Автоматическая сварка кольцевых швов
Обновлено: 18.05.2024

Установка для сварки кольцевых швов серии PC
Диаметром изделия до 600 мм

Установка для сварки кольцевых швов серии HWR 1601.48
Диаметром изделия до 1000 мм. Сквозное.
Установка для сварки кольцевых швов серии HWR 2501.78

Установка для сварки кольцевых швов серии HWR 2502.78.H
Для емкостей диаметром до Ø1010 мм

Установка для сварки кольцевых швов с наклоном EWR 500.28 T/EWR 800.28.T
Для сварки высокой точности

Установка для сварки кольцевых швов EWR MIGHTY
Для сварки маленьких и больших заготовок
Как с нами работать?

Вы звоните или
оставляете заявку на
сайте

Мы высылаем Вам
коммерческое
предложение

По вашему желанию,
мы организуем
демонстрацию

Выбираете способ
оплаты и условия
доставки

Вы производите оплату
выбранного
оборудования

Мы осуществляем
пуско-наладку, сервис,
гарантийное
обслуживание
Компания "Экосвар" помимо поставки сварочного оборудования, материалов и аксесуаров для сварки выполняет работы по сварке нестандартных металлоконструкций, ремонтной сварке деталей из различных сталей и сплавов и ремонту сварочного оборудования.
Повысьте эффективность своего производства с роботами CRP

НОВИНКА: роботы CRP грузоподъемностью 50 и 80 кг!
Рады представить вам новинку: промышленные роботы CRP грузоподъемностью 50 и 80 кг!
Когда стоит задача перемещения, то грузоподьемность робота имеет первоочередное значение. Ведь порой на предприятии стоят задачи смена места положения совершенно разных продуктов: коробок с товаром, ящиков, мешков с цементом, металлоизлелий и многого другого. С подьемами грузов кстати есть свои тонкости.

Филиал CRP-Сибирь принял участие на выставке «Металлообработка-2022» с 23 по 27 мая
Компания CRP AUTOMATION RUSSIA и команда Филиала CRP-Сибирь приняли участие в выставке «Металлообработка-2022». На стенде компании было представлено современное промышленное оборудование для проведения сварочных работ, паллетирования, фрезеровки, транспортировки и резки.
Роботы CRP на выставке MASHEXPO (г.Новосибирск) 29 марта -1 апреля 2022 года
04 апреля 2022 г.
Филиал CRP-Сибирь принял участие в международной выставке MashEXPO 2022 с 29 марта по 1 апреля в г. Новосибирск. На стенде было представлено стандартное решение по роботизации сварки на базе промышленного робота CRP и сварочного источника MEGMEET.
Автоматическая установка для сварки продольных и кольцевых швов, Электрогефест (Россия)

Установка предназначена для промышленного применения с высокой загрузкой. Установка позволяет сваривать кольцевые и продольные швы цилиндрических заготовок разных диаметров.
В связи с колебаниями мировых цен на металл, стоимость товара может отличаться от указанной. Уточняйте цены у менеджеров!
Описание
Установка предназначена для промышленного применения с высокой загрузкой. Установка позволяет сваривать кольцевые и продольные швы цилиндрических заготовок разных диаметров. Программное обеспечение расширяет возможности до полной автоматизации в условиях серийного производства.

Конструктивные особенности установки Электрогефест
Механическая часть конструкция выполнена с применением передовых технологий, проста и надежна. Стальная рама обеспечивает жесткость конструкции в различных режимах работы с допустимой загрузкой.
Вертикальный вращатель с сервоприводом с высокой точностью обеспечивает заданную скорость вращения заготовки. С помощью PLC контроллера можно запрограммировать вращение детали и перемещение инструмента согласно разработанного технологического процесса сварки.


Установка может быть оснащена одним или двумя подвижными суппортами, на которых монтируется рабочий инструмент (горелка для MIG/MAG или TIG сварки, а также плазменная горелка). Перемещение суппортов сварочной горелки производится вдоль оси Х вручную либо электроприводом на длину направляющей (100-1200мм). В качестве направляющей для суппортов на установке используется профиль из алюминиевого сплава с высокоточными направляющими HIWIN. Благодаря этому решению каретка суппорта мягко и легко перемещается вдоль оси Х. Заданная скорость перемещения каретки обеспечивается сервоприводом под управлением PLC, передавая вращение электродвигателя через шестерню на рейку.

Сам суппорт изготовлен из высокопрочной стали, что позволяет устанавливать блок подачи проволоки с держателем горелки для TIG или MIG. Задняя бабка с пневматической пинолью обеспечивает центровку заготовки по оси вращения и поджим с заданным усилием. Усилие поджима детали регулируется редуктором с воздушным фильтром, установленным на боковой стороне задней бабки.


Установка по желанию Заказчика может комплектоваться настраиваемыми по высоте и диаметру заготовки роликовыми опорами. Благодаря роликовым опорам тяжелые заготовки для сварки можно легко установить с помощью вилочного погрузчика или кран-балки, после чего зажать в патроне вращателя и поджать задней бабкой.
Установка позволяет устанавливать разные патроны в зависимости от тех. задачи производства. Универсальные патроны могут быть легко заменены на зажимные фланцы или на специальную оснастку. Крутящий момент на валу создается серводвигателем и передается через зубчатый ремень, размещенный в корпусе вертикального вращателя установки. Эта конструктивная особенность позволяет обеспечить высокую точность позиционирования инструмента.
Установка управляется PLC контроллером Siemens с использованием сенсорной панели Weintek, который имеет четкий и понятный интерфейс со всеми функциями программирования и приводит к более высокому уровню производства.

Теxнические характеристики установки Электрогефест
| Максимальная рабочая нагрузка | 370 кг |
| Диаметры заготовок | 20 – 400 мм |
| Длина заготовки | до 1200 мм |
| Привод вращения | сервопривод |
| Крутящий момент на валу шпинделя | 85,7 Нм |
| Диапазон скорости вращения | от 0,03 до 8,0 об/мин |
| Диапазон скорости перемещения | 0,01 – 10 м/мин |
| Диаметр план-шайбы | 400 мм |
| Отверстие в хвостовике шпинделя | 160 мм |
| Трубный зажимной патрон | 20-400 мм |
| Управление суппортом опускания горелки | пневмоцилиндр |
| Рабочее давление сжатого воздуха | 4-8 Атм |
| Ход пневмоцилиндра пиноли задней бабки | 140 мм |
| PLC контроллер | Siemens/Weintek |
| Габаритные размеры (ДхШхВ) | 3360 х 782 х 1588 мм |
| Вес нетто | 650 кг |
Комплектация установки Электрогефест
Комплект оборудования автоматизированной установки для сварки кольцевых и продольных швов включает в себя следующие основные компоненты:
- УстановкаУСКШ-370.0400.ВС1.Б
- Патрон трубный D300
- Роликовые опоры ножничного типа 2 шт.
- Крестообразный слайдер ручной 100х100 мм.
- Держатель горелки
- Блок колебания сварочной горелки INED-WLS40
По запросу Заказчика установка может комплектовать сварочным оборудованием для полуавтоматической сварки в защитных газах, сварки неплавящимся электродом в среде инертного газа с присадкой и без нее, а также источниками плазменной сварки с механизмом подачи присадочной проволоки или без него. Хорошие результаты на практике были отмечены при работе установки в комплекте с полуавтоматами Megmeet.
Для использования полного функционала установки, т.е. сварки и кольцевых и продольных швов по программе, заготовка должна быть собрана на прихватках. Установка может комплектоваться блоками слежения за высотой горелки по напряжению дуги при TIG и плазменной сварке для обеспечения стабильного и красивого сварного соединения.
Автоматическая сварка кольцевых и продольных швов

Данное оборудование используется для автоматизации сварки при изготовлении относительно небольших изделий с продольными и кольцевыми швами: газовых баллонов, криогенных резервуаров, малых сосудов, работающих под давлением, разнообразных круглых емкостей (например, корпусов фильтров), ресиверов, гидроцилиндров, квадратных бензобаков и др.:
Оборудование позволяет осуществлять следующие операции
· сварка кольцевых швов
· сварка продольных швов
· приварка патрубков (ниппелей, штуцеров)
· многоосевая сварка (приварка проушин, кронштейнов, площадок к гильзе или штоку гидроцилиндра, к малому резервуару и т. д.)
В оборудовании может использоваться сварка в защитном газе плавящимся электродом или неплавящимся электродом (аргонодуговая сварка)
Использование MIG/MAG сварки при работе с толщинами 2-12 мм позволяет отказаться от достаточно трудоемкой аргоннодуговой сварки или сварки под флюсом. Важным условием получения качественных швов является применение источников сварочного тока с импульсным режимом.
Имеется ряд стандартных установок, однако, как правило, оборудование изготавливается в соответствие с конкретным техзаданием. Установки также с помощью подающих конвейеров могут объединяться в технологические линии.
Управление всей установкой (в том числе сварочными параметрами) осуществляется с помощью мощного PLC контроллера с сенсорным экраном.
При необходимости оборудование оснащается системой колебаний горелки и системой слежения длины дуги по напряжению, механизмом подачи холодной или горячей присадочной проволоки.
Многоосевая сварка по сути является упрощенной роботизированной сваркой. Необходимость в подобном оборудовании возникает тогда, когда требуется сварить изделие сложной формы или сварить несколько деталей разной геометрии. Например, сварка топливного бака прямоугольной формы, сварка проушины и штока гидроцилиндра, приварка к корпусу гидроцилиндра элементов крепежа (кронштейнов, планок и т. д.)
Мы также предлагаем оборудование для отбортовки краев крышек (донышек). Данное оборудование осуществляет накат шейки на край крышки. После чего крышка может вставляться в среднюю часть баллона (емкости), что значительно упрощает сборку изделия, позволяя отказаться от подкладных пластин.
Установки для сварки продольных швов
Установки для сварки кольцевых швов: одной горелкой и двумя горелками
Установка для автоматической приварки патрубков и готовые изделия
Комплекс оборудования для автоматизации сварки баллонов
Установки для сварки продольных швов при изготовлении различных изделий:
Установка для сварки кольцевых швов при изготовлении баллонов, ресиверов:
Сварка кольцевого шва одной горелкой | Установка для многоосевой сварки гидроцилиндров |
Автоматическая установка для аргонодуговой сварки с присадочной проволокой цистерн (емкостей) из нержавеющей стали:
Данная установка позволяет сваривать не только круглые автомобильные цистерны, но и цистерны эллиптической формы
Механическое оборудование для изготовления малых емкостей (резервуаров)
Станок осуществляет накат шейки на край крышки. После чего крышка может вставляться в среднюю часть баллона (емкости).
Автоматическая установка для сварки и наплавки кольцевых и продольных швов HWR LEADER, HST Creative (Чехия)

HWR 2502.078 / HWR3152.108 - промышленная машина для автоматической сварки и наплавки тел вращения, разработанная HST CREATIVE. Диаметр до 1000 / 1500 мм, максимальная длина сварного шва 2500 - 16500 мм.
HWR 2502.078 / HWR 3152.108 - промышленная машина для автоматической сварки и наплавки тел вращения, разработанная в соответствии с философией HST CREATIVE. При проектировании этой машины достигнуты идеальная эргономика и обслуживание высоких технологий. Диаметр обечайки до 1500 мм, максимальная длина сварного шва 2500 - 16500 мм.
Машина подходит для работы в промышленности при высоких нагрузках эксплуатации. Общая концепция машины настолько универсальна, что установку можно использовать для любой сварки способом вращения и условной сварки продольных швов (кроме сварки на медной подкладке - для этой цели подходят машины AWL). Установка ориентирована на производство сосудов под давлением и без давления, деталей машин, фитингов труб, сосудов, теплообменников, а также сварку труб из-за отверстия в шпинделе. Машина может использоваться для многопроходной и винтовой сварки, а также для сварки пластин в вертикальном положении. Система управления RCS 06 поддерживает цифровую связь со сварочным аппаратом.

Механическая конструкция высокого качества подходит для высокой нагрузки, несущие балки со встроенным приводом на одной стороне. Между обеими сторонами имеется продольная балка, на которой установлены головки горелки на точных роликовых подшипниках. Кроме того, на машине для отвода сварочного дыма предусмотрен гибкий воздуховод интегрированный непосредственно в конструкцию.

На задней бабке может быть установлен привод, драйверы синхронизированы и не имеют люфта. Шаговый двигатель через планетарный редуктор , приводит в движение с помощью зубчатого ремня. Главный шпиндель и задняя бабка имеют фланцы для крепления универсального патрона 250 мм.
Задняя бабка может поставляться с цифровой управляемой осью Т. Это означает, что угол наклона шпинделя задней бабки в диапазоне 0 - 90° можно запрограммировать. Это концептуальное преимущество может быть использовано при сварке в определенных положениях при сварке вращением с большими возможностями. Давление задней бабки рассчитано как линейное с зажимным сегментом и упорным пневматическим цилиндром Ø125 мм, со стандартным ходом 300 мм (по запросу может быть выше). Корпус блокировки задней бабки может комплектоваться системой охлаждения для двух сварочных горелок (опция).
Головка с горелкой оснащена приводом и имеет цифровое управление по оси X. Поставляется как с одной сварочной горелкой, так же возможно использование двух сварочных горелок одновременно. Головка с горелкой может иметь пневматический привод и три положения регулировки, или электронно-механический привод, с цифровой управляемой осью Z . Механизм головки заканчивается суппортом точного положения горелки с регулировкой по двум осям +/- 20 мм, и возможностью поворота на 90°, с определением положения. Держатель горелки, может быть в версии TIG или MIG.
Машина может быть оборудована устройством подачи холодной проволоки HST CREATIVE CW 08 TWIN. Механизм подачи полностью контролируется системой управления установки и предоставляет широкий спектр возможностей регулировки параметров подачи, включая реверсирование проволоки.


Машина управляется цифровой системой RCS 06, которая обеспечивает понятный пользовательский интерфейс с возможностями программирования и высоким уровнем производства на протяжении всего процесса сварки.
HWR LEADER 2502.078 / 3152.108 - это универсальная установка с возможностью производить сварку кольцевых и продольных сварных швов, с системой контроля положения сварочной горелки по высоте, разработанная для производства TIG/MIG/PLASMA видов сварки, инженеры – конструкторы HST CREATIVE разработали уникальную запатентованную технологию по изготовлению специальной оснастки внутренней защиты газом формирования сварного шва, сосудов диаметром до 1500 мм.



Для одного из предприятий Чувашии по спецпроекту была разработана и построена на базе HWR LEADER 3152.108, установка с системой прижатия внутренней и наружной кромки шва, внутренним/наружным поддувом в место сварки защитным газом деталей котла, с использованием PLASMA сварки.


Преимущества установки HWR LEADER
- Автоматический или ручной режим управления.
- Система управления RCS06 собственной разработки компании HST CREATIVE, оснащенная лучшими функциональными возможностями с логическими функциональными блоками.
- Управление сварочной установкой осуществляется клавишей ВВЕРХ / ВНИЗ.
- Обеспечение синхронизации программ управления сварочной установкой и сварочным автоматом.
- Настройки режимов работы сварочной установки, таких как автоматический запуск и автоматическое заполнение кратера.
Технические характеристики HWR LEADER
| Модель | HWR 2502,078 | HWR 3152,108 |
| Максимальная мощность при статической нагрузке силовых приводов | 2200 кг | 5200 кг |
| Крутящий момент на валу шпинделя для машины версии Mk I | 1066,0 Нм | 1918,0 Нм |
| Крутящий момент на валу шпинделя для машины версии Mk II | 1766,0 Нм | 3198,0 Нм |
| Крутящий момент на валу шпинделя для машин версии Mk.III | 2487,0 Нм | 4477,0 Нм |
| Диапазон скорости для машины версии Mk I | от 0,01 до 5,6 об / мин | от 0,01 до 5,6 об / мин |
| Диапазон скорости для машины версии Mk II | от 0,01 до 3,3 об / мин | от 0,01 до 3,3 об / мин |
| Диапазон скорости для машины версии Mk.III | от 0,01 до 2,4 об / мин | от 0,01 до 2,4 об / мин |
| Высота задней бабки | 0-90 °/ макс 0 кг | 0-90 °/ макс 0 кг |
| Соответствующий универсальный зажимной патрон, диаметр | ø250 мм | ø315 мм |
| Максимальный диаметр изделия - диаметр поворота | ø1000 мм | ø1500 мм |
| Источник питания | 3 x 400 В | 3 x 400 В |
| Габариты, когда расстояние между фланцами 2500 мм, без дополнительных элементов. | 2113 х 1503 х 5300 мм | 2624 х 2127 х 5300 мм |
| Расстояние между фланцами шпинделей - дополнительный элемент | 2500 мм | 2500 мм |
| Вес машины, когда расстояние между фланцами 2500 мм | 2000 кг | 2300 кг |
Конструктивные особенности HWR LEADER

Блок управления RCS 06
RCS 06 является многофункциональной системой управления предназначенной для автоматической сварки тел вращения. Это совершенно структурированная система с самым современным программным обеспечением разработанная собственным департаментом развития. Система может работать в полном автоматическом режиме, так и позволяет осуществлять детальное программирование процесса.


- Автоматический режим: рабочий цикл управляет установкой во всех аспектах. Он контролирует не только точное вращение, но также работу периферийных устройств, таких как колебание, наклон и движение сварочной горелки, перемещение по оси X и т.д. Оператор может настроить загрузку заготовок и удаление готового продукта.
- Ручной режим сварки: оператор может непосредственно контролировать все функции установки от контроллера. Режим является оптимальным для позиционеров, а также для сварки деталей требующих установки новых параметров.
- Режим без сварки: позволяет оператору производить проверку программы до сварки (сварочный источник выключен).
- Технология, оператор вводит основные параметры: диаметр изделия и RCS 06 автоматически установит правильную скорость вращения.
- Вращение шпинделя: покрывает широкий спектр функций, связанных исключительно с вращением шпинделя, важные параметры, такие как: направление вращения, ускорение, замедление, задержка вращения, угол поворота, и т.д. В некоторых случаях , функции управления являются более сложными, чем в робототехнических системах.
- Функции перемещения: этот раздел непосредственно управляет пневматическими и электрическими приводами, такие как позиционирование сварочной горелки или задней бабки(для установок серии EWR, HWR).
- Управление сварочным источником: RCS 06 поддерживает обмен данными с сварочным источником, например вызывает сохраненные программы сварки. Кроме того, блок управления дает команды старта и остановки сварки, позволяет оператору записывать новые программы для различных изделий.
- Колебание горелки: функция колебания имеет точный математический алгоритм движения сварочной горелки вдоль вращающейся траектории. Это идеальное решение для широкого круга задач.
- Ось X: эта функция управляет продольным движением сварочной горелки и синхронизирует с вращением позиционера. Тем самым позволяя оператору производить сварку в различных точках вдоль изделия или производить сварку по спирали.
- Функция поддув газа: предоставляет оператору возможность точно контролировать количество поддувочного газа и обеспечить защиту корня шва.
- Подача проволоки: при использовании TIG или плазменной сварки специальный блок подачи холодной проволоки, разработанный исключительно HST, имеет цифровое управление и отлично синхронизирован с модулем управления, обеспечивающий точную подачу проволоки.
Этот раздел открыт для настройки пользователем и позволяет контролировать работу периферийных устройств, таких как плазма и др. RCS 06 оснащен широким спектром цифровых решений, таких как свободного программирования функций кнопками, программирование названий кнопками и т.д.
RCS 06 работает с ячейками памяти. Каждый этап автоматизированного процесса может быть введен пользователем и хранятся в ячейке памяти. Система может хранить до 99 программ. Каждой программе можно присвоить имя. Это отличная возможность для создании программы в реальном времени. С помощью раздела «последовательность функций» можно ввести ряд программ из памяти и запускать их последовательно с нажатием кнопки, превращая 99 программ в более чем 10 000 полностью автоматизированных решений.
Комплектация установки HWR LEADER

- Систему управления RCS 06 собственной разработки компании HST Creative с наилучшим набором режимов и логическими функциональными блоками.
- Синхронизированные двигатели главного шпинделя и шпинделя задней бабки.
- Комплексную систему воздуховодов.
- Прецизионные линейные подшипники.
- Кабель управления к сварочной установке без соединительного разъема.
- Универсальный зажимный патрон.
- Суппорт механический.
- Суппорт пневматический.
- Оборудование для подключения второго сварочного аппарата.
- Суппорт с одним кронштейном и суппорт с двумя кронштейнами.
- Дублирующую пневматическую систему.
- Держатель сварочной горелки при дуговой сварке в газах плавящимся электродом MIG, или дуговой сварке неплавящимся электродом в среде инертного газа TIG.
- Систему охлаждения 8,5 кВт.
- Цифровой блок подачи холодной проволоки CW 08 TWIN.
- Настройку подачи проволоки.
- Заднюю бабку без наклона.
- Заднюю бабку со сменой угла наклона от 0 - 90°.
- Функциональную настройку приводов с цифровым управлением по оси Х.
- Функциональную настройку приводов с цифровым управлением по оси Z.
- Многофункциональную систему слежения
- Цифровой контроллер или регулятор «Могучий контроллер» (Mighty-Сontroller).
- Настройка подачи поддувочного газа.

Универсальный трехкулачковый патрон 250 мм со специальной регулировкой для сварки, отверстие 78 / 256 / 314 мм.
Доплата за 1 метр длины (базовая длина между фланцами = 2500 мм)
Задняя бабка без наклона для версий Mk.I, Mk.II, Mk.III
Задняя бабка с моторизованным наклоном - управляемая ось Т
Суппорт для одной сварочной горелки с пневматическим приводом оси Z
Суппорт для двух сварочных грелок с пневматическим приводом оси Z
Пневматическая система балансировки – всенаправленная
Суппорт для одной сварочной горелки с электрическим приводом оси Z
Суппорт для двух сварочных горелок с электрическим приводом оси Z
ARM 2 ROTO SLIDE Механическая головка (крестовина) с перемещением +/- 20 мм (osy X / Z / T / R / J) с возможностью поворота на 90 градусов
Наклонный держатель ARM 2 + сенсор высоты TIG
Наклонный Держатель ARM 2 + сенсор высоты МIG
Держатель горелки МIG с системой контроля высоты сварного изделия
ARM 2 SLIDE MICRO - Точная система непрерывной подачи холодной проволоки +/- 5 мм (ось X / Z)
ARM 2 GAS COVER - Система газозащиты сварки с помощью сборного башмака
FLOW A1 SET односторонняя подача газа под сварным швом или к месту сварки, контролируемой системой управления
FEEDER CW 08 TWIN Цифровой механизм подачи холодной проволоки полностью интегрирован в подчиненную систему управления
Интегрированная система охлаждения для большего количества устройств
Комплект вытяжки дыма, встроенный в головку горелки
Носитель технологических компонентов (ЖК-камера, технология сварки и др.)
Ручной контроллер HCR02.- Старт/стоп, Лево /Право
MIGHTY CONTROLLER Цифровое программируемое дистанционное управление с отображением параметров
Держатель пульта дистанционного управления Mighty Controller
Видео (4)
Задать вопрос
Вы можете задать любой интересующий вас вопрос по товару или работе магазина.
Технология сварки кольцевых швов
Чтобы сделать качественную сварку металлических деталей, потребуется качественное оборудование и хороший навык у того, кто им управляет. Но иногда ручная работа должна выходить за рамки базовых навыков и требует особого оборудования, к примеру, при сварке кольцевых швов. О том, как они правильно делаются и что для этого нужно — далее в материале.
Технология и способы сварки
Для неровных заготовок существует несколько способов сварки. Выбор правильного метода будет зависеть от того, какого размера участок нужно сварить, какая форма шва должна получиться.
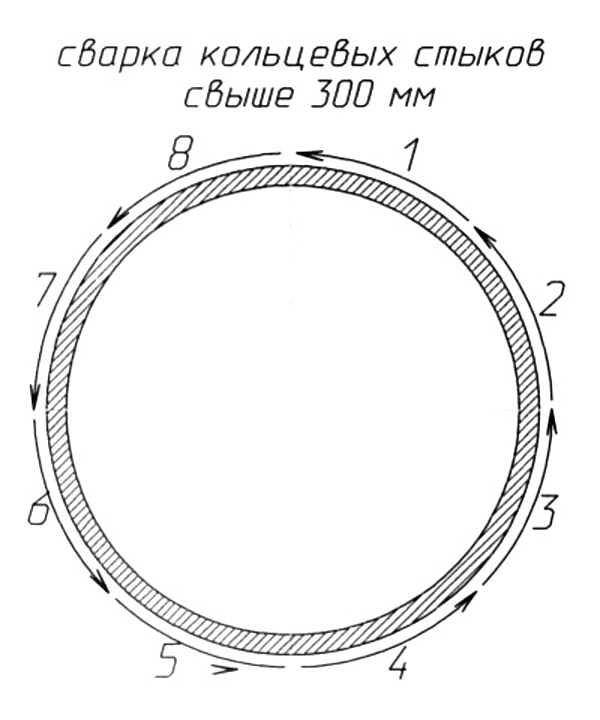
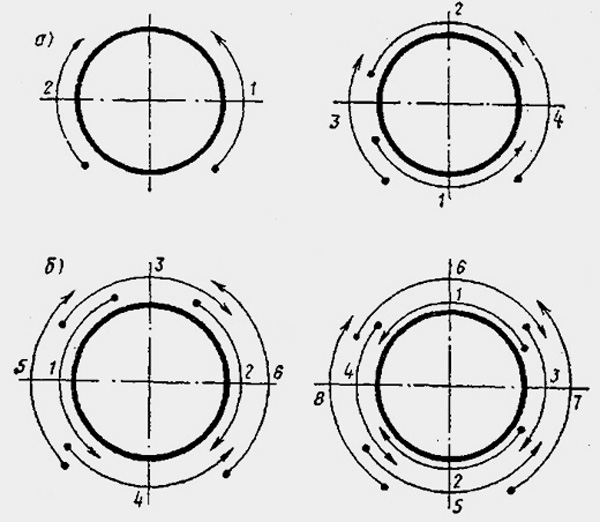
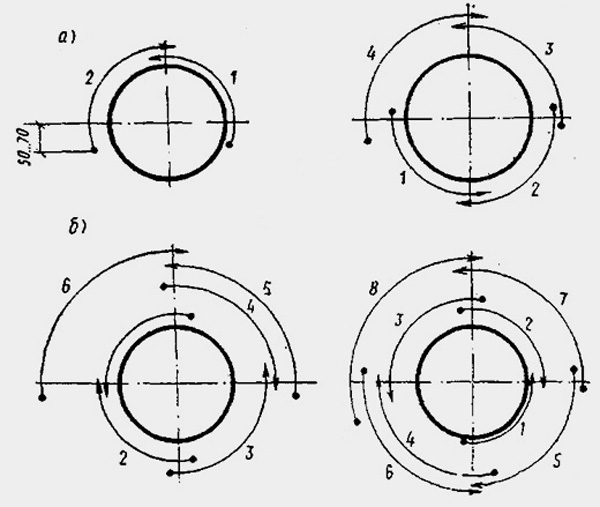
Чтобы сварить трубы с диаметром более 30 см потребуется кольцевой обратноступенчатый способ. Здесь каждый небольшой участок сваривается по часовой стрелке, но появляться эти сварные участки будут в обратном порядке, против часовой стрелки. То есть в начале первого участка будет заканчиваться второй и т. д.
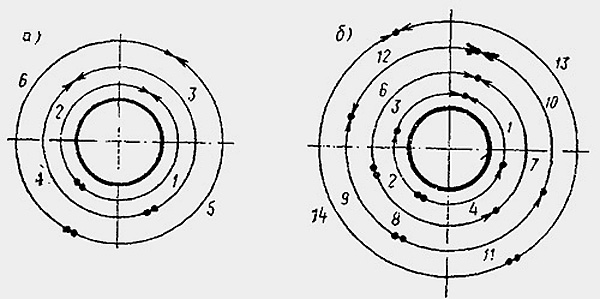
Более практичной, чем обратноступенчатая кольцевая сварка, будет многослойная. Принцип здесь заключается в том, что концы и начала смежных слоев перекрывают друг друга. И при каждом последующем наложении шва, направление сварки должно меняться на противоположное. Величина каждого сварного участка на кольцевой детали здесь не превышает 25 мм.
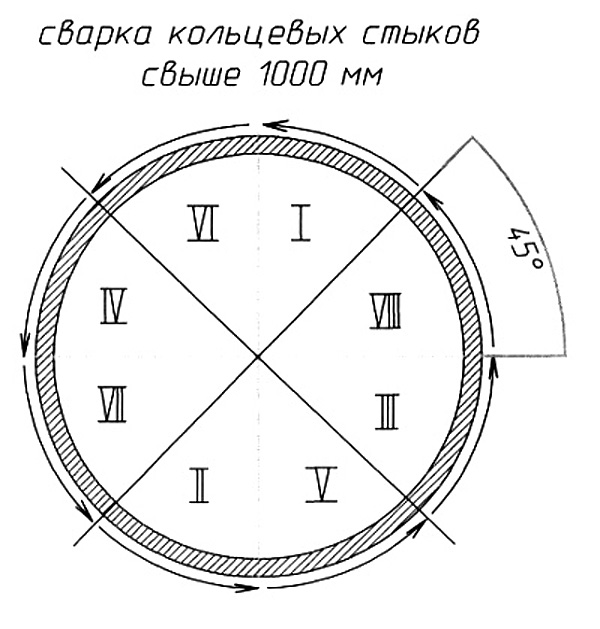
Есть и способ кольцевой сварки крест накрест. Обычно он применяется для труб, диаметр которых более 1000 мм. Здесь сварочные швы делятся на отдельные участки, обычно четыре и больше. Каждый участок делится еще на два. Так получается не менее восьми точек, в которых нужно сваривать деталь. Они нумеруются не по порядку, а крест-накрест. И чтобы эффект был максимальным, работать здесь лучше двум сварщикам сразу.
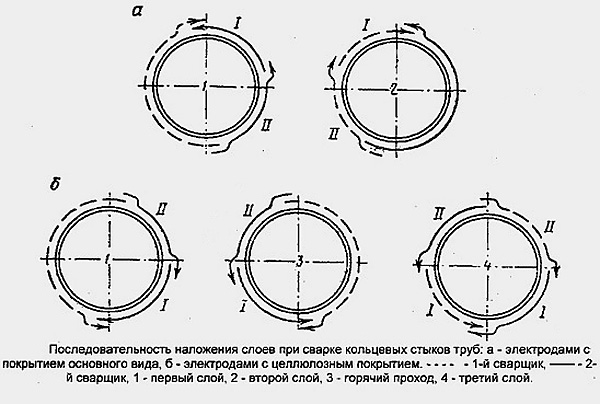
Помимо правильного метода потребуется выбрать еще и подходящий электрод. К примеру, когда применяются газозащитные электроды, шов должен делаться против часовой стрелки, без колебаний. Для этого одним электродом придется опираться на саму деталь, которая сваривается.
Не забывайте и о величине сварочного тока, так как он должен меняться в зависимости от диаметра электрода. Если диаметр 3,25 мм, то ток должен быть не меньше 100–110 А. А вот 4 мм уже потребуют 120–160 А для варки кольцевых и иных швов в нижнем или полувертикальном положении, а 100–140 А для остальных положений.
Скорость кольцевого сваривания тоже важна для качества конечного шва, в среднем она составляет 15–20 м/ч. Угол наклона электрода тоже может меняться, но только в пределах 40–90° с учетом технологического окна для наблюдения. А вот смещение стыков обычно происходит на 90 или 180°, это помогает снизить остаточное напряжение.
Оборудование для сварки кольцевых швов
Для того чтобы повысить качество сварки и снизить количество брака, а также исключить человеческий фактор, были созданы установки для сварки кольцевых швов. Типовая конструкция любой установки включает в себя:
- Механизм, вращающий горелку относительно деталей, которые предполагается соединить.
- Вращатель с задней бабкой.
- Прижимная бабка, с помощью которой деталь и держится в установке.
- Источник питания с горелкой.
- Пульт управления.
- Защита от брызг и излучения.
- Таймер.
- Автоотключение, включенное в систему автоматики. В нее иногда включают функции центровки свариваемых деталей, зачистки швов и т. д.
- Рама.
- Несколько роликовых опор.
- Система наблюдения за качеством сварки.
Конечные комплектация и технические характеристики будут зависеть от того, какие конкретно задачи будет выполнять установка. К примеру, если производства большие, то установки могут иметь сразу несколько рабочих станций, чтобы сократить время обработки изделий.
Например, есть свои установки для сварки газовых баллонов, расширительных баков, ресиверов, пищевых емкостей, карданных валов, водонагревателей и т. д. Поэтому чаще всего такие сварочные аппараты используют в области приборостроения, пищевой промышленности, резервуаростроении, а также при строительстве, к примеру, электростанций.
Есть и универсальная техника, которая работает в автоматическом режиме и умеет работать как с продольными, так и кольцевыми швами. Сварочный источник может быть любой, даже плазменный.
Заключение
Автоматическая сварка кольцевых швов — удобная процедура, позволяющая упростить действительно сложный процесс. Благодаря различным установкам, пользоваться сваркой можно даже при соединении таких деталей, с которыми человеку сложно работать вручную. Довести качество своих навыков до идеала может каждый, при должной практике, но мастерства машинной обработки не достичь. Причем именно машинная обработка позволяет не только сделать сварку качественнее, но и сократить время ее создания. Поэтому специалистам остается лишь правильная настройка техники.
Читайте также: