Чем заделать дырку в алюминии без сварки
Обновлено: 20.09.2024
Если по технологическим условиям нежелателен нагрев соединяемых деталей применяется холодная сварка для алюминия. По прочности данная методика превосходит болтовое крепление. Она хороша тем, что может использоваться в домашних условиях неподготовленными людьми.
Виды холодной сварки алюминия
Соединение алюминиевых деталей без традиционной сварки применяется в промышленности и домашними мастерами для изготовления корпусов приборов, бытовых изделий, восстановления поверхности. Используемые способы:
- Сварка давлением выполняется прижатием соединяемых участков стержнями (пуансонами). За счёт высокого давления оксидный слой разрушается. Это способствует созданию монолитного соединения на молекулярном уровне на местах воздействия пуансонов.
- Сдвиг под давлением аналогичен предыдущему, но соединение за счёт горизонтального смещения происходит по всей длине стыкуемых участков.
- Соединение клеем на основе эпоксидных смол распространено в быту. После нанесения он, реагируя с металлом, внедряется в кристаллическую решётку, прочно скрепляя детали.
Методы сварки деформацией
Обязательным условием этой технологии является очистка с последующим обезжириванием заготовок. Деформация алюминия производится постоянным или переменным давлением. В зависимости от размера заготовок и необходимой надёжности выбирается один из трёх методов.
Точечный
Самый распространённый способ, так как не требуется зажимное устройство. Заготовки кладутся внахлёст, по их длине вдавливаемыми пуансонами создаются интервальные точки соединения. Полученный шов негерметичен. Качество крепления определяется степенью деформации, показывающей отношение глубины вдавливания к толщине материала. Норма по алюминию равна 60 — 70%, для сплавов — 75 — 90%. Не рекомендуется использовать листы толще 15 мм.
Шовный
Применяется для создания герметичных швов любой длины. Выполняется кольцевыми пуансонами или вращающимися роликами с помощью фрезерного или ручного станка. Протяжка осуществляется при одностороннем варианте между роликом и опорой, при двухстороннем — между двумя роликами. Недостатком шовной сварки считается уменьшение толщины по шву, что снижает сопротивление на изгиб.
Стыковой
Сварка алюминия этим методом производится в зажимном устройстве, размеры которого ограничивают длину и габариты заготовок. Детали закрепляются в губках, и за счёт осевого давления сопрягаются торцами. Несмотря на высокое качество швов, применение метода ограничено, так как в месте соединения образуется выпуклость. Участки, зажатые в губках, сильно деформируются, поэтому их извлечение затруднено. Метод используется для сваривания алюминиевых проводов, стержней, реже труб. Рекомендуется использовать металл сечением не более 30 мм².
Холодная сварка клеем
Состав продаётся в хозяйственных магазинах в виде мастики или двух жидких компонентов, упакованных в тюбики. Основа состоит из эпоксидной смолы с добавленными наполнителями и присадками для улучшения адгезии, прочности, стойкости к агрессивным веществам и предельным температурам. Имея клей для жидкой сварки и алюминиевые изделия с повреждениями ремонт можно производить даже в полевых условиях.

Выбор клея
В магазинах имеется обширный ассортимент составов отечественного и зарубежного производства. При выборе клея для холодной сварки необходимо:
- сравнивать характеристики имеющихся марок с требуемыми для выполнения работы;
- обращать внимание на универсальные виды, предназначенные для склеивания деталей из алюминия с другими материалами;
- внимательно изучать инструкцию;
- консультироваться с продавцами;
- ознакомиться с отзывами покупателей;
- учитывать, что жидкие составы сохнут дольше, чем мастика.
Пошаговый процесс
Инструменты для подготовки смеси не должны быть металлическими, чтобы она не взаимодействовала раньше срока. Для безопасной работы потребуются защитные перчатки, респиратор. Технология сварки алюминия клеем имеет следующую последовательность:
- Средство извлекается из упаковки.
- Отливается или отрезается необходимое для работы количество.
- Ингредиенты перемешиваются до образования однородной массы. Срок до начала затвердевания составляет 30 минут.
- Соединяемые участки обезжириваются ацетоном.
- Наносится клей, затем детали сжимаются на 40 минут.
- Затем выступившая смесь удаляется наждачной бумагой.
- Изделию дают отстояться пару часов до полного затвердевания средства.
- Заделка дефектов и отверстий производится последовательным нанесением слоёв толщиной 5 мм с полной просушкой каждого.
Преимущества и недостатки клеевого метода
Помимо того что клей «холодная сварка» — это простой способ соединения, он и стоит недорого. Большую популярность метод приобрёл благодаря следующим качествам:
- быстрое, 20 — 30 мин, создание соединений;
- отсутствие затрат на электроэнергию;
- возможность выбора способов соединения (встык, внахлёст, заделка дефектов);
- возможность сварки разнородных материалов;
- соединяемые участки не деформируются.
Однако специфика метода накладывает ограничения на его использование. Применение холодной сварки клеем нежелательно:
- в местах с высокой температурой;
- если изделие должно быть экологически чистым;
- для скрепления деталей, подвергающихся ударным и вибрационным нагрузкам;
- при ремонте сосудов и труб высокого давления;
- для восстановления изделий, эксплуатируемых в агрессивных средах;
- если ёмкость контактирует с продуктами питания и питьевой водой.
После освоения способов холодной сварки любой человек сможет в домашних условиях самостоятельно производить ремонт алюминиевых изделий. Никакого сложного оборудования и навыков для этого не нужно.
Холодная сварка для металла – применяем правильно
Что такое холодная сварка? Этот вопрос задают себе многие из тех, кто собирается воспользоваться данным средством для быстрого соединения металлов. О холодной сварке, без сомнения, слышали многие и достаточное количество людей уже успели признать все преимущества данной технологии. Но, к сожалению, не все из тех домашних мастеров, кто уже успел попробовать соединить металлические детали при помощи такого средства, смогли оценить все его уникальные характеристики.
Холодная сварка для металла
Основная причина такой ситуации заключается в том, что очень часто наши люди не считают нужным внимательно читать инструкции, в которых и оговорены все нюансы использования того или иного устройства или технологии. Именно поэтому мы и хотим посвятить данную статью всем вопросам, относящимся к правилам использования и области применения такого замечательного средства, каким, бесспорно, является холодная сварка.
Разновидности холодной сварки
По сути, холодная сварка — это клей с высокой степенью пластичности, изготовленный на основе всем известной эпоксидной смолы. По своей структуре этот клей может быть двухкомпонентным, тогда его можно хранить длительное время, либо однокомпонентным, который необходимо применить максимально быстро, чтобы не столкнуться с утратой им своих клеящих свойств.
Как правило, такое средство выпускается производителями в виде двухслойного цилиндра, внешняя оболочка которого состоит из отвердителя, а внутренний сердечник представляет собой эпоксидную смолу, смешанную с металлической пылью. Такая добавка в виде металлической пыли необходима для того, что придать получаемому соединению высокую прочность и надежность. Содержит холодная сварка и другие добавки, которые и придают ей, а также соединениям, полученным с ее помощью, уникальные характеристики. Основную часть таких добавок производители держат в секрете, но наиболее известной из них является сера.
Классифицируется холодная сварка в основном по области ее использования, то есть по тем материалам, которые могут соединяться при помощи различных ее типов. Так, на сегодняшний день успешно применяются следующие виды данного средства.
Холодная сварка для металла
Такое средство активно и успешно используется не только домашними мастерами, но и автолюбителями, так как позволяет оперативно и эффективно решить многие проблемы, связанные с эксплуатацией автомобиля. Соединения, полученные с его помощью, дают возможность не только забыть о возникшей проблеме на короткое время, но и эксплуатировать восстановленные детали достаточно продолжительное время.
Однако следует иметь в виду, что холодная сварка оптимально демонстрирует себя при соединении тех деталей, которые не испытывают при эксплуатации значительных нагрузок. Широкое применение такое средство нашло и при ремонте сантехнических устройств, в которых необходимо оперативно устранить возникшую течь. Но насколько бы надежным оно не было, всегда следует помнить о том, что оно служит лишь для того, чтобы устранить возникшую проблему лишь на время. При первом же удобном случае следует воспользоваться методами капитального ремонта.
Клей «Холодная сварка» для различных видов пластика
Данное средство, которое является менее распространенным, используется, как следует из его названия, для выполнения оперативного ремонта пластиковых деталей. Находит применение такой клей как на производственных предприятиях, так и для выполнения ремонта в бытовых условиях. Чаще всего необходимость пользоваться таким средством возникает в тех случаях, когда нужно выполнить ремонт пластиковых труб и корпусов различных устройств.
Виды холодной сварки для различных материалов
Пользоваться таким клеем можно и в тех случаях, когда необходимо выполнить соединения изделий, изготовленных из жесткой резины. Естественно, что широкое применение такая сварка нашла при выполнении строительных и ремонтных работ. Следует отметить, что соединения линолеума, полученные с ее помощью, значительно превосходят по своим характеристикам те, для выполнения которых использовались клей или двусторонний скотч.
Мы перечислили лишь основные виды холодной сварки, но существуют и другие, которые менее распространены. Все эти средства отличает высокая оперативность получения и надежность соединений при условии, что при выполнении работ строго придерживались всех необходимых требований.
Применение холодной сварки для металла
Холодная сварка для металла, инструкция по использованию которой есть в каждой упаковке, применяется практически так же, как и другие разновидности такого средства. Для того чтобы понять, как правильно пользоваться таким клеем, достаточно будет разобрать пример с устранением течи в трубопроводах и емкостях, изготовленных из металла. Что удобно, применять эту сварку можно как при пустых, так и в заполненных емкостях и даже тех, которые находятся под небольшим давлением. То есть, к примеру, если вам необходимо устранить течь в автомобильном радиаторе, то сливать с него жидкость совсем не обязательно.

Деталь после ремонта холодной сваркой
Итак, алгоритм работы с таким клеем выглядит следующим образом.
- В первую очередь необходимо подготовить поверхность, на которую будет наноситься клей. Для этого лучше воспользоваться наждачной шкуркой, с помощью которой выполняется зачистка поверхности от грязи и ржавчины. Заканчивать такую зачистку следует в том случае, если на обрабатываемой поверхности стал виден металл с нанесенными на него шкуркой царапинами. Причем, чем более глубокими и частыми будут такие царапины, тем более надежным получится соединение.
- Затем следует тщательно просушить поверхность. Для этого можно использовать обычный фен, никаких особых технических средств вам не понадобится. Конечно, холодная сварка для металла справится и с мокрыми поверхностями, но на высокую надежность и герметичность такого соединения рассчитывать не приходится.
- Дальнейшим этапом, который позволит сделать получаемое соединение более надежным, является обезжиривание поверхности. Для этого лучше использовать ацетон, который устранит даже незначительные жировые пятна на обрабатываемой поверхности.
- Далее приступаем к подготовке самого клеевого состава. Так как это средство не жидкое, а достаточно плотное, то используем нож для того чтобы отрезать от цилиндрика холодной сварки кусочек требуемого размера. Очень важно выполнять рез строго поперек цилиндрика, чтобы сохранить в полученном кусочке изначальные пропорции затвердителя и эпоксидной смолы. Отрезанный кусочек необходимо тщательно размять до получения мягкой и однородной по цвету массы, а чтобы средство не приставало к рукам, можно периодически смачивать их водой.

Процесс нанесения сварки на ремонтируемую поверхность
- После того как вы получили мягкую и однородную массу средства, его необходимо достаточно быстро нанести на ремонтируемую поверхность. Технические характеристики многих видов холодной сварки таковы, что она начинает застывать уже через несколько минут после приготовления, поэтому действовать нужно быстро, но аккуратно. Если вы заклеиваете с помощью холодной сварки образовавшееся отверстие, то очень желательно, чтобы часть мягкой массы попала внутрь него. Если же такое отверстие слишком велико, то лучше заделать его при помощи металлической латки, которую фиксируют на поверхности с помощью холодной сварки.
После того как средство нанесено, ему необходимо дать время на засыхание и полное застывание, которое может длиться до 24 часов. Только по истечении этого времени место ремонта можно подвергать отделке (зачистке, шпатлевке и покраске).
В любом случае перед началом использования холодной сварки лучше еще раз ознакомиться с инструкцией или даже посмотреть обучающее видео, которое без проблем можно найти в интернете. Очень важно соблюдать аккуратность при использовании обезжиривающих веществ, основная часть из которых представляет опасность для человеческих глаз и слизистых покровов. В целом, пользоваться таким средством несложно, а соединения, которые оно позволяет получить, отличаются достаточно высокой надежностью и герметичностью.
Холодная сварка для алюминия – разновидности, советы по применению
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.

Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.

Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.

Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.

Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
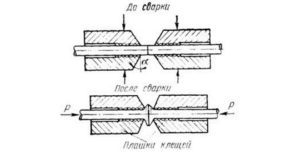
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.

Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.

Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.

Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.

Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Мы знаем чем склеить алюминий
Алюминий, как материал, представляет особенный интерес для производителей. Он легкий, довольно прочный и устойчив к агрессивному воздействию внешней среды. Последнее качество обеспечивается благодаря особенному покрытию. Поэтому, для соединения деталей из алюминия используют специальный клей, компоненты которого разрушают защитный слой и обеспечивают надежное сцепление поверхностей друг с другом. Давайте разберемся, какой клей для алюминия лучше использовать, и определим, какие марки самые надежные.
Виды клея для алюминия
Для склеивания алюминиевых деталей в основном используют два вида клея: полиуретановый и клей на эпоксидной смоле. Оба вида, в свою очередь могут быть однокомпонентным и двухкомпонентным. Каждый вид имеет свои преимущества и недостатки. Прежде чем делать вывод, какая склейка лучше, следует подробней познакомиться с особенностями каждого вида клея.

Алюминиевые детали
Полиуретановый клей
Основу этого вида клея составляют синтетические смолы, которые обеспечивают надежное скрепление деталей. Принцип его действия основан на химической реакции с парами воды. В результате получается прочное полимерное соединение с выделением углекислого газа. Реакция продолжается до полного застывания состав. Углекислый газ выталкивает образующийся полимер, и он расширяется, полностью заполняя собой шов. После высыхания, излишки застывшей клеящей массы легко срезать ножом. Полиуретановый клей обладает рядом важных характеристик:
- Такой клей обеспечивает прочное склеивание даже влажных деталей. Он влагоустойчивый, поэтому в условиях повышенной влажности или постоянном контакте изделия с водой может выступать в качестве герметика. Работать с ним легко и удобно. Клей не имеет агрессивного воздействия на материал.
- Время схватывания довольно растянутое, поэтому можно спокойно подгонять детали. Но в то же время их нужно зафиксировать не меньше чем на час, чтобы избежать перекосов. А полноценно использовать изделие можно не раньше, чем через сутки.
- Склеивать таким составом можно детали из любого материала, кроме полимеров. «Родственников» такой клей скрепляет плохо.
Полиуретановый однокомпонентный клей уже имеет в своем составе отвердитель. Поэтому его чаще используют при соединении дышащих материалов (дерево, кожа, пористый пластик и т.п.).
Для скрепления алюминиевых деталей нужен двухкомпонентный клей. В этом случае отвердитель находится в отдельной емкости.
Смешивать отвердитель с основным составом клея нужно не нарушая пропорции, указанные в инструкции. В противном случае качество соединения деталей будет низким.
Клей на основе эпоксидной смолы
Принцип действия этого вида клея примерно такой же, как у полиуретанового. Основным компонентом является эпоксидная смола, которая определяет ключевые качества состава, такие как:
- термостойкость, способность сохранять свои свойства при температуре от -20°C до 250°C;
- устойчивость к химическим веществам;
- высокая эластичность (при наличии в составе смеси пластификаторов, этот показатель увеличивается);
- безусадочность при отвердении;
- водостойкость;
- высокая адгезия позволяет соединять разнородные по составу детали;
- не является проводником электрического тока.
Современные технологии качественно разнообразили состав эпоксидного клея, добавив ему новые возможности. Двухкомпонентный состав, благодаря наполнителям, так же повышает эффективность соединения деталей.
Эпоксидный клей является лучшим вариантом для алюминия, обеспечивая надежное соединение деталей.
Но, несмотря на его отличные клеящие качества, он обладает рядом недостатков. Например, высокая скорость отвердения не позволяет качественно убрать излишки с детали. На него не действуют высокая температура и химические вещества. Только механическим способом можно убрать клей с поверхности. Также эпоксидный клей довольно токсичный из-за наполнителей. Поэтому им нельзя скреплять детали, которые контактируют с пищей.
Лучшие марки клея для алюминия
Выбирая, чем склеить алюминий, неплохо иметь представление об ассортименте клеевых составов и познакомиться с их лучшими марками.
Лучше обратить внимание на проверенные бренды, которые пользуются популярностью у многих мастеров.
Выбирая клей лучше ориентироваться на такие ключевые характеристики как: термостойкость, водонепроницаемость и скорость полимеризации.
COSMO PU-200.280 COSMOFEN DUO
Одна из распространенных марок полиуретанового двухкомпонентного клея, позволяющая склеить алюминий с алюминием или другими материалами. Клей обладает термо- и влагостойкостью, а так же устойчив к агрессивным химическим средам. Его можно использовать как герметик и наполнитель монтажных швов. Продается здесь .

Клей COSMO PU-200.280 COSMOFEN DUO
Cosmopur 819
Ещё одна марка полиуретанового клея, которую с успехом применяют для склеивания подвижных деталей. Застывая, клей создает вязкий шов, который позволяет поддерживать незначительную подвижность конструкции. Идеально подходит для скрепления уголков или маскировке зазоров.

Клей Cosmopur 819
MASTIX
Довольно распространенная марка клея, больше известная, как холодная сварка. Благодаря водоотталкивающим свойствам, эта марка с успехом применяется в качестве герметика, обеспечивая надежное соединение даже влажных деталей. Широкий температурный диапазон от 50°C до 150°C делает клей универсальным для использования в любое время года. Продается здесь .

Холодная сварка Mastix для алюминия
ASTROhim ACE-9305
Эта марка эпоксидного клея обладает коротким сроком схватывания, поэтому его лучше использовать там, где нужно моментально ликвидировать поломку. По своим качествам он перекликается с маркой Mastix и пользуется популярностью среди однокомпонентных клеев. Продается здесь .

Клей-холодная сварка для алюминия ASTROhim ACE-9305
PERMATEX Cold Weld
Это лучший двухкомпонентный клей для алюминия на основе эпоксидной смолы. Обладает всем ключевыми качествами, такими как термостойкость, высокая полимеризация и водонепроницаемость. Скрепленные им детали устойчивы к нагрузкам и сдвигам. Купить можно тут .

Клей-холодная сварка для алюминия PERMATEX Cold Weld
Metal Bond
Двухкомпонентный клей на основе эпоксидной смолы отлично справляется с креплением как однородных, так и разнородных деталей.

Двухкомпонентный клей Metal Bond
Подробнее об этой марке клея можно посмотреть в обзоре здесь:
Таким образом, выбирая клей для алюминия, следует обращать внимание на его качественные характеристики. Состав клеящей смеси также имеет немаловажное значение. В зависимости от добавок меняются свойства клея. Не стоит забывать, что большинство клеящих составов токсичны, поэтому работы по склейке лучше проводить в вентилируемом помещении.
Ремонт сквозной коррозии кузова автомобиля без сварки
Первые проявления сквозной коррозии кузова у машин отечественного автопрома появляются уже на второй год эксплуатации. В таком случае не обязательно обращаться в автомастерскую, так как заделка дыр в кузове авто без сварки производится довольно просто. Умельцы придумали несколько способов быстрого латания небольших отверстий, например арок или дыр в крыле. Однако методы без сварки неприемлемы для ремонта силовых элементов.

Подготовительный этап
Перед заделкой сквозных дыр с их краев нужно болгаркой удалить проржавевший металл. На участке вокруг отверстия удаляется краска, грязь, следы коррозии. Затем его обрабатывают антикоррозийным составом и обезжиривают. Чтобы заделать дыру в кузове выбирается один из перечисленных ниже способов. Для придания отремонтированному месту нужной формы используется автомобильная шпаклевка.
Ремонт кузова шпатлевкой
Этот способ применяется, когда требуется срочно заделать небольшую дырку без сварки или нет других вариантов ремонта авто. Однако следует понимать, что это временная мера, так как шпатлевка быстро рассыплется. Чтобы отремонтировать повреждение используют специальную шпатлевку с мелкими, средними, крупными стекловолокнами. При ее подготовке нужно следить за отсутствием пузырьков воздуха. Для создания равномерного слоя с обратной стороны дыры устанавливается подкладка.
На подготовленное место повреждения наносится грунтовка. После ее высыхания наносится шпатлевка с крупными волокнами. В зависимости от размера дыры наносится несколько слоев с полной просушкой каждого. Общая толщина не должна превышать 2 мм, иначе заплатка начнет трескаться. Последний слой наносится шпатлевкой с мелкими волокнами. Отремонтированную поверхность авто обрабатывают мелкозернистой наждачной бумагой.
Стекловолокно и сетка
Для ремонта более обширных повреждений используют заплаточную сетку из алюминия. Из нее вырезается кусок размером чуть больше дыры и прикрепляется малярным скотчем. Далее заделка дыр в кузове автомобиля без сварки производится в следующей последовательности:
- наносится тонкий слой стекловолоконной шпатлевки, не затрагивая скотча;
- после высыхания скотч убирается;
- последующие слои шпатлевки наносятся после высыхания предыдущего;
- поверхность авто обрабатывается наждачной бумагой или шлифовальной машинкой до гладкого состояния;
- для усиления сетки с обратной стороны кузова наносится несколько слоев шпатлевки.
Долговременные заплаты на авто делают из стеклоткани и эпоксидной смолы. Из нее нарезают несколько накладок, первая из которых должна закрывать дыру с запасом в 2 см. Размер каждого следующего куска делается больше предыдущего. Последняя накладка должна закрывать весь зачищенный в процессе подготовки металл.
Нарезанные куски пропитываются смолой и накладываются на дыру в последовательности увеличения размеров. Если нужно заделать дыры большого размера с обратной стороны кузова используют подкладки, чтобы ткань не провисала. После укладки всех слоев стеклоткани ждут полного затвердевания смолы. Необходимое для этого время указывается в инструкции.
Пайка кузова автомобиля
Этот способ используется для заделки мелких и больших дыр без сварки. Для работы потребуется флюс, который защитит металл от быстрого окисления. С этой задачей успешно справится паяльная кислота, продаваемая в магазинах радиотоваров. Для достижения необходимой температуры потребуется паяльник мощностью от 1 кВт или его разновидность с нагревом паяльной лампой, но лучше воспользоваться газовой горелкой. Припой выбирается тугоплавким, так как заделать дырку в кузове авто с его помощью можно более надежно.
Мелкие отверстия просто заполняются припоем, начиная с краев постепенно наплавляя к центру. Большую дыру в кузове закрывают заплаткой, вырезанной из жести от консервной банки. Она обеспечивает:
- прочное соединение, почти как у сварки;
- значительно больший, чем у шпатлевки, срок службы, но меньше чем у сварки;
- возможность заделки отверстий значительных размеров;
- простоту выполнения, ремонт доступен даже новичкам.
Работа выполняется в следующей последовательности:
- Вырезается заплата с запасом по размерам дыры. Чем больше площадь ее прилегания к кузову, тем надежней соединение.
- Спаиваемые края заплатки и места повреждения зачищаются наждачной бумагой до блеска.
- Используя флюс и припой, производится облуживание зачищенных поверхностей.
- Наложив заплату на ремонтируемый участок авто, ее нагревают до температуры плавления припоя. При этом нужно следить за непрерывностью шва, чтобы не было пропущенных участков.
- После остывания остатки флюса удаляются, место пайки промывается горячей водой с содой.
Учтите!
Недостатком этого способа является вспучивание заплаты из-за нагрева. Если проверка линейкой подтверждает это, пузырь удаляется легкими ударами молотка.
Образовавшаяся впадина выравнивается шпатлевкой:
- На поверхность заплатки, плюс несколько миллиметров с каждого края, наносятся риски 120-ой наждачной бумагой. Это необходимо для надежного сцепления шпатлевки с металлом.
- Зачищенная поверхность очищается от пыли и обезжиривается растворителем.
- Чтобы металл не успел покрыться ржавчиной, грунтовка наносится не позднее часа после подготовки.
- Первые 2 слоя наносятся фосфатной или кислотной грунтовкой с промежутком в 15 минут.
- Подождав еще четверть часа, накладывается 2 — 3 слоя акрилового грунта с периодичностью 5 минут.
- Для полного высыхания требуется 3 — 4 часа. Процесс сушки можно ускорить с помощью инфракрасного обогревателя.
Заклепки
Этим способом заделываются не только большие дыры в кузове авто, но и меняются детали (крылья, фартуки) без сварки. По надежности он не уступает сварке. Заклепки рекомендуется устанавливать в малозаметном месте. Поскольку при работе нет брызг расплавленного металла, как у сварки, его часто используют для ремонта пола в салоне авто.
Необходимый для работы заклепочник можно купить в магазине (стоимость примерно 500 руб.). Технология проста:
- Вырезается заплата, чтобы она накладывалась внахлест на 2 см по краям отверстия.
- Приложив к кузову, ей придается нужная форма.
- Намечаются места отверстий под заклепки.
- После сверления латки сверлом по диаметру заклепок (4 — 6 мм), желательно края отверстий раззенковать, чтобы она плотнее прилегала к поверхности кузова авто.
- Опять приложив заплату, накернивается центр первого отверстия и просверливается.
- После его заклепывания и выравнивания латки накерниваются и сверлятся по месту остальные отверстия.
- Для обеспечения плотного прилегания заплаты к кузову авто заклепки закрепляются от центра к краям.
- Чтобы внутрь не попадала влага, место соединения по периметру и заклепкам промазывается герметиком.
Завершающий этап
Независимо от того каким способом был произведен ремонт кузова автомобиля все они заканчиваются шпатлевкой. Однако она впитывает влагу, что приводит к быстрому разрушению. Поэтому сверху ее нужно покрывать антикоррозийной или эпоксидной грунтовкой. Завершается кузовной ремонт без сварки покраской. Для этого применяют краскопульт или аэрозольные баллончики, предварительно закрыв прилегающую поверхность авто полиэтиленовой пленкой. Кистью пользоваться не стоит, так как возможны потеки.
Предложенные способы помогут произвести ремонт авто без сварки при единичных повреждениях. Однако если коррозией поражена значительная площадь проще и надежней будет обратиться в автомастерскую для замены проржавевшего участка сваркой. Чаще всего это случается с полом, поэтому рекомендуется регулярно его проверять снизу авто на смотровой яме или подъемнике.
Читайте также: