Ca3140ez в сварочном инверторе принцип работы
Обновлено: 21.05.2024
Лучше не химичить, все элементы схемы БУ "заточены" под CA3140, и она прекрасно справляется со своими функциями регулирования и защиты. Хорошо бы проверить выход аппарата эквивалентом нагрузки, и посмотреть, при каких токах включается защита.
Думаю, проблема не в неисправности этой МС, а в элементах схемы установки тока, и отслеживания нагрузки. Возможно не работает схема задержки защиты от залипания. Видимо из-за утечки в каком-то из конденсаторов этой схемы, система срабатывает без задержки. Также может быть, что в каком-то из элементов схемы измерительного моста нарушен контакт, и мост разбалансирован. Предлагаю тупо пройтись по всем элементам, начиная от потенциометра установки тока сварки, до самой микросхемы. Также нужно проверить конденсатор в цепи выпрямителя ТТ, и калибровочные резисторы, возможен их обрыв от массы (плохой контакт в местах пайки выводов).
Удачи в ремонте.
химичить приходится из-за отсутствия CA3140 в продаже в нащем регионе
замена CA3140 решает все проблемы
В принципе, здесь CA3140 работает как обычный компаратор, отслеживающий сигнал только на инвертирующем входе. Потенциометр между 1 и 5 ножками, и резистор с его движка на массу, используются для установки порога чувствительности по входному напряжению. Здесь можно было бы использовать в качестве компаратора одну из ячеек любой из МС, их содержащих, например, LM2902, LM293? или LM224. Но чувствительность у них уже регулировать будет нельзя, параметры срабатывания компаратора придется устанавливать, внося изменения в схему сравнения, в диагональ моста которой, и включён вход компаратора. Эта работа под силу лишь весьма подготовленным в области электроники профессионалам, любителям остаётся только тупо менять вышедшие из строя номинальные компоненты.
Ещё раз спрашиваю, почему вы решили, что вышла из строя именно CA3140 ? Дело в том, что эту МС невозможно убить, если только не разрядить на его входы заряженный ВВ конденсатор. Во всех других случаях эта МС защищена от дураков полностью.
vasa CA3140 это быстрый операционник, аналогов с такимиже характеристиками у него нет .
и почему вы решили что он неисправен ,горят красные светодиоды возле него?
светодиоды конечно светятся
Кстати СА3140 горят довольно часто, и всегда сгорает с ними дорожка от шунта
PS-911
Звякни тестером их. Если хана- звенят. А лучше подай24В на разъём возле импульсника. Осцилой посмотри сигнал на транзюках. Так и форму импульса увидиш и почти верхнюю плату провериш. Часто такой дефект бывает из-за к.з одного из трех трансов на средней плате. Проверяется поочерёдным отбрасыванием одного из выводов.
Удачи!
прозвони сток-исток. в одном направлении звонится диод,- так определиш групу ключей, затем затвор - исток зачастую выгоревший имеет на ом 10 меньше чем все остальные. Может сдохнуть транс, сними разъём транса, включи. нет аварии значит один из трансов. поочерёдно подключая,- найдеш, могут быть и выходные диоды Д92-02. это типовые неисправности
Ремонт ZX7-200
Проблема зарыта в блоке управления. Уже не знаю что менять?
Поменяны микросхемы - СА3140, КА3525А, транзисторы - 8050, 8550, IRF9Z34N, IRFZ24N.
Включаешь, щёлкает реле, включается кулер, загорается светодиод питания, два светодиода возле СА3140 и на этом все.
Прикрепленные изображения
Это вообще то микро контроллер. В него закачивается программа действий всей схемы!
Нет команды с него - нет дальнейших действий.
Вам теперь только в сервисную мастерскую, специализирующуюся по ремонту таких аппаратов!
Не, это обычный ШИМ - контроллер. Без проги.
Serga_24k , Вы бы лучше аппарат и дефект описали полностью. А то как-то куцо получается.
Сначала варил, потом перестал. Вышел из строя блок питания 24 В. Блок заменил отдельной платой, после чего начали загоратся лампочки и включатся реле. В ходе ковыряния были обнаружены ещё 2 неисправных транзистора 8050, но и это не привело к работе апарата. На выходе сварочника "о"
А стабилитроны около 8050 проверили?
Конечно, лучше бы ещё иметь и осциллограф. Дабы посмотреть ШИМ. И цепь его прохождения.
Проверил стабилитроны и диоды. Все целое.
Есть еще вопрос: по схеме стабилитроны 15v а на плате выбито 8v5
С блока питания ровно 24 идёт?
При 24 может и не запуститься ШИМ. Там где-то 25,5 вольт нужно.
Лучше приподнять. Проверял не раз на сварочниках такое.
Так на ШИМ вроде как 12 нужно, там и кренка стоит.
А питание драйвера? Или раскачку сигнала отменили? Сразу с микры и в силу?
Вы 24В взяли с другого блока питания. А цепь 400В проверили? Т.е. есть выпрямленное 400В для питания силовых транзисторов?
Конечно бы осциллограф, чтобы посмотреть ШИМ сигнал на силовых да и на управлении. А то что реле щелкает и лампочки - так это и должно работать при рабочем вспомогательном питании.
Как вы определили что вспомогательный блок питания умер? Может первичный выпрямитель потух и следовательно вспомогательный блок питания молчит (родной).
зарабатываем и получаем удовольствие от процесса.
блок выдает 23в, на силовых транзисторах 330в, на вспомогательном транс умер
Спасибо за схему.
Видимо ШИМ молчит. Надо осциллограф подключать и смотреть на 11 и 14 ногах микросхемы KA3525. Так же надо смотреть что на 8 и 9 ногах.
Или из звуковой карты.
Сейчас речь идет о иппульсах, которые запускают работу ШИМ и что сам ШИМ выдает на силовые транзисторы, тестером этого не увидеть.
Да еще у вас сгорели транзисторы 8050, они как раз запускают в работу ШИМ. Надо все перепроверить (транзисторы, стабилитроны) и возможно потребуется замена КА3525.
А ток на панели регулируется?
Лампочки и реле от ШИМ не зависят, хотя и работают от 24В.
Транзисторы сгорели, т.к. напрямую питаются от 24В. Поэтому не только стабилитроны с диодами проверить нужно но еще и резисторы прозвонить, возможно кто-то в обрыве.
1. 12В и 5В есть?
2. Зачем меняли силовые транзисторы? (в КЗ были или до кучи) то же и по предварительному усилителю сборка 8050 и 8550.
3. Что на 9 и 8 ногах КА3525?
4. Тестер китайский или более менее вменяемый? Китайский врет на постоянке, а когда переменка попадается, т.е. в импульсных источниках, так с ума сходит.
5. Территориально вы от куда будете?
Жалко, но пока на этом все, что можно сказать. без осциллограм сложно будет тыкаться. Может у кого временно взять?!
Убрал отдельный блок питания, вернул все прежний но пока нет IRFPF40 чтоб полностью собрать.
мультиметр lini-t m890g
А какое сопротивление должно быть на трансе вспомогательного блока питания?
Туда можно практически любой полевик воткнуть.
Сопротивление обмоток там весьма мало. По первичке 4-6 Ом, по вторичке около 0.
Туда можно практически любой полевик воткнуть.
Сопротивление обмоток там весьма мало. По первичке 4-6 Ом, по вторичке около 0.
Главное количество витков, т.е. выходное напряжение. От диаметра вторички будет зависеть и сопротивление. А вот от тока вторички, т.е. мощности транса будет зависеть ток первички. Ток первички от диаметра обмотки и следовательно сопротивление получится. Ну а дальше падает все это на силовой транзистор.
Транс тестером проверить не возможно. Если есть межвитковое то тестером хоть крути верти - но не проверить. Единтвенное что проверяется только обрыв.
Можно собрать схему низковольтовую и проверить транс осциллографом. Но это уже совсем другая история.
Если не прав, то подправьте.
И еще один момент. Нельзя КАТЕГОРИЧЕСКИ подключать импульсный блок питания без нагрузки. Как силовой так и вспомогательный блоки питания после транса должны иметь нагрузку.
Транс тестером проверить не возможно. Если есть межвитковое то тестером хоть крути верти - но не проверить. Единственное что проверяется - только обрыв.
Это верно. Но раз спросили - я и ответил.
Так нет его. Что тут мудрить? Если опыта ремонта сварочников нет, то без осциллографа лезть в них - себе дороже.
Я в более - менее серьёзные аппараты только разобрав принцип работы залезаю с осциллографом. Что бы силу отключить, подать нужные напруги и измерить импульсы осциллографом. Иначе можно неплохо влететь. Китайское оборудование ещё куда ни шло. Можно и так ремонтить, а европейцы и американцы - малость посложнее будут.
Это верно. Но раз спросили - я и ответил.
Так нет его. Что тут мудрить? Если опыта ремонта сварочников нет, то без осциллографа лезть в них - себе дороже.
Я в более - менее серьёзные аппараты только разобрав принцип работы залезаю с осциллографом. Что бы силу отключить, подать нужные напруги и измерить импульсы осциллографом. Иначе можно неплохо влететь. Китайское оборудование ещё куда ни шло. Можно и так ремонтить, а европейцы и американцы - малость посложнее будут.
Немного от темы ушли, но Вы правы. Сжечь разок четыре IGBT по цене 100 руб, можно. А когда речь идет о IGBT модуле по соимости 5000р, это уже не позволительная роскошь.
Как только занялся ремонтом, приобрел осциллограф. Без него как без рук, тестер только для прозвонки. А напряжения хоть постоянка но только на осциллографе измеряю, т.к. небольшие пульсации могут быть смертельны.
Однажды были танцы с бубном, когда осциллограф сломался. Его без него чинить, было весело
Ca3140ez в сварочном инверторе принцип работы
СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ
НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140
Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
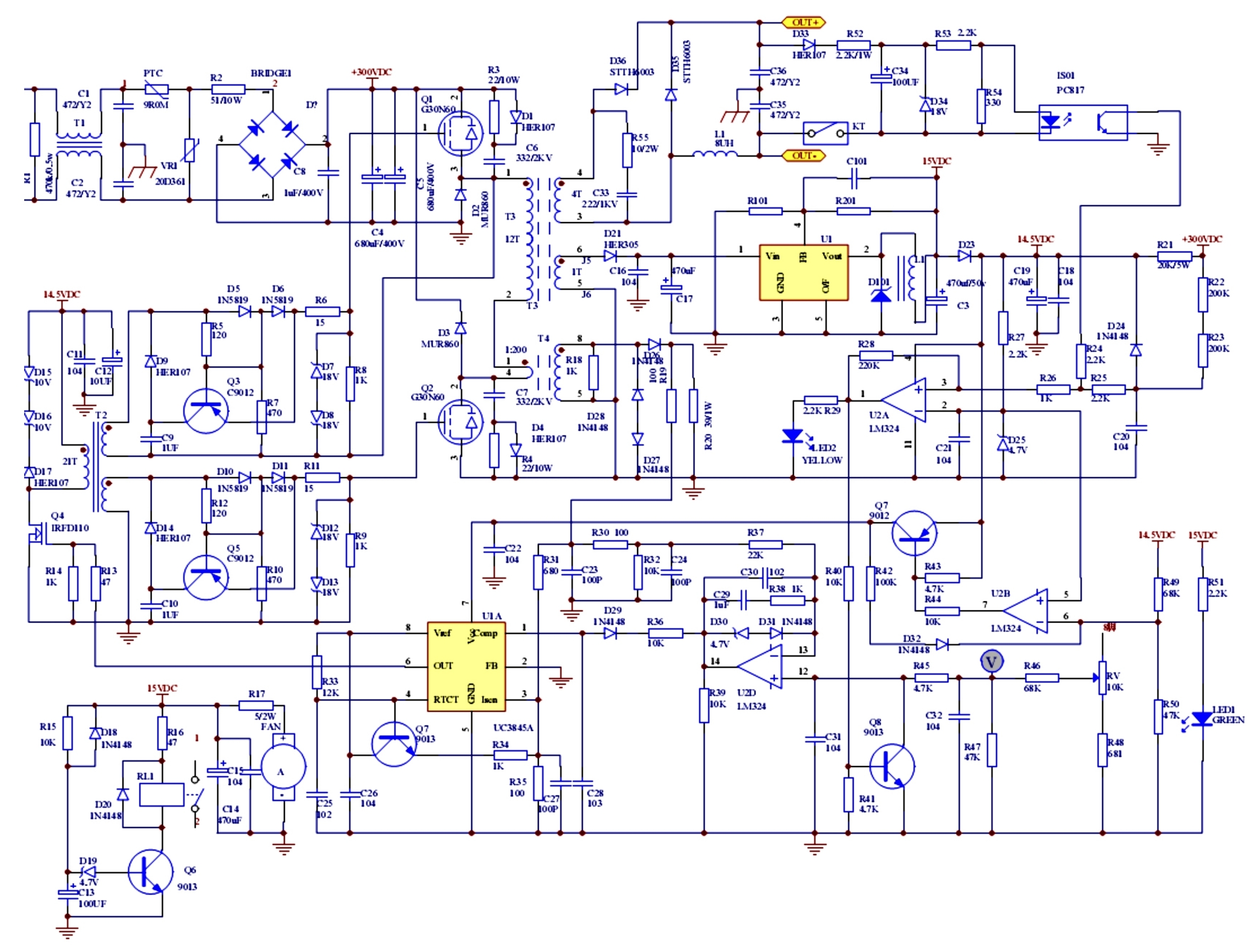
Первый вариант принципиальной схемы сварочного инвертора Ресанта 140 выполнен с использованием управляющего трансформатора, а второй - с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
Итак, подаем питание и смотрим что будет происходить.
Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления.
Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост.
По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19.
Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции.
Теперь смотрим очень внимательно не забыв перевести мозг в состояние ВКЛ.
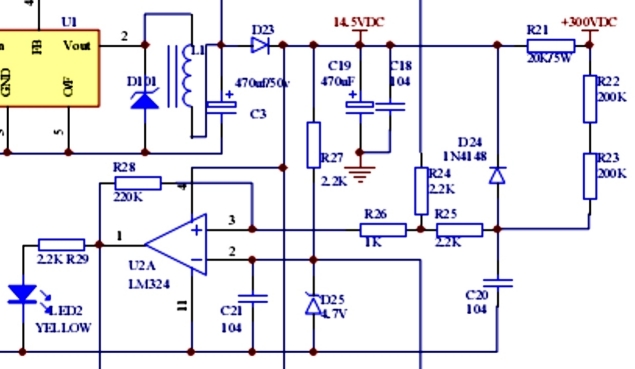
Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта.
На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания.
Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50. И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
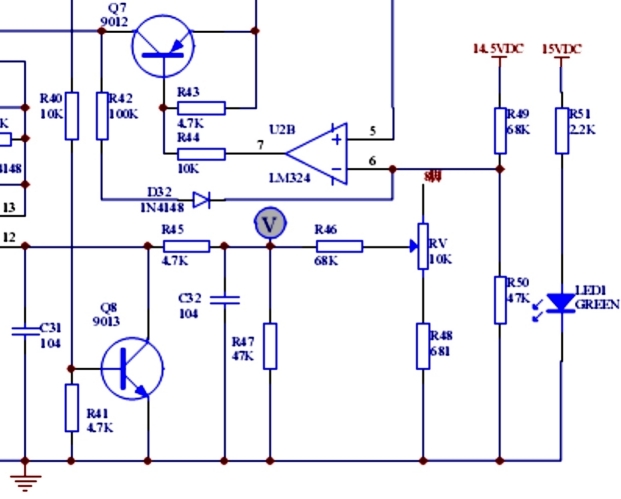
Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845.
Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8.
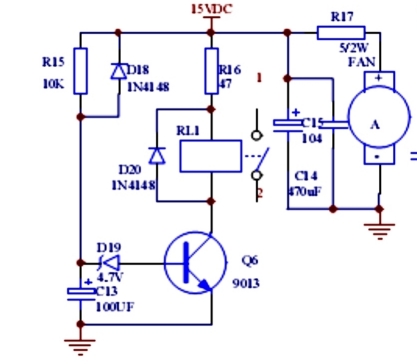
На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19. Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания.
Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
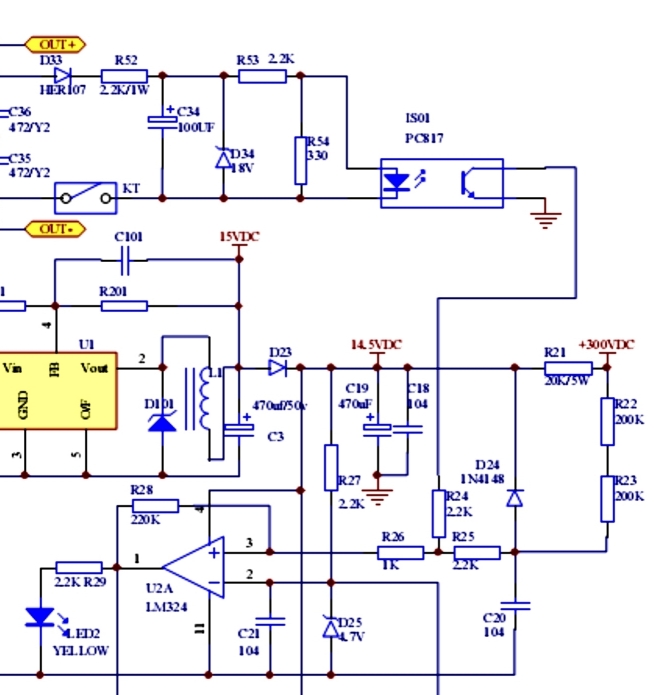
Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
Поэтому рассмотрим лишь оставшиеся узлы.
Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
При наличии управляющего импульса оба транзистора сварочного инвертора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке. При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1.
Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы.
Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
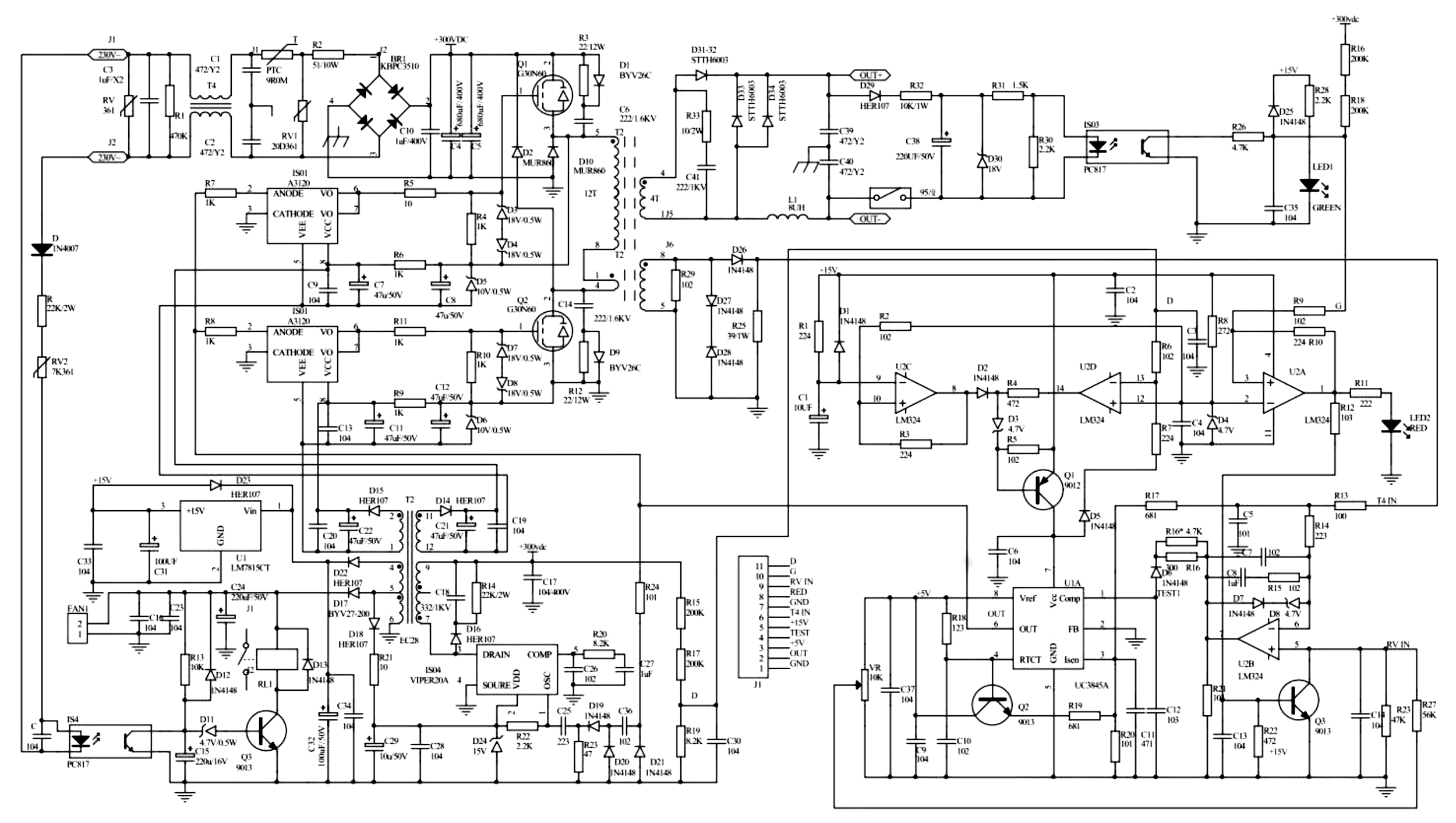
Второй вариант принципиальной схемы все того же инвертора Ресанта 140 отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения:
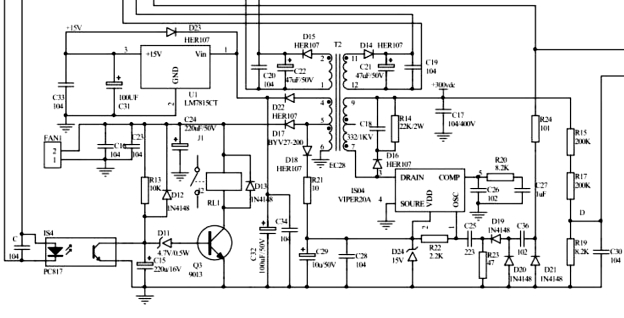
15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Величина должна быть порядка 25 вольт.
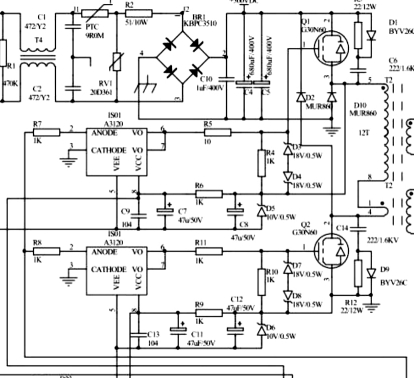
Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов.
Софтстарт второго варианта сварочного инвертора тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем самым разблокируя базу Q3 и реле софтстарта включается.
Откровенно говоря и в первом варианте схемы инвертора и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле.
На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
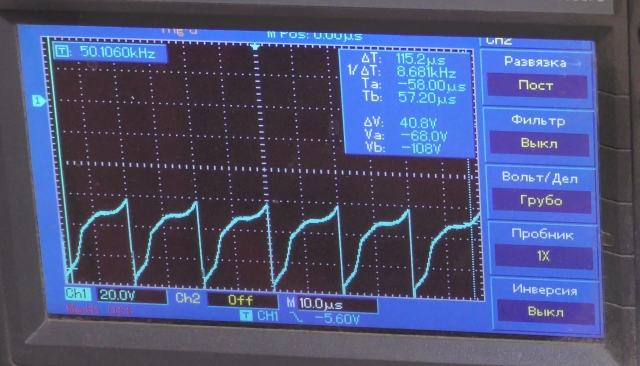
Осциллограмма выходного напряжения без нагрузки.
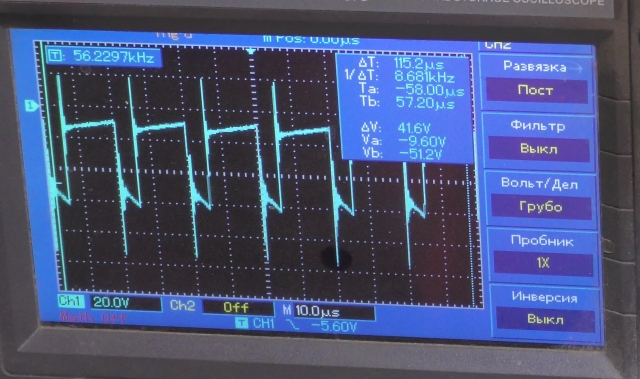
Осциллограмма выходного напряжения инвертора при нагрузке 60 А.
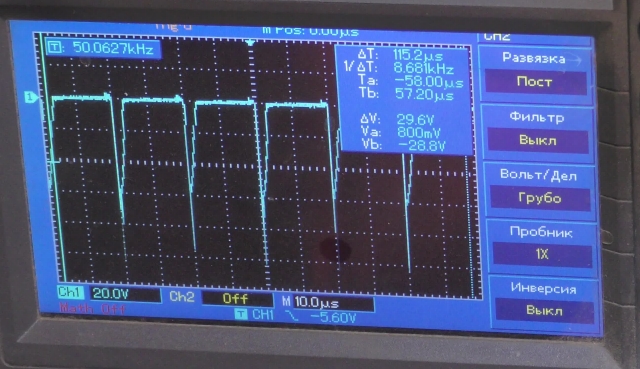
Осциллограмма выходного напряжения инвертора Ресанта при сработанной защите.
Небольшая подборка принципиальных схем сварочных инверторов РЕСАНТА сложены в АРХИВ. Кроме принципиальных схем сварочных аппаратов приведены несколько пособий по ремонту, несколько фотографий внутренностей инверторов, несколько паспортов.
Как устроен инверторный сварочный аппарат

Сварочные трансформаторы — это конструкции для ручной, автоматической, дуговой сварки деталей. Их условно можно разделить на бытовые и профессиональные аппараты в зависимости от технических характеристик. Получаемое электричество перерабатывается до нужного значения для устройства. Принцип действия сварочного трансформатора в этом и заключается. Аппарат состоит из нескольких узлов, которые вместе образуют электрическую дугу.
Конструкция устройства
Схема устройства не является сложной. Многие пользователи способны самостоятельно заняться сборкой такой конструкции. Самая простая схема сварки будет работать на одной фазе. Но этого более чем достаточно.
Она состоит из трёх составляющих:
- магнитный привод или сердечник;
- первый слой обмотки;
- второй слой обмотки.
Таким элементом, как магнитный привод или сердечник, является деталь из ферромагнитного сплава с замкнутым контуром. Первый слой обмотки соединяется с сетью, а второй направляется на массу и держатель электрода, которым непосредственно осуществляется сварка. При этом контур теряет сопротивление, а электромагнитная связь повышается.
Но это конструкция самой простой модели. Более профессиональные модели имеют и дополнительные элементы, такие как дроссель и другие.
Полная конструкция обыкновенного сварочного трансформатора состоит из следующих элементов:
- сердечник;
- держатель коробки;
- зажим для сцепки проводов;
- металлический ящик;
- жалюзи для охлаждения;
- рукоятка;
- болт;
- крышка конструкции;
- вертикальный винт;
- винтовая гайка;
- первичная и вторичная обмотка трансформатора.
Принцип работы аппарата
Работает сварочный трансформатор по такому алгоритму: постепенно понижается напряжение до 55−80 В, и в то же время повышается сила тока до 50−450 ампер. В работе подобная конструкция в основном функционирует благодаря принципу переменного тока. Но есть и альтернативные модели, которые выдают постоянный ток. Также встречаются названия — выпрямительные сварочные аппараты.
Работает оборудование похожим образом. После соединения с сетью по первичному контуру проходит переменный ток, который и создаёт магнитное поле. И в первой, и второй обмотке проходит электрическая сила. Её можно определить в зависимости от количества витков обмотки.
Устройство, особенности и принцип работы трансформаторных сварочных аппаратов
Эти аппараты использовались с самого начала изобретения сварочных работ, и по сей день их «начинка» практически не поменялась. В основе лежит трансформатор, который понижает напряжение с входных 220/380 В на 20-90 В, при этом увеличивая силу тока до 140-220 А. Регулируется напряжение (и сила тока) путем перемещения подвижных частей трансформатора, либо по средствам управляемой реактивной катушки (дросселя), включенного во вторичную цепь, либо вместо него используется блок тиристорного фазорегулятора.
Стоит сразу же сказать о преимуществе аппаратов с тиристорным фазорегулятором перед амплитудными (подвижные трансформаторные сердечники или регулируемый дроссель) устройствами. Во-первых, уменьшается время перехода импульса через нулевое значение, благодаря чему сварочная дуга горит стабильнее, меньше вероятность затухания, а также качество сварного шва значительно повышается. Во-вторых, такой сварочный аппарат для дома и дачи, благодаря тиристорному фазорегулятору, не имеет подвижных механических деталей в трансформаторе и отсутствует дроссель с регулятором, благодаря чему цепь упрощается и прибор считается более надежным и долговечным.
На схеме выше находится трансформатор (А) с первичной (1) и вторичной (2) обмотками, а также реактивная катушка-дроссель (Б), включенная во вторичную цепь, идущую от обмотки. В данном случае трансформатор не имеет подвижных шунтов/обмоток, которыми регулируют силу тока и напряжение сварки. Эту функцию выполняет дроссель с подвижным регулятором. Кроме того, он нужен, чтобы не использовать трансформатор с увеличенным рассеянием, урезав, таким образом, конструкцию для повышения надежности и упрощения ремонта при надобности.
Из данной схемы следует, что переменный ток напряжением 220 В входит в трансформатор с нормальным рассеянием, из первичной катушки преобразуется во вторичной с характеристиками холостого хода (20-90 В). Проходя через регулируемый механически дроссель, приобретаются необходимые для сварки вольт-амперные характеристики (не будем углубляться в физику), а также появляется ограничение тока короткого замыкания.
Преимущества трансформаторных сварочных аппаратрв – это дешевизна и долговечность. Также легко проводить ремонт, потому что весь блок содержит всего пару деталей. Стоит отметить высокий КПД, равный 70-90%. На этом пересчет преимуществ окончен.
Недостатки более обширны, и основной из них – это частое прерывание горения дуги, которое обусловлено самим свойством переменного тока затухать в момент смены полярности. А также на стабильность сварочной дуги влияют колебания характеристик входного напряжения. Еще имеется проблема – громоздкость прибора, причем, чем больше мощность аппарата, тем массивнее трансформатор, и тем больше проседает напряжение в сети при его работе.
Из чего состоит сварка
Такое устройство, как сварка, позволяет понизить напряжение и в этот же момент увеличить силу тока. Это и даёт возможность нагревать металл до нужной для его плавления температуры. Параметры силы и напряжения определяются в момент проектирования и создания трансформаторной сварки. Под определённые функции аппарат оборудуется специальными деталями, которые и определяют назначение работы конструкции.
Кроме первой и второй обмоток и магнитного привода, трансформатор имеет такие детали, как винт с вертикальной резьбой и рукоятка, позволяющая ему вращаться, винтовая гайка и зажимы. Также сварка оборудована корпусом с вентиляцией и подвесной системой, которая защищает сварку от внешних повреждений.
В трансформаторах, работающих по принципу переменного тока, есть и другие детали, позволяющие облегчить работу мастера.
Принцип работы
У инверторной сварки очень простой принцип работы. Вы подключаете аппарат в обычную бытовую розетку, откуда подается переменный ток. Встроенный в инвертор выпрямитель сглаживает получаемый ток с помощью фильтра. После чего уже постоянный ток с помощью современных транзисторов преобразовывается в переменный ток высокой частоты. Частота сварочного тока на данном этапе составляет от 20 до 50 кГц.
Но это еще не все. Далее переменный ток высокой частоты понижается, и у нас есть возможность использовать сварочный ток с силой от 100 до 200 Ампер (в среднем). Вот и весь принцип действия сварочного инверторного аппарата. Ну а поскольку преобразованием тока занимается блок электросхем, у инженеров получилось создать максимально компактные сварочные аппараты. Сейчас инвертор весом 5 кг — это не редкость.
Поскольку принцип работы сварочного инверторапрост, многие умельцы самостоятельно собирают сварочный аппарат в домашних условиях из подручных материалов.
Дополнительные узлы аппарата
Трансформатор для сварки как однофазный, так и трёхфазный и выпрямляющий, может иметь и определённое количество дополнительных узлов. С их помощью аппарат будет работать более качественно.
В качестве дополнительных узлов могут выступать:
- дополнительные обмотки;
- стабилизаторы;
- конденсаторы;
- регуляторы фаз.
Некоторые конструкции оборудованы подвижным шунтом. Расстояние между обмотками меняется за счёт образования новой детали, а не за счёт движения второго слоя обмотки. Дополнительной деталью является шунт, который будет менять зазор между обмотками. Ещё одна обмотка даст возможность регулировки напряжения.
И заводские профессиональные модели, и бытовые, как правило, требуют дополнительного сопротивления. Профессиональные мастера могут произвести соответствующую регулировку. Специальные возможности возникают и без разведения обмоток. Опытный мастер может сделать, таким образом, тонкие или толстые швы.
Подобное сопротивление может быть сделано в виде цельного корпуса. В нём расположены различные контакты, с помощью которых можно регулировать сопротивление.
Основные требования к сварочным инверторам
Для того чтобы разобраться в работе сварочного инвертора затронем немного тему возникновения сварочной дуги. Рассмотрим вольт – амперную характеристику электрической дуги, возникающей при сварке (далее ВАХ).
Ниже показана вольт – амперная характеристика дуги в общем виде:
Как мы можем наблюдать из графика при малых токах, до 80 А, характеристика имеет падающий характер. Этим свойством необходимо пользоваться, потому что, если посмотреть на график, чем выше напряжение, прикладываемое к искровому промежутку, тем легче будет возникать электрическая дуга. Это значит, что дуга загорится от меньшего значения тока, чем на прямолинейном участке ВАХ. Как раз с целью облегчения зажигания дуги в сварочных инверторах применяют осцилляторы и прочие устройства, повышающие напряжения сварочных аппаратов. Для сварочных аппаратов инверторного типа стандартное напряжение колеблется, как правило, в промежутке от 70 В до 95 В и зависят от вольтдобавочной конструкции.
Приблизительный график ВАХ инвертора должен выглядеть примерно так:
Стабильный поджиг, а также поддерживание стабильного горение электрической дуги обеспечивает высокое напряжение холостого хода (ХХ). При обеспечении такой ВАХ легко поджигаются и хорошо горят электроды всех марок, также электроды для сварки цветных металлов, нержавейки и чугуна. Конечно выше показанная идеализированная ВАХ, но нужно стремится к получению именно такой характеристики. Мы рассмотрели участок только до 100 А, но главное на этом участке добиться значения ВАХ похожей на характеристику сварочной дуги, так как от этого зависит устойчивость дуги и качество сварочного шва. В итоге можно сформулировать первое требование к работе сварочного инвертора – это крутопадающая ВАХ. Если это условие не выполнено, то сварочный аппарат с достойными параметрами не получится.
Теперь рассмотрим участок от 80 А до 800 А. На этом участке дуга будет являться стабилизатором напряжения. Этот участок является наиболее подходящем для переноса расплавленного металла к свариваемому изделию. На данном участке напряжение дуги не зависит от тока, а зависит от ее длины.
Величину данного напряжения можно вычислить по формуле:
Где: UД – напряжение, В;
а – коэффициент, он постоянен и выражает сумму падений напряжений на катоде и аноде и не зависим от длины дуги, В;
b –напряжение среднее на единицу длины, В/мм;
L – длина дуги, мм;
Для стальных электродов коэффициенты а и b можно принять а=10 В, b=2 В/мм, соответственно напряжение для дуги длиной L=4 мм будет равно:
При атмосферном давлении и при сварке металлическим электродом будет гореть устойчиво при напряжении 18 – 28 В. Это и будет вторым требованием к нормальной работе сварочного инвертора. Итак, во всем рабочем диапазоне от 80 А до максимального значения тока, рабочее напряжение не должно уменьшатся менее 18 В, а чтоб поддержать гарантированно стабильную работу не ниже чем 22 – 24 В.
Рассмотрим третий участок кривой работы сварочного инвертора. Этот отрезок очень важен для обеспечения бесперебойной работы инвертора, ограничения тока КЗ, безопасной работы силовых ключей и так далее. В разных конструкциях преобразовательных устройств он может формироваться по разному. В инверторах с ШИМ модуляцией, ограничения тока силовой цепи реализовывают через обратную связь (ОС). В качестве датчика ОС применяют трансформатор тока. При достижении максимального тока импульс с трансформатора тока поступает на вход блока ограничения тока (БОТ), который выдает команду на прерывание импульсов силовых ключей.
На осциллограмме это будет выглядеть как уменьшение скважности импульсов (длительность импульса в открытом состоянии уменьшится), что приведет к уменьшению напряжения, но ток будет расти. Крутизна такого участка будет зависеть от быстроты реакции контроллера на изменения в нагрузке. Для резонансных инверторов этот участок ВАХ имеет более пологий наклон. Это зависит от добротности L – C цепочки – чем она выше, тем более крутой угол наклона кривой. Поэтому при правильной настройке сварочного аппарата можно обойтись без токовой ОС. Как видим резонансные преобразователи не боятся режима КЗ. И это будет третье требование к сварочным инверторам.
Power Electronics
Доброго всем времени суток!Принесли аппарат китайский, схема очень похожа на не раз обсуждаемую здесь САИ-200. В блоке управления стоит микросхема SG3525 и CA3140. Проблема такая: нет регулировки сварочного тока. В процессе ремонта остановился на цепи Hot Start, которая, напомню, дает повышенный ток в начале процесса горения дуги. Почему остановился на ней? Если ее отключить (допустим, выпаять транзистор или резистор в его базе), то ток регулируется. Проверяю все на нагрузку, дугу зажигать пока негде. Дошел даже до того, что стал выпаивать и проверять все элементы в этой цепи - все целые. Правда, когда только принесли, я сделал вывод, что неисправна микросхема 3140, т.к. в дежурном режиме напряжения отличались от приведенных в схеме. В общем, я ее поменял, режимы по постоянному току восстановились, но на работе сварочника это ни как не отразилось.
Вот прикладываю схему, что бы не было нужды искать ее по форуму, скачал тут же. Упоминаемая мною цепь: CA3140 нога 2 - резистор 33 кОм - диод - транзистор 8050.
прежде всего проверьте шунт 0,5 милиом, на средней плате, были случаи когда прогорали дорожки от него к разъему, соответственно ШИМ не работает и ток не регулируется, если там все целое, проверьте напряжение на 26 ноге платы ЗГ , оно должно регулироваться от 0 до 3 вольт потенциометром регулятора тока, а потом проверяйте стабилитроны в цепи транзистора.
Цепи от шунта с самим шунтом были проверены первоочередно. Транзистора который на схеме Q10 8050 на моей плате нет, как и этой цепи, а опорное напряжение на рег.резистор "Ток" 12V берется напрямую со стабилизатора 7812. Пределы регулировки были проверены так же в первую очередь и находятся в норме, от 0 до 3 вольт.
Выяснил от клиента одну подробность: аппарату уже около 5 лет, варил исправно, но однажды сгорел. Отнесли его в сервисный центр, там поменяли плату целиком и вернули его клиенту в полу рабочем состоянии как он ко мне и попал: т.е. варит, но ток не регулируется, шпарит на максимуме. У меня подозрение, что при замене не проверили соответствие заменяемой платы. Схему я привел к "общей" схеме, как на фото из первого поста, но результат тот же, только теперь регулировка совсем пропала, даже в случае разрыва цепи транзистора Hot Start. Заказал из Китая микросхемы новые СА3140, попробую с ними (до этого я ставил БУ-шные). Мысль такая: может сопротивление шунта маленькое и напряжение с него так же маленькое? Как проверить чувствительность ОУ?
Продолжение темы.
Спаял на скорую руку имитатор тока с шунта 0-75 мВ. Подал на плату, выход контролирую осциллографом - чувствительность в норме, все прекрасно регулируется. В аппарате шунтом служит скобка из высокоомного металла, хз какого, впаянная прям в плату выпрямителей. Я очень надеялся, что выходное напряжение при известных токах будет каким-нибудь стандартным. Облом.
Достал с полки еще не отданный с ремонта другой сварочный аппарат с сходной схемой, в качестве шунта такая же металлическая скобка. Проверил значения сопротивлений в цепи измерения тока - соответствует приведенной выше схеме - 1к на землю и 100 ом на 2-ую ногу СА3140.
Манганин, однако.
Бывало не раз в разных "реинкарнациях" данного аппарата такое с током. СА3140 обычно.
В одном , правда, села сеть 220 В на выход 7812 (Плата лежала прямо на сетевом выключателе, протерлась термоусадка, девайс GERO-200 ) так там и 3125 тоже.
Я "дико извиняюсь" за свой совет т.к. не специалист в сварочных инверторах, но однажды попал на обратную полярность проводов от шунта к плате управления при замене платы трансов с диодами на подобную от другого аппарата. Результат был аналогичный - не регулировался ток.
Ваш совет оказался верным, поменял полярность и ток стал регулироваться. Правда надо выставить нижние границы регулировки, т.к. минимальный ток стал около 46 А, на 10-ти Амперном балласте (РБ-302) регулировки нет вообще, на 10+20 регулируется от 46А, а на 10+20+40 регулируется во всем диапазоне. (Здесь указаны включенные переключатели на реостате балластном РБ-302). Сегодня буду вникать в назначения всех цепей, имеющих отношения к токам.
А при обратной полярности включения выхода шунта не было видно по напряжениям на плате управления, что есть такой дефект ?
Как же это:
Спаял на скорую руку имитатор тока с шунта 0-75 мВ. Подал на плату, выход контролирую осциллографом - чувствительность в норме, все прекрасно регулируется.
Нет, видно не было. На выходе микросхемы был "0". При смене полярности, входное напряжение в отрицательную область не уходит, просто на входе всплески наводок от силовых ключей. Кстати и при нормальной полярности тоже плохо видно, как изменяется выходное напряжение с шунта. Там такой мусор идет, что надо обладать долей воображения, что бы угадать истинное положение дел.
Часовой пояс: UTC + 4 часа
Кто сейчас на конференции
Читайте также: