Баланс полупериодов в регулировке сварки аргоном
Обновлено: 19.09.2024
Они влияют друг на друга, эти два параметра, но увидеть по шву. наверно я всё же мало варю аргонкой. Больше паяльником тычу . Для меня сложно.
Это понятно, как их можно согласовать?) И что это вообще значит, согласовать? Каким образом? Эту фразу не я придумал.
Удовольствие от высокого качества длится дольше чем радость от
а каким образом, можно согласовать баланс полупериодов и силу тока? И как это можно увидеть по шву?
Это примерно так выглядеть будет и скорее всего автор и хотел сказать именно это.
Допустим сварка тонкого Ал на малом токе 15А и баланс у вас выставлен +20% , -80% и при такой настройке будет плохая очистка шва и в добавок в металл пойдет больше энергии а это чревато прожогом. Теперь рассмотрим как можно сделать лучше процесс, (но это мое видение , каждый вправе найти свой вариант который будет удобнее ему) ток всего 15А и поэтому электрод практически не страдает, поэтому можно поставить баланс например +55% , а -45% будет хорошая очистка и чистый шов и вероятность прожога снизится . А вообще 50х50% можно это беспроигрышный вариант.
Ну и так далее с повышением ампер баланс + убавляется а - прибавляется. Все познается с горелкой в руках и разумным поворачиванием крутилок, а не так как обычно от MIN до MAX.
недавно ремонтировал диск с китайского мопеда, трещина +наплавить ребра жесткости в ступице (фоток нет(( умер фотоаппрат), по существу, трещина заварилась еще более менее, с наплавкой промучился 4-часа, лезет грязь, чистил после каждого прохода, перед сваркой всю грязь с поверхности выжигал, потом щеткой чистил эффект 0, что не так, сам себе думаю, или говносплав, или не так что то делал?
никто его адекватно не "побеждал"? чем варить то хоть?
блин очередной ребус..( трубка кондиционера d=8мм, проблемма "сифонит", человек приезжал уже три раза, первый раз каплю поставить, потом подварить в другом месте, купил новую трубку (он) немного нехватило длинны, воткнули через переходник старый кусок, опять приехал подварить, сегодня делал, человек звонит вечером говорит завтра приеду, травит не в месте где ты варил, вылез "очаг" в другом месте, подскажите как такое может быть? у меня такое впечатление что от нагрева при сварке некачественный фреон просто ест трубку в ее слабых местах, другого объяснения я не нахожу, как поры и кратеры могут идти по телу трубки. вообщем написано все весьма сумбурно, просто зае устал я вообщем, фотик валяется дохлый как предмет интерьера нашел фотки в сети нечто похожего, что не так делаю? трубку обжигаю, зачищаю, да и вопросов по поводу герметичности сварки моей нет. капец
Симфер ,Андрей,скорее всего виноват материал.Внутри трубки коррозия,при нагреве,поры открываются.
Сергею Эдуардовичу , большой привет ))
Изъело трубку изнутри во многих местах , сам порой раз по 5 варил и опресовывал. Плевался , тратил полдня за 200 рублей.
круазик , krech , согласен с вами, победить трубку эту как? теплоотвод, отжиг, или только новая свежая вставка?
Да иначе заплата на заплате , огород и не красиво .
Задача: приварить новый патрубок к расширительному бачку.
штангелем не мерил но если присадочная 2 мм, то толщина стенок патрубка 4-5 мм, бокового листа 4мм. патрубок на мой взгляд -литье, бачок не знаю. пруток взял 4043. электрод с синей маркой, расход газа примерно 7 литров, место сварки на патрубке и бачке зачистил "болгаркой" просто отрезным.
Попробовал на патрубке - ванночка образовалась через 4-5 сек.- валик пологий растекся без проблем, а вот на стенке бачка ванночка образовалась наверное секунд через 9-10, дуга почему то стала бегать. прыгать то вправо то влево, (электрод в ванночку не макал, присадкой не задевал) поверхность бачка сначала чуть белела, как бы "матовела" и потом пробивался блеск самой ванночки, но ванночка стремилась этой "матовостью" затянуться (мож потому что дуга скакала а не в одно место била) а вокруг ванночки то тут то там как бы искорки вспыхивали. но пруток так же растекся.
подскажите почему так? может чего не правильно в настройках выставил?
после сварки обратил внимание что на конце электрода вместо шарика "ворсистость образовалась. ( правда уже в конце я коснулся электродом металла бачка)
поскольку (на мой взгляд) стенка достаточно толстая то на патрубке снял фаску. но проварить там (наверное корень) не смог. дуга либо в патрубок выше фаски ванночку грела либо бок бочка сразу у стенки но только не в фаске. как не пытался но ванночку туда "загнать" не смог.
TIG сварка алюминия для чайников. Часть 1
Немного теории – для того, чтобы сварить алюминий необходим источник, который выдаёт переменный ток, потому что алюминий на постоянном токе сварить невозможно. Это касается конкретно аргонодуговой сварки. На аппарате должна быть обязательно функция бесконтактного поджига, функция заварки кратера и функция регулировки баланса переменного тока. Данный аппарат имеет все эти функции, больше в нём ничего нету, но этого вполне достаточно, чтобы качественно сделать работу.
Газу аргону нужно уделять особое внимание. Если он будет немножко грязный, то сварка не получится. Алюминий в процессе сварки будет чернеть и швы будут очень некрасивые. Потому что бывает, что попадаются баллоны, в которых намешано немножко воздуха из атмосферы.
Присадочный пруток
Я встречал два основных вида присадочного материала – это присадочные прутки для сварки чистого алюминия, например, как у меня здесь, электротехнические шины, там применяется чистый алюминий.

И присадочные прутки для сварки литейного алюминия, в котором большое количество примесей других металлов. В таких прутках добавлен компонент кремний, который гораздо облегчает работу с алюминием и швы будут максимально прочные в таких случаях.

Для сварки чистого алюминия применяются прутки под номером 5356. Для сварки литейных сплавов алюминия применяется пруток 4043.

Вольфрамовый электрод
Вольфрамовые электроды необходимо применять либо универсальные либо для сварки переменным током, такие электроды окрашены в зелёный цвет. Для сварки алюминия я применяю универсальный электрод диаметром 2,4. Можно варить как тонкий алюминий, так и толстый, до 5-6 мм.

Электрод перед сваркой необходимо заточить, но не обязательно, чтобы он был очень острый, возможно оставить небольшое притупление на нём, потому что в процессе сварки он всё равно округлится полусферой. В процессе сварки вольфрамовый электрод должен иметь чёткую сферу, напоминающую небольшую капельку, но эта капелька должна быть не больше в диаметре чем сам электрод. Цвет должен быть блестящий, сама сфера должна быть ровная. Если он, например, матовый, значит плохая защита или плохой газ. Тут всё сводится к газу – либо мало газа, либо газ плохой.
Если электрод слишком сильно оплавляется, значит он выдерживает слишком большие температуры, а значит он не рассчитан на такие токи. То есть необходимо применить электрод больший в диаметре.
И еще в аппарате существует такая функция как баланс переменного тока. С этой функцией мы подробно разберемся. Она тоже отвечает за то, как ведет себя вольфрам в работе.
Газовая защита

Для сварки алюминия есть смысл применять газовую линзу. Газовая линза - это цангодержатель, который имеет в себе конструкцию в виде вставленной сеточки внутри, через которую проходит газ. Этот газ создает более спокойный ламинарный поток и тем самым создает более лучшую защиту для вольфрамового электрода и сварочной ванны. Также под эту газовую линзу существуют специальные сопла, диаметр сопел тоже может быть разный. Конкретно для алюминия, чем больше диаметр сопла, тем лучше будет защита. У меня диаметр сопла совсем небольшой, всего миллиметров 8, но для моей задачи будет достаточно.
Вылет вольфрамового электрода при сварке необходимо делать примерно 4-5 мм. Если будет больше, то вольфрам будет сильно греться на переменном токе и будет разрушаться.
Полезная информация
В последнее время сварка алюминия занимает все более прочные позиции практически во всех сферах деятельности начиная с мелких частных мастерских и мастеровых одиночек и заканчивая крупными производствами. Не претендуя на новизну мыслей, вкратце рассмотрим основные вопросы по сварке алюминия. Как всегда немного теории…
При сварке применяют алюминий и его сплавы, как например: АМц – алюминиево-марганцевый сплав, АМг – алюминиево-магниевый сплав, а также алюминиево-медно-магниевые, алюминиево-магниево-цинковые, алюминиево-медно-марганцевые и множество других.
Т.к. температура плавления алюминия около 660°С, а окисной пленки около 2030°С, сварка алюминия становится невозможной, пока не удалишь окисную пленку (оксид алюминия Al2O3). Да и во время сварки необходимо защищать от действия кислорода и водорода свариваемый шов. Для этого методом шабрения или травления, например едким натром (NaOH), удаляют окисную пленку, а уже во время сварки защищают шов флюсом - АФ-4А (50% KCl, 28% NaCl, 14% LiCl, 8% NaF), который обеспечивает ее растворение или разрушение с переводом в летучее соединение, либо удаляют пленку возникающую при сварке катодным распылением, о чем немного дальше.
Получившая в последнее время распространение сварка TIG позволяет производить сварку переменным током, где положительная полуволна имеет единственной целью удаление разрушительной оксидной пленки. Возникающие вопросы о сварке постоянным током обратной полярности неправомочны из-за нерационального распределения тепла на электроде, который нагревается в два раза больше, нежели само свариваемое изделие (к ручной дуговой сварке покрытыми электродами это не относится). Из этого следует, что сварка алюминия возможна электродом положительной полярности, в процессе которой происходит термоэлектронная эмиссия с поверхности материала в направлении электрода, а более тяжелые положительно заряженные ионы, освобождающиеся на электроде, бомбардируют поверхность материала, разрушая при этом оксидную пленку. Тем не менее предпочтение отдается сварке на переменном токе, как более качественной и практичной. Необходимо уяснить, ЧТО РЕГУЛИРОВКА БАЛАНСА ПОЛОЖИТЕЛЬНЫХ И ОТРИЦАТЕЛЬНЫХ ПОЛУПЕРИОДОВ В СОВРЕМЕННЫХ АППАРАТАХ TIG сужает положительный полупериод до необходимого значения, который обеспечивает разрушение окисной пленки, и увеличивает отрицательный, который необходим для получения качественного шва. Правильная настройка параметров полупериодов практически снимает все вопросы при сварке столь капризного металла как алюминий.
Конечно остаются вопросы высокой текучести алюминия, которые решаются формирующимися подкладками из высокотемпературных материалов; деформации алюминия при сварке, снижающейся предварительным подогревом; появляющимися порами, которые возникают вследствие наличия посторонних примесей… Обьем статьи не позволяет расширять ее до монографии, потому вкратце продолжим о возникающих проблемах.
Т.к. сварка алюминия в среде инертных газов аппаратами TIG осуществляется неплавящимся (вольфрамовым) или плавящимся электродами, то вольфрамовые электроды должны быть иттрированными или лантанированными. Применение вольфрамового электрода диаметром от 2 до 6 мм целесообразно для сварки металла толщиной до 12 мм. Присадочную проволоку диаметром от 2 до 5 мм выбирают в зависимости от марки алюминиевого сплава. Например, для технического алюминия может применяться проволока марки АО, АК или АД, для сплавов типа АМг – проволоки аналогичных марок, но с повышенным количеством магния (на 1–1,5%) для компенсации его угара.
В качестве инертных газов применяют аргон высшего сорта, гелий (дорого) или смесь аргона с гелием. Как показала практика, добавление к аргону углекислого газа ни к чему хорошему не приводит. Появление черных шариков при сварке говорит прежде всего о некачественном газе или его неправильной подаче.
При сварке в аргоне напряжение дуги составляет 15–20 В, при сварке в гелии 25–30 В, это условие не выполняется во многих комбинированных аппаратах, потому всегда интересуйтесь этим параметром при приобретении аппарата. И, конечно, такая деталь как встроенный oсциллятoр для бесконтактного зажигания дуги намного облегчит работу при сварке алюминия.
В наибольшей степени заявленным требованиям к аппаратам данного типа, а также по соотношению цена/качество отвечает линейка инверторов TIG фирмы Кедр, которые желательно приобретать у официальных представителей, чтобы не иметь проблем с сервисным обслуживанием.
Как настроить аппарат для сварки алюминия - полная инструкция
Процесс сварки алюминия начинается не только с выбора сварочного аппарата, но и с выбора правильных и подходящих комплектующих и расходных материалов. Давайте разберемся, какие расходные материалы понадобятся, чтобы сварить алюминиевый сплав. Первым делом нужно понимать тип сварки алюминия. Для TIG и MIG сварки набор комплектующих будет отличаться.
Для любого типа сварки понадобится защитный газ, который в работе подключается непосредственно к аппарату. Для сварки алюминия используется только инертные газы аргон, гелий или их смеси.
Выбирая тип газа, учитывайте, что гелий предпочтительнее использовать при сварке толстостенных деталей. Благодаря более высокой теплопроводности гелия в сварочной ванне удается поддерживать более высокую температуру, что лучше сказывается на качестве сварочного шва при больших толщинах.
Для TIG сварки понадобятся:
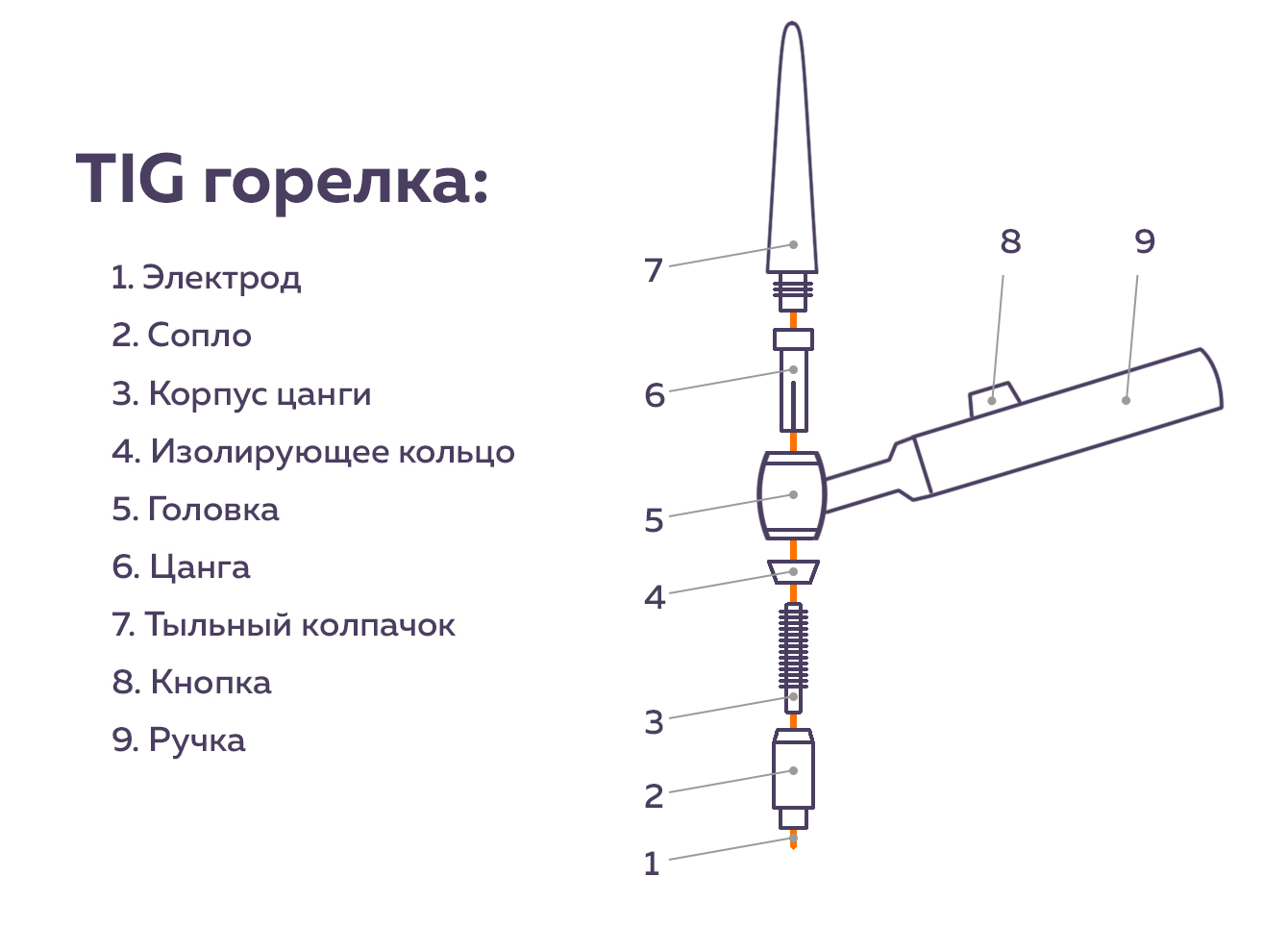
- Вольфрамовый электрод – это стержень, который состоит из вольфрама и незначительного включения редкоземельных металлов. Чем больше вольфрама и меньше примесей, тем он будет дороже, но намного лучше в работе. Электроды со временем выгорают и требуют замены. Перед началом работы его следует заточить на нужный угол. Диаметр вольфрамового электрода подбирается под оптимальную силу сварочного тока и зависит от рода тока (постоянный или переменный). Для переменного тока нужны электроды большего диаметра, чем для постоянного при той же силе тока. Если диаметр электрода будет больше оптимальной силы тока, то сварочная дуга будет нестабильна, качество сварки ухудшится. Если меньше, то электрод будет быстро плавиться, что, соответственно, приведет к быстрому выходу из строя цанги, зажима цанги и керамического сопла.
- Цанга. Назначение цанги – это надежно зафиксировать электрод и передать на него сварочный ток. Подбирается точно под диаметр вольфрамового электрода.
- Зажим (корпус, держатель) цанги. Функция зажима – это фиксация цанги с электродом в головке TIG горелки, передача сварочного тока на электрод от кабеля и подача защитного газа в область сварки через специальные отверстия в корпусе зажима. На передней части зажима цанги выполнена резьба для крепления керамического сопла. Внутренний диаметр зажима цанги должен соответствовать наружному диаметру цанги.
- Тыльный колпачок (каппа, хвостовик, пенал). Предназначен для защиты и надежной фиксации вольфрамового электрода в цанговом зажиме горелки. Колпачки бывают разной длины: длинные, средней длины и короткие.
- Керамическое сопло. Основная задача сопла –равномерно распределять защитный газ для надежного удаления и замещения атмосферного воздуха из зоны сварки. По форме сопла бывают: конические, цилиндрические и профилированные (специальной формы). Керамические сопла бывают разной длины и внутреннего диаметра. Внутренний диаметр керамического сопла определяет размер газовой струи и зависит от диаметра используемого вольфрамового электрода. При выполнении сварочных работ на открытых площадках следует выбирать сопла с большим диаметром. Они обеспечивают лучшую защиту зоны сварки.
- Сварочная присадка. Представляет собой прутки диаметром от 1,6 до 4 мм длиной около 1 м. Хранение присадки после вскрытия герметичной упаковки должно быть минимальным. Быстрое окисление ее поверхности приведет к ухудшению качества сварного шва. Ее химический состав должен сочетаться с составом свариваемой детали. Диаметр присадки подбирается исходя из толщины свариваемого металла и желаемого размера шва.
Для MIG сварки понадобится:
- Сварочная проволока представляет собой алюминиевую холоднотянутую проволоку, смотанную в катушки разного размера весом от 0,5 кг до 7 кг. Размер катушки подбирается исходя из возможностей сварочного аппарата. Обычно используют проволоку диаметром от 1,0 мм до 1,6 мм. Проволока маленького диаметра быстро расходуется и подвержена большему риску замятия или деформации при протяжке.
- Сварочный наконечник предназначен для передачи сварочного тока непосредственно на проволоку. Внутренний диаметр сварочного наконечника должен строго соответствовать диаметру используемой проволоки, обычно он на 5-15% больше предполагаемого диаметра проволоки. При меньшем диаметре сварочная проволока будет застревать и деформироваться в наконечнике. При большем диаметре будет плохой контакт наконечника с проволокой, скачки силы тока, треск, нестабильная сварочная дуга. Со временем внутренний диаметр отверстия увеличивается за счет износа трением, и наконечник нужно заменить на новый.
Подготовка к работе
На этом этапе следует проверить наличие и соответствие всех элементов сварки, подготовить аппарат, рабочее место и деталь. Необходимо проверить правильность подключения аппарата к электросети. Выясните, сможет ли сеть выдержать нагрузку на протяжении всего процесса сварки. Это особенно касается бытовых маломощных сетей.
Для TIG и MIG/MAG сварки:
Убедитесь, что баллон с защитным газом стоит устойчиво на ровной поверхности и хорошо закреплен.
Выберите удобное место для работы и ровную площадку для установки аппарата. Желательно, чтобы аппарат находился недалеко от места сварки и места подключения к сети. Иначе придется использовать длинные сварочные рукава и кабели.
Для TIG сварки:
Следует установить подходящий вольфрамовый электрод, обязательно заточить его на нужный угол и собрать горелку. Провод массы подключаем к «+» клемме на аппарате, провод горелки подключаем к «–» клемме аппарата.
Для MIG/MAG сварки:
Для полуавтоматов обязательно нужно использовать импульсный режим.
Проверить наличие тефлоновой трубки для подачи проволоки в сварочном рукаве. Трубки из других материалов не обеспечивают равномерную подачу алюминиевой проволоки без ее деформации из-за большой силы трения проволоки внутри канала. При длине сварочного рукава более 3-х метров необходимо использование горелки с дополнительным механизмом подачи проволоки в самой горелке типа Push-Pull.
Для MIG сварки алюминия нужно обязательно проверить работу подающего устройства. Для мягкой алюминиевой проволоки допустимо использовать только 4-х роликовый подающий механизм с гладкой (без насечек) U-образной канавкой, которые предотвращают образование задиров и другие деформации проволоки перед подачей в зону сварки.
Желательно, чтобы место сварки было защищено от ветра и сквозняков.
Зону сварки на поверхности алюминия перед работой обязательно необходимо зачистить с помощью наждачного диска, жесткой металлической щетки или абразивной шкурки. Делать это следует непосредственно перед сварочными работами. Кроме грязи или жировых отложений, на поверхности алюминия быстро образуется тонкий слой оксидов, который значительно затрудняет сварку. Также важно хорошо просушить заготовку, предварительно хорошо прогрев ее, чтобы вся лишняя влага испарилась.
Настройка аппарата
Лучше всего, если это будет специальный режим для сварки алюминия. Например, импульсный или двойной импульсный режим для MIG сварки или смешанный MIX-TIG режим для TIG сварки. Другие сварочные режимы не обеспечивают достаточное качество сварки алюминия и его сплавов или очень сложны в настройке.
Установите все параметры сварочного цикла. Силу тока горячего старта и его длительность. Сила основного тока подбирается исходя из толщины свариваемого металла, примерно 20-40 А на 1 мм толщины заготовки.
Аппарат MIG сварки для сварки алюминия обязательно должен иметь настраиваемый импульсный режим, MIG Pulse или MIG Double Pulse. Необходимо установить частоту и длительность импульса, силу пикового тока и соотношение пикового тока к основному.
Для сварки алюминия на аппарате TIG сварки обязательно должен быть включен режим переменного AC тока, это минимум который необходим для сварки алюминия. Важно иметь возможность настройки баланс тока (соотношение длительности положительного и отрицательного полупериодов) и баланс полярности тока (соотношения силы тока в положительном и отрицательном полупериодах), это позволяет уменьшить скорость разрушения вольфрамового электрода.
Но швы высокого качества с минимальными временными затратами на настройку аппарата может обеспечить специальный режим MIX TIG. При настройке необходимо установить соотношение длительности периодов постоянного, переменного тока и частоту.
После полной настройки аппарата попробуйте сделать пробный шов. Если необходимо, проведите коррекцию параметров сварочного цикла.
Если в аппарате уже есть готовые настроенные сварочные циклы или синергетическое управление, поначалу предпочтительнее пользоваться ими.
Сварка алюминия аргоном: подробная инструкция для начинающих
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.

Специфические свойства алюминия
Прежде чем на практике осваивать сварку в аргоне соединений «летучего» металла, следует хорошо понимать его свойства и обязательно учитывать их. Такие характеристики, как небольшой удельный вес, высокая прочность и стойкость к коррозии, позволяют создавать легкие и надежные конструкции. Но несмотря на то, что алюминий легко поддается механической обработке и формовке, создание неразъемных соединений с ним имеет свои особенности:
- Алюминий - высоко активное вещество. При взаимодействии с кислородом он окисляется. На его поверхности образуется «защитный» слой в виде оксидного покрытия, для нагрева которого нужна температура свыше 2 тыс. градусов, тогда как t плавления самого металла в зависимости от его чистоты составляет 640-660 ⁰C.
- Из-за высокой теплопроводности данного цветного металла происходит интенсивный отвод тепла от места сварки в соединяемые детали и глубина провара становится меньше. Чтобы такого не происходило, заготовку предварительно нагревают.
- Когда алюминий плавится, то не меняет цвет, что создает определенные трудности. Потому как визуально невозможно оценить нагрев соединяемых элементов. Из-за чего случаются прожоги и утечки.
- При проведении сварочных работ необходимо учитывать значительный коэффициент линейного расширения алюминия. В следствие литейной усадки могут возникать деформации и трещины внутри соединительного шва. В этом случае выполняют его модификацию или увеличивают расход проволоки.
Еще один важный момент - определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
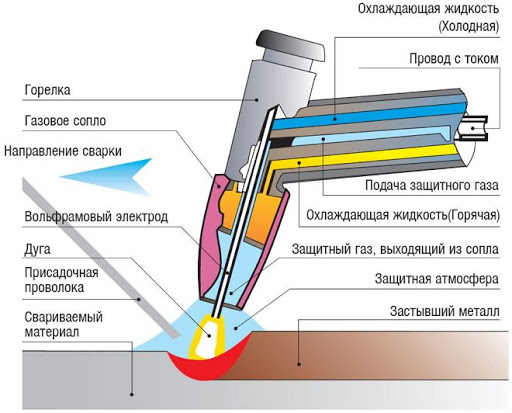
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
Технология аргоновой сварки
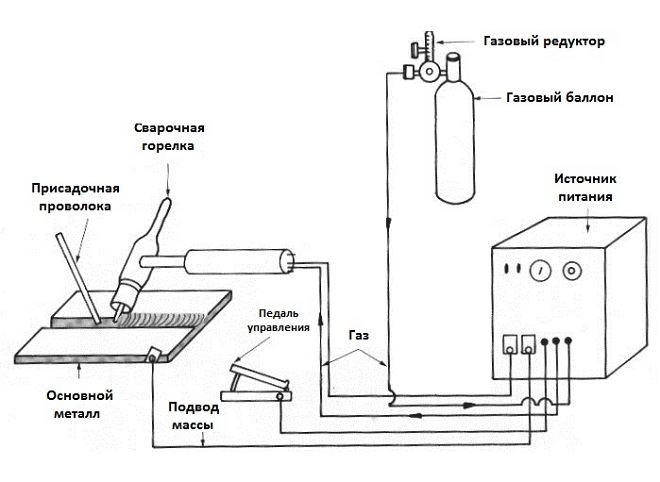
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
Устанавливают режим «заварка кратера» (усадочная раковина, возникающая в результате резкого обрыва дуги), время спада, ток завершения и обдув шва. По определению кратера быть не должно. Есть замок и он не должен отличаться от основного шва, но это зависит от мастерства сварщика.
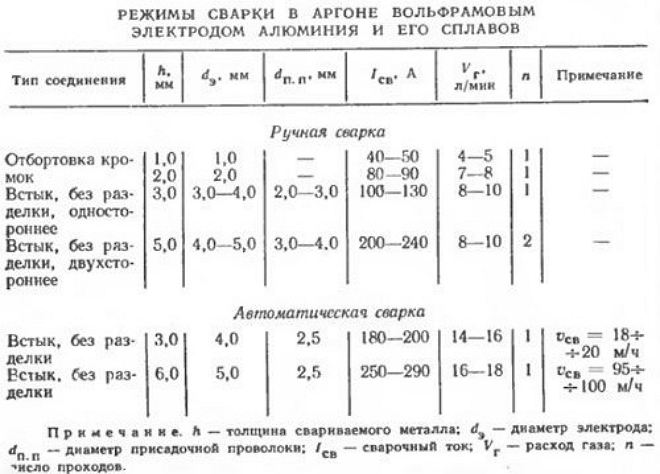
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
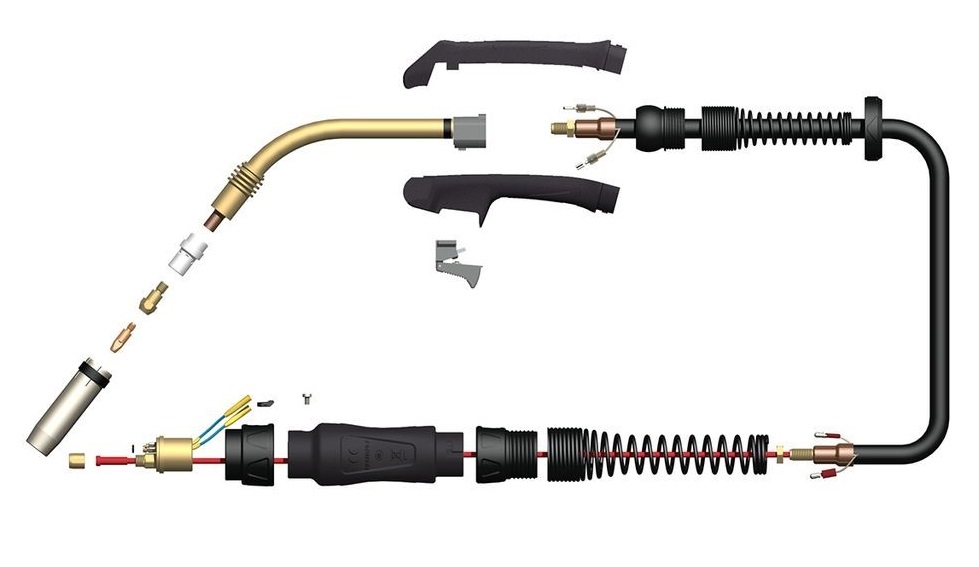
Горелки и расходные материалы

Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
- диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60⁰C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя - обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.

Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.

Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.

Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.
Читайте также: