Требования к сварочным выпрямителям
Обновлено: 20.09.2024
К современному оборудованию для сварки предъявляют различные требования в связи с применяемыми технологиями и способами сварки, спецификой разнообразных классов формируемых инженерных конструкций, а также технико-экономическими параметрами самого производства.
Какие требования предъявляются к сварочному оборудованию на производстве
В процессе организации и подготовки сварочных работ первостепенное значение имеет верное и грамотное размещение используемого оборудования. Согласно актуальным требованиям к работе сварочного оборудования, все используемые установки и агрегаты, состоящие из нескольких аппаратов для сварки, необходимо размещать в отдельном специальном помещении. Эти отсеки должны быть огорожены перегородками, высота которых равна или же больше 1,7 метра.
Применение профессионального сварочного оборудования разного типа и вида, в силу специфики его назначения и устройства, сопровождается шумом, оказывающим негативное воздействие на нервную систему работников, что влечет за собой снижение работоспособности и потерю концентрации внимания. По этой причине подобные агрегаты рекомендуется оснастить качественной звукоизоляцией или де вынести за пределы рабочей зоны помещения.
Между сварочными аппаратами следует создать свободные проходы от полутора метров шириной, тогда как аналогичные зазоры между стационарным оборудованием и стенами или колоннами помещения должны быть не менее полуметра.
Место для размещения стационарного сварочного оборудования esab должно находиться в помещении, которое хорошо проветривается, а также защищено от воздействия атмосферы. Оптимальным решением является комната с бетонным полом, стоны которой не способны отражать блики, возникающие при сварочных работах. В противном случае блики могут нести угрозу для зрения сварщика. Помимо того, необходимо закрыть дверной проем помещения брезентовым полотном, подвешенным на кольцах.
Применение современного оборудования и технологий сварочного производства на различных монтажных площадках часто сопровождается проблемами и сложностями, связанными с хранением агрегатов. Рекомендуется размещать данное оборудование в закрытом помещении, от которого к рабочему месту сварщика протянуты лишь кабели, необходимые для сварки. В случаях, когда подобные требования невыполнимы, сварочные аппараты монтируют на мобильные платформы, позволяющие осуществлять транспортировку оборудования на место хранения после завершения всех работ.
Заготовки, необходимые для выполнения мероприятий с использованием основного сварочного оборудования, необходимо подготавливать предварительно и заблаговременно.
Применяемое сварочное оборудование должно в полной мере отвечать требованиям регламента ГОСТов 12.2.003-9/12.2.049-80, а также правилам:
Важнейшими требованиями к использованию сварочного оборудования эсаб также являются такие аспекты, как:
- высокая производительность;
- отменное качество шва;
- эргономика и надежность работы;
- предельно рациональный расход электричества и материалов;
- минимальные затраты на изготовление продукции.
Устройство современных агрегатов для сварки
Сварочное оборудование, которое используется в настоящее время, является высокотехнологичным устройством, гарантирующим качественное и надежное соединение стальных элементов металлоконструкции. Наиболее же популярными агрегатами, применяемыми в быту и в промышленности, являются инверторные аппараты. Поэтому далее разберем типовой состав именно этого оборудования.
Ключевыми конструктивными элементами инверторного оборудования являются блок управления и силовой блок. Последний ориентирован на выпрямление и преобразование входящего тока, тогда как блок управления позволяет задавать нужные режимы работы.
Силовой блок сварочного оборудования состоит из:
- выпрямителя, содержащего несколько конденсаторов и диодный мост;
- инвертора, сформированного посредством транзисторов;
- фильтра помех, являющегося дросселем на магнитной катушке;
- пусковой схемы, включающей элементы электропитания компонентов блока;
- выходного выпрямителя.
Назначением же рассматриваемого сварочного оборудования является создание эргономичного и эффективного инструмента, позволяющего осуществлять сварку стальных конструкций любой сложности.
Отметим тот факт, что каждый тип сварочного агрегата имеет свои уникальные и отличительные особенности. Помимо того, назначение рассматриваемых аппаратов во многом зависит от технологии сварки и мощности оборудования, а также метода наложения шва.
Так, мощность агрегата определяет, какой металл можно сварить и насколько высоким будет качество сварного шва. Помимо того, этот параметр влияет на то, какие расходные материалы придется использовать и будет ли подвержено коррозии место стыка.
Например, использование инверторных агрегатов для сварки предусматривает применение стандартных плавких электродов, а сварка оборудованием дугового типа требует задействовать специальную проволоку на катушке.
Виды современных аппаратов для сварки
Вид сварочного оборудования определяется по особенности конструкции, принципу действия и цене. По этим параметрам выделяют:
- дизельные и бензиновые сварочные генераторы;
- полуавтоматические и инверторные сварочные аппараты;
- оборудование переменного тока и аргонодуговой сварки;
- устройства для контактной и точечной сварки;
- автоматы дуговой сварки;
- резаки воздушно-плазменные.
Подробнее ознакомиться со всеми видами сварочного оборудования можно у нас в каталоге.
Назначение, особенности и принципы функционирования сварочных выпрямителей

Оборудование
Сварочный выпрямитель представляет собой специальный агрегат, преобразующий электрический ток от сети в рабочее напряжение высокого уровня для проведения сварных работ высокого качества.
Использование такого оборудования облегчает работу сварщика, так как позволяет выполнять более качественные и долговечные соединения металлических поверхностей при экономии расходного материала. Рассмотрим, как устроен и работает выпрямитель для дуговой сварки.
Назначение выпрямителя
Сварка представляет собой соединение двух металлических деталей путем замыкания дуги между соединяемой поверхностью и концом плавящегося электрода сварочного выпрямителя.
Два кабеля подсоединяются к выходящим клеммам устройства: первый фиксируется на свариваемой детали из металла, на конце второго размещается держатель или горелка.
Сварочный выпрямитель.
Полярность, а также режим осуществления сварной операции определяется конкретным полюсом крепления к свариваемым металлическим частям конструкции.
Выпрямитель для сварки имеет довольно простую конструкцию. Он состоит из нескольких блоков, которые обеспечивают сварщику стабильный рабочий процесс. В итоге, на выходе можно получить постоянный ток такой силы, которая необходима для проведения сварки деталей из стали, цветных металлов.
На заметку! Такое оборудование также позволяет сварщику выполнить сварные работы обратной полярности на конструкциях из тонколистовой, нержавеющей, легированной и высокоуглеродистой стали, которые чрезмерно чувствительны к перегреву.
Выпрямители относятся к более совершенным агрегатам для работы с металлическими конструкциями в сравнении с обычными трансформаторами, поскольку обладают рядом преимуществ:
- обеспечивают постоянное горение дуги, что продлевает рабочее время аппарата;
- при их эксплуатации сводится к минимуму количество брызг расплавленного присадочного и основного металла;
- позволяют достигнуть ровной поверхности шва с микроскопическим чешуйчатым рисунком;
- повышают свариваемость цветных и легированных металлов, что существенным образом улучшает качество выполненных соединений;
- предоставляют сварщику возможность сэкономить расходные материалы при выполнении сварных работ, что снижает себестоимость готового изделия.
Как устроен сварочный выпрямитель, и по какому принципу функционирует?
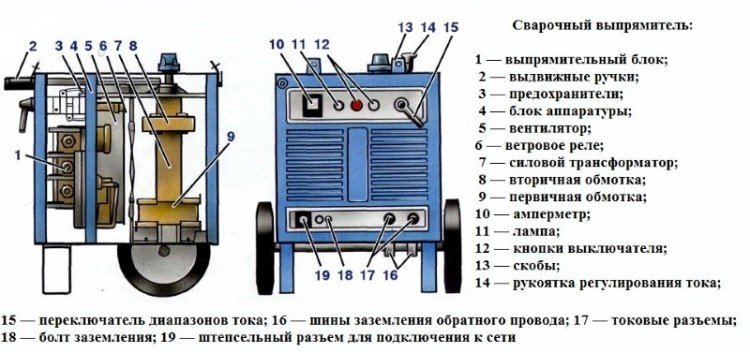
Сварочный выпрямитель сконструирован из нескольких блоков, внутри которых происходит понижение, преобразование входящего напряжения при одновременном увеличении величины А. Устройство сварочного выпрямителя позволяет понять основные принципы его функционирования.
Конструкция агрегата состоит из следующих элементов:
- трехфазный трансформатор, понижающий входящее напряжение;
- диоды, пропускающие ток в одном направлении, в отличие от проводников электрического тока, способных одинаково хорошо проводить ток в оба направления;
- радиаторы и вентилятор для охлаждения конструкции;
- амперметр;
- вольтметр;
- регуляторы тока.
Поскольку диоды в процессе функционирования агрегата нагреваются, то им требуется качественная система охлаждения. По этой причине рядом с ними расположены модули охлаждения, обеспечивающие конструкции постоянный обдув холодным воздухом.
Это устраняет риск перегрева диодов, повышает время работы выпрямителя и устраняет необходимость перерывов в его работе.
Измерительные приборы в системе позволяют контролировать характеристики тока, а сигнализатор температуры сообщит о перегреве. Выставить актуальную в работе силу тока можно с помощью специальных регуляторов. Если же показатели V превышаются, сработает защитный блок, и сварка остановится.
Такие агрегаты могут обладать разными характеристиками, и предназначены для проведения сварки заготовок из стали и сплавов цветных металлов. Но все виды подобного оборудования функционируют по единому принципу.

Схема устройства выпрямителя с трансформатором с увеличенным рассеянием.
Схема сварочного выпрямителя выглядит так:
- перемененный или сетевой ток подается на первичную обмотку понижающего трансформатора, что приводит к понижению его стандартной величины;
- поток напряжения с уменьшенным значением V и возросшей силой тока А возникает на вторичной обмотке за счет электромагнитной индукции;
- напряжение поступает на кремневые элементы-диоды, обеспечивающие прохождение тока в одном направлении и его стабилизацию;
- колебание частоты тока устраняется, после чего постоянное напряжение подается в зону соединения деталей.
Любой аппарат для сварки постоянного тока функционирует по подобной схеме, обеспечивая сварщика широкими возможностями в работе.
Ведь выпрямители для сварочных работ позволяют осуществлять сварку и резку устойчивой дугой с получением швов более высокого качества на различных металлических конструкциях за счет преобразования тока от трансформатора в постоянное напряжение внутри агрегата.
При работе расходные материалы не разбрызгиваются, поэтому происходит их существенная экономия.
Важно! Напряжение при работе сварных выпрямителей на холостом ходу не должно превышать уровень в 48V.
Обслуживание и ремонт
Сварочные выпрямители отличаются высоким качеством и длительное время работают без поломок, если своевременно осуществлять обслуживание и ремонт агрегатов:
- проводите проверку всех токопроводящих частей на предмет сохранности изоляции и надежности крепления клемм;
- удаляйте пыль с внутренних элементов конструкции;
- перед включением сварного аппарат проверяйте его заземление;
- периодически смазывайте винт регулировки хода вторичной обмотки;
- не допускайте работу с выпрямителем без применения защитного кожуха.
Наиболее часто встречаемые поломки сварных выпрямителей – перегрев конструкции и чрезмерный гул при работе аппарата.

Принципиальная схема сварочного выпрямителя.
При наличии подобных проблем, важно проверить следующие элементы аппарата:
- крыльчатку вентилятора на предмет несоответствия актуальной величине: если такой факт установлен, деталь потребуется заменить;
- вал вентилятора охлаждения на предмет заклинивания;
- первичную обмотку трансформатора, если произошло замыкание;
- герметичность изоляции листов сердечника, его шпилек.
Часто можно столкнуться с иной распространенной поломкой сварочного выпрямителя, которая требует незамедлительного проведения ремонтных работ. Напряжение тока на выходе понижается в связи с замыканием, обрывом во вторичной обмотке.
Если выключение магнитного пускателя осуществляется практически сразу после его включения, причину проблемы стоит искать в диоде. Также подобную поломку может спровоцировать замыкание тока на кожух оборудования.
Заключение
Сварочные выпрямители выделяются на фоне иного оборудования, применяемого с целью выполнения электродуговой сварки. Они способны повысить силу тока до необходимого для плавления кромок металлов значения и преобразовывать переменную частоту напряжения до постоянного значения.
В итоге, швы лучше шлифуются, поэтому получаются гораздо более качественными.
Назначение и нюансы изготовления диодного моста в сварочном аппарате

Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
Выпрямитель для сварки
Оборудование для сварки на переменном токе обладает существенным минусом при использовании в домашних условиях: оно провоцируют перепады напряжения в сети и помехи для работы электроустройств.
По этой причине, при проведении сварных работ своими руками, требуется выпрямитель для сварочного аппарата, позволяющий в некоторой мере сгладить мощные перепады сетевого напряжения.
Особенность выпрямителей
Многие сварочные аппараты требуют доработки, заключающейся в применении специальных выпрямителей. Для их изготовления часто применяют диоды, способные пропускать напряжение исключительно в одну сторону.
Изначально для усовершенствования сварки мастера использовали диодные схемы из четырех диодов на радиолампах. Но данная технология была слишком сложной и дорогой. В наши дни силовые диоды стали доступными по стоимости, поэтому активно используются в сварных операциях.
На заметку! Подбирайте такие электрические элементы, которые обладают высоким качеством, и следите за тем, чтобы фактический ток в цепи был меньшим, чем заданный по номиналу. Тогда аппарат прослужит без поломок максимально длительное время.

Электрическая схема выпрямителя для сварки.
Схема для такого приспособления не отличается особой сложностью: она состоит из проводников, пропускающих электрический поток и направленных в актуальную сторону.
Если быть более точным, то два элемента общей схемы соединены последовательно и направлены друг к другу, а еще два ‒ располагаются один за другим. Первые из них проводят ток в выбранном направлении, вторые ‒ не позволяют току вернуться.
Выпрямители на диодах характеризуются разной мощностью, поэтому вид электрода необходимо подбирать с учетом этого параметра. Чем выше мощность, тем более толстый электрод потребуется.
На промышленном производстве требуется применить мощную аппаратуру, которая позволит выполнять сварные соединения без каких-либо пауз. Для бытового использования подойдут менее мощные выпрямители для сварки.
Применение в сварке
Диодную схему можно собрать из отдельных диодов или приобрести монолитную конструкцию с разными параметрами. Первый вариант менее предпочтителен, чем второй. Но при сгорании одного диода не требуется менять все четыре элемента, как в случае монолитной конструкции.
Если применить такие агрегаты для переориентации сварки на работу с постоянным током, можно добиться расширения ее функциональных возможностей.
Применение выпрямителя из диодов поможет:
- устранить перебои напряжения в сети;
- упростить задачу розжига электрической дуги в условиях номинального и пониженного напряжения;
- увеличить тепловой режим при длительной работе сварочного аппарата.
На заметку! С помощью выпрямителя из диодов для сварочного аппарата можно поддерживать электрическую дугу на стабильном уровне, что позволяет повысить эстетические качества созданных своими руками сварных соединений на металлических конструкциях.
Выпрямитель для сварки собирается по мостовой схеме, но при этом важно учесть, что корпус агрегата находится под напряжением.
Поэтому при установке диодного моста на радиатор, важно изолировать агрегат от иных элементов схемы, от корпуса сварочного аппарата, соседних диодов. А это чревато определенными неудобствами для сварщика: нужно использовать более крупный по размеру корпус сварки.

Выпрямитель тока для сварочных работ.
Как следствие, аппарат получается тяжелым и громоздким.
Чтобы уменьшить габариты сварки, можно подобрать выпрямительный прибор ВЛ200 с другой полярностью, объединив полупроводники на два парных радиатора. Но еще лучше, установить в едином корпусе сварки мощные, но при этом максимально компактные диодные мосты.
Такое решение обойдется сварщику в несколько раз дешевле, нежели покупка диодов В200. Деталь по размеру не больше, чем спичечный коробок. Она имеет площадку для установки радиатора, работает на максимальном, прямом токе ‒ 30-50 А.
Важно! Если в процессе выполнения сварных работ потребовался более мощный мост, стоит воспользоваться параллельным подключением мостовых сборок. Главное понимать, что при таком решении надежность конструкции будет ниже, чем при одиночных мощных диодах.
Если говорить о схемах полупроводникового типа с устройством выпрямителя, важно отметить следующее:
- Лучшие показатели имеет трехфазная система, позволяющая использовать мощность сети до 380 В.
Ее применяют на промышленных предприятиях, где важно создать длительный непрерывный сварной процесс без пауз для соединения больших по размеру металлических деталей: ворот, контейнеров, хозяйственных металлических сооружений и т.п. - Система с одной фазой подходит для бытового использования, когда сварной процесс длится короткий промежуток времени, и нет необходимости в более длительной сварке.
Установка
Если планируется установить параллельную схему соединения диодных мостов, важно учесть некоторый разброс по параметрам каждого диода. Подбирать элементы нужно так, чтобы оставался некоторый запас прочности. Тогда можно получить компактный диодный мост для сварочного аппарата.
Диодные сборки можно разместить на одном радиаторе, но для повышения показателей теплоотдачи их монтируют через теплопроводящую пасту. Актуальное количество таких схем для выпрямителя определяется требуемым сварочным током: стандартное количество 3-5 сборок.
Проводники стоит соединять с контактами при помощи пайки, и иначе в местах контакта потери мощности, или соединение сильно нагревается. При необходимости выполнить сварные операции, выпрямитель подключается к аппарату для сварки.
Как сделать выпрямитель своими руками?
Если в наличии мастера имеются комплектующие детали, вполне реально изготовить самодельный сварочный выпрямитель. При условии соблюдения всех рекомендаций специалистов он гарантировано обеспечит процесс ручной дуговой сварки постоянным током, но потребуется применить электрод с обмазкой.

Диодный мост для сварочного аппарата.
Обмазка при расплавлении электрода препятствует проникновению составляющих воздуха в расплавленный металл сварного соединения. Без нее контакт металла в расплавленном виде с азотом и кислородом снизят прочностные свойства шва, сделав его хрупким и пористым.
Сначала потребуется выбрать или смотать своими руками понижающий трансформатор с требуемыми параметрами. Собирают трансформатор до подключения диодного моста.
Если выбран путь самостоятельного изготовления аппарата, важно правильно рассчитать его элементы, в том числе:
- параметры магнитопровода;
- актуальное количество витков;
- размеры сечения шин, проводов.
На заметку! Расчеты для изготовления трансформаторов осуществляются по единой методике, поэтому данная задача не представляет трудностей даже для малоопытного сварщика со школьными знаниями электричества.
В работе не обойтись без светодиодов: нужны они в качестве проводников тока в одном единственном направлении. Простейший диодный выпрямитель, созданный по мостиковой схеме, монтируют на радиатор с целью теплообмена и охлаждения.
Мощные диоды для сварочного аппарата, по типу ВД-200, выделяют при работе довольно большой объем тепловой энергии. Чтобы обеспечить падающую характеристику тока, в цепь потребуется включить дроссель последовательно.
Активное переменное сопротивление в такой схеме обеспечит сварщику возможность плавно регулировать сварочный ток. Далее, один полюс нужно подключить к сварной проволоке, а второй ‒ к рабочему объекту.
Электролитический конденсатор в составе схемы необходим в качестве сглаживающего фильтра для снижения пульсаций.
Выполнить намотку реостата несложно своими силами, но для такой задачи потребуется керамический сердечник и проволока из никелина или нихрома. Актуальный диаметр проволоки определит величина регулируемого тока сварной операции.
Расчет сопротивления реостата нужно проводиться учетом удельного сопротивления электрода, его сечения и общей длины.

Электрическая схема сварки с диодным мостом.
Шаг регулировки тока для сварки зависит от диаметра витков. Если правильно собрать перечисленные детали в единый агрегат, процесс сварки будет сопровождаться постоянным током. Не лишним будет и монтаж резистора, препятствующего короткому замыканию при работе.
Оно может происходить при касании проволоки о металл без зажигания дуги. Если в это время на конденсаторе нет сопротивления, он мгновенно разрядится, произойдет щелчок, электрод разрушится или прилипнет к металлу.
При наличии резистора можно сгладить разряды на конденсаторе, сделать поджога электрода более простым и мягким. Изготовление аппарата для выпрямления сварного тока своими руками позволит создавать максимально аккуратные и долговечные сварные швы.
Итоги
Диодный мост для сварочного аппарата преобразует переменный ток в постоянный, что позволяет повысить качества сварных соединений. Такое приспособление можно приобрести в готовом виде или создать своими руками, следуя советам, озвученным в статье.
Источники питания сварочной дуги: требования, классификация, характеристика
Для начала немного общей информации о сварочной дуге. Дуга представляет собой мощный электрический разряд, который формируется между основным металлом и концом электрода. Сварочная дуга генерирует высокотемпературное тепло, которого достаточно для сварки большинства металлов.
Чтобы поджечь дугу, необходим внешний источник тока. В общих чертах основные источники питания для сварки — это трансформаторы, выпрямители, генераторы и инверторы. Проще говоря, сварочные аппараты типы трансформатор, выпрямитель или генератор. А также инверторный сварочный аппарат. Но в рамках этой статьи мы дадим больше информации, поскольку источники для питания сварочной дуги имеют множество особенностей.
Далее мы расскажем, какие существуют сварочные источники питания, каковы их характеристики и какие требования к ним предъявляются.
Основные требования
Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам:
- обеспечивать легкость зажигание дуги;
- поддерживать стабильное горение;
- контролировать верхний порог тока короткого замыкания;
- обладать хорошей динамикой;
- соответствовать требованиям по электробезопасности.
Под динамикой в данном случае понимается скорость восстановления напряжения от момента контакта электрода с массой (возникновения короткого замыкания) до вспыхивания дуги, то есть образования электрического пробоя воздуха.
Дуга вспыхивает при напряжении около 20 В. Время от момента короткого замыкания до вспышки дуги у хорошего источника питания должно составлять не более 0,05 секунды. Чем оно меньше, тем динамика выше.
Эти требования предъявляются ко всем без исключения устройствам. Им должен соответствовать даже самодельный сварочный аппарат, собранный для ручной дуговой сварки из блока питания компьютера.
Кстати, из последнего собрать устройство для домашнего применения не так уж сложно. Импульсный блок питания как раз и предназначен для понижения сетевого напряжения. Но варить можно будет только тонкий металл.
Выбор источника питания для дуговой сварки
Разумеется, помимо силовых характеристик сварочное оборудование выбирают по мобильности, габариту, весу. Говоря о достоинствах и недостатках источников питания, стоит начать с самого первого вида сварочников.
Трансформатор
Оборудование с вторичной обмоткой преобразует напряжение, за счет индуктивных полей с 80 вольт можно опустить напряжение до 20-ти. Это самый простой и громоздкий тип сварочного аппарата. Зато очень надежный, мало зависит от условий внешней среды, не боится влажности, запыленности. Трансформатор можно соорудить самостоятельно, нужный вольтаж получают за счет определенного числа витков вторичной обмотки. Коэффициент полезного действия оборудования довольно высокий, стоимость небольшая. Когда объем работы небольшой, сварщики с опытом работы предпочитают для гаража, дома приобретать трансформаторы.
Выпрямитель
Уже из названия ясно, что речь пойдет об источнике постоянного тока. Для преобразования используются полупроводники, они пропускают электричество только в верхнем диапазоне синусоиды. Благодаря использованию полупроводников, наличию электросхемы, возможности у выпрямителей шире, чем у трансформаторов. При смене полярности можно регулировать температуру на контактах: при прямой полярности сильнее греется электрод, при обратной – металл. КПД у выпрямителей выше, чем у трансформаторов, малые потери на холостом ходу.
Большой минус – сварочные аппараты очень греются, им периодически требуется передышка, чтобы прийти в норму или дополнительная система охлаждения.
Генератор
Электричество вырабатывается вращением вала в постоянном магнитном поле. Работают устройства на бензине, дизтопливе, есть стационарные установки на угле, брикетированном топливе. Главные достоинства:
- электричество со стабильными характеристиками;
- большой ампераж, до 1000 А.
Минусы – изрядные габариты, низкий КПД, плюс выхлопные газы, шум, вибрация.
Инвертор
Инверторный тип источников – самый технологичный. Небольшие размеры, высокая мощность, дополнительные функции: быстрый розжиг, стабильная дуга и другие. Бытовые устройства работают от сети 220 В, мощные установки подключают к трехфазным 380 В. Инверсия улучшает частотные характеристики до 50 кГц. Недостатки тоже есть: оборудование боится высокой влажности, низких температур, запыленности. Корпус профессиональных источников дополнительно оснащают защитой.
Классификация источников питания сварочной дуги
По типу сварочного тока
Итак, мы уже разобрали, что источником питания может быть трансформатор, выпрямитель и генератор. Но в более широком смысле все эти источники можно поделить еще на несколько подгрупп. Одна из них — тип тока, который генерирует источник.
Источник может генерировать постоянный или переменный ток. Классический трансформатор и генератор повышенной частоты зачастую генерирует переменный ток. Сварочный выпрямитель генерирует постоянный ток.
Чем отличается источник питания на постоянном токе и на переменном?
Сварочный аппарат переменного тока и постоянного в чем разница? Давайте разбираться.
Аппарат на переменном токе очень прост: он собирается из понижающего трансформатора и специального механизма, который регулирует силу сварочного тока. При применении сварочной дуги переменного тока сварка ведется на переменном токе соответственно.

Аппарат на постоянном токе более технологичен. Его основные компоненты — это понижающий трансформатор, устройство, выпрямляющее ток (выпрямитель), которое преобразовывает поступающий переменный ток в постоянный, и устройство, регулирующее силу тока. Соответственно, здесь сварка ведется на постоянном токе.
Это основные конструктивные различия. Есть еще различия эксплуатационные. Сварка постоянным током предпочтительнее, поскольку у этого источника тока больше преимуществ. Аппараты на постоянном токе намного компактнее и проще в применении, они технологичнее, и в целом считаются более современными. Сварка переменным током сложнее и характеризуется нестабильностью горения дуги.
Также упомянем инверторные источники питания, которые на данный момент считаются самыми технологичными и распространенными. Это сложные аппараты, которые многократно преобразовывают ток, сглаживая его с помощью специальных фильтров, и впоследствии выпрямляют. В результате сварщик получает постоянный ток, а значит крайне стабильную дугу, которая легко поджигается. Также инверторные аппараты снабжаются электронным блоком управления, который прост в применении.

Инверторный источник сварочного тока — самый распространенный тип на данный момент. Такие аппараты самые компактные и легкие (в продаже есть модели весом не более 3-5 кг), при этом они оснащаются дополнительным функционалом, упрощающим сварку.
По количество постов и способу установки
Здесь все намного проще. Вне зависимости от типа источника питания, будь он переменный или постоянный, трансформатор или инвертор, в любом из них может быть либо один разъем для сварки, либо 3 и более.
Аппараты с одним разъемом называются однопостовыми и предназначены для генерирования одной сварочной дуги. Т.е., для применения одним сварщиком. Аппараты с большим количеством разъемов называются многопостовыми, и сразу несколько сварщиков могут производить сварку от одного аппарата.
Источники питания по способу установки могут быть мобильными (переносными) или стационарными.
Принципы классификация

Источники питания сварочной дуги классифицируются по многим градациям. В их числе:
- по предназначению — для ручной сварки, сварки под флюсом или в среде защитного газа (например, аргонодуговой);
- по числу сварочных постов, которые можно подключить единовременно;
- по способности передвигаться — мобильные и стационарные;
- по способу производства энергии — преобразователи или производители;
- по роду выходного тока;
- по ВАХ (вольт-амперная характеритика).
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ).
Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Некоторые современные источники питания сварочной дуги универсальны: имеют много режимов работы, в том числе позволяют менять род сварочного тока и изменять его ВАХ.
Четыре вида преобразователей
Основное различие между источниками питания сварочной дуги, определяющее их технические характеристики, массу, габариты и сферу применения — это различия по принципу преобразования электротока.
Существуют следующие виды источников:
- трансформаторы;
- выпрямители;
- преобразователи;
- инверторы.
Особняком стоят генераторы, так называемые агрегаты. Эти машины — не вторичные, а первичные источники энергии, они не преобразуют тем или иным способом питание от городской или промышленной сети, а вырабатывают его сами.
Как правило, агрегаты строятся на базе двигателя внутреннего сгорания — бензинового или дизельного. Первые — дешевле, вторые имеют большую мощность и моторесурс.
Внешние характеристики источников питания сварочной дуги
Внешняя характеристика может быть крутопадающей, пологопадающей, жесткой и полого-возрастающей. Чтобы сварочная дуга горела стабильно, ее внешние характеристики должны совпадать с вольт-амперными характеристиками.

Тип внешней характеристики зависит от типа сварочной технологии. Например, для сварки в защитных газах характеристика должна быть либо полого-возрастающей, либо жесткой. А для РДС сварки или автоматической сварки под слоем флюса характеристика должна быть падающей. Только при соблюдении этих условий дуга будет гореть стабильно.
Требования к источникам питания сварочной дуги
Любой источник питания при дуговой сварке выбирается, исходя из эксплуатационных свойств:
- Электрод должен разжигаться при соприкосновении с металлической заготовкой, контакты замыкают электрическую цепь.
- Когда присадка плавится, по капле возможно короткое замыкание. Сварочный аппарат в такой ситуации не должен выходить из строя, сварочная дуга должна поддерживаться стабильно.
- До вспышки дуги между деталью и электродом возникает краткосрочное короткое замыкание длиной в доли секунды. От скорости восстановления первоначального напряжения зависит динамическая характеристика источника питания.
- От режима холостого хода сварочное оборудование должно быстро переходить в рабочий ход, то есть напряжение с 60–80 вольт должно упасть до требуемых 18–20 В.
Требования ко всем источникам, применяемым для питания сварочной дуги, одинаковые. Напрашивается вывод, что эффективность работы сварочного оборудования зависит от способности поддерживать стабильное горение дуги, начиная с момента розжига. Последний момент – регуляторы, сварочные аппараты предназначены для большого диапазона рабочего тока, устанавливать нужные параметры тока должно быть удобно.
Основные требования
На сегодняшний день все источники питания должны соответствовать следующим основным требованиям:
- иметь в наличии плавную регулировку режимов сварки во всём диапазоне;
- иметь в наличии приборы для контроля режимов сварки;
- обеспечивать стабильное горение дуги;
- иметь высокие динамические характеристики;
- соответствовать основным требованиям по электробезопасности.
Наличие плавной регулировки и приборов контроля, обеспечивает точную настройку необходимых режимов сварки.
Динамические свойства сварочного аппарата определяются временем восстановления напряжения холостого хода после короткого замыкания в процессе сварки. Чем быстрее восстанавливается напряжение, тем лучше его динамические характеристики. Восстановление не должно превышать 0,05с.
Для повышения стабильности горения дуги дополнительно могут применяться осцилляторы. Они преобразующие низкое напряжение промышленной частоты в импульсы высокого напряжения и высокой частоты. Наложение этих импульсов на дуговой промежуток повышает устойчивость горения дуги.
Классификация
Общепринята градация блоков питания по нескольким признакам, обусловленным электромеханическими свойствами источников электротока. Начинающим сварщикам достаточно знать основные критерии классификации:
Для питания сварочной дуги возможно два способа получения рабочего тока:
- преобразованием энергии из силовой электросети (выделяют однофазные и трехфазные сварочники);
- генерацией электричества рабочих параметров из другого вида энергии.
Группировка по виду вырабатываемого тока:
- переменного;
- комбинированные, которые можно переключать с постоянного на переменный и наоборот;
- постоянного.
Способ преобразования электричества: изменением вольтажа и ампеража, выпрямлением – переменный ток преобразуется в постоянный.
Мобильность источников, питание дуги бывает стационарным (подключение к магистральным электросетям) и автономным (использование переносных генераторов или аккумуляторов).
Способ регулировки рабочих параметров дуги (напряжения, ампеража). В трансформаторах меняется число задействованных витков: положением шунта, подвижностью катушки, секционированием вторичной обмотки.
Градация источников питания по внешним характеристикам тока сварочной дуги – это оценка зависимости среднего напряжения на контактах (держателе электрода и клемме, закрепляемой на металле) от ампеража. Параметры вольт-амперной характеристики оборудования бывают двух видов:
- Падающая ВАХ характеризуется высоким напряжением холостого хода, превышающим рабочее до 2,5 раз.
- Жесткая отличается стабильностью напряжения на клеммах в процессе сварки. Ампераж короткого замыкания превышает номинальный сварочный в 2 или 3 раза.
Вольт-амперная характеристика источника определяется экспериментально. Когда подключают питание, измеряют напряжение на клеммах.
Требования к сварочному оборудованию

Используемый тип сварочного оборудования непосредственно влияет на технологические особенности сварки, возможность изготовления разных типов сварных конструкций и технико-экономические особенности всего производства. Основные требования к сварочному оборудованию таковы: обеспечение высокого качества и эффективности работы, надежность и эргономичность оборудования, рациональное расходование материалов и энергетических ресурсов, минимальные затраты на производство оборудования.
Основные виды сварочного оборудования

Сварочное оборудование без труда можно найти на любой строительной площадке, промышленном производстве, кроме того, оно нередко используется в бытовых целях. Вот почему спрос на такого рода технику остается стабильным, а требования к ней – неизменно высокие. Сегодня сварщики используют целый ряд методов сварки: с электродными или графитовыми стержнями, являющимися отличными проводниками, со специальными сварочными проволоками, при помощи газовых, плазменных, лазерных и прочих технологий.
Прежде чем перейти к разговору о том, какие требования предъявляются к сварочному оборудованию, важно представлять себе технологии сварки:
Речь идет о соединении деталей электрической дугой за счет сварочного трансформатора или инвертора. В процессе работы дуга нагревается до +5 000 °С и более, данный показатель превышает температуру плавления всех используемых на данный момент металлов. Также существуют инверторные аппараты с пускозарядным устройством.
Главное требование для такого метода – это непрерывная подача проволоки, играющей роль электрода, к месту сварки. Отметим, что проволока движется с определенной скоростью. Туда же поступает активный или инертный газ – он позволяет защитить расплав от воздействия воздушной среды.
Рекомендуем статьи по металлообработке
Сварка происходит с помощью покрытого металлического электрода. Этот метод работы один из самых старых, но при этом считается универсальным.
В данном случае используется метод сваривания электрической дугой. Между деталью и электродом образуется дуга, однако она не видна, так как располагается под слоем зернистого флюса вместе с ванной расплавленного металла. Шлак из расплавленного флюса позволяет защитить зону обработки от воздействия атмосферы, аналогично газу, подаваемому при полуавтоматической сварке.

Плавление основного металла и присадочного материала происходит в открытом пламени горелки. Важное требование для нормальной работы такого оборудования – постоянная подача одного или смеси горючих газов (жидкостей) в сочетании с кислородом – это необходимо, чтобы обеспечить постоянную работу горелки.
Данный метод базируется на принципе проводимости расплавленного шлака, в объеме которого при прохождении тока выделяется теплота. То есть соединение электрода с основным металлом происходит через расплавленный шлак. В шлаковой ванне выделяется теплота, за счет чего температура оказывается выше уровня, необходимого для плавления металлов. Это приводит к тому, что кромки основного металла с электродом оплавляются и стекают на дно расплава, образуя ванну расплавленного металла.
В этом случае используется смесь магния или алюминия в виде порошка, который соединяется с окалиной железа. Алюминий обеспечивает восстановление железа с окалины, которое сопровождается выделением огромного количества тепла.
Основным требованием к такой сварке является работа в среде инертного газа аргона. При этом может применяться плавящийся или неплавящийся электрод. Отметим, что чаще всего отдают предпочтение вольфрамовому электроду.
Расплавление металла и присадки осуществляется при помощи потока высокотемпературной плазменной дуги. По своему принципу данная технология очень схожа с аргонодуговой сваркой.
В данном случае используемое оборудование позволяет кинетической энергии пучка электронов, направленного в зону сварки, перейти в тепловую.
Принцип работы лазерной установки базируется на использовании энергии лазерного луча. Чтобы сфокусировать последний на небольшом участке поверхности, используют оптические линзы.
- Контактная сварка (стыковая сварка сопротивлением).
Образование соединений металлических изделий происходит за счет их нагрева проходящим электрическим током и пластической деформации при помощи сжатия зоны соединения. Основная роль в данном методе отводится электрическому сопротивлению зоны соединения – именно этим и объясняется второе название данной технологии.

Это один из видов контактной сварки, при котором происходит соединение элементов конструкции по отдельным участкам соприкосновения, размеры которых ограничиваются площадью рабочих торцов электродов, ведь именно они передают усилие сжатия и подводят ток к поверхности металла.
Оборудование стыковой сварки позволяет скреплять по плоскости касания изделия из ПВХ, полиэтилена, полибутена. Благодаря нагреву, все детали из этих материалов, например, фитинги, трубы, без труда соединяются.
- Стыковая сварка непрерывным оплавлением.
Эффективное соединение достигается за счет подключения к стержням электрического тока, дальнейшее их соприкосновение позволяет получить замкнутую электрическую цепь.
Сварка элементов происходит за счет их сдавливания и нагрева, при этом удается отказаться от расплавления основного материала. Сваривание обеспечивается пластическим деформированием микронеровностей, находящихся на поверхности свариваемых изделий. Немаловажным требованием является работа при температуре, не достигающей температуры плавления металла.
При данном подходе обеспечивается значительная концентрация электромагнитной энергии в поверхностных слоях нагреваемого изделия. Также происходит выделение тепловой энергии в массе обрабатываемого металла за счет эффекта близости и поверхностного эффекта.
Данная технология считается разновидностью сварки давлением, нагрева в этом случае удается добиться за счет трения при перемещении (вращении) какой-либо части свариваемого изделия.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Нужно понимать, что для получения высококачественного результата недостаточно использовать только основное сварочное оборудование. Важно также выполнять все требования к дополнительному оборудованию, оснастке и расходникам. Речь идет об электродах, щетках для удаления шлака, сварочных масках, клеммах заземления, держателях электродов, электрических кабелях, проволоке, протяжных роликах, горелках, пр. От того, насколько ответственно вы подошли к выбору всего перечисленного оборудования, зависит качество работ.

Поскольку для большей части сварочных работ используется дуговая сварка, речь пойдет о требованиях, предъявляемых к сварочному оборудованию, необходимому именно в этом случае.
Чтобы добиться высокого качества сварных соединений, необходимо выполнять следующие требования:
- Точная сборка и фиксация свариваемых соединений в рабочей зоне. При этом должны учитываться особенности заготовок, такие как значительные допускаемые отклонения от номинальных размеров и форм, возможные заусеницы, задиры, окалина, прилипшие брызги металла и возможные деформации в процессе сварки.
- Надежная защита сварочной ванны от воздействия атмосферы при помощи защитного газа, флюса, использования самозащитных проволок, вакуумных камер, пр.
- Сохранение необходимого положения источника нагрева относительно формируемого шва с компенсацией случайных отклонений линии от расчетного положения.
- Поддержание заданных параметров или их изменение по заданному закону. При выполнении данного требования учитываются непредвиденные отклонения параметров соединения от изначально установленных значений.
- Использование наиболее современных сварочных технологий и материалов, таких как форсированные режимы, многодуговая и многоэлектродная сварка, ленточные электроды, пр.
Добиться высокой производительности сварочных работ удается за счет выполнения двух требований:
- Использования прогрессивных сварочных процессов.
- Механизации, автоматизации и роботизации сварочного производства. Нужно понимать, что автоматизация и роботизация сварки являются важным условием для повышения уровня производимых работ. Его выполнение позволяет стабильно получать высококачественные сварные швы.
К сварочному оборудованию предъявляются высокие требования по его надежности. Хороших показателей удается достичь при помощи:
- Принятия мер для создания оптимальных условий для конкретного метода сварки. К таким требованиям может относиться высокая температура в зоне сварки и шва, мощное нестационарное магнитное поле, интенсивное световое излучение, разбрызгивание расплавленного металла, интенсивное выделение пыли или аэрозолей.
- Увеличения срока службы расходников, быстро требующих замены. Добиться такого эффекта позволяют современные средства контроля состояния, диагностики и устранения неисправностей при помощи быстросменных деталей, блоков и устройств.
- Использования наиболее надежных элементов, иными словами, чтобы выполнить требования безопасности, нужно отдавать предпочтение уже проверенным на практике техническим решениям и серийным устройствам. Не менее важную роль играют унификация и агрегатирование.
Высокая надежность входит в число ключевых требований к работе сварочного оборудования. Ведь таким образом удается добиться высокого качества сварных соединений и необходимой компании производительности.
Также к обязательным требованиям относятся рациональное расходование материалов на производство самого оборудования, а также используемой в процессе сварки электрической энергии и материалов. Перечисленные требования выполняются благодаря таким действиям, как:
- грамотное построение типоразмерных рядов и выбор оптимальных компоновок сварочного оборудования;
- повышение КПД источников энергии, уменьшение их размеров и массы – так, во время дуговой сварки могут использоваться инверторные или транзисторные источники;
- сокращение доли разбрызгиваемого металла в процессе сварке за счет выбора оптимального метода работ, допустим, импульсно-дугового в смеси газов;
- выбор наиболее подходящего состава и расхода защитных газов, состава флюса и принципа его подачи в рабочую область и уборки после завершения всех процессов.
Добиться высокой эргономичности сварочной техники позволяют:
- улучшение санитарных условий труда за счет отсоса аэрозолей и пыли, охлаждения горелок, защиты специалистов от светового излучения;
- механизация и автоматизация всех производимых работ;
- обеспечение при работе со сварочным оборудованием соблюдения требований безопасности труда, а также учет требований инженерной психологии в процессе создания средств для управления и контроля работы используемой техники;
- грамотный подход к компоновке и форме оборудования, организации рабочих мест.
За счет соблюдения данных требований к сварочному оборудованию на производстве удается повысить качество сварных соединений, продуктивность и надежность самих устройств.
Значительное сокращение стоимости оборудования и затрат на его обслуживание достигается за счет:
- снижения расхода материалов на сварочное оборудование и упрощения его изготовления;
- закупки или создания оборудования именно с тем набором функций, которые необходимы конкретному производству, то есть одним из ключевых требований становится уход от избыточности, выбор в пользу серийно выпускаемого оборудования;
- унификации и агрегатирования используемого при сварке оборудования.
Отметим, что среди требований большей части методик самого распространенного способа дуговой сварки нет необходимости в сложном оборудовании. Дуговая сварка может осуществляться посредством ручного или несложного механизированного инструмента. Роль последнего может играть сварочный полуавтомат.
При этом можно отказаться от высокоавтоматизированных технологических комплексов, работа с которыми всегда требует серьезных затрат. Вот почему, если вы хотите добиться от автоматизации сварочного производства положительного экономического эффекта, главным техническим требованием к сварочному оборудованию становится его максимальная простота, при которой все-таки можно добиться значительного роста производительности труда.
Все способы дуговой сварки и наплавки имеют свои специфические особенности и связанные с ними требования. Допустим, если речь идет об оборудовании для сварки под флюсом, проводимой с большим объемом жидкого металла в ванне, важно избежать протекания расплавленного металла из нижней части сварочной ванны. Иными словами, необходимо защитить соединение от прожога.
При наличии флюса в зоне возбуждения дуги и отвердевшей шлаковой пленки на конце сварочной проволоки в начале процесса приходится позаботиться об отсутствии проблем при зажигании дуги. Сварка под флюсом отличается от других методов тем, что она не позволяет непосредственно наблюдать за положением конца электрода и сварочной ванны. В результате возникают сложности с направлением электрода на линию соединения элементов.
Если производится сварка и наплавка порошковой проволокой, нельзя забывать, что последняя имеет оболочку малой жесткости. Поэтому приходится прибегать к помощи специальных подающих роликовых устройств.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: