Что относится к опасным и вредным производственным факторам в процессе сварки
Обновлено: 13.05.2024
Опасный производственный фактор (ОПФ) — такой производственный фактор, воздействие которого на работающего в определенных условиях приводит к травме или к другому внезапному резкому ухудшению здоровья.
В этом разделе даны общие представления о данных факторах и их влиянии на организм человека; подробно они рассмотрены в учебном пособии «Охрана труда на производстве и в учебном процессе» серии «Безопасность жизнедеятельности» под ред. Р. И. Айзмана и С. В. Петрова.
Травма — это повреждение тканей организма и нарушение его функций внешним воздействием.
Производственная травма является результатом несчастного случая на производстве, под которым понимают случаи воздействия ОПФ на работающего при выполнении им трудовых обязанностей или заданий руководителя работ.
Вредный производственный фактор (ВПФ) — такой фактор, воздействие которого на работающего в определенных условиях приводит к заболеванию или снижению трудоспособности. Заболевания, возникающие под действием вредных производственных факторов, называются профессиональными.
К ОПФ относятся:
- электрический ток определенной силы;
- возможность падения с высоты самого работающего либо различных деталей и предметов;
- оборудование, работающее под давлением выше атмосферного, и др.
К ВПФ относятся: неблагоприятные метеорологические условия, запыленность и загазованность воздушной среды, воздействие шума, инфра- и ультразвука, вибрации, наличие электромагнитных полей, лазерного и ионизирующих излучений и др.
Все ОПФ и ВПФ в соответствии с ГОСТ 12.0.003-74 подразделяются по природе действия на следующие группы: физические, химические, биологические, психофизиологические. При этом один и тот же опасный и вредный производственный фактор по природе своего действия может принадлежать одновременно к нескольким группам.
Физические опасные производственные факторы:
- движущиеся машины и механизмы;
- подвижные части производственного оборудования;
- передвигающиеся изделия, заготовки, материалы;
- обрушивающиеся горные породы;
- повышенный уровень ионизирующих излучений в рабочей зоне;
- повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека.
Физические вредные производственные факторы:
- повышенная запыленность и загазованность воздуха рабочей зоны;
- повышенная или пониженная температура поверхностей оборудования, материалов;
- повышенная или пониженная температура воздуха рабочей зоны;
- повышенный уровень шума на рабочем месте;
- повышенный уровень вибрации;
- повышенный уровень инфразвуковых колебаний;
- повышенное или пониженное барометрическое давление в рабочей зоне и его резкое изменение;
- повышенная или пониженная влажность воздуха;
- повышенная или пониженная подвижность воздуха;
- повышенная или пониженная ионизация воздуха;
- отсутствие или недостаток естественного света;
- недостаточная освещенность рабочей зоны;
- повышенная яркость света;
- прямая и отраженная блесткость;
- острые кромки, заусенцы и шероховатость на поверхностях заготовок, инструментов и оборудования;
- расположение рабочего места на значительной высоте относительно поверхности земли (пола);
Химические опасные и вредные производственные факторы по характеру воздействия на организм человека могут быть: токсическими, раздражающими, сенсибилизирующими, канцерогенными, мутагенными, влияющими на репродуктивную функцию. Проникать в организм человека они могут через органы дыхания, желудочно-кишечный тракт, кожные покровы и слизистые оболочки.
Биологические опасные и вредные производственные факторы включают следующие биологические объекты: патогенные микроорганизмы (бактерии, вирусы, риккетсии, спирохеты, грибы, простейшие) и продукты их жизнедеятельности; микроорганизмы (растения и животные).
Психофизиологические опасные и вредные производственные факторы по характеру действия делят на физические перегрузки и нервно-психические перегрузки. Физические перегрузки, в свою очередь, бывают статическими (длительное сохранение определенной позы) и динамическими (повышенная двигательная активность). Нервно-психические перегрузки могут вызываться умственным перенапряжением, перенапряжением деятельности анализаторов, монотонностью труда и эмоциональными перегрузками.
Безопасность труда — состояние условий труда, при котором исключено воздействие на работающих ОПФ и ВПФ.
Производственная санитария — это организация системы мероприятий и технических средств, предотвращающая или уменьшающая воздействие на работающих вредных производственных факторов (ВПФ).
Техника безопасности (ТБ) — организация системы мероприятий и технических средств, предотвращающих воздействие на работающих ОПФ.
Производственная среда включает согласно ГОСТ 12.1.005-88:
- при перегреве — обильному потоотделению, учащению пульса и дыхания; резкой слабости; головокружению; появлению судорог; а в тяжелых случаях — возникновению теплового удара;
- при переохлаждении — к возникновению простудных заболеваний, хронических воспалений суставов, мышц, органов (легких, почек, бронхов, носоглотки
- оптимальные параметры микроклимата — те, которые при длительном и систематическом воздействии на человека обеспечивают сохранение нормального функционального и теплового состояния организма без напряжения механизмов терморегуляции. Это способствует повышению уровня работоспособности;
- допустимые условия — являются такие сочетания количественных параметров микроклимата, которые при длительном и систематическом воздействии на человека могут вызывать преходящие и быстро нормализующиеся изменения функционального и теплового состояния организма, сопровождающиеся напряжением механизмов терморегуляции, не выходящих за пределы физиологических приспособительных возможностей. При этом не возникает повреждения или нарушения здоровья, но могут наблюдаться ухудшения самочувствия и снижение работоспособности.
Вредные вещества, содержащиеся в воздухе рабочей зоны. Вредным считается вещество, которое в случае нарушения требований безопасности может вызвать производственные травмы, профессиональные заболевания или отклонения в состоянии здоровья, обнаруженные как в процессе работы, так и в отдаленные сроки жизни настоящих и последующих поколений.
Аэрозоли — это воздух или газ, содержащие в себе взвешенные твердые или жидкие частицы.
Вредные вещества проникают через дыхательные пути, кожу и с пищей.
Выделяют 6 групп вредных веществ:
1) общетоксичные — вызывают отравление всего организма: угарный газ (СО), свинец (РЬ), ртуть (Hg), мышьяк (As) и его соединения, бензолсоединения;
2) раздражающие — вызывают раздражение слизистых дыхательного тракта и других слизистых оболочек организма: хлор (С1), аммиак (NH4), пары ацетона, оксиды азота, озон и ряд других веществ;
3) сенсибилизирующие — действуют как аллергены, т.е. вызывают аллергию у человека: формальдегид; различные нитросоединения, гексохлоран;
4) канцерогенные — приводят к возникновению и развитию злокачественных опухолей: оксиды хрома, 3,4-бензапирен, бериллий и его соединения, асбест и др.;
5) мутагенные — вызывают изменения наследственной информации: радиоактивные вещества, свинец, марганец и др.;
6) влияющие на репродуктивную (детородную) функцию человеческого организма: ртуть, свинец, стирол, марганец, ряд радиоактивных веществ и др.
Все вредные вещества по степени воздействия на организм человека подразделяют на классы:
1. Чрезвычайно опасные;
3. Умеренно опасные;
Освещение на рабочих местах. Правильно организованное освещение рабочего места благоприятно влияет на орган зрения и нервную систему. Освещенность рабочего места должна быть не менее 150-300 лк (люкс). Согласно СанПиН 2.4.2.2821-10 в общеобразовательных учреждениях в учебных кабинетах, аудиториях, лабораториях уровни освещенности должны быть на рабочих столах не менее 300-500 лк. Лучше всего использовать потолочные люминесцентные светильники с лампами по спектру цветоизлучения: белый, тепло-белый, естественно-белый.
Для защиты органов зрения от ультрафиолетового и инфракрасного излучений, повышенной яркости видимого излучения и ряда других факторов используют средства индивидуальной защиты: очки, щитки, шлемы, а также различные светофильтры.
Шум — сочетание звуков различной частоты и интенсивности.
С физиологической точки зрения шум — это любой нежелательный звук, оказывающий вредное воздействие на организм человека. Звук с уровнем 120-130 дБ (децибел) вызывает болевое ощущение и повреждения в слуховом аппарате (акустическая травма). Разрыв барабанной перепонки происходит при 180 дБ, а при 196 дБ гтт разрыв легочной ткани. Шум оказывает воздействие на нервную систему, вызывая бессонницу, неспособность сосредоточиться и как следствие — ошибки в работе и несчастные случаи.
Инфразвук — область акустических колебаний в диапазоне ниже 20 Гц (компрессоры, реактивный двигатель, транспортные средства). Звуковые волны с частотой более 20 000 Гц называются ультразвуковыми.
Инфразвуковые и ультразвуковые колебания органами слуха человека не воспринимаются.
Вредное воздействие ультразвука на организм человека выражается в нарушении деятельности нервной системы, снижении болевой чувствительности, изменении кровяного давления, а также состава и свойств крови. Ультразвук передается либо через воздушную среду, либо контактным путем через тело, жидкую и твердую среды. Контактный путь передачи ультразвука наиболее опасен для организма человека.
Вибрация — это совокупность механических колебаний.
Вибрацию вызывают неуравновешенные силовые воздействия, возникающие при работе различных машин и механизмов.
Основные методы борьбы с шумом, инфра- и ультразвуком и вибрацией:
1) уменьшение шума и вибрации в источниках их возникновения;
2) изменение направленности излучения шума;
3) рациональное планирование предприятий цехов;
4) уменьшение звуковой мощности и параметров вибрации по пути их распространения (для шума — звукоизоляция);
5) применение глушителей при аэродинамических шумах (машинах);
6) применение индивидуальных средств защиты от шума (вкладыши, наушники, шлемы);
7) использование при ультразвуке специальных инструментов с изолирующими ручками; резиновых перчаток;
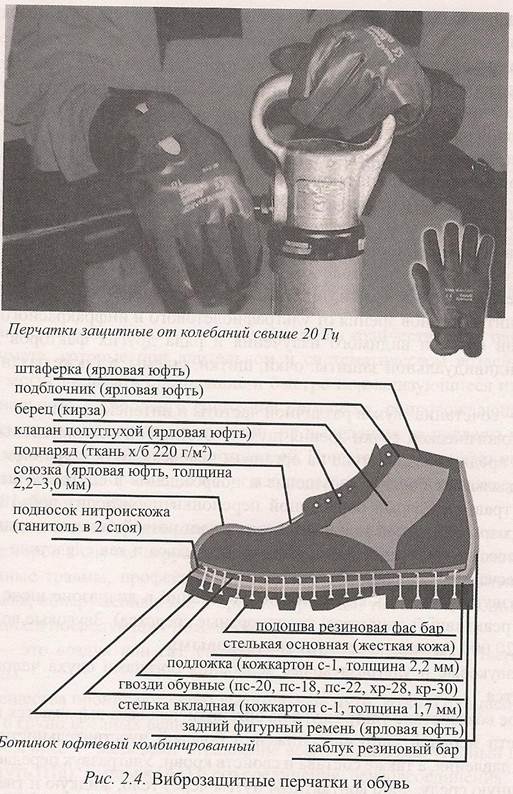
8) использование виброзащитной обуви с прокладкой из упругодеформирующих материалов (из войлока, резины, пластмассы), рукавиц, перчаток (рис. 2.4).
1.3. Опасные и вредные производственные факторы
Опасности. Ситуации, в которых возможно возникновение явлений или процессов, способных поражать людей, наносить материальный ущерб, разрушительно действовать на окружающую человека среду называют опасностями. Для опасностей характерны следующие признаки: угроза жизни, ущерб здоровью, затруднение функционирования органов человека.
Опасность заключена во всех системах, имеющих энергию, химически или биологически активные компоненты, а также иные характеристики, не соответствующие условиям жизнедеятельности человека.
Различают опасности потенциальные (скрытые) и реальные. Для того, чтобы потенциальная опасность реализовалась, нужны условия, которые называют причинами. Такими причинами могут быть как конструктивные недостатки оборудования, непродуманная или нарушенная технология, так и повышенный уровень шума, вибрации, излучений, плохое самочувствие человека и многие другие факторы.
Научная дисциплина, изучающая опасности, средства и методы защиты от них, называется «Безопасность жизнедеятельности» (БЖД). «Охрана труда» исследует опасности, действующие в условиях производства, и разрабатывает методы защиты работающих.
Классификация производственных факторов. Производственный травматизм характеризуется травмами и несчастными случаями на производстве в результате воздействия на работающего опасного производственного фактора при выполнении им трудовых обязанностей. Классификация опасных и вредных производственных факторов приведена в ГОСТ 12.0.003.
Опасный производственный фактор — производственный фактор, воздействие которого на работающего в определенных условиях приводит к травме, острому отравлению или к другому внезапному резкому ухудшению здоровья или смерти.
Вредный производственный фактор — производственный фактор, воздействие которого на работающего в определенных условиях может привести к заболеванию, снижению работоспособности и (или) отрицательному влиянию на здоровье потомства.
В зависимости от количественной характеристики (например, продолжительности воздействия, уровня, концентрации и др.) вредный производственный фактор может стать опасным.
Опасные и вредные производственные факторы подразделяются по природе действия на следующие группы: физические, химические, биологические и психофизиологические.
Группа физических опасных и вредных производственных факторов подразделяется на подгруппы по следующим признакам:
? движущиеся машины и механизмы;
? незащищенные подвижные элементы производственного оборудования;
? перемещаемые изделия, заготовки, материалы;
? повышенная запыленность воздуха рабочей зоны;
? повышенная или пониженная температура поверхностей оборудования и материалов;
? повышенная или пониженная температура воздуха рабочей зоны;
? повышенный уровень шума на рабочем месте;
? повышенный уровень вибрации;
? повышенный уровень инфра- или ультразвука;
? повышенное или пониженное барометрическое давление в рабочей зоне и его резкое изменение;
? повышенная или пониженная влажность воздуха;
? повышенная или пониженная подвижность воздуха;
? повышенная или пониженная ионизация воздуха;
? повышенный уровень ионизирующих излучений в рабочей зоне;
? опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека;
? повышенный уровень статического электричества;
? повышенный уровень электромагнитного излучения;
? повышенная напряженность электрического или магнитного поля;
? отсутствие или недостаточное количество естественного света;
? недостаточная освещенность рабочей зоны;
? повышенная яркость света;
? прямая и отраженная блесткость;
? повышенная пульсация светового потока;
? повышенный уровень ультрафиолетовой или инфракрасной радиации;
? опасные факторы пожара (открытый огонь и искры, повышенная температура воздуха и предметов, взрыв, обрушение и повреждение зданий, сооружений и установок).
Группа химических опасных и вредных производственных факторов подразделяется на подгруппы по следующим признакам:
? по характеру воздействия (общетоксичные, раздражающие, сенсибилизирующие, канцерогенные, мутагенные и влияющие на репродуктивную функцию);
? по способу проникания в организм (через дыхательные пути, пищеварительную систему, кожный покров).
Группа биологических опасных и вредных производственных факторов включает в себя биологические объекты, воздействие которых на работающих вызывает травмы или заболевания:
? микроорганизмы (бактерии, вирусы, риккетсии, спирохеты, грибы и простейшие);
? макроорганизмы (растения и животные).
Среди психофизиологических опасных и вредных производственных факторов в соответствии с характером воздействия можно выделить:
? физические перегрузки (статические и динамические);
? нервно-психические перегрузки (умственное перенапряжение, перенапряжение анализаторов, монотонность труда и эмоциональные перегрузки);
? гиподинамию (малая физическая активность).
Опасные и вредные факторы при выполнении сварочных работ. Сварка относится к работам повышенной опасности, что обусловливает неукоснительное выполнение ряда требований по ее организации и проведению.
При производстве сварочных работ возникают опасные и вредные производственные факторы, которые отрицательно воздействуют на организм человека и могут привести к травме или профессиональным заболеваниям.
Основные опасные и вредные производственные факторы при выполнении сварочных работ (сварка, наплавка, резка, напыление, пайка) представлены в табл. 1.1–1.3.
Наиболее характерным вредным фактором практически для всех способов дуговой, электрошлаковой, контактной и газовой сварки, плазменных технологий и пайки является обра]ование и поступление в воздух рабочей зоны сварочных аэрозолей содержащих токсичные вещества. Длительное воздействие на организм сварщиков этих аэрозолей может привести к возникновению таких профессиональных заболеваний, как пневмокониоз, хронический бронхит, интоксикация металлами и газами. У сварщиков с патологией дыхательной системы высока также распространенность сопутствующих заболеваний центральной нервной системы, желудка и поджелудочной железы, миокарда, а также артериальной гипертензии.
Дуговая сварка, за исключением сварки под флюсом, сопровождается оптическим излучением в ультрафиолетовом, видимом и инфракрасном диапазонах, многократно превышающем физиологически переносимое глазом человека. Интенсивность оптического излучения сварочной дуги и его спектральные характеристики зависят от мощности дуги, способа сварки, вида сварочных материалов, защитных и плазмообразующих газов. При отсутствии средств индивидуальной защиты возможны поражения органов зрения (электроофтальмия, конъюктивит, а также катаракта – помутнение хрусталика) и кожных покровов (ожоги и т. п.).
Таблица 1.1. Опасные производственные факторы при дуговой, электронной и контактной сварке
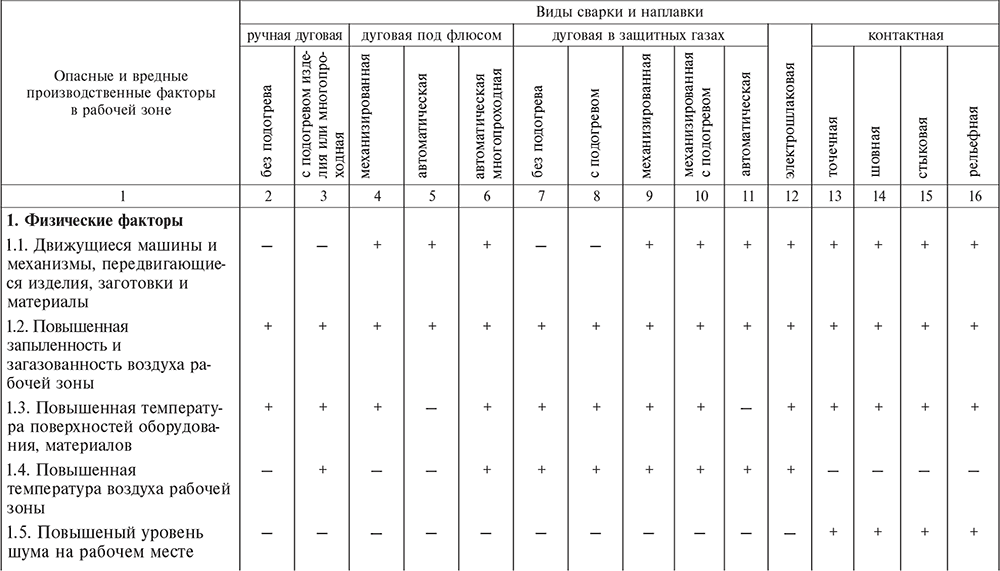
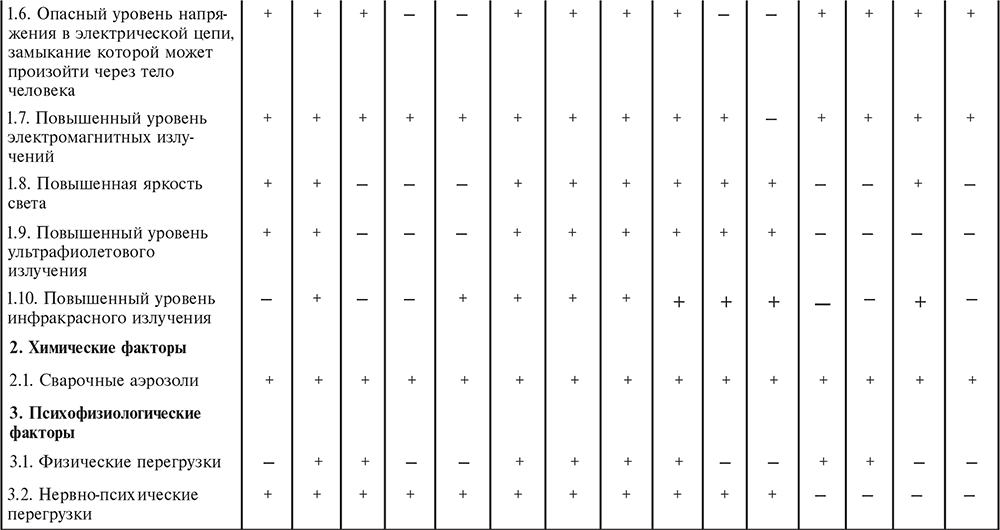
Примечание. Знак «+» означает наличие фактора; знак «—» означает отсутствие фактора.
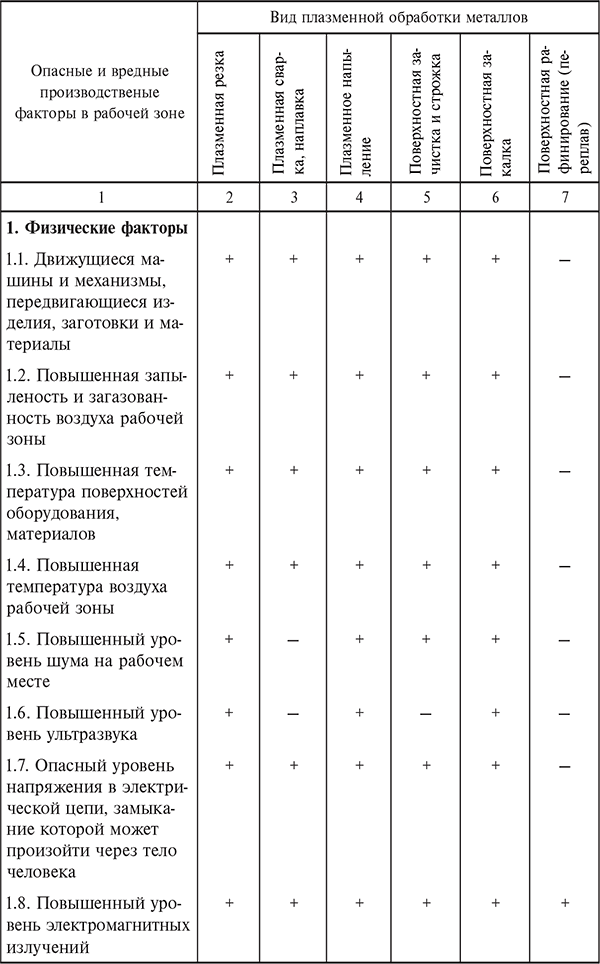
Таблица 1.2. Опасные и вредные производственные факторы при плазменной обработке металлов

Интенсивность инфракрасного (теплового) излучения от свариваемых изделий и сварочной ванны определяется температурой изделий, их габаритами и конструкцией, а также температурой и размерами сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения интенсивностью, превышающей допустимые уровни, может привести к нарушениям терморегуляции, тепловому удару. Контакт с нагретым металлом может вызвать ожоги.
Напряженность электромагнитных полей зависит от конструкции и мощности сварочного оборудования, конфигурации свариваемых изделий. Характер ее влияния на организм определяется уровнем и длительностью воздействия.
Шум на рабочих местах при дуговой сварке является фактором умеренной интенсивности. Источники шума – сварочная дуга, источники питания, плазмотроны, пневмоприводы. Уровень шума от сварочной дуги определяют стабильностью ее горения. Поэтому при сварке покрытыми электродами и другими сварочными материалами, в составе которых присутствуют элементы – стабилизаторы дуги, уровень шума не превышает допустимые уровни звукового давления.
Таблица 1.3. Опасные и вредные производственные факторы при газоплазменной обработке металлов
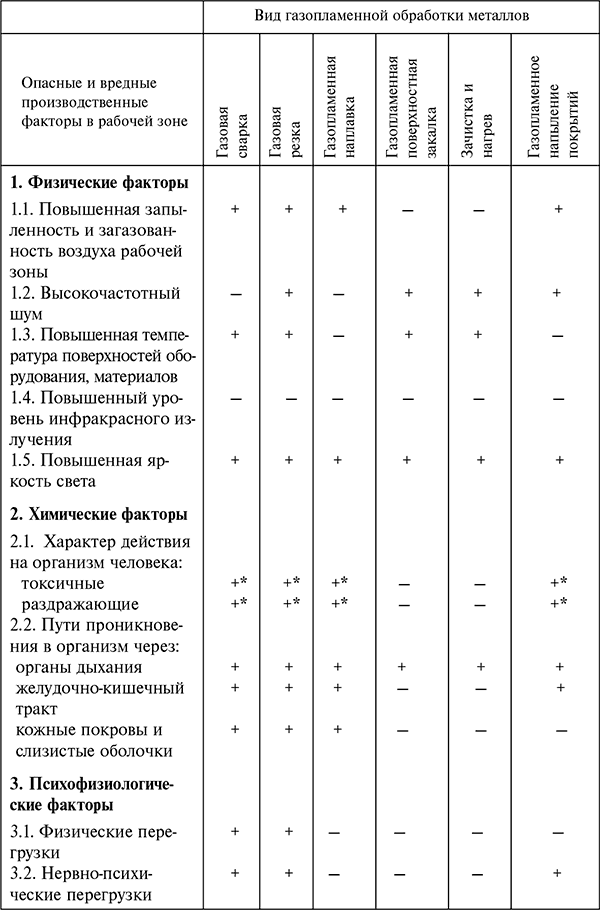
*При газопламенной обработке материалов, содержащих цинк, медь и др.
При сварке в углекислом газе, особенно проволокой сплошного сечения, которая не отличается высокой стабильностью горения дуги, уровни звукового давления в зависимости от режима сварки могут быть больше допустимых значений.
При использовании плазменных технологий и контактной сварки уровни шума существенно превышают допустимые. Кроме того, плазмотроны, применяемые в оборудовании для сварки, резки и металлизации, являются источниками повышенного уровня ультравука.
Наиболее эффективной мерой борьбы с шумом является уменьшение шума в его источнике. Однако в сборочно-сварочных цехах чаще стремятся уменьшить шум на пути его распространения, применяя для этого звукопоглощение и звукоизоляцию.
Разбрызгивание металла при сварке – также следствие нестабильного горения дуги: при сварке в углекислом газе проволокой сплошного сечения оно достигает 15 %, существенно меньше при использовании покрытых электродов и порошковых проволок и отсутствует совсем при сварке под флюсом. Брызги, искры и выбросы расплавленного металла и шлака при отсутствии средств защиты являются причиной ожогов кожных покровов, травмирования органов зрения, а также повышают опасность возникновения пожаров.
Опасным для жизни человека считают напряжение более 42 В переменного и 110 В постоянного токов для помещений сварочных цехов и 12 В для особо опасных условий (сырые помещения, замкнутые металлические объемы и т. п.). Однако эти значения напряжения являются довольно условными, поскольку опасность поражения электрическим током существенно зависит от индивидуальных особенностей организма и окружающих условий. Наличие даже малых количеств алкоголя в крови резко снижает электрическое сопротивление тела человека. Мокрая или потная кожа имеет во много раз большую электропроводность, повышая тем самым опасность поражения током.
Статические и динамические физические нагрузки у сварщиков при ручной и механизированной сварке вызывают напряжение нервной и костно-мышечной систем организма. Статические нагрузки зависят от массы сварочного инструмента (электрододержателя, шлангового держателя полуавтомата), гибкости шлангов и проводов, длительности непрерывной работы и поддержания рабочей позы (стоя, сидя, полусидя, стоя на коленях, лежа на спине). Наибольшие физические нагрузки ощущаются при сварке в потолочном положении, полусидя или стоя, а также при работе в труднодоступных местах лежа на спине (рис. 1.1).
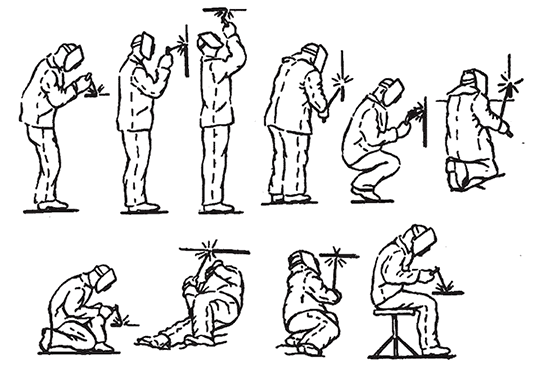
Рис. 1.1. Рабочие позы сварщиков
Рабочая поза — положение тела человека и его отдельных частей, необходимое для выполнения трудовых операций. Поддержание требуемой рабочей позы обеспечивается постоянной активностью нервно-мышечной системы. Рациональную организацию рабочего места при выполнении работ сидя определяет ГОСТ 12.2.032, стоя – ГОСТ 12.2.033.
Динамическое перенапряжение связано с выполнением тяжелых вспомогательных работ: доставка на рабочее место заготовок, сварочных материалов, подъем и переноска приспособлений, поворот свариваемых узлов. Такие нагрузки приводят к утомляемости сварщиков и ухудшению качества сварных швов.
Следует отметить, что кроме указанных в таблице опасных и вредных факторов, при электродуговых процессах отмечается ионизация воздуха рабочей зоны с образованием ионов обеих полярностей. Причиной этого являются электрическая и термическая ионизация в результате электродугового процесса, а также воздействие ультрафиолетового излучения дуги на воздух. Повышенная или пониженная концентрация отрицательно или положительно заряженных ионов в воздухе рабочей зоны также может оказывать неблагоприятное действие на самочувствие и здоровье работающих.
При дуговой сварке в защитных газах, при газовой сварке и резке дополнительно появляются опасные факторы (системы, находящиеся под давлением – баллоны с кислородом, ацетиленом, горючими газами, ацетиленовые генераторы и т. п.), которые могут быть причиной взрывов и пожаров.
Опасные и вредные производственные факторы при сварке, наплавке, резке, напылении и пайке металлов. Газовая, электродуговая сварка, сварка в среде защитных газов
Сваркой называют технологический процесс получения неразъемных соединений из металлов, сплавов и других однородных или разнородных материалов в результате образования атомно-молекулярных связей между частицами соединяемых заготовок. С помощью сварки можно соединить между собой детали из различных металлов и сплавов, керамических материалов, пластмасс
Применяют большое число разновидностей сварки. В зависимости от агрегатного состояния металла в месте соединения во время сварки их подразделяют на сварку давлением, осуществляющую с приложением давления в холодном или в подогретом состоянии, сварку плавлением, при которой соединение получают расплавлением соединенных поверхностей.
Сварку производят на машинах, состоящих из источника тока (понижающего трансформатора), прерывателя тока и механизмов зажатия и т.д. По виду получаемого соединения контактную сварку подразделяют на стыковую, точечную и шовную.
Сварка плавлением. При сварке плавлением силы межатомного взаимодействия возникают между материалами двух свариваемых заготовок, находящихся в месте соединения в жидком состоянии до получения неразъемного соединения. Кромки свариваемых заготовок расплавляют с помощью мощного источника теплоты; расплавленный металл образует общую сварочную ванну, смачивающую полуоплавленную поверхность соединяемых элементов. В процессе расплавления устраняются все неровности поверхностей, органические пленки, адсорбированные газы, оксиды и другие загрязнения, мешающие сближению атомов. После удаления источника нагревания жидкий металл остывает, начинается кристаллизация и образование сварного шва, соединяющего заготовку в единое целое. В зависимости от типа выбранного источника теплоты сварку плавлением можно подразделять на электролитную плавлением, электронно-лучевую плавлением, ацетило-кислородную и т.д.
Электрическая дуговая сварка является одним из самых распространенных способов сварки плавлением. К свариваемым заготовкам и к электроду подводится постоянный или переменный ток от специального источника тока и возбуждается электрическая сварочная дута — стабильный электрический разряд в ионизированных парах или газах. Дуговую сварку можно выполнить плавящимся и неплавящимся электродами В качестве плавящего электрода применяют металлический стержень идентичного по составу металлам свариваемых заготовок. При ручной дуговой сварке сварщик возбуждает дугу, поддерживает ее горение, опускает электрод по мере его плавления и перемещает электрод вдоль сваривариваемых заготовок. В качестве электродов применяют прутки из сварочной проволоки, покрытые специальным составом. Существует автоматическая, полуавтоматическая сварка штучными электродами.
Пайка это технологический процесс соединения металлических заготовок без расплавления посредством введения между ними расплавленного промежуточного металла-припоя. По особенностям пронес технологии пайку можно разделить на капиллярную, диффузионную, контактно-реактивную, реактивно-флюсовую сварку.
Способы пайки классифицируют в зависимости от используемых источников нагрева. Наиболее распространенными являются пайка в печах, паяльниками, индукционная сопротивлением, погружением, радиационная, горелками, электронагревательными металла
Безопасность труда при сварке, наплавке, речке, напылении и пайке металлов.
Опасные и вредные производственный факторы.
При выполнении сварки, наплавки, резки, напылении и пайки металлов па работающих могут воздействовать вредные и опасные производственные факторы. I
вредным производственным факторам относятся: повышенная запыленность и загазованность воздуха рабочей зоны, ультрафиолетовое, видимое и инфракрасное излучение сварочной дуги, а также инфракрасное излучение сварочной ванны и свариваемых изделий; электромагнитные поля, ионизирующие излучения; шум, ультразвук; статическая нагрузка на руку.
При сварке, наплавке, речке и напылении в зону дыхания работающих могут поступать сварочные аэрозоли, содержащие в составе твердой фачы окислы различны металлов (марганца, хрома, никеля, меди, титана, алюминия, железа, вольфрама и др.).их окислы и другие соединения, а также токсичные газы (окись углерода, озон, фтористый водород, окислы азота и др.), при пайке - аэрозоль флюсов и припоев, содержащий свинец, кадмий, цинк, олово, углеводороды, окись углерода и др. Количество и состав сварочных аэрозолей, их токсичность зависят от химического состава сварочных материалов и свариваемых металлов, вида технологического процесса. Воздействие на организм выделяющихся вредных веществ может явиться причиной острых и хронических профессиональных - заболеваний и отравлении.
При отсутствии защиты возможны поражения органов зрения (электроофтальмия, катаракта и т. п.) и ожоги кожных покровов Отрицательное воздействие на здоровье может оказать инфракрасное излучение предварительно подогретых изделий, нагревательных устройств (нарушение терморегуляции, тепловые удары).
При контактной сварке работающие могут подвергаться воздействию переменных магнитных полей, а при высокочастотной сварке - электромагнитных полем. При работе электронно-лучевых установок, проведении гамма- и рентгеновского просвечивания сварных швов, использовании торированных вольфрамовых электродов возможно воздействие на работающих ионизирующих излучений.
Источниками повышенного шума являются плазмотроны, пневмоприводы, генераторы, вакуумные насосы и т. д.. а ультразвука - ультразвуковые генераторы, рабочие органы установок и т. д.
При ручных и полуавтоматических методах сварки, резки, наплавки и пайки имеет мест статическая нагрузка на руки, в результате чего могут возникнуть заболевания нервно-мышечного аппарата плечевого пояса.
К опасным производственным факторам относятся воздействие электрического тока, искры и брызги, выбросы расплавленного металла и шлака; возможность взрыва баллонов и систем, находящихся под давлением; движущиеся механизмы и изделия.
Неправильная эксплуатация электрооборудования может привести к поражению электрическим током. Применение открытого газового пламени, струй плазмы, наличие искр, брызг расплавленного металла и шлака при сварке и резке не только создают возможность ожогов, но и повышают опасность возникновения пожара. Опасность создают использование при сварке и резке горючих газов и кислорода, а также эксплуатация сосудов, работающих под давлением не равным атмосферному.
При выполнении сварочных работ на высоте и отсутствии соответствующих предохранительных средств и ограждений возможно падение работающих. Движущиеся машины, механизмы изделия при отсутствии защитных устройств могут привести к травмированию работающих.
Охрана труда при сварочных работах.
Опасные и вредные производственные факторы. Опасный производственный фактор – это фактор, воздействие которого на сварщика может привести к травме.
Вредный производственный фактор – это фактор, воздействие которого на сварщика может привести к заболеванию.
Основными опасными и вредными производственными факторами при ручной дуговой сварке покрытыми электродами являются:
повышенный уровень оптического излучения в ультрафиолетовом, видимом и инфракрасном (тепловом) диапазонах;
искры, брызги и выбросы расплавленного металла и шлака;
повышенная температура шлаковой ванны, материалов, оборудования и воздуха рабочей зона;
высокое напряжение в электрической цепи;
физические и нервно-психические перегрузки.
Особо характерным вредным фактором является присутствие в воздухе рабочей зоны сварочных аэрозолей, содержащих токсические вещества. Длительное их воздействие на организм сварщика может привести к возникновению профессиональных заболеваний (пневмокониоз, пылевой бронхит и др.).
Наиболее вредные аэрозоли образуются при сварке высоколегированными электродами, содержащими соединения никеля и хрома. Это необходимо учитывать при выборе средств нейтрализации вредных веществ в системах промышленной вентиляции и индивидуальной защиты органов дыхания сварщиков.
При использовании электродов следует руководствоваться техническими условиями, которые содержат требования по безопасности и защите окружающей среды с перечнем вредных и опасных факторов, а также средств защиты сварщиков и окружающей среды.
При сварке и резке медно-цинковых сплавов и оцинкованных сталей выделяется оксид цинка, действие которого на организм вызывает потерю аппетита, жажду, повышенную утомляемость и сухой кашель, что приводит к приступам лихорадки (озноб, повышение температуры, тошнота, рвота).
При сварке и резке свинца и металла, покрытого свинцовыми красками, происходит выделение оксида свинца, воздействие которого на организм работающего проявляется в виде металлического привкуса во рту, отрыжки, потери аппетита и упадка сил. Через 2,5–3,5 месяца появляются лилово-серая кайма вокруг дёсен и сильные головные боли.
Ручная дуговая сварка сопровождается излучением в ультрафиолетовом, видимом и инфракрасном диапазонах, многократно превышающем физиологически переносимую человеком величину. Интенсивность излучения сварочной дуги и его спектральные характеристики зависят от мощности дуги, способа сварки, вида сварочных материалов.
Электрическая дуга является мощным источником яркого света, ультрафиолетовых, и инфракрасных лучей, воздействие которых на незащищённые глаза в течение 10–20с в радиусе до 1м вызывает сильные боли, слезоточивость и светобоязнь.
Воздействие электрической дуги на кожаные покровы в течение 60–180с вызывает ожог (аналогично продолжительному воздействию солнца), а длительное воздействие на органы зрения приводит к электроофтальмии и катаракте.
Интенсивность инфракрасного (теплового) излучения от свариваемых изделий и сварочной ванны определяется температурой изделий, их габаритами и конструкцией, а также температурой и размерами сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения, превышающего допустимый уровень, приводит к нарушению терморегуляции, тепловому удару. Контакт с нагретым металлом может вызвать ожоги.
Напряжённость электромагнитных полей зависит от конструкции и мощности сварочного оборудования, конфигурации свариваемых изделий. Характер их влияния на организм определяется уровнем и длительностью воздействия. Как правило, при ручной дуговой сварке напряжённость магнитного поля незначительна (до 300А/м) и не превышает предельно допустимых уровней.
Источниками шума при дуговой сварке являются сварочная дуга, источники питания, пневмоприводы и др. Уровень шума от сварочной дуги определяется стабильностью её горения. Поэтому при сварке покрытыми электродами и другими сварочными материалами, в составе которых присутствуют элементы – стабилизаторы дуги, уровень шума не превышает допустимого.
Разбрызгивание металла при сварке – также следствие нестабильного горения дуги. При использовании покрытых электродов оно незначительно. Брызги, искры и выбросы расплавленного металла и шлака при отсутствии средств защиты могут быть причиной ожогов кожных покровов, травмирования органов зрения, а также возникновения пожаров.
Опасным для жизни человека считается электрическое напряжение более 42В переменного и 110В постоянного тока при работе в сварочных цехах и 12В – в сырых помещениях, замкнутых металлических объёмах и т.п. Однако эти напряжения являются условными, поскольку опасность поражения электрическим током существенно зависит от индивидуальных особенностей организма и окружающих условий. Наличие даже малых количеств алкоголя в крови резко снижает электрическое сопротивление тела человека. Мокрая или потная кожа обладает гораздо большей электропроводностью, чем сухая.
Статические и динамические физические нагрузки при ручной сварке вызывают перенапряжение нервной и костно-мышечной систем организма. Статические нагрузки зависят от массы сварочного инструмента (электрододержателя, шлангового держателя полуавтомата), гибкости шлангов и проводов, длительности непрерывной работы и рабочей позы (стоя, сидя, полусидя, стоя на коленях, лёжа на спине). Наибольшие физические нагрузки ощущаются при выполнении сварочных работ полусидя и стоя при сварке в потолочном положении или лёжа на спине в труднодоступных местах.
Динамическое перенапряжение связано с выполнением тяжёлых вспомогательных работ: доставка на рабочее место заготовок, сварочных материалов, подъём и переноска приспособлений, поворот свариваемых узлов. Такие нагрузки вызывают утомляемость сварщиков и как следствие ухудшение качества выполнения сварных швов.
Кроме указанных опасных и вредных факторов при ручной дуговой сварке происходит ионизация воздуха рабочей зоны с образованием ионов обеих полярностей. Причиной этого являются электрическая и термическая ионизация в результате электродугового процесса, а также воздействие ультрафиолетового излучения дуги на воздух. Повышенная или пониженная концентрация отрицательно или положительно заряженных ионов в воздухе рабочей зоны также может оказывать неблагоприятное действие на здоровье работающих.
Общие требования. Электросварщик должен иметь квалификационную группу по электробезопасности не ниже второй. Вновь поступающий на работу независимо от квалификации обязан проити вводный инструктаж по технике безопасности, а также инструктаж на рабочем месте, предварительный медицинский осмотр, а в последующем в установленном порядке проходить периодические медицинские осмотры. Инструктаж по безопасности труда проводят не реже одного раза в три месяца. При переводе на работу с использованием нового оборудования сварщик должен ознакомиться с его конструкцией и пройти дополнительный инструктаж по технике безопасности.
Администрация предприятий и организаций обязана выдавать рабочим спецодежду, спецобувь и защитные средства, отвечающие стандартам или техническим условиям в соответствии с нормами выдачи.
Перед началом сварочных работ электросварщик обязан проверить защитные приспособления, шлем, щиток, диэлектрический коврик или диэлектрические боты, надеть спецодежду – брезентовый костюм с огнестойкой пропиткой, ботинки, головной убор, диэлектрические перчатки или брезентовые рукавицы.
Изолирующие защитные средства проверяют при приемке в эксплуатацию, а затем периодически в следующие сроки: диэлектрические перчатки раз в 6 месяцев, диэлектрические боты раз в 3 года, диэлектрические сапоги, галоши и инструмент с изолирующими рукоятками раз в год, диэлектрические коврики раз в 2 года.
Все защитные средства, кроме инструмента с изолирующими рукоятками, должны иметь штамп с указанием срока следующих испытаний и наибольшего номинального напряжения аппаратов, для которых предназначено защитное средство.
Для защиты работающих вблизи, а также подсобных рабочих от лучистой энергии сварочных дуг в постоянных местах сварки для каждого электросварщика устраивают кабину. Свободная площадь на один сварочный пост в кабине должна быть не менее 3м2. Высота стен кабины 1,8–2м. Для лучшей вентиляции стены устанавливают на высоте 50мм от пола, при сварке в среде защитных газов – на высоте 300мм.
Температура нагретой поверхности оборудования не должна превышать 45оС. Требования к оборудованию, используемому для ручной дуговой сварки покрытыми электродами, изложены в ГОСТ 12.2.003, ГОСТ 12.2.049, ГОСТ 12.2.007.8, «Правилах устройства электроустановок», «Правилах техники безопасности при эксплуатации электроустановок потребителей» и «Правилах технической эксплуатации установок потребителей».
Источники тока должны быть надёжно заземлены (ГОСТ 12.2.007.0). В процессе эксплуатации напряжение холостого хода источников питания не должно превышать 80В для источников переменного тока и 100В – постоянного. Источники питания должны быть оборудованы вольтметром и сигнальной лампочкой, указывающими наличие или отсутствие напряжения в сварочной цепи, блоками ограничения холостого хода.
Защита органов зрения. При ручной дуговой сварке сварочная дуга и расплавляемый металл могут быть источником травмирования электросварщика. Для защиты сварщика от излучения и брызг металла, а также от воздействия выделяемых при сварке паров металла, шлака и аэрозолей предназначены щитки. Они бывают двух видов: наголовные и ручные. Наголовной щиток более удобен, так как освобождает сварщика от необходимости удерживать его. Щитки закрывают все открытые части головы и шеи сварщика. При необходимости не обязательно откидывать щиток назад, достаточно поднять крышку рамки со светофильтром и осмотреть конструкцию через прозрачное защитное стекло, подготовить стык к сварке, зачистить кромки, удалить шлак и выполнить другие операции.
Для защиты от вредного излучения дуги в щитки вставляют стеклянные светофильтры тёмно-зелёного цвета, которые позволяют видеть дугу, расплавляемый металл и манипулировать электродом. Применяют 13 классов светофильтров типа С для сварки током от 13 до 900А. (табл.2)
Табл.2. Светофильтры для дуговой сварки.
| Ток, А | 15–30 | 30–60 | 60–150 | 150–275 | 275–350 |
| Тип светофильтра | С-3 | С-4 | С-5 | С-6 | С-7 |
| Ток, А | 350–600 | 600–700 | 700–9000 | Свыше 9000 |
| Тип светофильтра | С-8 | С-9 | С-10 | С-11 |
Наиболее удобны щитки с автоматическим затемнением светофильтра, освобождающие руки сварщика и исключающие сварку «вслепую».
Необходимо иметь в виду, что излучение сварочной дуги может травмировать глаза людей, находящихся недалеко от сварщика. Поэтому рабочих, присутствующих в зоне сварки, следует снабдить очками и светофильтрами. Излучение дуги опасно для зрения на расстоянии до 20м.
Зачистку поверхности металла выполняют в защитных предохранительных очках с прозрачными небьющимися стёклами или в защитных щитках.
Защита тела. Для защиты тела от искр и брызг расплавленного металла и шлака, повышенных температур материалов и оборудования предназначена спецодежда всесезонная и летняя из брезента с термостойкой, искростойкой и огнестойкой пропиткой. Руки защищают рукавицами (ГОСТ 12.4.010).
Спецодежда (куртки и брюки) изготовляется из материала, защищающего сварщика от излучения дуги. При работе на стационарных постах сварщик использует фартук, защищающий от брызг металла, особенно опасных при дуговой резке. Обувь должна быть с нескользящей подметкой.
Во время работы куртка должна быть застёгнута, обшлага рукавов подвязаны или застёгнуты, карманы застёгнуты клапанами, ботинки плотно зашнурованы, брюки должны закрывать ботинки во избежание попадания брызг металла на ноги. Спецодежда, спецобувь и рукавицы должны быть сухими, без следов масла.
К средствам индивидуальной защиты относятся также резиновый коврик, резиновые перчатки и галоши, применяемые при особо опасных работах.
При сварочных работах на открытом воздухе в холодное время года спецодежда дополняется теплозащитными подстёжками в соответствии с климатическими зонами.
Вентиляция. Вентиляция может быть общей и местной. Общую делают приточно-вытяжной. Она служит для удаления загрязнённого воздуха из всего помещения и подачи свежего. Общая вытяжная вентиляция на постоянных рабочих местах недостаточно эффективна: поток загрязнённого воздуха, поднимаясь вверх от дуги или пламени, вредно влияет на электросварщика. Поэтому загрязнённый поток с рабочего места удаляют местными вытяжными устройствами.
Эффективны местные вентиляционные устройства, отклоняющие сварочный факел от лица рабочего и удаляющие загрязнённый воздух, – вытяжные панели. Выбор типа панели зависит от объёма удаляемого воздуха, длины сварочного стола и размеров свариваемых изделий. Вытяжные панели особенно эффективны при сварке относительно небольших деталей. При сварочных работах на больших листах и конструкциях у дуги или панели целесообразно ставить местные отсосы передвижного типа, соединённые с вытяжной вентиляцией телескопическими трубами и поворотными фланцами.
Работа в особо опасных условиях. При ручной дуговой сварке переменным током в особо опасных условиях (внутри металлической ёмкости, на открытом воздухе, а также в помещении с повышенной опасностью) при смене электродов применяют блокировочные устройства. Они позволяют менять электроды при отключенном напряжении сварочной цепи или понижении его до безопасной величины (12–14В). Выполняют работу в брезентовых рукавицах. Во время перерывов сварки электродержатель подвешивают на штатив или крючок.
Особого внимания требует организация рабочего места при работе внутри цистерн, котлов, колодцев и в других замкнутых или тесных пространствах, так как при этом возникает опасность отравления газом и поражения электрическим током.
Электросварщика, работающего в закрытых сосудах, обеспечивают шланговым противогазом ПШ-2 илиПШ-1, спасательным поясом с прикреплённой к нему прочной верёвкой, резиновыми изолирующими матами на войлочной или другой подкладке, плохо проводящей теплоту, шлемом из диэлектрического материала и спецодеждой с резиновыми подлокотниками и наколенниками.
Прежде чем приступить к работе в опасной зоне, берут пробу воздуха. В процессе работы воздуходувкой подают в рабочую зону чистый воздух.
Подлежащие сварке ёмкости, которые были заполнены нефтепродуктами и другими легковоспламеняющимися и горючими жидкостями, обязательно промывают и пропаривают
При выполнении сварочных работ на высоте рабочий должен иметь предохранительный пояс и сумку для инструмента. Если сварщики одновременно работают на различной высоте по одной вертикали, должны быть предусмотрены средства, защищающие людей, находящихся внизу, от падающих капель расплавленного металла и шлака. Под местом сварки оборудуют плотный помост, покрытый листами кровельного железа или асбестом.
Сварщики, работающие на строительных площадках, обязаны носить каски, защищающие голову от падающих предметов, поражения электрическим током и атмосферных воздействий. Под каску надевается подшлемник.
Литература.
1. Виноградов Ю.Г., Орлов К.С. Материаловедение для слесарей-монтажников. М. 1983
2 Кихчик Н.Н. Такелажные работы в строительстве. М. 1983
3. Лупачёв В.Г. Ручная дуговая сварка. Мн. 2006
4.Тавастшерна Р.И. Монтаж технологических трубопроводов. М.1980
5. Тавастшерна Р.И, Бесман А.И., Позднышев В.С. Технологические трубопроводы промышленных предприятий. Справочник строителя. М. 1991
Читайте также: