Аргонодуговая сварка труб гост
Обновлено: 20.09.2024
11.3.1 Аргонодуговую сварку неплавящимся электродом выполняют на постоянном токе прямой полярности.
11.3.2 Для улучшения условий зажигания дуги рекомендуется применение осциллятора или других устройств, облегчающих зажигание дуги и ее плавное гашение.
11.3.3 В качестве защитного газа при аргонодуговой сварке неплавящимся электродом применяют аргон по ГОСТ 10157 высшего сорта в смеси газов: аргон (80-92)%, двуокись углерода - остальное, или других, состав которых обеспечивает качество сварных соединений в соответствии с требованиями КД.
Сварку следует выполнять сварочными материалами, указанными в таблице 6.
11.3.4 В качестве неплавящегося электрода применяют прутки из лантанированного или иттрированного вольфрама. Допускается применять прутки из чистого вольфрама.
Таблица 6 - Сварочные материалы для сварки в защитных газах
Марка свариваемого материала
Марка сварочной проволоки по ГОСТ 2246, ТУ, рекомендуемый защитный газ или смесь газов
Температура применения, °С
Не ниже минус 30
При требовании получения специальных магнитных свойств после сварки необходимо проведение термообработки при температуре от 600°С до 660°С, 2 ч
Ст3сп, Ст3пс
20, 20К, 22К, 15Л, 20Л, 25Л
Св-08Г2С
Аргон ГОСТ 10157, углекислый газ ГОСТ 8050 или смесь аргона и углекислого газа
Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9
20, 20К, 22К, 20Л, 25Л
Не ниже минус 40
После сварки термообработка - нормализация* плюс отпуск** при температуре эксплуатации ниже минус 30°С
20ГЛ, 15ГСЛ, 20ГМЛ, 10ХСНД,14ХГС, 09Г2С, 16ГС, 20ЮЧ, 20ГСЛ
Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9
20ГМЛ, 20ГЛ, 09Г2С, 10Г2, 10ХСНД, 10Г2ФБЮ, 08Г1НФБ, 10Г1НФБ, 15Г2СФ, 10Г2ФБ, 09Г2ФБ
Не ниже минус 60
09Г2С, 10Г2, 10ХСНД, 10Г2ФБЮ, 08Г1НФБ, 10Г1НФБ 15Г2СФ, 10Г2ФБ, 09Г2ФБ
Не ниже минус 70
После сварки термообработка - нормализация* плюс отпуск** при температуре эксплуатации ниже минус 60°С
09Г2С, 10Г2, 10ХСНД, 10Г2ФБЮ, 08Г1НФБ, 10Г1НФБ, 15Г2СФ, 10Г2ФБ, 09Г2ФБ
Св-08Г2СНТЮР [18], Св-10НЮ [19],
Аргон ГОСТ 10157, углекислый газ ГОСТ 8050 или смесь аргона и углекислого газа
Св-08ХМ, Св-08ХМФА, Св-08ХГСМФА, Св-10ХГ2СМА
Углекислый газ ГОСТ 8050, аргон ГОСТ 10157
От минус 40 до 450
20ХМ, 20ХМЛ, 12ХМ, 15ХМ,
От минус 40 до 560
От минус 20 до 560
20X13Л, 20X13, 08X13, 12X13
От минус 40 до 420
От минус 70 до 350
После сварки необходима термообработка: отпуск от 680°С до 700°С, 3-5 ч (см. 12.22)
08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н9ТЛ
От минус 270 до 600
Стойкость к МКК обеспечивают при температуре не выше 350°С
Стойкость к МКК обеспечивают при температуре не выше 450°С
Стойкость к МКК обеспечивают при температуре не выше 500°С
Применение данных сварочных материалов допускается при отсутствии требований по стойкости к МКК
Св-02Х17Н10М2-ВИ [20], Аргон ГОСТ 10157
После сварки необходима термообработка - аустенизация от 970°С до 1020°С
Св-04Х17Н10М2 [21], Аргон ГОСТ 10157
12Х18Н12МЗТЛ
10Х17Н13МЗТ (ЭИ432)
10Х17Н13М2Т
(ЭИ 448)
От минус 196 до 600
Стойкость к МКК обеспечивают при температуре не выше 350°С
Стойкость к МКК обеспечивают при температуре не выше 500°С
От минус 70 до 300
Сварные соединения, работающие при температуре выше 50°С в контакте с азотной кислотой, необходимо подвергать аустенизации при температуре от 950°С до 1050°С, охлаждение на воздухе
После сварки необходимо проведение термообработки - аустенизации при температуре от 1050°С до 1080°С. Допускается снижение температуры аустенизации до 950°С при условии обеспечения стойкости к МКК
06ХН28МДТ (ЭИ 943)
От минус 196 до 400
Сварочные материалы допускается применять для выполнения швов, не соприкасающихся со средой. Поверхность, соприкасающуюся со средой, на толщину (3-5) мм выполняют электродами марки ОЗЛ-17У или проволокой марки Св-01Х23Н28М3Д3Т
07X21Г7АН5 (ЭП 222)
Не ниже минус 196
При работе сварного соединения при температуре до минус 196°С после сварки необходимо проведение термообработки - аустенизации при температуре от 950°С до 1050°С, охлаждение на воздухе
08Х17Н15МЗТ (ЭИ 580)
Для снятия напряжений необходимо проведение термообработки - аустенизации при температуре от 1020°С 1060°С, 2 ч, охлаждение с печью до 300 °С, далее на воздухе
От минус 196 до 400
03Х17Н14М3 (ЭИ 66)
03Х22Н6М2 (ЭИ 67)
От минус 40 до 300
08X21Н6М2Т (ЭП 54)
Стойкость к МКК обеспечивается. После сварки необходимо проведение термообработки - аустенизации при температуре от 950°С до 1050°С, охлаждение на воздухе
10Х14Г14Н4Т (ЭИ 711)
От минус 196 до 500
Св-09Х16Н4Б (ЭП56) [24], Аргон ГОСТ 10157
От минус 70 до 400
После сварки необходимо произвести термообработку по НД
В Российской Федерации рекомендуется применять [6].
09Х14Н16Б
(ЭИ 694)
09Х14Н19В2БР
(ЭИ 695Р)
От минус 100 до 650
После сварки необходимо проведение термообработки - аустенизации при температуре от 1080°С до 1120°С, охлаждение на воздухе с последующим отпуском при температуре от 270°С до 300°С в течение 2-4 ч или отпуском при температуре от 450°С до 500°С в течение (2-4) ч, HRC 24. 30
После сварки необходимо проведение термообработки - аустенизации при температуре от 1050°С до 1060°С
Н70МФВ-ВИ (ЭП 814А-ВИ)
Н65М-ВИ (ЭП 982-ВИ)
После сварки необходимо проведение термообработки - аустенизации при температуре от 950°С до 960°С
ХН65МВ
(ЭП 567)
ХН65МВУ
(ЭП 760)
От минус 70 до 500
После сварки необходимо проведение термообработки - аустенизацию при температуре от 940°С до 960°С
* Нормализацию сварных соединений выполнять по режимам, указанным в НД.
** Режимы отпуска указаны в таблице 9.
*** При отработке технологии сварки.
Примечание - Допускается применение смесей защитных газов, состав которых приведен в 11.3 и 11.4, или других, состав которых обеспечивает качество сварных соединений в соответствии с требованиями настоящего стандарта.
В Российской Федерации рекомендуется применять [17].
11.3.5 Перед началом сварки газоподводящие шланги и горелки продувают аргоном.
11.3.6 Конец вольфрамового электрода затачивают в соответствии с 6.4.
11.3.7 Для обеспечения качественной защиты вылет вольфрамового электрода из сопла горелки не должен превышать 15 мм.
11.3.8 Зажигание дуги проводят на стальной пластине, в разделке или на ранее наплавленном металле. Зажигание дуги на свариваемом металле вне разделки не допускается.
11.3.9 Перед началом сварки проверяют качество защиты наружной поверхности шва. Проверку проводят наплавкой валика (без присадки) на пластине или отрезке трубы. При хорошей защите дуга горит спокойно, поверхность выполненного валика светлая или с цветами побежалости без какого-либо налета.
11.3.10 При сварке трубных конструкций без подкладки первый проход выполняют:
- при толщине стенки до 12 мм - с применением присадочной проволоки или без присадки;
- при толщине стенки свыше 12 мм - с применением присадочной проволоки;
- при сварке сталей марок 08Х18Н12Т, 12ХН35ВТ (ХН35ВТ), 12ХН35ВТ-ВД (ХН35ВТ-ВД), 08Х18Н10Т с 12ХН35ВТ (ХН35ВТ-ВД), 03Х17Н14М3, ХН60ВТ, 06ХН28МДТ (ЭИ 943), 07Х20Н25М3Д2ТЛ и других марок сталей чисто аустенитного класса, а также сталей аустенитного класса со сталями перлитного класса, - с применением присадочной проволоки независимо от толщины свариваемого металла.
11.3.11 Сварку выполняют узкими валиками так, чтобы ширина ванны не превышала внутреннего диаметра сопла горелки. По окончании сварки подача аргона в горелку не прекращают до потемнения сварочной ванны и вольфрамового электрода.
11.3.12 Кратеры швов должны быть тщательно заварены. Кратер выводят на ранее наплавленный металл шва. При этом за счет расплавления присадочной проволоки с обильной подачей и за счет плавного гашения дуги обеспечивают отсутствие дефектов в кратере.
11.3.13 Сварку высоко-никелевыми сварочными материалами рекомендуется вести короткой дугой с использованием дополнительной защиты и тщательной послойной зачистки от окислов. Дополнительную защиту обеспечивают путем применения специальных приставок к горелке. Послойную зачистку сварного шва выполняют до металлического блеска с последующим обезжириванием.
ГОСТ 33857-2016 Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Форма подготовленных кромок
Характер выполненного шва
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
Условное обозначение сварного соединения
С отбортовкой двух кромок
С отбортовкой одной кромки
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся подкладке
Со скосом одной кромки
Односторонний на съемной прокладке
Односторонний на остающейся прокладке
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
Со скосом двух кромок
Со ступенчатым скосом двух кромок
С криволинейным скосом двух кромок
С ломаным скосом двух кромок
С двумя симметричными скосами двух кромок
С двумя симметричными криволинейными скосами двух кромок
С двумя симметричными ломаными скосами двух кромок
С двумя симметричны
ми скосами одной кромки
Со скосом одной кромок
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
подготовленных кромок свариваемых деталей
шва сварного соединения
* Размер для справок
подготовленных кромок
свариваемых деталей
* Размер для справок
шва сварного
соединения
подготовленных
кромок свариваемых
деталей


* Размер для справок.




(Измененная редакция, Изм. № 1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Разность толщин деталей
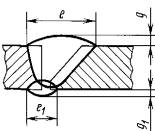
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
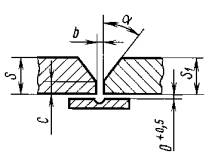
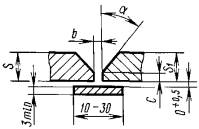
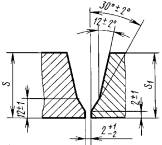
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. № 3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Примечание. Катетом Кn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кn принимается любой из равных катетов, при несимметричном шве - меньший.
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2s мм - для деталей толщиной до 4 мм;
0,1s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8 - 1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14 - 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е, e1.
17 - 19. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
Какие ГОСТы разработаны для аргонодуговой сварки
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием. Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.

Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.

В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.

Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.

В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).

5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Сегодня производители сварочных инверторов, работающих в режиме TIG, не придерживаются указанных норм, однако, благодаря современным технологиям, качество устройств остается на высоком уроне.

- Параметры и размеры горелок для аргонодуговой сварки включают в себя такие показатели, как номинальное значение и максимальное значение тока. Горелка РГА-150 рассчитана на 150 А при допустимом значении 200 А. Горелка РГА-400 позволяет увеличить силу тока до 500 А. Используемые вольфрамовые электроды в диаметре варьируются от о,8 до 6 мм. Также в данном пункте определены габаритные размеры горелок.
- Технические требования указывают, в каком режиме допускается эксплуатация устройств. Здесь отражены допустимые критерии окружающей среды (температура, влажность), а также условия для испытаний.
- Правила приемки. Производитель обязан гарантировать качество и надежность оборудования. Перечень требований представлен в настоящем документе.
- В пункте «Методы испытаний» описано, каким образом определяется соответствие оборудования установленным требованиям.
- ГОСТом также определены все условия для хранения и транспортировки. Их необходимо выполнять на всех этапах, от производства до поставки покупателю.
14806-80 и 14771-76
Стандартизация непосредственной технологии сварки алюминия и алюминиевых изделий отражена соответствующим нормативным документом. Сюда включены соединения деталей с толщиной кромок от 0,8 до 60 мм. К сварке трубопроводов предъявляются несколько иные требования, поэтому данный стандарт на них не распространяется.

- Типы сварных соединений. Данный пункт реализован в виде таблицы. Из нее можно почерпнуть такие данные, как форма подготовленных кромок, форма шва и толщина деталей.
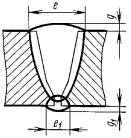
- Конструктивные элементы и размеры. Для каждого типа кромок и каждой формы сварного шва установлены параметры, включающие в себя толщину детали, диаметр отбортовки, зазор между кромками, ширину шва, глубину сварочной ванны.
ГОСТ 14771-76, как было указано ранее, имеет ту же структуру. Отличием является лишь то, что первый документ определен именно для алюминийсодержащих материалов, а второй – для сталей и сплавов на никелевой и железоникелевой основе.
7871-75 и 2246-70
Введенный ГОСТ касается проволоки из алюминия или сплавов. Им пользуются производители, так как в документе регламентируются возможные значения диаметра проволоки. Среди всех прочих требований определены нормы химического состава расходного материала.
Существует несколько видов проволоки, отличающихся друг от друга по количественному содержанию элементов (магний, марганец, алюминий, железо, кремний, титан, бериллий, цирконий). Наиболее популярные марки:
Допускается наличие примесей. Изготовленная проволока проходит испытания, в том числе и на прочность. В таблице приведены значения предельных нагрузок, при которых происходит разрыв. Приемка материалов осуществляется партиями. В одной партии должна присутствовать проволока с одними и теми же параметрами. В приложении к документу прописаны условия хранения и транспортировки проволоки. Так как она поставляется в катушках, то размеры катушек также подлежат нормировке.

Стальная проволока должна отвечать требованиям ГОСТ 2246-70. Популярные виды:
- Св-08;
- Св-08А;
- Св-10ГА;
- Св-08ГСМТ.
Это далеко не полный перечень марок проволоки. Их разделяют не только по характеристикам, но и по применимости. Существуют материалы для изготовления электродов, проволоки для сварки омедненных поверхностей, проволоки для наплавки.
18130-79 и 13821-77
В настоящее время остаются актуальными ГОСТы, принятые еще в 1977 году. Они прописывают функциональные особенности сварочного оборудования, в частности, полуавтоматов для аргонодуговой сварки. В перечень требований включены такие, как функциональные возможности, устойчивость к внешним факторам, значения сварного тока, наличие измерительных и контрольных приборов.

Такое разнообразие требований не позволяет сформулировать все нормы в одном документе, поэтому данный ГОСТ ссылается на ряд второстепенных нормативных документов. Таким образом, стандартизация процесса аргонодуговой сварки имеет комплексный подход. Общее количество основных и второстепенных нормативов составляет несколько десятков утвержденных и принятых документов, имеющих силу и в настоящее время, за исключением некоторых несущественных изменений.
Читайте также: