Блок питания для сварочного инвертора
Обновлено: 16.05.2024
Купил я как то свой полуавтомат трансформаторный. Ну думал мне его хватит на долго, так как я планировал его для сварки и ремонта кузовов автомобиля. В итоге я был разочарован тем, что тонкий металл он просто сжигал в момент касания сварочной проволоки о свариваемую поверхность. А толстый металл примерно 4 мм толщины он просто не проваривал как следует.
В результате этого мне хотелось просто выкинуть его. Обратно в магазин его не понесешь, так как прошло много времени, да и работа у меня не одна. Вот и было решено собрать инвертор для моего девайса чтобы избавиться от трансформатора который работал не понятно как.
На рисунке собственно сама схема. Эта схема была взята с основы сварочного инвертора на 250 ампера, который разработал Евгений Родиков. За что ему спасибо.
Правда пришлось мне изрядно повозиться с этой схемой, чтобы обычный сварочный инвертор у которого мягкая ВАХ (вольтамперная характеристика) стала жесткой и чтобы была обратная связь по напряжению и можно было регулировать с 7 вольтах до 25 вольт. Так как на полуавтомате не нужно регулировать ток ему надо менять напряжение. Что мною и было выполнено.
Для начала нам надо собрать блок питания который будет питать шим генератор и драйвера ключей.
Вот собственно и схема блока питания, она не сложная и думаю не буду вдаваться в подробности и так все понятно.
Принцип работы инвертора
Работа инвертора заключается в следующем. Из сети 220 вольт поступает на диодный мост и выпрямляется потом происходит зарядка конденсаторов большой емкости через токоограничивающий резистор R11.Если бы не резистор то произошел бы сильный бах из за чего выйдет из строя диодный мост. Когда конденсаторы зарядились, таймер на VT1,C6,R9,VD7 включает реле К1 тем самым шунтирует токоограничительный резистор R11 и напряжение в это время на конденсаторах нарастает до 310 вольта. и в это же время включается реле К2 который размыкает цепь резистора R10, который блокирует работу ШИМ генератора собранного на микросхеме UC3845. Сигнал с 6 ноги ШИМ генератора поступает на оптроны через резисторы R12,R13. Далее проходя через оптроны HCPL3120 на драйвера управления силовыми IGBT транзисторами которые запускают силовой трансформатор. после трансформатора выходит большой ток высокой частоты и поступает на диоды тем самым выпрямляется. Контроль напряжения и тока выполнены на оптроне PC817 и токовом датчике построенный на ферритовом кольце через который пропущен провод силового трансформатора.
Начало сборки работы инвертора
Саму сборку можно начинать как угодно. Я лично начинал собирать с самого блока питания,который должен питать шим генератор и драйвера ключей. Проверив работоспособность блока питания она у меня заработала без каких либо доработок и настроек. Следующим этапом я собирал таймер который должен блокировать шим генератор и шунтировать токоограничительный резистор R11, убедившись в его работе, он должен включать реле К1 и К2 в течении времени от 5 секунд до 15 секунд. Если таймер срабатывает быстрее чем нужно то надо увеличить емкость конденсатора С6. После чего я начал сборку шим генератора и драйвера силовых ключей в шим генераторе есть один недочет с резисторами R7 он должен иметь сопротивление 680 Ома R8 1,8ома и конденсатор C5 510p C3 2200p также убедившийся в правильной сборке выставил первоначальную частоту в 50 кГц с помощью резистора R1. При этом сигнал формированный шим генератором должен быть строго прямоугольным 50/50 и ни каких всплесков и выбросов из краев прямоугольников показанные на осциллограмме осциллографа. После я собрал силовые ключи и подав напряжение минус 310 вольт на нижние силовые ключи. плюс верхних силовых ключей я подал питание плюс 310 вольт через лампочку 220 вольт 200 ватт на самой схеме не показано, но надо в питание силовых ключей плюс и минус 310 вольта добавить конденсаторы 0,15мкФ х 1000 вольт 14 штук. это нужно для того чтобы выбросы который будет создавать трансформатор уходили в цепь питания силовых ключей ликвидируя помехи в сети 220 вольта. После чего я начал собирать силовой трансформатор а начиналось у меня все так. Я не знаю какой материал феррита намотал пробную обмотку например 12 витков из медной проволоки 0,7 мм диаметром покрытый лаком включил его между плечами силовых ключей и запустил схему убедившийся что лампочка горит в пол накала чуть чуть подождав примерно 5 или 10 минут выключил схему из розетки дав разрядиться фильтрующим конденсаторам чтобы током не стукнуло проверил сам сердечник силового транса он не должен нагреваться. Если он нагрелся я увеличил число обмоток и таким образом я дошел до 18 витков. И так я намотал трансформатор с расчетом сечений которые написаны на схеме.
Настройка и первый запуск инвертора
Перед настройкой и первым пуском еще раз проверяем в правильной сборке. Убеждаемся в правильной фазировке силового трансформатора и датчика тока на маленьком кольце. Датчик тока обычно подбирается количество витков провода чем больше витков тем больше выходной ток, но не стоит пренебрегать из за того, что можно перегрузить силовые ключи и они запросто могут выйти из строя. В этом случае если не знать материал феррита лучше всего начать с 67 витков и постепенно увеличивать количество витков до достаточной жесткости дуги при сварке. Например у меня вышло 80 витков, при этом у меня не грузится сеть, не греются силовые ключи и естественно нет шума от силового трансформатора и дросселя на выходе.
Кнопку пуска полуавтомата который находится на рукаве горелки нужно сделать в разрыв термодатчика перегрева.И еще чуть не забыл на выходе силового трансформатора когда настраиваете всю систему без оптрона обратной связи конденсатор 220мкФ тоже должен быть временно снят, чтобы не превысить выходное напряжение и при этом на выходе при таком раскладе напряжение должно быть не больше 55 вольта если оно достигает 100 вольта или больше желательно уменьшить количество витков например отмотать 2 витка, чтобы получить нужное нам напряжение после того можно ставить конденсатор и оптрон обратной связи. Резистор R55 - это регулятор напряжения R56 резистор ограничения максимального напряжения его лучше припаивать в плате рядом где оптрон чтобы избежать скачка при обрыве регулятора и подбирать его в сторону увеличения сопротивления до нужного максимального тока я например сделал до 27 вольта. Резистор R57 подстроечный под отвертку для подстройки минимального напряжения например 7 вольт.
Мощный блок питания — из сварочного инвертора
В статье идёт речь о возможном способе доработки сварочного инвертора для получения из него мощного источника питания. За основу взят сварочный аппарат со схемотехникой J96 ARC205 (аппарат Aiken Weld WARRIOR 200i).
Иногда возникают задачи, когда требуется мощный низковольтный источник напряжения, например, для проверки повышающих преобразователей напряжения, автомобильных УМЗЧ, мощного автомобильного электрооборудования. В таких случаях обычно используется аккумуляторная батарея, что не всегда удобно, так как её ёмкость ограничена. При рассуждении о том, какой источник может дать достаточный ток, первое, что приходит на ум, - это сварочный аппарат. Источник питания можно легко построить по стандартной трансформаторной схеме, однако такой трансформатор громоздкий и дорогой. Гораздо выгоднее в этом плане выглядит сварочный инвертор, который стоит существенно меньше, и такой вид электрооборудования получил уже широкое распространение.
Как известно, сварочный инвертор - это источник тока с напряжением холостого хода не менее 50 В, что не позволяет напрямую применять его для питания низковольтной аппаратуры. Кроме того, стабилизация тока в большинстве инверторов выполняется путём изменения числа импульсов, поступающих на понижающий трансформатор. Таким образом, на выходе выпрямителя на холостом ходу формируются прямоугольные импульсы одной полярности, под нагрузкой - пачки прямоугольных импульсов, число которых в периоде пропорционально уставке тока. Амплитуда этих импульсов - всегда одинаковая и может меняться только из-за просадки сетевого напряжения при значительных нагрузках вследствие потерь в соединительных проводах и на коммутирующих элементах.
Для использования сварочного инвертора в качестве источника напряжения его можно доработать двумя способами. Первый - намотать на силовой трансформатор дополнительную обмотку и установить дополнительный выпрямитель и фильтр; второй - в схему управления инвертором необходимо добавить дополнительные цепи для стабилизации выходного напряжения и выходной фильтр.
У первого метода существенно больше недостатков: дискретность выбора выходного напряжения, поскольку число витков первичной обмотки очень мало и одному витку соответствует около 10 В (в зависимости от конкретного инвертора), невозможность реализации стабилизации напряжения, дороговизна и трудоёмкость доработки, сложность размещения всего нового внутри корпуса. Достоинства этого способа - возможность создания нескольких каналов выходных напряжений или двухполярного источника.
Второй метод позволит лишь сделать однополярный и двуполярный источник с одним значением выходного напряжения, которое будет стабилизироваться, а внутри корпуса потребуется разместить только выходной фильтр. Этот метод наиболее прост и лучше подходит для решения поставленной задачи.
Для стабилизации выходного напряжения применено схемное решение, которое широко встречается в импульсных блоках питания. На выход штатного выпрямителя устанавливается дополнительный сглаживающий конденсатор, к которому через пороговый элемент подключается вход вновь введённого оптрона. Его выход подключается к выходу штатного оптрона узла управления инвертора. Когда напряжение на конденсаторе превышает пороговый уровень, через излучающий диод нового оптрона начинает протекать ток и его выходной фототранзистор открывается, управляя инвертором. При снижении выходного напряжения происходит обратный процесс, таким образом и осуществляется стабилизация напряжения.
Для доработки был использован мостовой инвертор со схемотехникой JASIC J96 ARC205 (распространённые представители Aiken Weld WARRIOR 200i, Сварог 205), он сложнее большинства инверторов, используемых для бытового применения. Полную схему такого инвертора можно легко найти в Интернете, однако две основные вариации этой схемы содержат ошибки и трудночитаемы. Самая сложная часть - основной узел управления, поэтому для понимания работы инвертора она была перерисована автором и выложена на сайте редакции.
Схема дополнительного узла стабилизации приведена на рисунке. Он включается при замыкании контактов выключателя SA1, а выбор выходного напряжения 12 или 24 В осуществляется подключением одного или двух стабилитронов выключателем SA2. Для коммутации применено реле, что позволяет переключать режимы между сваркой и блоком питания. Параллельно с работой этого узла сохраняются все собственные функции и защиты инвертора, а также регулировка тока. Стоит также отметить, что при переходе из режима 24 В в режим 12 В выходное напряжение снижается не сразу, а спустя некоторое время, необходимое для разрядки конденсатора С1 через обмотку реле.
Рис. Схема дополнительного узла стабилизации
В инверторе J96 ARC205 есть дополнительные функции, которые ухудшают его работу в режиме источника питания. Это функции Antistick (антизалипа-ние), форсаж дуги и VRD (ограничение напряжения холостого хода). Антизали-пание не позволяет работать источнику при коротком замыкании в режиме стабилизации тока, поскольку в таком случае защита отключит инвертор через 1. 2 с, режим форсаж дуги изменяет значение тока ограничения при подключении нагрузки, уставка тока кратковременно возрастает. Режим VRD вовсе не должен быть включён, так как сам инвертор ограничивает выходное напряжение на холостом ходу на уровне 8. 10 В, при переходе в рабочий режим ограничение отключается. VRD отключают штатно переводом тумблера выбора типа сварки на инверторе в режим ММА - этот режим есть у всех инверторов, а режим TIG только у более продвинутых моделей. Форсаж дуги отключается размыканием перемычки S1 на плате управления инвертора. Antistick и защита от сверхтоков отключается размыканием перемычки S2. При работе от стабильной сети при небольших токах (при которых выходное напряжение не уменьшается до 10 В) или с кратковременными значительными потреблениями можно не отключать Antistick и форсаж дуги. В противном случае рекомендуется их отключить, чтобы инвертор не отключался, но при этом стоит помнить, что, кроме ограничения тока, у инвертора остаётся только одна защита от перегрева.
Для большей гибкости можно установить дополнительные тумблеры для отключения соответствующих функций, которыми пользуются при необходимости в режиме сварки. Например, отключение режима анти-залипания может быть полезно для плавки металлов и разморозки воды в металлических трубах, когда к замёрзшему участку подключается выход инвертора и подаётся ток, который разогревает трубу. На инверторах, не имеющих этих функций, доработка сводится только к введению дополнительного узла стабилизации.
Конструктивно дополнительный узел может быть смонтирован на односторонней макетной печатной плате, которую можно разместить внутри корпуса инвертора между выходными разъёмами и силовым трансформатором. На лицевую панель инвертора устанавливают выключатели SA1 и SA2 - любые малогабаритные. При желании и наличии места может быть установлен дополнительный вольтметр. Монтаж рекомендуется делать с максимально возможными изолирующими промежутками, а плату дополнительно покрыть лаком, так как сварочные инверторы по штатному назначению эксплуатируются в сложных условиях и внутрь их может проникать металлическая пыль и даже металлическая стружка. Цепи от выходных разъёмов до конденсатора рекомендуется выполнять проводом большого сечения, не менее 1,5 мм 2 .
Применено автомобильное реле с обмоткой на 24 В и током до 30 А, но подойдёт и любое маломощное, рассчитанное на это напряжение и ток. Применение реле на 24 В возможно в связи с тем, что оно будет срабатывать при большом выходном напряжении, а при снижении напряжения до 12 В надёжно удерживает контакты замкнутыми, но в этом обязательно необходимо убедиться до установки реле. Конденсатор С1 должен быть рассчитан на работу при больших токах зарядки-разрядки и на напряжение не менее 35 В. Допустимая температура должна соответствовать температуре эксплуатации устройства, особенно это касается нижней границы, что особенно важно в случае использования для пуска автомобильных двигателей в холодное время. Конденсатор С2 - плёночный или керамический любого типа. Стабилитроны - мощностью 300. 500 мВт, их подборкой можно установить требуемое выходное напряжение, резистор - любого типа.
Налаживания и регулировки устройства не требуется, после включения оно начинает работать сразу.
Упомянутая в тексте схема узла управления инвертором имеется здесь.
Автор: В. Гнитиёв, г. Железногорск Красноярского края
Мнения читателей
Нет комментариев. Ваш комментарий будет первый.
Вы можете оставить свой комментарий, мнение или вопрос по приведенному выше материалу:
Блок питания для сварочного инвертора
СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ
СБОРКА МОЩНОГО БЛОКА ПИТАНИЯ ПО СХЕМОТЕХНИКЕ СВАРОЧНОГО АППАРАТА
Откровенно говоря сразу убивать не дешевые силовые транзисторы не захотелось, поэтому было принято решение собрать некий примежуточный вариант, в котором используется тот же принцип работы, но более дешевая элементная база. Ну а чтобы сохранить вероятность дальнейшего использования данного вариант было решено собрать блок питания, но ввести в него некоторые функции, которые позволят его использовать как пуско-зарядное устройство для автомоблиля.
Принципиальная схема данного пуско-зарядного устройства приведена ниже:
В качестве донора моточных деталей и блока питания будет использоваться блок питания от тюнера Триколор. Основных видов данного блока питания два - с вертикальным и горизонтальным расположением трансформатора. В обоих случаях используется микросхема FSDM0365RN, маркируется как DM0365.
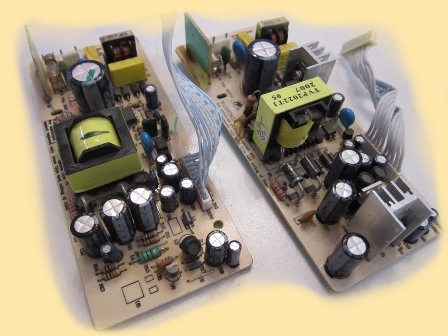
У меня с горизонатльным трансформатором больше, поэтому буду использовать их. Прежде всего блок питания будет выступать в роли блока питания для схемы управления, поскольку данный БП оснащен всем необходимым для надежной долгосрочной работы. Единственно, что нужно сделать это проверить исправность электролитов, а еще лучше поменять их на новые. Ну и разумеется перемотать трансформатор. Я решил намотать две обмотки - одна для питания UC3845, вторая - для питания вентилятора принудительного охлаждения.
Более подробно об этом блок питания можно посмотреть здесь:
Архив с печатной платой и схемой можно взять ЗДЕСЬ.
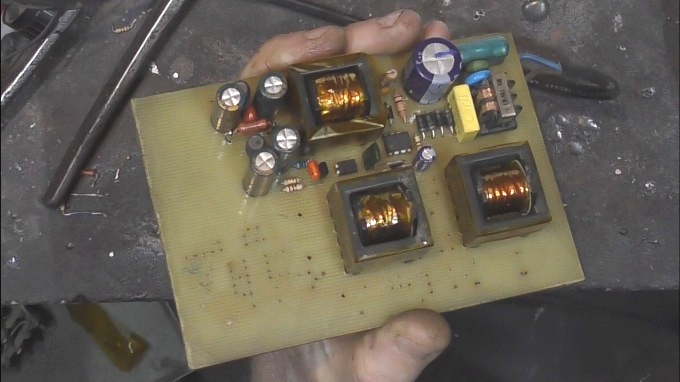
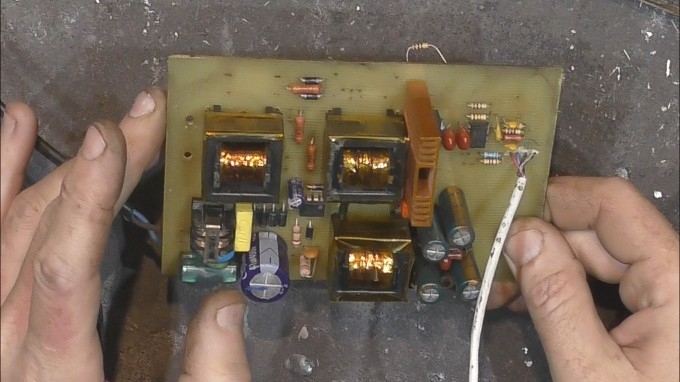
Кроме самого БП использую еще два таких же трансформатора. Первый пойдет на изготовление трансформатора управления, второй - трансформатор тока. Кстати сказать, по ходу подготовки сердечников к намотке решил проверить один вопрос, который частенько видел в интернете и которым сам задавался не единожды - ЧТО ПРОИСХОДИТ С ФЕРРИТОМ ВО ВРЕМЯ НАГРЕВА.
Ответ на этот вопрос в видео ниже:
По поводу управляющего трансформатора тоже есть некоторые не состыковки с оригинальной схемой - он значительно больше. Я намеренно взял такой "огромный" трансформатор. Ну во первых у меня их много, во вторых найти их не составит труда даже Вам, в третьих - запас по габаритной мощности должен позволить избавится от драйверных транзисторов - на затворы и MOSFET и IGBT можно подавать отрицательное напряжение для ускорения закрытия. Вот этой особенностью я и хочу воспользоваться.
В оригинальном блоке питания на DM0365 для стабилизации 15 вольт выходного напряжения требуется 18 витков, трансформатор работает на частоте 67 кГц, выходное напряжение сохранятеся вплоть до 150 вольт входного, следовательно трансформатор намотан с ОГОРОМНЫМ запасом. Можно конечно воспользоваться программой Динисенко, но решил намотать "на галазок" 4 обмотки по 30 вольт.
Намотка первичной осуществлялась сразу двойным проводом 0,35 мм виток к витку, затем было вызвонены начало-конец обмоток и они соединялись последовательно. Затем слой изоляции и намотка вторичных обмоток, так же с межслойной изоляцией. Размеется, что все обмотки мотались в одну сторону. Единственно, что не было сделано - момечено где начало на вторичках, но это проблемой не будет. Дело в том, что на плате управления выхода с управляющего трансформатора одинаковы и нагружены только на резистор. Выяснить какой вывод должен идти на затвор силового транзистора можно при помощи осциллографа.
СБОРКА БЛОКА ПИТАНИЯ ДЛЯ БЛОКА ПИТАНИЯ.
Монтаж элементов на плату лучше осуществлять в 2 этапа. На первом этапе устанавливаются все элементы, относящиеся к блоку питания контроллера. Блок питания проверяется до того, как у него появится "потребитель".
Сразу следует отметить, что однотактыне преобразователи напряжения ОЧЕНЬ не любят оставаться без нагрузки и выходное напряжение может быть не очень то стабильным. И колебания эти могут достигать 0,2..0,4 вольта.
Это вызвано тем, что выходное напряжение успевает поднятся до такой величины, что влияние ОС буквально останавливает микросхему и на трансформатор перестает подаваться напряжение. На фото ниже показаны осциллограммы на выходе трансформатора блока питания с очень маленькой нагрузкой:
Тут следует поделится опытом - при намотке трансформатора я попутал начало-конец вспомогательной обмотки вторичного питания. На схеме эта обмотка не обозначена, но на плате она есть и предназначена она для питания вентилятора принудительного охлаждения. Я ее на всякий случай решил внести в схему, если вдруг внутри корпуса будет жарковато. Как следствие такой не внимательности пока я соображал почему блок питания стартует и тутже уходит в защиту от перегрузки у меня стрельнул конденсатор на 25 вольт. Именно тогда меня и посетила мысль о том, что я что то перемудрил с обмотками. "Крокодил" ослиллографа установил на минусовой вывод, а шупом стал на вывод трансформатора до диода. Действительно обмотка с неправильной фазировкой и на конденсатор подавалось порядка 50-ти вольт. Было бы глупо ему не стрельнуть. Для наглядности ниже приведены фото осциллограмм при правильной фазировке и не правильной. Измерения относительно минусового вывода:
Но в любом случае стабилизация выходного напряжения будет осуществляться не линейно, а пакетами импульсов. Именно поэтому на выходе блоков питания с использованием этой микросхемы обязательно должен стоять дроссель и довольно большой емкости электролит.
Удержаться от опыта имея уже запаянную плату конечно же довольно трудно. Поэтому к выводу 1 был подпаян переменный резистор на 1 кОм и в результате на выходе микросхемы получились вот такие осциллограммы:
В принципе, если использовать вариант стабилизации, предложенный на схеме выше, то конечно же он работать будет, причем выходное напряжение будет гораздо стабильней, чем при стабилизации пакетами импульсов, но лично меня все равно смущает то, что на выход услителя в наглую подается "земля". Я оставлял это добро во включенном состоянии на 30 минут - ни чего не нагрелось, не слетело, т.е. как бы это можно использовать. Но осадок не понимания остался.
ПРОВЕРКА УПРАВЛЯЮЩЕГО ТРАНСФОРМАТОРА
При работающем контроллере на затвор управляющего транзистора приходит напряжение следующей формы:
На управляющем трансформаторе, на первичной обмотке амплитуда напряжения достигает 30 вольт, поскольку после закрытия транзистора накопленная в сердечнике энергия меняет полярность напряжение и приложенные пятнадцать вольт во время открытия транзистора теперь добавляются к имеющимся пятнадцати вольтам напряжения питания, поскольку полярность напряжения самоиндукции обратно приложенному напряжению. Здесь стоит обратить внимание на то, что в конце этого вольтодобавочного скачка имеется ниспадающий участок, который как раз и говорит о том, что энергии в сердечнике больше нет - он полностью размагнитился. Если трансформатор нагрузить, то высота этой ниспадающей кривой уменьшится, а по времени она начнется раньше, ведь нагруженный трансформатор гораздо раньше избавится от накопленной энергии:
Тоже самое можно наблюдать и на вторичной обмотке, только напряжение теперь будет иметь переменное значение. В этом месте необходимо отметить, что на затвор силового транзистора как раз должно приходить напряжение прямоугольной формы, находящеяся в положительном полупериоде, т.е. тот вывод трансформатора к которому подключен щуп осциллографа. Вывод трансформатора к которому подключен "крокодил" должен идти на исток силового транзистора. В этом случае фазировка управляющего трансформатора правильная.
Тому, что дочитал до этих слов, но все равно мало что понял предлагаю видеовариант данной статьи:
Итак, подводим итоги проделанной работы:
UC3845 - контроллер, предназначенный для стабилизации тока широтно-импулсьной модуляцией, стабилизацию напряжения он может осуществлять только в преривисто-импульсном режиме, либо имитацией ШИМ. Данную имитацию можно организовать подавая "землю" на первый вывод микросхемы.
При перемотке трансформатора однотактного блока питания следует особое внимание уделять фазировке - даже приличный опыт в электронике не является гарантией ошибки.
Управляющий трансформатор на основе сердечника от Триколоровского БП работает замечательно и держит довольно приличную нагрузку. В паузах полностью успевает размагнитится, что говорит о возможности его использования как для можных блоков питания, так и для сварочных аппаратов.
Приступаем к подготовке моточных деталей к монтажу и проверяем на работоспососбность уже весь блок питания, но это уже в следующей серии, описание которой будет в
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток - 32 ампера, 220 вольт. Ток сварки - около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
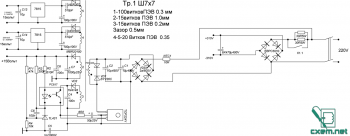
На рисунке 1 приведена схема блока питания для сварочного.
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
На рисунке 2 - схема сварочника. Частота - 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц - два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 - 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть - убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше - ширина больше, ток меньше - ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Как сделать сварочный инвертор своими руками
Для выполнения сварочных работ в домашних условиях незаменим сварочный инверторный аппарат. Принцип его работы основан на использовании транзисторов и переключателей, при помощи которых сначала сетевое напряжение трансформируется в постоянное.
Затем изменяются характеристики тока (повышается частота синусоиды). Эти действия приводят к понижению значения напряжения, что приводит к выпрямлению тока, при этом частота тока не изменяется.

Широкое использование данных аппаратов связано с рядом его достоинств, к которым можно отнести:
- Небольшие габаритные размеры, а также малый вес, что существенно облегчает труд при сварочных работах и позволяет расположить аппарат в удобном месте;
- Возможность изготовить его самостоятельно, затратив немного средств. Кроме этого, сборка своими руками позволяет подобрать детали с необходимыми характеристиками, а также в дальнейшем достаточно просто выполнить ремонт агрегата или замену деталей для корректировки характеристик;
- Высокий КПД, что позволяет ему конкурировать с готовыми аппаратами.
Недостатками сварочного инвертора, который изготовлен самостоятельно, являются:
- Малый срок службы, при неверно подобранных деталях;
- Отсутствует возможность реализовать дополнительные функции, которые способны улучшать качество сварного шва;
- При необходимости получить аппарат большой мощности требуется организация дополнительной системы охлаждения, что увеличивает конечную стоимость и габариты.
Следует учесть, что самостоятельная сборка инвертора достаточно кропотливый труд, занимающий много времени и требующий определенных навыков. Но современные производители предлагают широкий выбор комплектующих, что значительно облегчает их выбор. Сам подбор деталей основан на совместимости параметров по типам и характеристика, а также на возможности простой замены в дальнейшем.
Основными элементами инвертора являются:
- блок питания;
- силовая часть и ее ключи.
К базовым выходным характеристикам относятся:
- потребляемый ток, причем его максимальное значение;
- напряжение и частота в сети;
- значение тока сварки, при котором будет выполняться шов.
Подготовительный этап
Перед тем как приступить к покупке деталей для изготовления инвертора необходимо точно представлять значения выходных параметров, а также иметь электрические схемы всех элементов (общая схема, блока питания).
Рассмотрим изготовление сварочного аппарата с входными характеристиками:
- напряжение сети 220 В;
- частота 50 ГЦ;
- сила тока 32 А.
На выходе получится ток, преобразованный до величины 250 А, то есть увеличил свое входное значение в 8 раз. Данным аппаратом можно выполнять сварной шов, расположив электрод менее 1 см к свариваемой детали.
Перед тем как приступить к сборке аппарата необходимо подготовить следующие материалы и инструменты:
- отвертки (плоские и крестовые) разных размеров;
- приборы для измерения напряжения и силы тока (вольтметр и амперметр), которые можно заменить современным универсальным измерительным прибором; с маленьким жалом;
- компоненты для выполнения паяльных работ (канифоль, проволока);
- осциллограф, применение которого позволит контролировать изменение синусоиды тока;
- специальная сталь с подходящими электротехническими параметрами;
- хлопковая и стекловолоконная ткани;
- сердечник для трансформатора;
- обмотки трансформаторов:
- первичная на 100 витков из проволоки диаметром 0,3 мм
- вторичные (внутренняя – это 15 витков проволокой 1 мм, средняя – это 15 витков из проволоки 0,2 мм, наружная – 20 витков, выполненные проволокой 0,35 мм);
- текстолит;
- болты и саморезы;
- транзисторы с необходимыми характеристиками;
- провода разного сечения;
- силовой кабель;
- изолента или специальная бумага.
После выполнения подготовительных работ можно приступать к сборке.

Устройство сварочного инвертора
Блок питания инвертора
Плату, где располагается блок питания инвертора, собирают отдельно от силового элемента аппарата. Кроме этого, их требуется разделить между собой листом металла, который закреплен к корпусу жестко.
Основным элементом блока питания является трансформатор, который можно изготовить самостоятельно. С его помощью напряжение, которое поступает из сети, будет преобразовываться до величины безопасной для жизни, а затем повышать силу тока для выполнения сварки.
Материалом для сердечника может быть железо размеров 7х7 или 8х8. При этом можно брать как стандартные пластины или отрезать требуемый кусок металла от имеющегося листа. Обмотка выполняется медным проводом марки ПЭВ, так как именно этот материал максимально обеспечивает требуемые характеристики (малое сечение при достаточной ширине).
Использование другого материала в качестве обмотки может существенно повлиять на характеристики трансформатора, например, увеличить нагрев данной детали.
Сборку трансформатора, состоящего из 2-х обмоток, начинают создания первичной обмотки. Для этого проволоку сечением 0,3 мм обматывают 100 раз на сердечник. При этом важно чтобы обмотка занимала всю ширину сердечника. Эта особенность позволит улучшить работу инвертора при перепадах сетевого напряжения в процессе дальнейшей работы.
При этом каждый виток должен плотно прилегать к предыдущему, при этом нахлеста лучше избегать. После того как все 100 витков выполнены, необходимо уложить слой специальной изолирующей бумаги или ткани из стекловолокон. Следует учесть, что бумага будет темнеть в процессе эксплуатации.
Далее выполняют вторичную обмотку. Для этого необходимо взять медный провод сечением 1 мм и сделать 15 оборотов, стараясь распределить их по всей ширине, на равном расстоянии друг от друга. После покрытия их лаком и просушки, наматывают 2 слой медным проводом сечением 0,2 мм, делая также 15 оборотов.
Их тоже необходимо распределить, как и в предыдущем случае и изолировать. Последним слоем для вторичной обмотки будет ПЭВ сечением 0,35 мм, витков при этом будет 20. Последний слой также необходимо изолировать.

Блок питания инверторного сварочного аппарата
Корпус
Далее приступают к изготовлению корпуса. Его размер должен быть соизмерим с габаритами трансформатора и плюс 70% на размещение остальных деталей инвертора. Сам корпус может быть выполнен из листовой стали толщиной 0,5-1 мм.
Для соединения углов можно использовать болты или при помощи специальных гибочных станков изогнуть лист до нужных размеров. Если на корпусе расположить ручку для крепления инвертора на ремне или для простоты переноса, то это в значительной степени облегчит эксплуатацию прибора в дальнейшем.
Кроме этого, конструкция корпуса должна предусматривать достаточно простой доступ ко всем деталям, расположенным внутри него. На нем необходимо проделать несколько технологических отверстий для переключателей, кнопки питания, световой сигнализации о работоспособности, а также кабельные разъемы.

Схема генератора сварочного инвертора
Силовая часть и инверторный блок
Силовым блоком для инвертора служит трансформатор, особенностью которого является наличие 2 сердечников, которые располагают рядом с маленьким зазором, прокладывая лист бумаги. Этот трансформатор собирается аналогично предыдущему. Важной деталью является то, что изоляционный слой между витками провода необходимо усилить, что позволит не допустить пробоя напряжения. Кроме этого, между слоями проводов укладывают прокладки, выполненные из фторопласта.
К силовой части можно отнести конденсаторы, которые соединены согласно схеме. Они предназначены для уменьшения резонанса трансформаторов, а также призваны минимизировать и компенсировать потери тока в транзисторах.
Инверторный блок аппарата служит для преобразования тока, у которого на выходе повышается частота. Для этого в инвертор используют транзисторы или диоды. Если решено использовать диоды в этом блоке, то их необходимо собрать в косой мост по специальной схеме. Выводы из него идут к транзисторам, которые предназначены для возврата переменного тока с большей частотой. Диодный мост и транзисторы должны быть разделены перегородкой.

Фото блока питания самодельного сварочного инвертора
Система охлаждения
Так как все элементы агрегата подвержены нагреву, то необходимо организовать систему охлаждения, которая обеспечит бесперебойную надежную работу. Для этого можно использовать кулеры от компьютеров, а также выполнить несколько дополнительных отверстий в корпусе для легкого доступа воздуха внутрь аппарата. Однако таких отверстий не должно быть слишком много, чтобы избежать попадания лишней пыли в корпус.
Кулеры должны располагаться таким образом, чтобы они могли работать на вывод воздуха из корпуса аппарата. Элементы охлаждения нуждаются в профилактике, например, замене термопасты, поэтому доступ к ним должен быть простой.
Есть несколько деталей в инверторе, которые требуют обязательного охлаждения. Это трансформаторы. Для их охлаждения разумно монтировать 2 вентилятора. Кроме этого, в дополнительном охлаждении нуждается диодный мост. Он устанавливается на радиаторе.
Установка такого элемента, как термодатчик, и дальнейшее его соединение со светодиодом на корпусе, позволит подавать сигнал при достижении недопустимой температуры и отключать инвертор от питания для охлаждения.

Трансформаторный сварочный аппарат своими руками
Сборка
Сборка инвертора осуществляется в следующем порядке:
- на основание корпуса располагается трансформатор, диодный мост, схема управления;
- выполняется скрутка, спайка и крепление между собой всех проводов;
- на наружной панели выводятся световая индикация, кнопка пуска, разъем кабеля.
Когда все установлено, можно проверять работу аппарата.
Проверка работы
Чтобы проверить аппарат необходимо использовать для этого осциллограф. Инвертор подключают к сети в 220 В, а затем по прибору проверяются, насколько выходные параметры соответствуют требуемым. Например, напряжение должно быть в пределах 500-550 В. При абсолютно правильной сборке и правильно подобранных деталях, это значение не должно переходить порог в 350 В.
После таких замеров и приемлемых показателей осциллографа, можно приступать к выполнению сварочного шва. После того, как первый электрод полностью выгорит, необходимо провести замеры температуры на трансформаторе. Если он кипит, то схема нуждается в доработке, аппарат необходимо отключить и внести изменения. Только после того, как приняты меры по устранению данного недочета, можно повторно выполнить запуск с таким же замером температуры после окончания работы.

Пример компоновки передней панели инвертора
Правила эксплуатации
Сварочный инвертор можно применять как для сваривания деталей выполненных из черного металла, так и вести работы с цветным. Он полезен как в частном доме, на даче, так и в гараже.
При его эксплуатации необходимо следить за качеством напряжения и частоты в сети.
Для продолжительного использования данного агрегата необходимо периодически проверять работоспособность отдельных его чистке, выполнять профилактические мероприятия по очистке его от пыли и грязи.
Читайте также: