Чем смазывать сопло сварочного полуавтомата
Обновлено: 03.05.2024
Народ! Кто-нибудь сталкивался с такой проблемой:
Проволока варит 1-1,5 часа отлично, а потом начинает забиваться в наконечнике(и после его замены), и не идти.
Канал чистый, наконечники разные пробовали(и дешевые и дорогие).
проблема на аппаратах Kempi, Silka, пробовали на Lorch(правда с водяным охлаждением) -все норм
Диаметр 1.2 называется Geka турция (полированная), ставлю ESAB нормально варит.
Хм. у меня такое на нерже,правда минут 20 вариш и начинает залипать)проволока 1.2,пошол расточил наконечник до 1.5-1.6 и нормально.Иногда рукав передавиш или закрутится как попало,тоже не идёт.
Прижим роликов так же не мало важен,может проскальзывать иногда.
Самый лучший момент, чтобы начать действовать – это сейчас.
Лучше начать действовать, совершая ошибки, чем медлить, стремясь к безошибочности.
Самый лучший способ подготовиться к работе – это начать работать…
Прижим настраивал, канал продувал, рукав ровно держу.
30 минут даешь передохнуть аппарату и снова нормально варит.
Проволока может перегреваться?
Да не должно,такие проблемы с наконечником только,что расширяется и трётся.Диаметр канала то приличный
Проблема в том, что на Esab 12.50 такого нет, а надо переходить на Geka, на аппаратах с вод охлаждением такого нет(
Нормальная проволока- варили и проблем не было. Надо смотреть, под какой диаметр стоят ролики, проверить их соосность, поменять направляющий канал в горелке на больший, обратить внимание правильно ли выбрана его длина- просто если он чуть больше, то при сварке на приличном токе спираль перегревается и её корежит . Ну и сам наконечник- почаще чистить от брызг и пользоваться спреем от налипания.
На видео видно как она вибрирует.Нормальная проволока- варили и проблем не было. Надо смотреть, под какой диаметр стоят ролики, проверить их соосность, поменять направляющий канал в горелке на больший, обратить внимание правильно ли выбрана его длина- просто если он чуть больше, то при сварке на приличном токе спираль перегревается и её корежит . Ну и сам наконечник- почаще чистить от брызг и пользоваться спреем от налипания.
мутный, еще литол посоветуйте. СОЛЬВЕНТ или УАЙТСПИРИТ.
ай молодец,ай уделал мутного,но давайте батенька я попробую все обосновать.Присаживайтесь и слушайте внимательно.В сущности податель сей темы сам и отвечает на свой вопрос,ключевые слова-нагревается и горелка сохлаждением.Давайте проведем небольшой эксперемент,нам будет нужен источник тока,вот этот аккумулятор подойдет,svarnoi69 берите его пожайлуста и ставте на стол,только аккуратно,ну вот пролили на себя электролит?что и в трусы натекло? нет,нет не надо было смывать электролит уайт-спиритом.Но мы немного отвлеклись,итак подсоединяем две медные пластины нормальной комнатной температуры к клеммам аккумулятора и меряем сопротивление тока,далее нагреваем их и снова меряем,сопротивление естественно увеличилось.Теперь рассмотрим процессы происходящие в рукаве полуавтомата-при нормальной температуре съем сварочного тока проволокой происходит в месте большего контакта и большей силы прижимания,а именно в изгибе пистолета -это большей частью и меньшей в наконечнеке пистолета.При нагревании,а более всего нагревается естественно наконечник,увеличивается сопротивление,а увеличение сопротивления между контактами ведет к их нагреванию в итоге мы получаем геометрическую прогрессию и в итоге сваривание между собой проволоки и наконечника(залипание).Лечится это,как я писал выше добавлением маслянной пленки на проволоку,но не в качестве смазки , а в качестве диэлектрика-масло выгорая в наконечнике образует на стенках нагар препятствующий контакту в зоне высокой температуры или же установкой более длинного сопла.Что-что ,svarnoi69, поможет ли вам литол который вы намазали на место ожога?Думаю ,навряд ли,скорее всего вам придется сменить имя на svarnoi5.30 .
Ещё начните обзываться.
Топикстартер,имея большие финансовые возможности вполне может себе позволить и наконечники "Трафимет".Это мы по бедности на "маломагнитке""солидолом" обходимся.
Давайте не забывать что сварочный ток подводится по кабелю(трубчатому кабелю) к наконечнику горелки.При плохом контакте кабеля,или его отсутствии в источнике или горелке, после продолжительной работы,часть тока идет по каналу,спирали.При нагреве она коробится,дуга рвется,проволоку прихватывает.Или малое сечение кабеля,я так думаю.
ток подводится по трубчатому кабелю
Проще говоря:"Плетёнке",которая нагревается.Потому и нет проблем на горелках с водяным охлаждением.Вибрация на таком вылете (я уже посмотрел видео) побочный эффект прохождения канала и наконечника.
масло,не доходя доместА большего контакта и большей силы прижимания,а именно в изгибе пистолета
продолжу как бы. забивает ролики и канал прилипшей стружкой от проволоки и технической пылью.
результат-? снимаете и моете каждую смену пару раз или выкидываете.
дополнительно-частые проскальзывания ведущих роликов,в итоге-неравномерность подачи .
Брызги
Было время, работал полуавтоматом. Шеф сам закупал все пасты и спреи для таких делов. "Башку" п\а кунали прям в банку и все брызги не прилипали, а прям кольцами выпадали из горелки. Спреи не прижились как-то, хотя и они шли за милую душу, когда паста заканчивалась.
Чтоб стекло маски не закидывало, может имеет смысл поставить чистое защитное стекло и посветлее светофильтр, чтоб не "липнуть к дуге" и вести процесс на расстоянии ?
Опыт всегда приходит сразу после того, как он был нужен.
попробуйте хорошенько закоптить сажей дифузор(сопло) горелки. На стекло винил который применяют в рекламе, брызги не впиваются. Если найдёте кварцевое стекло - вперёд везунчик! Последний вариант - настроить аппарат.. думаю не стоит каждый раз..
.когда есть похожие.
Всем доброго время суток! Надоели брызги, которые налипают на стёкла и на горелку полуавтомата. Что делать, чтоб их стало меньше или вовсе не было?
Одно время использовал смесь углекислоты и аргона,шов чище,брызг намного меньше и сопло не так засирает.
По случаю обязательно поменяю баллоны СО на смесь.
попробуйте хорошенько закоптить сажей дифузор(сопло) горелки. На стекло винил который применяют в рекламе, брызги не впиваются. Если найдёте кварцевое стекло - вперёд везунчик! Последний вариант - настроить аппарат.. думаю не стоит каждый раз..
Уж чего-чего, а копоти хватает. Бывает за смену 16 кг проволоки смотаешь, пробовал литолом мазать и красил, и в масло окунал - всё без толку.
У нас есть какая-то спец смазка, название не читал, синеватого цвета. Но горелку макать приходится часто, наверное когда сопло уже покоцанное никакой гель не поможет .
У нас есть какая-то спец смазка, название не читал, синеватого цвета. Но горелку макать приходится часто, наверное когда сопло уже покоцанное никакой гель не поможет .
Да, сопло старое, около года: помято, изогнуто донельзя в конце смены, как правило драишь круглым напильником.
Да, сопло старое, около года: помято, изогнуто донельзя в конце смены, как правило драишь круглым напильником.
Это так, но использую два напильника. Круглый для внутренних работ, для наружных плоский. Но скоро, очень скоро (надо напоминать начальникам почаще) настанут хорошие врема, когда сопло выкидываешь и ставишь новое. Напильники тоже можно выкинуть. Ну или к себе в гараж унести. Напильником делу не помочь, к новому соплу дрянь мало пристаёт. К старому за любую риску зацепится.
Это так, но использую два напильника. Круглый для внутренних работ, для наружных плоский. Но скоро, очень скоро (надо напоминать начальникам почаще) настанут хорошие врема, когда сопло выкидываешь и ставишь новое. Напильники тоже можно выкинуть. Ну или к себе в гараж унести. Напильником делу не помочь, к новому соплу дрянь мало пристаёт. К старому за любую риску зацепится.
У меня есть новое, пока старое не сгорит менять не хочется во 1-х) привык к нему, а 2-х) с изолятора постоянно сваливается, всё равно менять придётся через месяц - оно такое-же будет, а выпрашивать такое фуфло придётся месяц. То нету, то ещё что нибудь. У нас нет проблем со съёмниками и газом, а остальное не выпросить. Хотя и работаю на заводе, а не на частника.
Подготовка к сварке полуавтоматом
Первая часть лекции
начнем издалека - бухты/катушки с проволокой.
Вертушки для проволоки из бухт:
плюсы - так как проволока на вертушке лежит в естественном расслабленном состоянии, то при ее раскрутке проволока не дергается, плавно раскручивает вертушку (плавно останавливается), в общем позволяет подавать проволоку без рывков. Также можно достаточно много закинуть на нее проволоки, лишь бы мотор подающего устройства не перегрузить.
минусы - бухты с проволокой это тяжелое громоздкое и непортабельное "удовольствие". Долго распаковывать бухты, отбирать надо так чтобы не запутать проволоку, желательно вдвоем. От большой "жадности" можно также спину надорвать.
Катушки с проволокой на тормозных механизмах (вертикальное расположение):

Плюсы - быстрая смена проволоки в удобных катушках, уровень "максимальной жадности" ограничен 15-ю кг. за один раз.
Минусы - на своей практике я сталкивался в основном с 5 кг. катушками, когда проволока в бухтах заканчивалась, и у меня не получалось добиться плавного начала раскрутки катушки - катушки с плотно намотанной проволокой, готовой чуть-что размотать себя если тормоза ослабить. Свободного выбега проволоки почти нет и катушка постояно разгонялась с небольшим рывком, тормозилась и повтор.
В общем надоела мне такая радость достаточно быстро, и я сделал себе специальную "вертушку для катушки" в которой проволока могла быть опять же в расслабленном горизонтальном положении.
1 кг.(типа легкая) и 15 кг. (типа достаточно большого диаметра) может такой проблемой сильно не страдают, но на 5 кг. на обычном тормозном механизме у меня постоянно было подтормаживание проволоки, и когда надо варить на скорость, герметичность и аккуратность, то контроль и компенсация этих подтормаживаний со временем начала очень раздражать. По идее, хотелось бы сделать какой-нибудь вариант с преднатяжением проволоки, чтоб избавиться от ее рывков при раскрутке катушки - это так, идея для производителей.
По поводу очистки проволоки "на ходу" - посудная металлическая щетка, хомутик для нее (широкий, небольшого диаметра), можно продублировать еще раз, после добавить войлок с канцелярским зажимом, если проволока омедненная, то просто войлок.
Вторая часть - подающий механизм:
чтоб все варилось, крутилось, подавалось, наиболее предпочтительным вариантом будет: 4-х роликовый механизм, со всеми 4-мя толкающими роликами (все ролики зацеплены шестернями), ролики/шестерни с игольчатыми (или может обычными) подшипниками качения, например как у Fronius. С бронзовыми втулками в качестве подшипников, если слишком сильно затянуть прижимные ролики, то они сами станут еще одним "тормозным механизмом".
В общем смысл - минимум тормозов в самом подающем механизме, максимум толкающего усилия при не сильном прижиме роликов.
Прижим роликов настраивать так чтобы была возможность проскальзывания проволоки, то ли от усилия пальцев, ну или хотя бы от усилия пассатижей (чтоб останавливалась, а не гнулась-выгибалась и продолжала запутываться в кубло/бороду). Некоторое проскальзывание проволоки – это еще один элемент «автоматической подстройки», скажем так, со стороны подающего механизма.
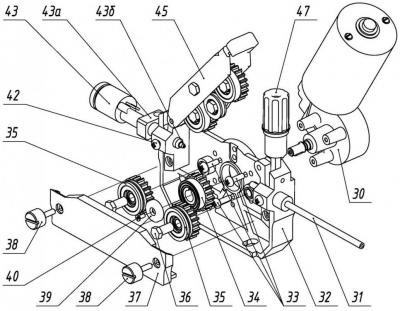
Также важно чтобы так называемая "каппилярная трубка" (поз. 46б на рисунке) подходила как можно ближе к роликам и была "отцентрирована" так, чтобы точно принимать проволоку выходяющую из под роликов (евроразъем такая вещь, что его можно немного криво собрать и получится некоторое смещение в этом месте). Особенно важно для тонких или мягких (алюминиевых) проволок. По идее трубка должна идти от роликов до входа в евроразъеме на самой горелке. Их бывает воруют (желтое, блестящее и быстросъемное), можно в принципе заменить куском направляющей спирали хотя бы.
Далее по степени ухудшения-упрощения идут 4-х роликовый механизм с 2-мя толкающими роликами (верхние прижимные не зацеплены с нижними, вполне хороший вариант если все остальное хорошо настроено и не тормозит); далее - 2-х роликовый с 2-мя толкающими (редкий зверь, делает европа, или китай, но для америки); ну и самый простой и экономный вариант - 2-х роликовый с 1-м толкающим (мобильные компактные полуавтоматы, ширпортеб).
Выбирать расположение механизма (правый/левый) - чтоб удобно было подстраивать прижим роликов (на тонком металле прижим слабее, на толстом - посильнее). В общем это еще одна настройка полуавтомата и надо ей удобно пользоваться.
На крупных производствах. Так дешевле.
Третья часть - рукав
на примере рукава с евроразъемом KZ-2

на входе в рукав с евроразъемом с немецким качеством контакты для кнопки продпружинены и могут утапливаться внутрь - обязательная "защита от дурака" как бы.
Штуцер для подачи газа – есть в евроразъеме
Ну и вход в канал для направляющей спирали/проволоки - важность этого узла в том, что при помощи накидной гайки в рукаве фиксируется направляющая спираль, а также герметизируется газовый тракт, этой самой накидной гайкой и пластиковым фланцем на конце спирали, плюс также и эластичное цветное пластиковое покрытие начальной части спирали служит для герметизации от утечек газа в сторону подающего устройства через саму спираль.

Важно чтобы накидная гайка была на месте (черные пластиковые склонны теряться, желтые латунные – делать ноги ), уплотняющий фланец на спирали чтобы был не раздолбан (отверстие для проволоки тоже), изоляция начального участка спирали должна быть целой, нерасплавленной, не протертой до дыр ))
Бывает иногда такая неприятность, как замыкание проволоки на массу со стороны катушки, а потом раскаленная проволока втягивается подающим механизмом в рукав горелки, спираль от проволоки разогревается и расплавляется вся эта пластмасса на спирали, и иногда бывает склеивается/сваривается с внутренним каналом рукава так, что в итоге можно убить горелку при попытке выдрать спираль из рукава. В общем надо гарантированно изолировать катушку с проволокой от замыканий на массу или на заземленный корпус, чтоб не выкидывать спирали, рукава.
«Настройка» расположения самого рукава – поменьше перегибов, особенно крутых (очень облегчает подачу проволоки, а для алюминиевой - даже необходимое требование), отсутствие пережатий, износа внешней оболочки, так как внешняя оболочка не только изолирует сварочный коаксиальный кабель, но также может выступить в роли запасного газового шланга, в случае если острым не-обточенным краем направляющей спирали будет поврежден внутренний шланг для спирали и газа, как-то так.
Если рабочее место стационарное (сварочная кабина), то может лучше вывесить рукав так чтобы у него и перегибов было меньше, и не было износа об пол, ну и чтобы сварщику было легче жить и не тягать вес всего рукава. Я себе делал вывешивание рукава на выходе из подающего устройства для плавного поворота рукава к рабочему столу, а также еще в одном месте, ближе к горелке, как бы плавающее крепление, чтоб руки разгрузить от веса рукава.
У меня за 5 лет работы новый рукав почти новым и остался.
Рукав на входе в горелку является наверное самым перегибаемым/разгибаемым участком - надо следить чтобы защита кабеля от перегибов была целой, это не только предохраняет кабель от изломов, но и подачу проволоки от заклиниваний.
3 главных правила ухода за сварочным полуавтоматом для улучшения качества сварки
Сварочные полуавтоматы, как и любое другое оборудование, нуждаются в проведении своевременной, комплексной профилактики. Под определением профилактика подразумевается выполнение определенного комплекса мер, направленных на поддержание чистоты, а соответственно и работоспособности оборудования.

Стоит отметить, что сварочные полуавтоматы, как никакое другое оборудование, нуждается в проведении регулярных чисток и обслуживания. Ведь проведение комплексной профилактики сварочного полуавтомата позволит не только продлить время эксплуатации этого устройства, но и существенно повысит качество проводимых сварочных работ в будущем.
Как почистить подающий механизм
При работе сварочного полуавтомата, непосредственно в отсеке, в котором располагается сама бобина, со временем скапливается большое количество пыли и мелких частиц метала. Эти металлические частицы образовываются по всей линии подающего узла и могут в итоге оказывать негативное влияние на качество проводимых сварочных работ.

Кроме того, скопления пыли в отсеке с бобиной опасно для сварочного полуавтомата тем что:
- Пыль способна провоцировать скопление большого количества влаги в отсеке. Это чревато уменьшением уровня сопротивления изоляции.
- Скопление грязи, а также пыли отрицательно влияют на теплоотводящие характеристики силовых полупроводников.
Для очистки отсека, с расположенной в нем катушкой, предпочтительнее воспользоваться сжатым воздухом. Благодаря специальному продувочному пистолету и порывам сжатого воздуха можно быстро избавиться от скопившейся грязи, пыли, а также металлических частиц внутри отсека. Чтобы добраться до отсека с расположенной в нем бобиной, необходимо открыть боковую откидную дверь полуавтомата.
Чтобы провести ревизию и комплектную профилактику всего электрооборудования сварочного устройства, нужно полностью демонтировать защитный кожух (корпус). Для этих целей можно воспользоваться обыкновенной крестовой отверткой либо шуруповертом.
После продувки электрооборудования, защитный кожух нужно поставить на место, закрутив после этого все саморезы, на которых он крепиться к конструкции сварочного полуавтомата.
Перед выполнением профилактики и устранением грязи и пыли с электрооборудования, следует убедиться в том, что сварочный полуавтомат отключен от электрической сети. Ни в коем случае нельзя проводить работы по чистке сварочного оборудования, которое подключено в сеть.
Как почистить силовые элементы
Как и деку, в которой расположена катушка (подающий механизм) отсек в котором расположено электрооборудование – электронные платы сварочника, также периодически необходимо продувать и чистить от пыли, разнообразных загрязнений при помощи сжатого воздуха. Однако в этом случае работать нужно аккуратно и выставлять невысокое давление, чтобы потоки сжатых воздушных масс во время продувки, не повредили электросхемы на платах сварочного аппарата.

В некоторых случаях, слои пыли, которая появилась на электрооборудовании и силовых элементов, со временем начинают плотно слеживаться и уплотняться. В этом случае удалить такие загрязнения при помощи одной лишь продувки будет очень проблематично. Поэтому, для того чтобы качественно почистить силовые элементы сварочного аппарата нужно:
- При помощи сжатых воздушных масс выполнить продувку электромонтажа оборудования.
- Устранить разрыхленные слои грязи или пыли.
- При помощи жесткой малярной кисти, сделанной из капрона, разрыхлить плотно скомканные слои пыли.
- Выполнить повторную продувку.
Выполнять процедуру по разрыхлению больших слоев уплотнившейся пыли и продувку необходимо до тех пор, пока все загрязнения не будут удалены с поверхности силовых элементов. Выполнять работы по очистке модулей с электроникой и силовых плат нужно аккуратно, чтобы не повредить их целостность.
Как почистить сопло газовой горелки
Чистить сопло газовой горелки необходимо чаще, чем подающий механизм и силовой элемент сварочного полуавтомата. Это обусловлено тем, что во время проведения сварочных работ непосредственно в самом сопле оседает большое количество расплавленных частиц металла, которые после полного остывания образуют прочную, твердую корку. В результате этого, при скоплении большого количества расплавленных металлических частиц, может произойти слипание газового сопла непосредственно с самим медным наконечником.

Чтобы почистить сопло, сначала его необходимо снять непосредственно с самой газовой горелки. Затем нужно взять напильник округлой формы и с его помощью убрать скопившуюся на поверхности сопла металлическую корку. Для выполнения этой работу рекомендуется использовать напильники с крупными насечками. После устранения корки можно детали очищенной горелки обработать специальной жидкостью, которая препятствует скапливанию брызг на поверхности сопла.

Чтобы улучшить качество сварки сварочного полуавтомата необходимо постоянно чистить его подающий механизм, силовые элементы, а также сопло горелки от загрязнений. При этом многие специалисты, для повышения качества сварки, рекомендуют каждый раз перед эксплуатацией сварочника, прочищать сопло газовой горелки.
Читайте также: