Блок колебаний сварочной горелки
Обновлено: 17.05.2024
Самой распространенной ошибкой среди сварщиков является отождествление блока колебаний с осциллятором. На самом деле, это два совершенно разных по функционалу оборудования.
Подмена произошла из-за самого понятия «oscillator», который некорректно транслитерируют как «осциллятор». Но если использовать прямой перевод, то иностранное слово превращается в «устройство для колебаний» (от англ. oscillation - колебания).
В физике термины звучат синонимично, однако в металлообработке вызывают недопонимание. Поэтому цель данной статьи — раз и навсегда разобраться в принципах работы.
Осциллятор
Осциллятор — генератор быстрого и бесконтактного поджига дуги. Чаще он используется в сварке нержавейки, алюминия, меди. Так как на поверхности цветных металлов присутствует оксидная пленка, перед началом работы требуется установить контакт между электродом и поверхностью заготовки. Генератор заменяет ручное трение с трудоемким соблюдением направления, угла наклона и дистанции горелки.
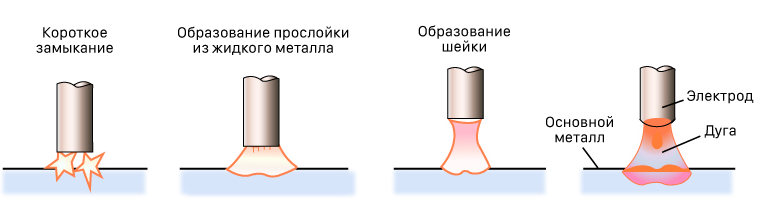
Процесс возникновения дуги.
Для возникновения моментального дугового разряда устройство преобразует частоты 60 Гц в высокочастотный ток, достигающий 500 кГц. А стандартное напряжение сети 220-230 В повышает до 6000 В. В процессе активного образования ионов из нейтральных атомов диэлектриком выступает воздух, который и становится проводником электрической дуги без физического взаимодействия объектов.
Получаемый кратковременный импульс похож на вспышку молнии. Воздушный промежуток соединяет крайнюю точку электрода и плоскость детали. Допустимо использование разнообразных стержней: вольфрамовых, с присадочной проволокой, в обмазке.
Существуют две основные схемы функционирования:
- Непрерывное действие, когда постоянный ток основного источника одновременно генерируется с током высокого напряжения, посредством последовательного или параллельного соединений. Эффективно в обработке высоколегированной стали, многих видов цветных металлов, поскольку обеспечивает продолжительное действие электродуги.
- Импульсное действие (цикличная полярность) происходит при генерации переменного тока от осциллятора с применением трансформатора. Подключение параллельное. Преимущественно для работы с алюминием и его сплавами из-за склонности металла к разбрызгиванию и сквозному прогару.
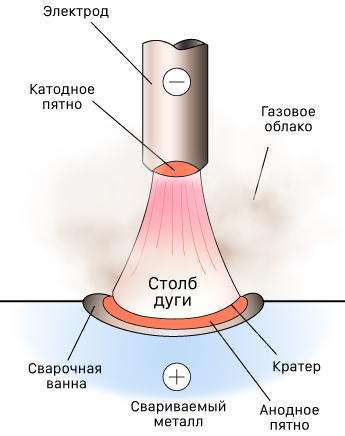
Сварка при помощи осциллятора.
Работа генератора синхронизируется со сварочным аппаратом и выглядит следующим образом:
- Подается сигнал в электрическую цепь путем нажатия кнопки на горелке.
- На входе выпрямителем упорядочивается движение тока.
- При высвобождении из конденсатора ток поступает в трансформатор на колебательный контур. На этой стадии происходит увеличение напряжения и открывается газовый клапан.
- С помощью кабеля массы импульс связывает электрод и металлическую деталь.
- В конце горения дуги осуществляется продувка для охлаждения электрода и обработанного участка.
У современных инверторов, как правило, устройство для поджига уже интегрировано в цепь между выпрямителем и держателем горелки. Например, модель Lincoln Electric Invertec 300TPX.
Блок колебаний
Блок колебаний — приспособление, которое позволяет задать параметры шва и минимизировать количество подрезов (рубцовое повреждение на краях). В результате получается чистое и равномерное соединение.

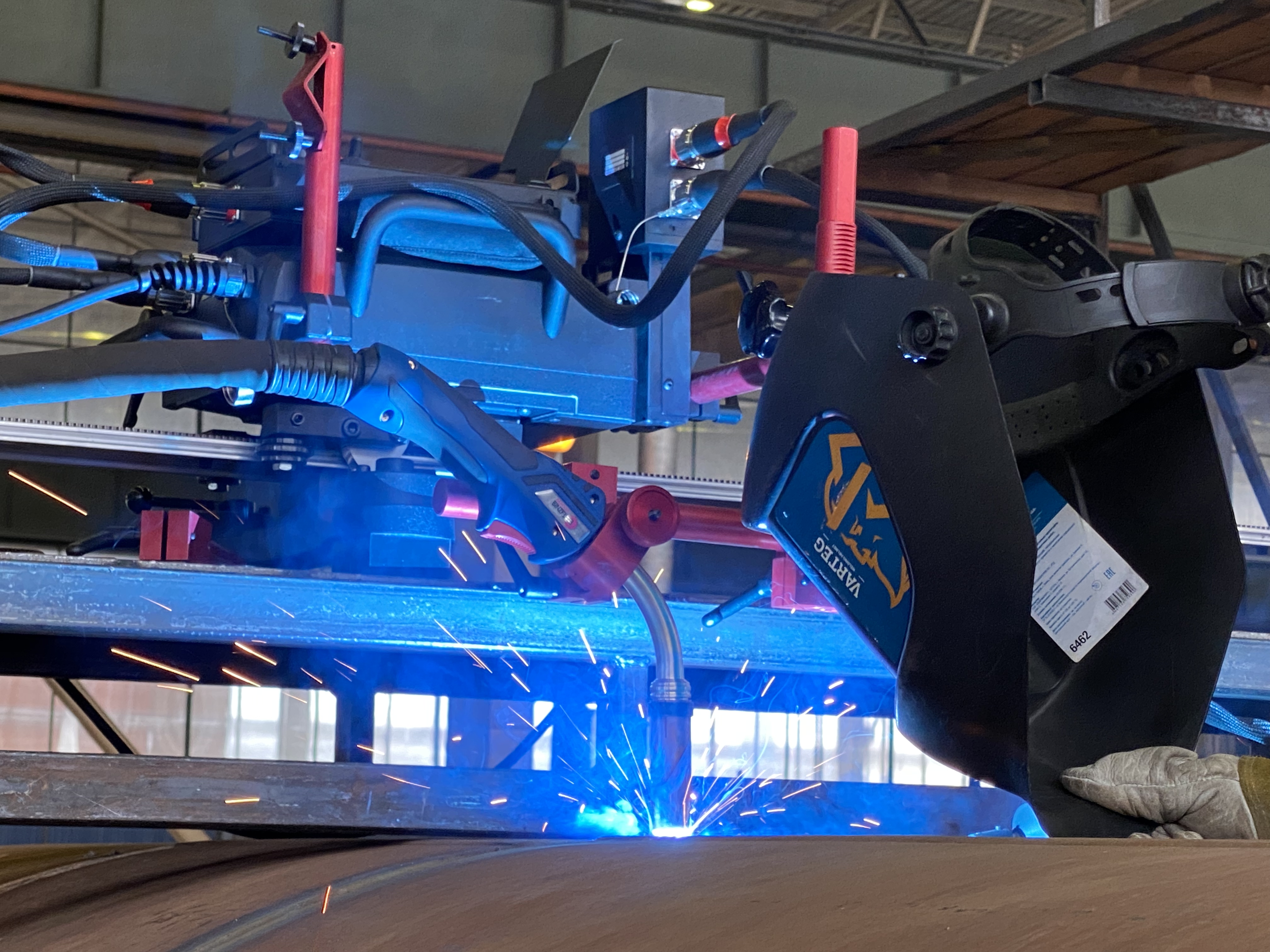
Блок колебаний установлен на сварочную стойку.

Подключение к сварочному источнику.
Разновидность блоков выделяют по принципу колебаний:
- Линейный для работы в одной плоскости. Используется для заполняющих, облицовочных швов и сварке «на подъём».
- Угловые для работы в двух плоскостях. Идеально подходит для тавровых и стыковых соединений, наплавки.
| Параметр | Значения | Описание |
|---|---|---|
| 0-100% | Ширина колебаний | |
| 0-100% | Ширина колебаний | |
| 0-3 сек | Время задержки колебаний в верхнем положении | |
| 0-3 сек | Время задержки колебаний в нижнем положении |
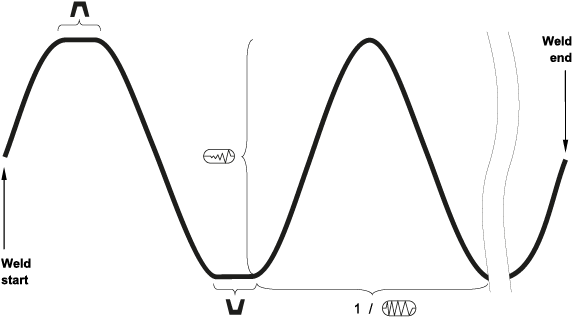
Принцип работы довольно простой:
- Задаются нужные величины шва, которые записываются на процессор.
- Подача сформированных данных осуществляется через цифровое управление на шаговый двигатель.

OSC-8 и источник питания 14-24В
OSC-8 и источник питания 230В
OSC-8 и сварочный трактор
В отличие от осциллятора, блок колебаний работает как в автономном режиме, так и вместе со сварочными тракторами и различными источниками питания. К блоку OSC-8 от польского производителя Promotech достаточно подключить сетевое питание, задать параметры, и он будет раскачиваться самостоятельно.
Вывод
Подытожим, осциллятор отвечает за легкость поджига электрода и стабилизирует электрическую дугу в процессе сварки, а блок колебаний — за параметры сварного шва: ширину и толщину.
Единственно их сходство заключается в том, что это вспомогательное сварочное оборудование для повышения эффективности и качества шва.
Система колебаний сварочной горелки

Сварочные блоки колебаний (осцилляторы) относятся к вспомогательному сварочному оборудованию, основной задачей которого является повышение эффективности сварки. Использование осциллятора позволяет увеличить ширину шва, улучшить формирование края шва без подрезов, получить чистую поверхность, а также значительно повысить производительность при сварке толстолистовых заготовок и заполнении разделки в несколько проходов. Этот метод широко используется во многих отраслях промышленности, судостроения, при изготовлении сосудов высокого давления, металлоконструкций, трубопроводов.
В зависимости от типа колебаний осцилляторы подразделяются на блоки линейных колебаний и блоки угловых колебаний. Осцилляторы линейных колебаний сварочной горелки особенно подходят для сварки заготовок средней толщины, а также заполняющих и облицовочных швов. Блоки угловых колебаний в основном используются для сварки тавровых (угловых) соединений.
Все перечисленные ниже блоки колебаний имеют микропроцессорное управление. В соответствии с заданными параметрами микропроцессор формирует сигнал, который передается через блок цифрового управления на шаговый двигатель.
Сварочный осциллятор модели WOS-3000
Сварочный осциллятор модели WOS-3000 является вспомогательным оборудованием к сварочной установке, основной задачей которого является повышение эффективности сварки.
Блок цифрового управления посылает сигнал, сформированный микропроцессором в соответствии с заданными параметрами, на шаговый двигатель, который через винтовую шариковую пару с высокой точностью передает колебания сварочной горелке влево - вправо. Использование осциллятора позволяет увеличить ширину шва, улучшить формирование края шва без подрезов, получить чистую поверхность, а также значительно повысить производительность при сварке толстолистовых заготовок и заполнении разделки в несколько проходов. Этот метод широко используется в многих отраслях промышленности, судостроения, при изготовлении сосудов высокого давления, металлоконструкций, трубопроводов и т.д.
Модель WOS-3000 относится к сварочным осцилляторам линейного колебания сварочной горелки, которые особенно подходят для сварки заготовок средней толщины, а так же заполняющих и облицовочных швов. При производстве устройства используются импортные компоненты механизма колебания.
Данный осциллятор может применяться при MIG/MAG сварке (сварка в среде защитных газов), TIG сварке (сварка в среде аргона неплавящимся электродом), PAW сварке (плазменной сварки), а также SAW сварке (для сварки под флюсом).
В память миникомпьютера заложены 8 программ, которые применяются в зависимости от толщины пластины и ширины шва. Каждая из программ сварочной технологии позволяет задавать скорость колебаний, их амплитуду, время паузы в крайних точках, центр колебаний. Все стандартные параметры могут быть изменены (в т.ч. можно изменить максимальную амплитуду колебаний по требованию пользователя).
Осцилятор может дополнительно комплектоваться механизмом перемещения сварочной горелки различной конструкции (перемещение с помощью электродвигателя, пневмоцилиндра или вручную), а также пультом дистанционного управления.
Осцилятор может устанавливаться на на сварочные колонны, а также на трубные вращатели.
Технические характеристики
Блок колебаний сварочной горелки, установленный на трубном вращателе
Сварочный осциллятор модели ED-WL
Модель ED-WL относится к сварочным осцилляторам c линейными колебаниями сварочной горелки.
Перемещение горелки осуществляется посредством реечной передачи, приводимой в движение шаговым двигателем. Каретка с горелкой перемещается по рельсовым направляющим качения.
Модель ED-WRSG относится к сварочным осцилляторам с угловыми (маятниковыми) колебаниями сварочной горелки.
Перемещение горелки осуществляется посредством шагового двигателя через систему шестеренок.
В память миникомпьютера можно заложить 16 программ, которые применяются в зависимости от толщины пластины и ширины шва. Каждая из программ сварочной технологии позволяет задавать скорость колебаний, их амплитуду, время паузы в крайних точках, центр колебаний.
Серия легких систем колебаний сварочной горелки ED-WLS/WRS
Благодаря небольшим размерам эти осцилляторы просто встраивать в различные сварочные системы.
Имеется возможность настраивать следующие параметры: скорость колебаний, диапазон колебаний, задержка слева/справа/в центре, позиционирование центра.
Маятниковый блок колебаний OSC-8, Promotech (Польша)

Сварочный маятниковый блок колебаний OSC-8 предназначен для перемещения поперёк свариваемого стыка сварочных горелок MIG/MAG с диаметром рукоятки 16 - 22 мм (5/8" - 7/8").
В связи с колебаниями мировых цен на металл, стоимость товара может отличаться от указанной. Уточняйте цены у менеджеров!
Описание
Сварочный маятниковый блок колебаний OSC-8 предназначен для перемещения поперёк свариваемого стыка сварочных горелок MIG/MAG с диаметром рукоятки 16 - 22 мм. В зависимости от используемой конфигурации сварочной системы блок колебаний может работать в режиме ручного или внешнего запуска и подключаться к источнику питания или сварочному источнику питания.


Блок колебаний OSC-8 подходит для автоматизированных процессов сварки MIG/MAG в отраслях тяжёлой промышленности, таких как строительство трубопроводов и мостов, судостроение и сварка резервуаров.
Преимущества блока колебаний OSC-8 Promotech
| Варианты | Конфигурация 1 | Конфигурация 2 | Конфигурация 3 |
| Состав оборудования | Блок колебаний OSC-8 | Блок колебаний OSC-8 | Блок колебаний OSC-8 |
| Внешняя сварочная система | Источник питания | Источник питания | |
| - | Любой держатель со стержнем ø22 мм | Отдельно стоящая опора Promotech | |
| Способ питания | От внешней сварочной системы | От источника питания | От источника питания |
| Режим управления стартом | Ручной или внешний запуск (не требуется загрузка контакта от сварочной системы) | Только ручной | Только ручной |
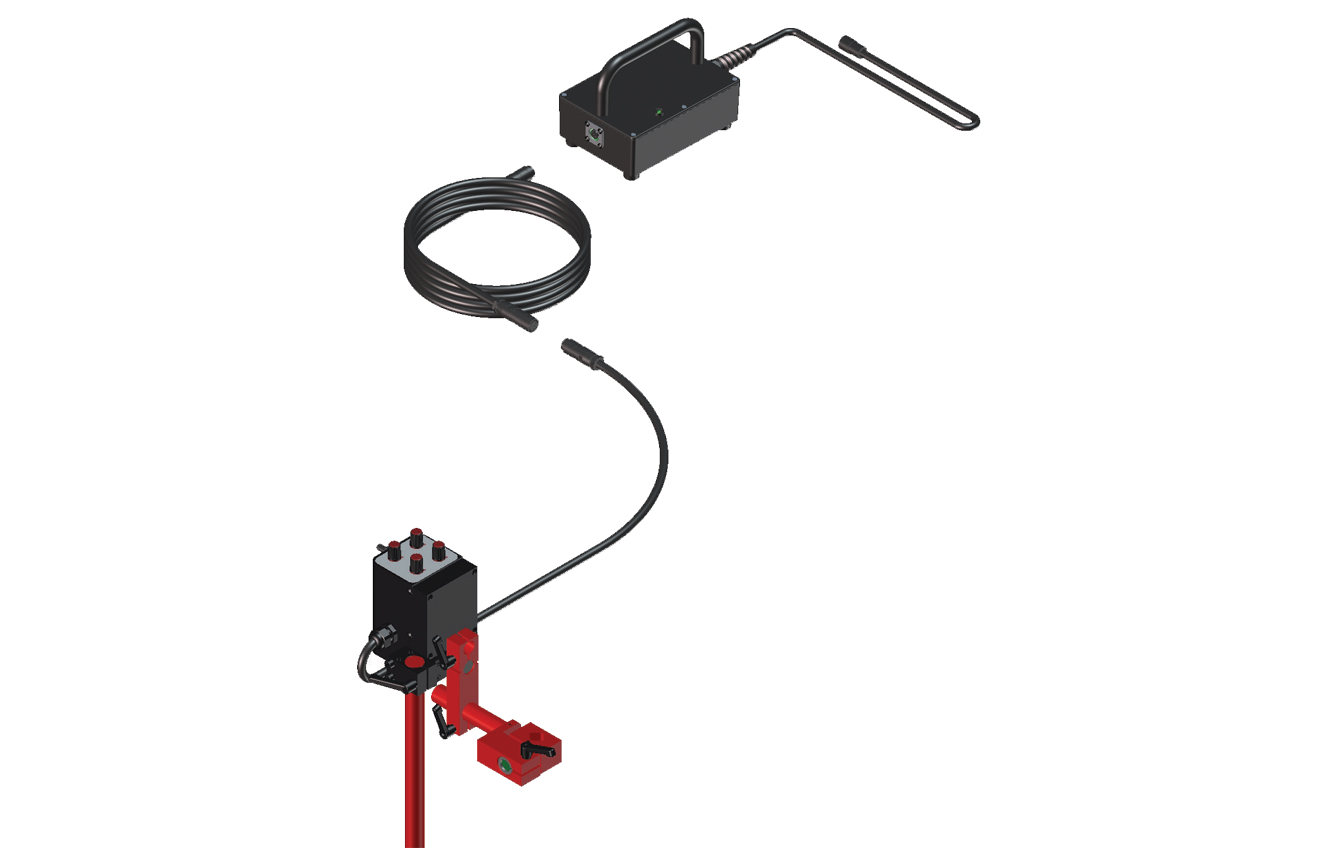
Схема подключения при Конфигурации 1

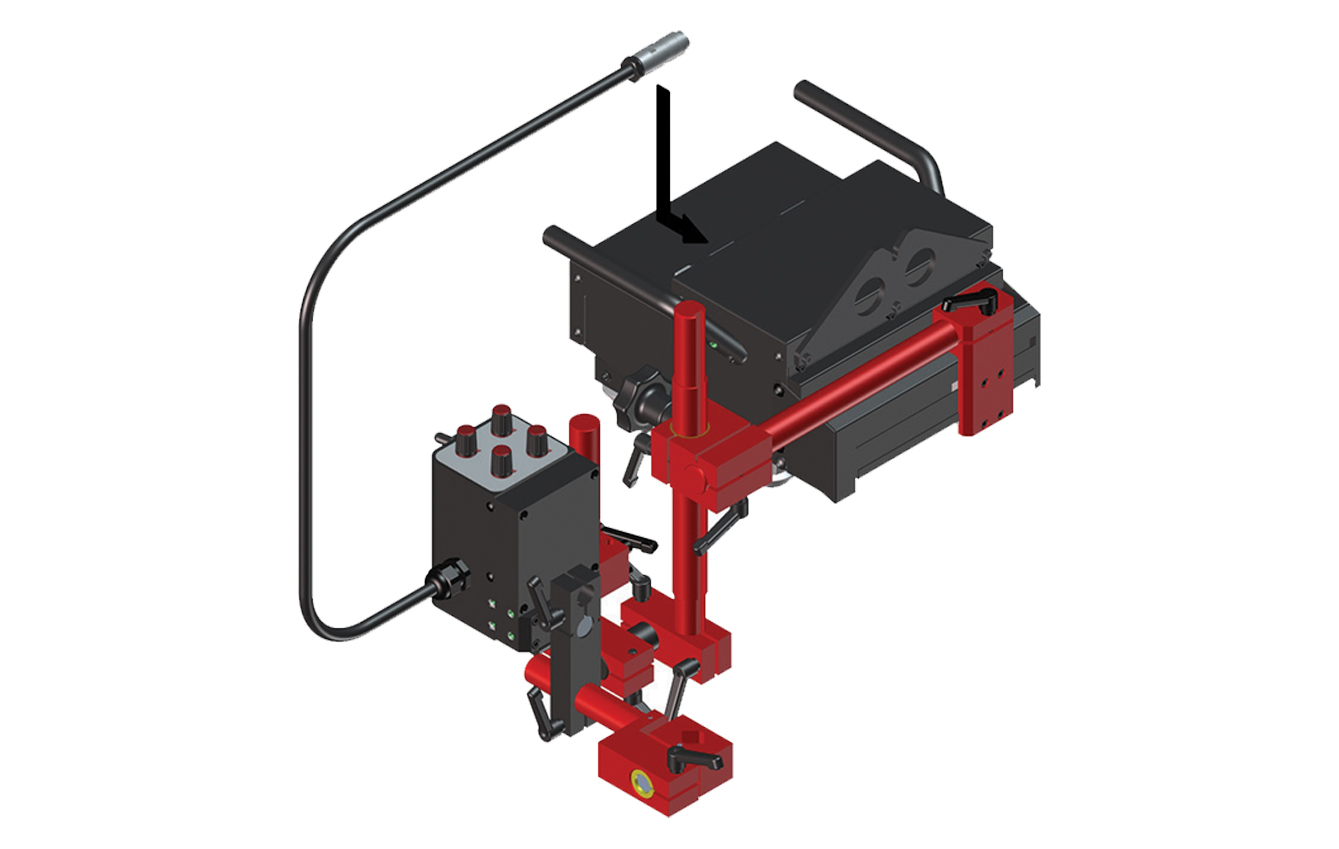
Варианты расположения блока колебаний при сварки труб с использованием отдельно стоящей опоры Promotech:
Боковое расположение блока колебаний


Верхнее расположение блока колебаний


Технические характеристики блока колебаний OSC-8
| Модель | OSC-8 |
| Напряжение | 14-24 В, постоянный ток |
| Мощность | 50 Вт |
| Тип сварочной горелки | MIG/MAG |
| Диаметр сварочной горелки | 16 - 22 мм |
| Тип блока колебания | маятниковый |
| Амплитуда колебаний при r = 150 мм | 1 - 30 мм (1 - 100%) |
| Скорость колебаний при амплитуде колебаний 10 мм и нулевом времени задержки на краях | 12 - 115 циклов / мин (1 - 100%) |
| Время задержки колебаний на краях | 0 - 3 сек. |
| Максимальный крутящий момент | 8 Н/м |
| Уровень защиты | IP 21 |
| Класс изоляции | I |
| Требуемая температура окружающей среды | 0 - 50°C |
| Масса | 2 кг |

| Амплитуда колебаний | 1–30 мм (1–100%) на r = 150 мм |
| Скорость колебаний | 12 - 115 циклов / мин (1 - 100%) на r = 150 мм |
| Задержка колебаний в верхнем положении | 0 - 3 сек. |
| Задержка колебаний в нижнем положении | 0 - 3 сек. |
Габаритные размеры осциллятора OSC-8:

Комплектация блока колебаний OSC-8 Promotech
Комплект поставки маятникового блока колебаний OSC-8 включает:
- Маятниковый блок колебаний - 1 ед.
- Кабель питания 2 м (6,5 футов) - 1 шт.
- Нижний стержень держателя сварочной горелки с зажимом - 1 шт.
- Кронштейн генератора колебаний - 1 ед.
- Зажимной блок - 1 шт.
- Винт М6×40 - 2 шт.
- Стержень 80 мм (3") - 1 ед.
- Шестигранный ключ 5 мм - 1 шт.
- Руководство оператора - 1 шт.
Источник питания (выбирается из доступных версий напряжения).
Отдельно стоящая опора (Опция)
Опора рассчитана на сварочные горелки MIG/MAG с корпусом ø16 - 22 мм. Использование опоры позволяет сваривать вращающиеся трубы или движущиеся листовые детали. Конфигурация с маятниковым блоком колебаний OSC-8 позволяет производить сварку с колебаниями.
Устройство для колебаний сварочной горелки
Использование: в механизированной наплавке с колебаниями электрода. Сущность изобретения: устройство содержит корпус 1, указатель 15, электромагнит 5 со штоком 6, упор 17, приводной вал 3 и размещенную на приводном валу 3 гайку 16 и диск 18 с тягой. Устройство снабжено ползуном 10 и концевыми выключателями 7 и 8, а приводной вал имеет центральное отверстие 9 и сообщающиеся с ним пазы 11 и 12, в центральное отверстие 9 помещен ползун 13, соединенный с тягой 27 при помощи кронштейна 14, на котором установлен указатель 15, имеющий возможность взаимодействовать с концевыми выключателями 7 и 8. На ползуне 10 закреплен сухарь 13, находящийся в зацеплении с резьбой гайки 16. Гайка 16 снабжена упором 17, предназначенным для взаимодействия со штоком 6 электромагнита 5, установленного на корпусе 1. Выдвинувшийся шток 6 электромагнита 5 взаимодействует с упором 17, фиксируя гайку 16 относительно корпуса 1. В результате сухарь 13, вращающийся вместе с приводным валом 3, начинает перемещаться по резьбе гайки 16, что приводит к перемещению ползуна 10 в центральном отверстии 9, а значит, и к изменению угла наклона диска 18 к приводному валу 3. 2 з. п. ф-лы, 1 ил.
Изобретение относится к сварке, в частности к оборудованию для механизированной наплавки с колебаниями электрода.
Известно устройство для колебания электрода, содержащее на торце приводного вала кулачoк (диск) с возможностью поворота его вокруг оси, перпендикулярной продольной оси приводного вала [1,2] Основным недостатком таких устройств является ручная операция изменения угла наклона диска по отношению к приводному валу для регулирования амплитуды колебания сварочной головки.
Наиболее близким к изобретению является устройство для колебания электрода (сварочной головки), обеспечивающее механизацию процесса изменения амплитуды колебаний и дистанционное управление этим процессом, которое принято в качестве прототипа [3] Данное устройство содержит корпус, указатель, электромагнит со штоком, упор, приводной вал и размещенные на приводном валу гайку и диск с тягой, причем электромагнит установлен на гайке, которая соединена с диском посредством подшипника, фланца, шарнира и тяги.
Регулирование амплитуды в устройстве производится поворотом диска, который осуществляется перемещением гайки по резьбе приводного вала при включении электромагнита, шток которого взаимодействует с упором.
Существенным недостатком этого устройства является размещение электромагнита на подвижной вращающейся гайке, что требует специального скользящего токоподвода, а это снижает надежность устройства. Кроме того, наличие на гайке массивного электромагнита и подшипника с фланцем увеличивает момент инерции.
Целью предлагаемого устройства является повышение надежности устройства.
Устройство для колебаний сварочной горелки, содержащее корпус, приводной вал с шарнирно закрепленным на нем диском, который через тягу шарнирно связан со сварочной горелкой, установленную на приводном валу гайку, указатель величины амплитуды, шарнирно связанный через тягу с диском, электромагнит со штоком, установленным с возможностью взаимодействия с упором, отличается тем, что оно снабжено ползуном с установленным на нем сухарем с резьбой и кронштейном, приводной вал выполнен с продольным центральным отверстием и с сообщающимися с ним продольными боковыми пазами, ползун расположен в центральном отверстии, а сухарь и кронштейн в соответствующих пазах вала, при этом указатель закреплен на кронштейне, упор закреплен на гайке, резьба сухаря сопряжена с резьбой гайки, электромагнит закреплен на корпусе, а гайка застопорена относительно вала. Причем гайка застопорена двумя стопорными кольцами, расположенными на валу по обе стороны от гайки. Устройство снабжено двумя концевыми выключателями, а кронштейн установлен между ними.
Устройство содержит корпус 1, привод 2, приводной вал 3. На корпусе 1 закреплена шкала 4, электромагнит 5 со штоком 6 и концевые выключатели 7 и 8. Приводной вал 3 имеет центральное отверстие 9, в котором размещен ползун 10, и боковые пазы 11 и 12. На ползуне 10 установлены сухарь 13 и кронштейн 14, на котором закреплен указатель 15. На приводном валу 3 размещены гайка 16, снабженная упором 17, и диск 18 с возможностью поворота на оси 19. Диск 18 снабжен подшипником 20, наружная обойма которого при помощи шарниров 21 и 22 и тяги 23 связана со сварочной горелкой 24 (показана условно). Кроме того, диск 18 посредством шарниров 25 и 26 и тяги 27 соединен с кронштейном 14.
Сухарь 13 находится в зацеплении с резьбой, например, трапецеидальной, гайки 16, продольное перемещение которой относительно приводного вала 3 ограничено стопорными кольцами 28 и 29.
Электромагнит 5, концевые выключатели 7 и 8, а также привод 2 электрически подключены к кнопкам 30 и 31 на пульте управления 32 (электрическая схема пульта управления показана упрощенно).
Устройство работает следующим образом.
Привод 2 сообщает приводному валу 3 вращательное движение, которое при помощи оси 19 передается диску 18. При этом, если угол наклона диска 18 к оси приводного вала 3 отличается от 90 о , диск 18 посредством подшипника 20, шарниров 21 и 22 и тяги 23 сообщает сварочной головке 24 колебательное движение. Амплитуда колебаний определяется величиной угла наклона диска 18.
Для изменения амплитуды колебаний сварочной головки 24 включают электромагнит 5 при помощи кнопок 30 и 31 на пульте управления 32. Включение электромагнита 5 приводит к перемещению штока 6, который входит во взаимодействие с упором 17. При этом стопорится гайка 16, а сухарь 13, продолжая вращаться вместе с приводным валом 3, перемещается по резьбе гайки 16, что приводит к перемещению в центральном отверстии 9 ползуна 10 вместе с кронштейном 14. В результате посредством тяги 27 и шарниров 25 и 26 производится поворот диска 18 на оси 19, что изменяет амплитуду колебания сварочной головки 24. Отсчет величины амплитуда колебаний выполняется по шкале 4 при помощи указателя 15.
От продольного перемещения гайку 16 удерживают стопорные кольца 28 и 29.
Прекращение изменения амплитуды колебаний выполняется отключением электромагнита 5. При этом шток выходит из зацепления с упором 17 и гайка 16 начинает вращаться вместе с приводным валом 3 и продольное перемещение сухаря 13 прекращается.
Выбор увеличения или уменьшения амплитуды колебаний производится нажатием соответствующей кнопки 30 или 31, контакты которой обеспечивают вращение привода 2 в противоположных направлениях.
Диапазон изменения амплитуды колебаний устанавливается путем регулирования положения концевых выключателей 7 и 8 на корпусе 1.
Предлагаемое устройство позволяет отказаться от размещения на вращающейся гайке подшипника с фланцем и электромагнита со скользящим токоподводом к нему, что значительно упрощает конструкцию и повышает надежность устройства.
1. УСТРОЙСТВО ДЛЯ КОЛЕБАНИЙ СВАРОЧНОЙ ГОРЕЛКИ, содержащее корпус, приводной вал с шарнирно закрепленным на нем диском, который через тягу шарнирно связан со сварочной горелкой, установленную на приводном валу гайку, указатель величины амплитуды, шарнирно связанный через тягу с диском, электромагнит с штоком, установленным с возможностью взаимодействия с упором, отличающееся тем, что, с целью повышения надежности устройства, оно снабжено ползуном с установленным на нем сухарем с резьбой и кронштейном, приводной вал выполнен с продольным центральным отверстием и с сообщающимися с ним продольными боковыми пазами, ползун расположен в центральном отверстии, а сухарь и кронштейн в соответствующих пазах вала, при этом указатель закреплен на кронштейне, упор на гайке, резьба сухаря сопряжена с резьбой гайки, электромагнит закреплен на корпусе, а гайка застопорена относительно вала.
2. Устройство по п.1, отличающееся тем, что оно снабжено двумя концевыми выключателями, а кронштейн установлен между ними.
3. Устройство по пп.1 и 2, отличающееся тем, что гайка застопорена двумя стопорными кольцами, расположенными на валу по обе стороны от гайки.
Устройство для колебания сварочной горелки

Изобретение относится к устройству для колебания сварочной горелки и может быть использовано в малогабаритных автоматах для сварки и наплавки. Устройство состоит из базовой плиты (1), двигателя (2) и соединенного с ним основного корпуса (3). В основном корпусе (3) установлен с эксцентриситетом е1 дополнительный корпус (4). В дополнительном корпусе (4) с эксцентриситетом е2 расположен поводок (7) со сварочной горелкой (10). Эксцентриситет е1 равен эксцентриситету е2. Амплитуду колебания горелки (10) изменяют поворотом дополнительного корпуса (4) относительно основного корпуса (3) от 0 до равного 2(е1+е2). Свободное вращение горелки (10) в подшипнике (6) ограничивается гибким кабелем (11), изогнутым в петлю. Технический результат заключается в уменьшении в конструкции количества пар трения, что повышает надежность и ресурс работы устройства, и в уменьшении габаритов устройства, что позволяет осуществлять сварку в труднодоступных метах. 2 ил.
Изобретение относится к сварочной технике, в частности к устройствам, используемым для колебания сварочных горелок с неплавящимся электродом, и может быть использовано для автоматической сварки в машиностроении, приборостроении и других отраслях промышленности.
Известно устройство для перемещения горелки по патенту РФ 2030269, МКИ В23K, 37/00, опубл. 10.03.995, бюл. №7, содержащее двигатель, на котором жестко крепится муфта, жестко связанная с механизмом регулирования амплитуды колебания, сварочную горелку и механизм стабилизации сварочной горелки, при этом механизм регулирования амплитуды колебания состоит из корпуса, внутри которого установлен поворотный диск. В поворотном диске установлена пара винт и гайка. Для обеспечения возможности изменения амплитуды колебания на концах винта закреплены обрезиненные колеса, которые контактируют с полукольцами, перемещающимися в вертикальной плоскости при помощи соленоидов.
Вышеприведенное техническое решение позволяет изменять амплитуду колебаний сварочной горелки в процессе вращения горелки, однако механизм регулирования амплитуды колебания, управляемый при помощи соленоидов, существенно усложняет конструкцию, увеличивает габаритные размеры и массу устройства. При выполнении сварочных работ в условиях серийного и массового производства, когда изменение амплитуды колебания производится не более одного - двух раз в смену, необходимость в подобном усложнении конструкции отсутствует.
Наиболее близким техническим решением, выбранным в качестве прототипа, является устройство для колебания сварочного инструмента по патенту РФ 2030264, МКИ В23K, 9/30, опубл. 10.03.95, бюл. №7, содержащее двигатель, на котором жестко крепится переходная муфта, жестко взаимосвязанная с механизмом регулировки колебаний, включающий пару винт и гайку, маховик и поводок, установленный с возможностью свободного вращения в подшипнике. Поводок жестко закреплен на штанге, жестко закрепленной на оси, установленной с возможностью качения в роликоопорах механизма стабилизации положения сварочной горелки. Механизм стабилизации положения сварочной горелки состоит из полого корпуса, внутри которого установлены роликоопоры и который соединен с опорным узлом, обеспечивающим разворот корпуса в горизонтальной плоскости. Все устройство смонтировано на базовой плите, которая может крепиться к другим устройствам.
Отсутствие в техническом решении, выбранном за прототип, механизма регулирования амплитуды колебания, управляемого при помощи соленоидов, упрощает конструкцию устройства, однако, механизм регулировки колебаний, в котором используется принцип преобразования вращательного движения винта в поступательное движение гайки, является сложным устройством, которое, в действительности, кроме винта и гайки, содержит также корпус с опорами, обеспечивающими свободное вращение винта и ограничивающими его осевое перемещение, направляющие продольного перемещения, не позволяющие гайке вращаться вместе с винтом, и элементы, устраняющие люфт гайки относительно винта.
Механизм стабилизации положения сварочной горелки выполнен в виде кривошипно-шатунного механизма, в котором поводок является кривошипом, откидная скоба, штанга, ось и сварочная горелка представляют собой шатун, а поворотный полый корпус с роликоопорами выполняет функцию качающегося поршня. При равномерном вращении поводка, ось сварочной горелки, совпадающая с осью поводка, также совершает вращательное движение. Остальные элементы механизма стабилизации положения сварочной горелки перемещаются по криволинейным траекториям (шатунные кривые) с переменной скоростью и ускорением, что приводит к возникновению колебаний от сил инерции и требует для их устранения увеличения массы базовой плиты. При этом сварочная горелка, как правило, имеет гибкий кабель, состоящий из токопровода с электроизоляцией, шланга для подвода газа и, при необходимости, шлангов для подвода охлаждающей жидкости, которые перемещаются вместе с элементами механизма стабилизации положения сварочной горелки.
Применение многозвенных механизмов в устройстве, выбранном за прототип, усложняют конструкцию, увеличивают массу и габаритные размеры, что не позволяет использовать его в малогабаритных автоматических сварочных установках, так как увеличенные габариты и масса устройства приводит к необходимости увеличивать размеры и мощность механизмов для линейного перемещения или перемещения по сложному контуру.
Техническим эффектом является упрощение конструкции устройства для колебания сварочной горелки и, как следствие, уменьшение его габаритных размеров и массы.
Указанный технический эффект достигается тем, что в устройстве для колебания сварочной горелки, содержащем двигатель, механизм регулирования амплитуды колебания, снабженный поводком, установленным с возможностью свободного вращения, сварочную горелку, установленную на одной оси с поводком, и механизм стабилизации положения сварочной горелки, согласно изобретению, механизм регулирования амплитуды колебания выполнен в виде соединенного с валом двигателя основного корпуса и дополнительного цилиндрического корпуса, установленного с эксцентриситетом в основном корпусе; в дополнительном цилиндрическом корпусе с эксцентриситетом установлен поводок, при этом эксцентриситет между осью поводка и осью дополнительного цилиндрического корпуса равен эксцентриситету между осью дополнительного цилиндрического корпуса и основного корпуса, а механизм стабилизации положения сварочной горелки выполнен в виде закрепленной на неподвижном основании упругой петли, образованной соединенным со сварочной горелкой гибким кабелем.
Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемое устройство отличается тем, что механизм регулировки амплитуды колебаний выполнен в виде эксцентрикового механизма, состоящего из жестко соединенного с валом двигателя основного корпуса, в котором эксцентрично установлен дополнительный цилиндрический корпус; в дополнительном цилиндрическом корпусе экцентрично установлен вращающийся в подшипнике поводок, при этом эксцентриситет между осью поводка и осью дополнительного цилиндрического корпуса равен эксцентриситету между осью дополнительного цилиндрического корпуса и основного корпуса. Также заявляемое устройство отличается тем, что функцию механизма стабилизации сварочной горелки выполняет гибкий кабель, образующий упругую петлю между подвижной сварочной горелкой и неподвижным основанием.
Таким образом, заявляемое техническое решение соответствует критерию изобретения «новизна».
Для проверки соответствия изобретения условию «изобретательский уровень» заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявляемого устройства. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, а именно заявленная совокупность существенных признаков проявляет новое свойство - упрощает конструкцию устройства для колебания сварочного инструмента и, как следствие, уменьшает его размеры и массу. Таким образом, заявленное техническое решение соответствует критерию «изобретательский уровень».
Сущность изобретения поясняется чертежами, где на фиг.1 показан общий вид устройства для колебания сварочной горелки; на фиг.2 - схема механизма регулировки амплитуды колебаний.
Устройство состоит из базовой плиты 1, на которой неподвижно закреплен двигатель 2, соединенный с механизмом регулировки амплитуды колебаний. Механизм регулировки амплитуды колебаний состоит из основного корпуса 3, закрепленного на валу двигателя 2 и в котором с эксцентриситетом е1 закреплен при помощи гайки 4 дополнительный цилиндрический корпус 5. В дополнительном цилиндрическом корпусе 5 с эксцентриситетом е2 и с возможностью свободного вращения в подшипнике 6 установлен поводок 7. При этом эксцентриситет между осью поводка 7 и осью дополнительного корпуса 5 равен эксцентриситету между осью дополнительного корпуса 5 и основного корпуса 3 (e1=е2). Поводок 7 жестко соединен с держателем 8, в котором при помощи винта 9 закреплена сварочная горелка 10 с неплавящимся электродом 11, при этом ось сварочной горелки 10 и электрода 11 совпадает с осью поводка 7. Гибкий кабель 12 сварочной горелки 10 изогнут в петлю и закреплен на базовой плите 1.
Устройство работает следующим образом. Перед началом работы устанавливается амплитуда колебаний (радиус вращения) электрода 11 сварочной горелки 10. Для этого ослабляется гайка 4, дополнительный корпус 5 поворачивается вокруг своей оси на требуемую величину, после чего гайка 4 затягивается, жестко связывая основной корпус 3 и дополнительный цилиндрический корпус 5. На фиг.1, 2 элементы устройства изображены в положении, обеспечивающем максимальный радиус вращения электрода 11, который равен сумме эксцентриситетов е1 и е2. При повороте дополнительного цилиндрического корпуса 5, ось поводка 7 и электрода 11 приближается к оси вращения основного корпуса 3, вплоть до совпадения с ней, что соответствует нулевой амплитуде колебаний. Таким образом, амплитуда колебаний (радиус вращения) регулируется от максимальной величины до нуля, поворотом дополнительного цилиндрического корпуса 5 на сто восемьдесят градусов относительно основного корпуса 3. После установки амплитуды колебаний включается двигатель 2. Основной корпус 3 вместе с дополнительным цилиндрическим корпусом 5 начинают совершать вращательное движение вокруг оси двигателя 2, при этом острие неплавящегося электрода 11 горелки 10, совпадающее с осью поводка 7, также совершает круговые движения вокруг оси двигателя 2. Остальные точки поводка 7 и сварочной горелки 10, удерживаемые кабелем 12, описывают в горизонтальной плоскости сложные криволинейные траектории (шатунные кривые). Петля, образованная соединенным со сварочной горелкой гибким кабелем, в данном устройстве выполняет функцию упругого элемента, ограничивающего свободное вращение поводка 7 в подшипнике 6. Длина и форма упругой петли определяются опытным путем и зависят от жесткости сварочного кабеля, который состоит из токопровода с электроизоляцией, шланга для подвода газа и, при необходимости, шлангов для подвода охлаждающей жидкости. При этом усилие изгиба упругой петли должно быть меньше допускаемого для подшипника 6 радиального усилия.
Для аргонодуговой горелки с максимальным током сварки 200 А, которая перемещалась по радиусу e1+е2=4 мм, применялся сварочный кабель, состоящий из многожильного токопровода с резиновой изоляцией сечением 24 мм 2 и одной газоподводящей резиновой трубки диаметром 4 мм, при этом длина петли находилась в пределах от 80 до 150 мм.
Для аргонодуговой горелки с максимальным током сварки 300 А, которая перемещалась по радиусу e1+е2=8 мм, применялся сварочный кабель, состоящий из многожильного токопровода с резиновой изоляцией сечением 36 мм 2 , газоподводящей резиновой трубки диаметром 4 мм и двух резиновых трубок диаметром 5 мм, служащих для подвода охлаждающей жидкости, при этом длина петли находилась в пределах от 120 до 200 мм.
Использование предлагаемого изобретения позволяет существенно упростить конструкцию устройства для колебания сварочной горелки за счет исключения сложных винтовых и рычажно-шарнирных механизмов, что позволяет уменьшить размеры и массу всего устройства. Уменьшение количества пар трения, входящих в состав устройства, повышает надежность и ресурс его работы. Уменьшение размеров устройства позволяет производить сварку в труднодоступных местах, например, стыковой шов труба - угловой отводок, что расширяет технологические возможности установок для автоматической сварки. Снижение массы устройства приводит к уменьшению мощности механизмов, предназначенных для его перемещения.
Таким образом, заявленное техническое решение соответствует критерию «промышленная применимость».
Устройство для колебания сварочной горелки, содержащее неподвижное основание, двигатель, механизм регулирования амплитуды колебания, снабженный поводком, установленным с возможностью свободного вращения и соосно со сварочной горелкой, и механизм стабилизации положения сварочной горелки, отличающееся тем, что механизм регулирования амплитуды колебания выполнен в виде соединенного с валом двигателя основного корпуса и дополнительного цилиндрического корпуса, установленного с эксцентриситетом в основном корпусе, а в дополнительном цилиндрическом корпусе с эксцентриситетом установлен поводок, при этом эксцентриситет между осью поводка и осью дополнительного цилиндрического корпуса равен эксцентриситету между осью дополнительного цилиндрического корпуса и основного корпуса, а механизм стабилизации положения сварочной горелки выполнен в виде закрепленной на неподвижном основании упругой петли, образованной гибким кабелем, соединенным со сварочной горелкой.
Читайте также: