этом нужно заметить, что сам алюминий готов расплавиться при со всем смешной температуре – всего 660°С.
- Этот пункт – уже следствие первого: капли расплавленного жидкого алюминия мгновенно покрываются окисной пленкой, что напрямую мешает формированию сплошного сварочного шва. Решение этой проблемы давно найдено: для изоляции рабочей зоны от воздуха процесс проводят под защитой инертных газов.
- Образование сварочной ванны также затруднено. Здесь играет роль высокая текучесть расплавленного алюминия. И эта проблемы решена технически: это применение специальных подкладок, которые отводят тепло.
- В дополнение ко всем этим бедам алюминий содержит водород, который стремится выйти наружу при остывании металла в конце процесса. Это сказывается на сварочном шве – в нем образуются поры и трещины. Трещины имеют еще одно объяснение: в сплавах алюминия всегда много кремния, а он способствует их образованию.
- Высокий коэффициент линейного расширения алюминия способствует его расширению при высоких температурах и, соответственно, усадке при остывании. Это приводит к значительной деформации многострадального сварочного шва.
- Высокая теплопроводность алюминия заставляет применять при работе с ним довольно высокие значения сварочного тока.
- Существует множество марок чистого металла и его сплавов. Часто случается, что определить конкретную марку бывает затруднительно, что приводит к дополнительным трудностям с выбором режима и расходных материалов.
Методы сварки алюминия и его сплавов
Таких методов несколько, они предполагают самые разные расходные материалы и оборудование типа флюсовых гранулированных смесей, инертных газов или специализированных электродов.
Самые популярные способы сварки алюминия следующие:
- AG TIG – аргонодуговая сварка алюминия в защитном облаке инертных газов с использованием неплавящихся вольфрамовых электродов.
- DC MIG – полуавтоматический метод с автоматической подачей присадочной проволоки в среде инертных газов.
- MMA – использование специальных электродов с различными покрытиями.
По техническим сравнительным характеристиками самым оптимальным методом является холодная сварка для алюминия TIP TIG. В сравнении с другими методами TIP TIG имеет прекрасные показатели практически по всем пунктам:
- высокая скорость процесса;
- высокий уровень производительности процесса наплавки – до 3,6 кг\час;
- возможность варить металл с толщиной кромки свыше 2,5 мм;
- ненужный затратный процесс очистки от шлака и брызг металла;
- низкая загазованность процесса;
- не требуется высокой квалификации сварщика, холодная сварка алюминия очень демократична.
При выборе самого эффективного метода соединения алюминия нужно помнить, что придется иметь дело со злополучной поверхностной оксидной пленкой: в любом случае ее необходимо разрушить. Для выполнения этой обязательной задачи нужно использовать только постоянный ток обратной полярности.
В этом случае работает эффект так называемого катодного распыления, которое является грозным убийцей нашей тугоплавкой оксидной пленки.
Постоянный ток прямой полярности в сварке алюминия никак не работает: при этой комбинации не образуется катодное распыление.
Подготовка и еще раз подготовка

Схема сварки алюминия.
Подготовка алюминия к сварке – дело ответственное и обязательное к исполнению. Условия и требования к предварительным этапам работы с данным металлом намного строже, чем с другими металлами. Особое внимание уделяется обработке кромок свариваемых деталей.
Подготовительные этапы следующие:
- Все металлические поверхности свариваемых заготовок, включая присадочную проволоку, тщательно очищаются от любых загрязнений, масел или жиров. Сюда также входит обезжиривание поверхностей с помощью ацетона, авиационного бензина или других растворителей.
- Когда это необходимо, нужно произвести разделку кромок свариваемых металлических заготовок. Если метод не включает использование электродов с покрытием, разделка кромок обязательна при толщине деталей больше 4-х мм. В случае применения покрытых электродов такая разделка нужна лишь при толщине деталей свыше 20-ти мм. При варианте сварки тонких алюминиевых листов с толщиной менее 1,5 мм применяется специальная отбортовка торцов деталей.
- Удаление оксидной пленки с поверхности заготовок с помощью напильника или металлической щетки, сделанной из нержавейки. Пленку нужно удалить на ширине не менее 25 – 30 мм.
- Если сварка алюминия производится в домашних условиях, оксидную пленку можно удалить с использованием химических веществ типа бенз
Метод сварки алюминия с помощью покрытых электродов
Это самый распространенный метод работы с алюминием в домашних условиях. Во-первых, к качеству сварочных швов в данной ситуации предъявляются не такие уж жесткие требования. Во-вторых, из всех приемлемых метод этот самый безопасный.

Способ сварки алюминиевых заготовок.
У этой технологии есть свои недостатки:
- Главный из них – это жесткий лимит на толщину свариваемых деталей: с его помощью можно варить заготовки не толще 4-х мм.
- Значительная пористость сварочного шва и, как результат, его низкая прочность.
- Высокая степень разбрызгивания металла во время сварки.
- Возможная коррозия на поверхности сварочного шва из-за сложного и, возможно неполного удаления шлаковой корки.
С помощью покрытых электродов можно варить изделия как из чистого металла, так и из его различных сплавов. Самыми используемыми и распространенными марками электродов с покрытием являются УАНА и ОЗАНА, с которыми можно работать в сварки всех сплавов с алюминием.
Внутри линеек этих марок есть свои нюансы. Электроды, к примеру, ОЗАНА – 1 используются для сварки заготовок из чистого алюминия, а ОЗАНА – 2 предназначены для очень узкого сочетания с кремнием.
Процесс сварки с покрытыми электродами проводится с помощью постоянного тока на обратной полярности. Эту особенность следует учитывать при выборе сварочного оборудования. К критериям выбора также относится сила сварочного тока, которая зависит от диаметра электрода и которую несложно рассчитать: на 1 мм диаметра сварочного электрода нужно около 30 А постоянного тока.
Если нужно варить алюминиевые заготовки средней или большой толщины, применяется предварительный нагрев металла. Это делается с помощью газовой горелки. Прогревание – важнейший технологический этап со своими правилами. Если кромки заготовок очень толстые, прогревание проводится локально – в месте будущего соединения.
Температура прогревания зависела от толщины металла, температурный диапазон нагревания был очень широким: от 250°С до 4000°С. Охлаждение металла должно быть медленным, это позволяет сделать проплавку эффективно даже с использованием тока небольшой величины.
При соблюдении этих правил минимизируются возможные дефекты сварочного шва: его деформация и кристаллизационные трещины.

Точечная холодная сварка.
Скорость сварки алюминия всегда высокая из-за быстрого расплавления этого металла. В таких условиях становится особенно важным соблюдение непрерывности сварочного процесса: он должен выполняться с использованием одного электрода. Если это не получается, дуга обрывается, что приводит к образованию в кратере шлаковой корки и невозможности повторного поджига.
Выше уже писалось, что удаление шлаковой корки – одна из классических трудностей сварки алюминия. Эту корку следует удалять немедленно с последующей промывкой сварочного шва горячей водой и обработкой металлической щеткой для удаления самых мелких частиц шлака.
Метод сварки алюминия с электродами с покрытием применяется в домашних и кустарных мастерских. Сварка алюминия электродом в домашних условиях не требует специального дорогого оборудования или расходных материалов, проста в исполнении и не требует высокой квалификации сварщика. Но и ответственные работы с помощью этой технологии лучше не выполнять.
Варим алюминий под защитой инертных газов
Сварка алюминия в среде аргона и других защитных газов также весьма популярна, но в большей степени среди профессионалов и в промышленности, хотя в домашних условиях ее тоже можно применять.
Данному методу вполне можно обучиться самостоятельно, в особенности учитывая множество обучающих видеороликов в сети интернета под шапкой «сварка алюминия аргоном для начинающих». Сварочные швы при технологии сварки алюминия и его сплавов прочны, надежны и имеют отличный внешний вид. Кроме того, с помощью этого метода возможна сварка алюминия со сталью.
Здесь тоже применяются электроды, но совсем другого рода: они неплавящиеся и сделаны из вольфрама. Среди инертных защитных газов популярнее всего гелий или аргон, который дешевле гелия и является чемпионом по использованию в сварке. В сварке стали с алюминием используется только аргон.

Схема аргонодуговой сварки алюминия.
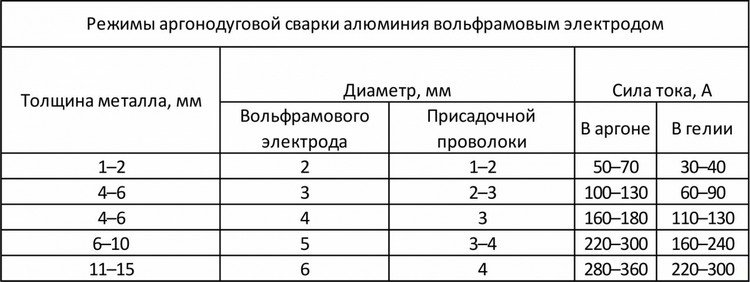
Борьба с оксидной поверхностной пленкой в данной технологии проводится несколько иным способом. Сварочная дуга подпитывается от источника переменного тока. Режимы работы разные, они определяются по специальным таблицам в зависимости от типа шва и, главное, толщины свариваемых заготовок.
Калибр вольфрамового электрода, равно как и присадочного прутка, также относится к режиму сварки в числе силы сварочного тока, скорости подачи инертного газа и так далее.
Если продолжить говорить о самостоятельном обучении аргонно дуговой сварке алюминия, то необходимо запомнить следующие несложные правила:
- Важнейшие факторы успеха сварки в инертных газах – методы и качество подачи расходных материалов. К ним относятся присадочный пруток и сам защитный газ. Присадочный пруток лучше всего представить кистью художника, которой вы пишете картину маслом. Что это значит: самым кончиком прутка прикасаются к краю сварочной ванны, а затем отводят назад и вверх. Особенность процесса – то, что поперечные движения прутка ни в коей мере не нужны в отличие от сварки других металлов.
- Подача защитного газа – следующий важнейший фактор успешной сварки алюминиевых сплавов. Газ нужно подавать в зону сварки заранее – примерно за 3 – 5 секунд до начала. Выключение подачи газа соответственно проходит через несколько секунд после окончания процесса – обрыва дуги. Скорость сварки и расход защитного газа – два параметра, за которыми нужно следить самым внимательным образом: они оказывают самое прямое влияние на качество сварочного шва. Если расход газа будет выше, чем это нужно, защита зоны сварки ухудшится – в нее будет засасываться лишний воздух. И наоборот, если скорость соединения будет высокой, а газа в это время будет не хватать, защита от воздуха также будет нарушена.
- Длину электрической дуги нужно соблюдать точно, она должна находиться в пределах 1,5 – 2,5 мм.
- Между электродом из вольфрама и присадочным прутком угол должен составлять 90°.
- А вот угол между электродом и металлической свариваемой поверхностью должен составлять не больше 80°.
- Последовательность в процессе сварки должна быть только такая: сначала идет присадочный пруток, только затем двигается газовая горелка. Именно такой порядок обуславливает надежную защиту шва.
- Для снижения риска прожога тонких деталей или перегрева заготовок под зоной сварки размещают медный или стальной радиатор.
Полуавтоматическая сварка алюминия
Импульсные полуавтоматы – отличные аппараты с высокой эффективностью в работе с алюминием и его сплавами. Борьба с оксидной пленкой в данном случае проводится по-своему: она попросту разбивается за счет импульса высокого напряжения. Этот импульс вводит в сварочную ванну элементы расплавленного металла от плавящегося электрода.
Это очень продвинутый метод с точки зрения физики процесса. Сварные швы выходят очень качественными – надежными и высокой эстетики.
Импульсные полуавтоматы – оборудование довольно дорогое, поэтому этот вид сварки алюминия в домашних условиях используется относительно редко. Хотя встречаются самодеятельные мастера, которые переделывают обычные аппараты и с успехом проводят полуавтоматическую сварку алюминия в домашних условиях.

Способ точечной сварки.
Если же сравнивать друг с другом метод с вольфрамовыми электродами и полуавтоматический метод с точки зрения качества сварочного шва, то у швов после сварки с электродами из вольфрама качество выше, чем после полуавтоматической технологии.
Полуавтоматическая технология имеет свои особенности:
- Для данного метода подходит только постоянный ток обратной полярности.
- Присадочная проволока подается в зону сварки по рукаву. Если она из алюминия и мягкая, то при подаче через рукав могут образовываться петли. Для предотвращения этой беды лучше использовать специальную роликовую систему и рукав покороче с тефлоновым вкладышем внутри.
- Алюминиевую проволоку нужно подавать с большей скоростью, чем стальную из-за того, что алюминий быстро плавится.
- Алюминиевая проволока имеет высокий коэффициент расширения, поэтому при нагреве может увеличиться в объеме и застрять в подающем устройстве. Чтобы этого не происходило, нужно применять специальные наконечники с большим диаметром.
Помимо писанных выше методов для сварки алюминия существуют и другие технологии. Одна из таких — контактная сварка алюминия, которая в домашних условиях практически не выполняется, так как требует и специальных знаний, и опыта, и дорогого специального оборудования.
Автоматическая точечная сварка алюминия с применением специальных биметаллических колпачков также относится к контактной технологии.
Холодная сварка алюминия также в домашних мастерских применяется редко. Ее принцип – сжатие деталей из алюминия под очень высоким давлением, чего пресловутая оксидная пленка не выдерживает.
Холодная сварка для алюминия
Холодная сварка представляет собой технологический процесс скрепления элементов с помощью давления с пластической деформацией плоскостей заготовок.
Ее главный плюс в том, что не требуется никакого специализированного оборудования, за исключением инструмента для сдавливания (который тоже может не понадобиться при использовании специального клея).
Можно ли холодной сваркой заварить алюминий? Разумеется, да. Она позволяет надежно соединять детали. При этом, получается избежать нарушения структуры металла ввиду отсутствия нагрева.

Также соединяемые детали не деформируются. При соблюдении правил получится аккуратный, ровный и прочный шов.
Виды холодной сварки
Холодная сварка алюминия производится для восстановления корпусов приборов, ремонта бытовых изделий и рабочих инструментов.
Производится она несколькими способами:
- Сварка давления производится посредством прижатия соединяемых участков друг к другу при помощи стержней (пуасонов). Высокое давление влечет разрушение в алюминии оксидного слоя, что помогает созданию высокопрочного монолитного соединения на молекулярном уровне.
- Второй метод аналогичен предыдущему. Разница заключается в наличии сдвига при давлении. Направленное горизонтальное смещение производится по всей длине стыкуемых областей.
- Заключительный способ наиболее прост в применении — используется клей, основу которого составляют эпоксидные смолы. После нанесения он способен проникать в кристаллическую решетку алюминия, образуя прочное и долговечное соединение.

Применение
Холодная сварка для алюминия применяется не только при промышленном производстве каких-либо деталей, но и в домашних условиях. Этот метод соединения поверхностей незаменим, когда требуется срочно заделать трещину в трубе или устранить поломку крепления.
Такой ремонт, зачастую, временная мера. После него заплатку удаляют и заваривают дефект аргоном, либо меняют вышедшую из строя деталь на новую. Холодная сварка по алюминию применяется в ситуациях, когда по нормам пожарной безопасности пользоваться обычной высокотемпературной сваркой нельзя.
Методы сварки деформацией
Есть три основных метода сварки деформацией. Ниже подробно рассмотрен каждый из них.

Точечный
Методика соединения алюминиевых пластин внахлест. Качество получившегося стыка будет напрямую зависеть от выраженности деформации пластины в точке, в которой производилась сварка.
Процесс скрепления детали выглядит так:
- Одна алюминиевая деталь размещается на другой. С двух сторон они обе плотно фиксируются зажимами.
- Далее с соблюдением определенных интервалов располагают пуансоны. Именно на них впоследствии будет подаваться точечная нагрузка.
- Заключительный шаг — один металл фрагментно вдавливается в другой.
Самое очевидное преимущество точечной холодной сварки — незначительная деформация деталей, которая не будет оказывать существенного влияния на общую прочность конструкции, поскольку та происходит только в местах соприкосновения элементов, а не по всех площади поверхности.
Шовный
Эффективная методика образования сплошного шва при помощи специализированного оборудования. Оно состоит из двух роликов, расположенных параллельно друг к другу.
Между ними мастер закрепляет деталь. На рабочей части закрепляется кольца (пуансоны). Данные элементы в дальнейшем будут участвовать в формировании стыкового шовного соединения. Шовная сварка бывает 2-х разновидностей: односторонняя и двухсторонняя.

Процесс крепления листов такой:
- С рабочей зоны удаляются загрязнения, поверхность обезжиривается.
- Детали сильно прижимаются друг к другу роликами.
- Запущенный двигатель заставляет ролики вращаться, поверхность на стыках сужается и становится монолитной.
Шовный метод сварки часто применяется металлургами при работе с алюминием и другими цветными металлами. Минус метода — сплошные швы снижают общую прочность детали. Плюс, методика совершенно не применима в домашних условиях.
Стыковой
Эта методика сварки является одной из самых надежных. Пригодна для стыкования деталей через их торцы. Это позволяет объединить все пластины в цельный щит.
Последовательность скрепления алюминия при выборе стыкового метода такова:
- Первый шаг — зачистка торцов деталей. Удаляются ржавчина, краска и прочая грязь. После, поверхность тщательно обезжиривается.
- Далее детали устанавливаются в специальные тиски. Снаружи оставляются только торцы, приблизительно по 1 см. металлы с каждой стороны.
- Производится торцевое давление, обеспечивающее надежное соединение.
Как видно, в техническом плане метод супер простой и малозатратный. Но и у него имеются недостатки:
- невозможность удерживать в тисках объемные и тяжеловесные детали;
- некоторая часть зажатого металла подвергается деформации;
- после оказанного давления периодически могут возникать сложности с извлечением готовой детали.

Холодная сварка клеем
Холодная сварка по алюминию при помощи клеевых составов доступна всем. Широкий ассортимент подобных составов представлен во всех крупных строительных магазинах (а иногда и в простых хозяйственных).
Мастера рекомендуют отдавать предпочтение водостойким и маслостойким клеям известных производителей, уже длительное время присутствующих на рынке. Также не стоит покупать изделия из низшей ценовой категории. Те редко отличаются качеством и не сумеют обеспечить должного результата.
Как выбрать клей?
Ввиду многообразия продуктов отечественного и зарубежного производства сложно определиться с выбором.
Чтобы результат не разочаровывал, необходимо:
- производить сравнение характеристик различных марок;
- внимательно ознакомиться с инструкцией по применению, размещенной производителем на упаковке;
- заблаговременно ознакомиться с отзывами на продукцию;
- обращать внимание на универсальные клеи, которые предназначены для склеивания алюминия с иными материалами.
Также надо в обязательном порядке учитывать диапазон рабочих температур, стойкость к агрессивным условиям внешней среды, степень адгезии.
Безусловно, список того, чему надо уделять внимание, внушителен. Чтобы облегчить жизнь читателя, далее в статье будут указаны самые надежные и доступные клеевые составы.
В том, что касается алюминия, разумно использовать пластилинообразные средства. Это актуально, когда ремонтные работы производятся, что называется, в срочном порядке.
Клеевые составы для холодной сварки двухкомпонентные. Это значит, что перед применением необходимо смешать части в строгом соответствии с установленными производителем пропорциями.
Большинство составов являются высокотемпературными и способными сохранять свои свойства до +140 градусов Цельсия, а отдельные модели и до плюс 250 градусов. Такие экземпляры имеют большую стоимость.
Пошаговый процесс холодной сварки
Сам процесс незамысловатый. Для начала требуется подготовить клеевый состав. Для замешивания массы категорически запрещено применять инструменты из металла, поскольку он вступит с ней в реакцию.

Также перед работой следует надеть на себя средства индивидуальной защиты: перчатки и респиратор (обычная марлевая или тканевая маска не подходит).

Дальнейший порядок действий выглядит следующим образом:
Обязательные меры предосторожности
Холодная сварка по алюминию предполагает соблюдение определенных мер предосторожности. Игнорирование их вполне способно привести к нанесению вреда здоровью работника. Потому, всегда необходимо производить все манипуляции в специальной одежде и защитных очках.
Не стоит забывать и про перчатки, голыми руками работать категорически запрещается. Даже совсем небольшие кусочки клея при попадании на открытые участки кожи способны вызвать раздражение. Если все же это произошло, то руки следует немедленно промыть горячей водой.
Рабочее помещение должно быть оборудовано вытяжкой. Также на протяжении всего рабочего процесса должен быть обеспечен приток свежего воздуха. В противном случае присутствует риск получить отравление вследствие вдыхания паров эпоксидной смолы и растворителей.
Плюсы и минусы клеевой методики
Холодная сварка по алюминию, если она выполнена в соответствии со всеми правилами и нормам, дает герметичный шов, устойчивый к разрушению даже при воздействии сильных вибраций. Достигается этот эффект за счет достаточной эластичности соединения.
Теперь, непосредственно к достоинствам клеевой сварки:
- дешевизна работы;
- малое количество времени, которые требуется ожидать между окончанием ремонта и началом эксплуатации предмета;
- никаких отходов и затрат электроэнергии;
- необязательность наличия опыта;
- помогает сварить алюминий с материалами, имеющими другой молекулярный состав.
Однако, вместе с этим, специфика метода сварки накладывает ряд ограничений на ее применение.

Использовать метод не рекомендуется:
- в местах, где постоянно поддерживается высокая температура;
- в случае, если изделие должно быть экологически чистым;
- когда ремонтируются трубы, эксплуатируемые при повышенном давлении;
- когда ремонтируется изделие, эксплуатируемое в агрессивных средах;
- если заделывается емкость, из которой впоследствии будет приниматься пища;
- при ремонте предмета, подвергающегося регулярным ударным нагрузкам (в этом случае рекомендуется сварить шов аргоном).
Обзор популярных средств, применяемых для алюминиевой сварки
Клеевых составов много. У неопытных ремонтников может возникнуть резонный вопрос: “А какой лучше выбрать, чтобы не ошибиться?”. Стоит в этом разобраться! Ниже представлены наиболее распространенные и надежные марки, заслуживающие доверия.
Permatex
Многоцелевой компаунд, выполненный на основе эпоксидной смолы. Устойчив к вибрациям и внешним физическим воздействиям. Применим для соединения пластика, дерева, резины, стекла и металлов (в том числе алюминия). Обладает жидким составом, наносится путем выдавливания из тюбика.
- не подвержен коррозийным процессам;
- первичное застывание происходит за 4 минуты;
- способен сохранять свои свойства до +170 градусов Цельсия;
- не подвержен воздействию кислот и щелочей.
ASTROhim
Помогает без труда произвести сварку алюминия в домашних условиях. Также применим для деревянных и керамических изделий. Часто применяется для восстановления резьбы.
С этой целью готовая смесь намазывается на старую часть резьбы, после чего вкручивается болт. После этого спустя 20 минут болт необходимо выкрутить, новая резьба будет готова всего спустя 90 минут.
Основные характеристики клея:
- время схватывания составляет 20-25 минут;
- производить с ремонтируемым изделием иные работы допустимо спустя полтора часа;
- состав сохраняет свойства в температурном диапазоне от -60 до +140 градусов Цельсия;
- срок нанесения смеси после смешивания компонентов составляет 7 минут (желательно, чтобы при этом температура окружающей среды находилась на уровне +20 градусов Цельсия).

Анлес Унипласт-универсал
Двухкомпонентный состав (эпоксидная смола и отвердитель). Достойный вариант, позволяющий за считанные минуты выполнить холодную сварку алюминия. Продолжать работу с изделием можно спустя сутки после нанесения состава.
Основные характеристики Анлес Унипласт-универсал:
- широкий диапазон рабочих температур (от -45 до +120 градусов Цельсия);
- сварка демонстрирует устойчивость к воздействию масел, бензина и воды;
- применять и корректировать положение состава на рабочей поверхности допустимо в течении 25 минут после смешивания компонентов.
Меtaflex
Холодная сварка по алюминию с этим клеем будет сделана в течение нескольких минут. Двухкомпонентная смесь полностью застынет через 20 после нанесения. Корректировать ее положение на деталях можно первые 15 минут.
Состав славится своей устойчивостью к воздействию масел и влаги. Способен выдерживать температуры от -60 до +150 градусов Цельсия. Стоимость изделия вполне демократична, за 60 грамм в строительных магазинах просят от 250 до 320 рублей.
Подводя итог
Итак, холодная сварка позволяет соединять алюминий с другими материалами без применения дополнительного оборудования и обладания специальными навыками.
Главное преимущество эпоксидной смолы — возможность производить работу в домашних условиях. Главное правило — четко следовать инструкции и рекомендациям, размещенным в данной статье.
Читайте также: